
Однослойный однопроходный шов выполняется за один проход. При сварке металла большой толщины шов выполняют слоями, каждый из которых накладывают за один проход (многослойный) или за несколько проходов (многослойный многопроходный).
Сварка за один проход предпочтительнее при ширине шва не более 14-16 мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя «напроход» нежелательна. Первый слой успевает остыть, и в нем возникают трещины
Экструзионный способ разработан специально, чтобы соединять толстостенные элементы. В отличие от традиционной с прутком, где нужен горячий воздух, здесь со швом мук почти не бывает.
Экструзия скоротечна, участие сварщика – минимальное, не приходится трястись над соблюдением режима процесса, долго осваивать азы «шовного дела».
Экструзионная наука доступна даже дебютанту. Умельцы смогут похвастать сварочным экструдером ручного типа, смастерив его сами.
Заниматься сваркой в ручном и автоматическом режимах – выбирать вам. В числе экструдеров в первом случае особняком стоит Leister fusion 3c. Преимущества в виде простого и рационального корпуса, скромно весит, а производительность выше.
Да, еще пруток безопасен в плане «закручивания». С неплохим ассортиментом принадлежностей для сварного дела можно ознакомиться на сайте интернет-лавки Weldmax.
При сварочных работах порой нужно пройтись по узким местечкам. Как раз для этих целей подойдет leister fusion 2. Понятен в управлении, малогабаритен, и устойчив к механическому воздействию. Fusion 2 не расстроит холодным пуском двигатель.
Нельзя не сказать несколько слов о ручном шнековом сварочном экструдере из линейки той же фирмы. С Leister weldplast s6 по мощности никто из всего ассортимента этого производителя не сравнится. Тем не менее, шумит не сильно, а сколько программ – удивишься.
чаще — для угловых и тавровых

I — III — очередность нанесения слоев; 1 — 8 — очередность наложения швов
Для равномерного прогрева металла по всей длине швы накладывают:
При способе двойного слоя второй слой накладывают по неостывшему первому после удаления сварочного шлака в противоположном направлении на длине 200-400 мм


Варить трубы и др. конфигурации из полиэтилена экструзионной сваркой нужно по ходу сварочных канальцев, поверхностей пленок, которые кладут внахлест, также ориентиром будут углы полипропиленового листа.
Предварительно рабочие зоны разогревают до t, при которой должен запуститься процесс пластификации. С этой целью берут нагретый воздух, что идет непосредственно от сварочного агрегата.
Сгодятся такие источники извне как тепловое изучение, что дает стационарный экструдер.
Сейчас присадочный материал, который выбран (можно и прутком воспользоваться), помещают в спецкамеру устройства в гранулированной форме, где нагревают.
Когда масса доходит до стадии текучести, то, используя шнек, ее выдавливают посредством сварочного башмака туда, где намечен предполагаемый шов. Заменить шнек может, смотря, какой у вас экструдер, и диск.
ПРИ КАСКАДНОМ МЕТОДЕ шов разбивают на участки по 200 мм. После сварки первого слоя первого участка, не останавливаясь, продолжают укладывать первый слой на соседнем участке.Тогда каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя

СВАРКА «ГОРКОЙ» — разновидность каскадного метода. Ведется двумя сварщиками одновременно от середины к краям
Оба метода — это обратноступенчатая сварка не только по длине, но и по сечению шва, причем зона сварки всегда остается горячей

ПРИ СВАРКЕ БЛОКАМИ шов заполняют отдельными ступенями по всей высоте сечения шва. Применяют при соединении деталей из сталей, закаливающихся при сварке

При осуществлении соединения обе детали должны быть нагреты. Ручной сварочный экструдер для целей нагревания поверхностей перед выдавливанием присадочного материала может содержать в своей конструкции специальный нагреватель потока воздуха или по-другому термофен. Также нагретый поток воздуха может идти от внешнего оборудования: компрессор или пневмосеть организации. Нагрев присадочного материала осуществляется с помощью специальных электрических нагревателей вокруг шнековой (экструзионной) камеры. Но в более старых экструдерах нагрев камеры происходит с помощью горячего воздуха, который используется для нагрева зоны сварки. Перед нагревом области сварки воздух проходит вокруг шнекового отделения и расплавляет присадочный материал. Присадочный материал в расплавленном виде выходит наружу в зону сварки через сварочный башмак.
Сварка экструдером чаще всего применяется для полиэтилена низкого давления, полипропилена и других видов термопластов первой группы. У этого вида термопластов разница температуры расплавленного состояния и состояния термодеструкции около 50 градусов. Это говорит о том, что даже большой перегрев материала (примерно на 30-40 градусов) не способен сильно повредить его.
К термопластам второй группы относятся ПВДФ и ПВХ. У них разница температур между термодеструкцией и текучим состоянием материала незначительная, поэтому при сварке жесткие требования к работе отдела нагрева. При работе с термопластами второй группы существуют особые требования к шнеку, он должен быть специальной формы, чтобы более тщательно перемешивать массу, не допуская перегрева.
Также в процессе работы с ПВХ и ПВДФ экструдер не должен выключаться и/или долго находится в режиме ожидания.

К началу процесса экструзионной сварки поверхности, что нужно соединить, должны находиться в вязком состоянии. Потому воздушный поток, который нагрели до нужной t, направляют через сопло в место сварки.
Нагревание возможно во встроенном в экструдер термофене. Горячий воздух также обеспечат компрессор и пневматическая сеть, имеющаяся в организации. При этом t в термофене и от других источников поддается регулировке.
Отличительной особенностью экструзионной сварки является ее подготовительный этап. Малейшее загрязнение поверхностей будет причиной для некачественного шва (многие термопласты при воздействии воздуха подвержены процессу окисления). Поэтому очищение кромок нужно делать непосредственно перед сваркой – чтобы прошло не более 20 минут. В противном случае вам будет необходимо очистить поверхности заново. Для очищения не рекомендуется использовать растворитель.
Если аппарат используется не впервые, тогда нужно удалить присадочный материал, используемый ранее. Даже если он того же состава. Повторный нагрев присадочного материала снижает его прочность.
Перед непосредственным началом сварки необходимо снять блокировки холодного пуска, нагреть аппарат и сварочный башмак до температуры, необходимой для работы, настроить производительность.
В процессе сварки необходимо поддерживать нужный угол наклона сварочного аппарата в зависимости от вида проделываемого шва. Если вам необходимо сделать перерыв, то экструдер нужно поставить на специальную подставку. Если перерыв планируется длительный – уменьшите температуру примерно на 40-50 градусов. Такое понижение температуры позволит приостановить нагревание присадочного материала и быстро возобновить работу.
Таким образом, сварка ручным сварочным экструдером является одной из самых несложных в применении среди остальных видов сварки и с применением других аппаратов. Совсем не необходимо быть профессионалом. Нужно лишь соблюдать инструкцию по эксплуатации экструдера и соблюдать вышеизложенные правила при работе с аппаратом и свариваемыми материалами.
Если вы – новичок в сварном деле, то экструзионный способ сварки изделий из полипропилена будет самым доступным. Им вы сможете соединить любые толстостенные конфигурации.
Начинающим вполне по плечу сделать сварочный экструдер самим. Правда, это больше привлечет рьяных домашних умельцев. Большинство, наверняка, устроит богатый выбор ручных экструдеров, который предлагают торговые прилавки.
Электродуговая сварка осуществляется двумя типами электродов: плавкими и неплавкими. Вольфрамовые электроды являются неплавкими, то есть не расходуются в процессе сварки, становясь частью материала шва. Они служат только для того, чтобы подвести электрический ток к месту горения электродуги. Добавки к материалу электрода — металлу вольфраму используются для оптимизации свойств для работы с теми или иными сплавами.
Отправлено 03 Ноябрь 2014 17:41
Существует множество разных заточных дисков и камней. Какими дисками лучше точить вольфрамовые электроды ,чтобы дуга лучше гарела и меньше было царапин после заточки? Кто,чем и как точит? Какие камни для этого подходят и не оставляют канав после заточки вольфрама? В сварочном магазине не дали внятных ответов.
Участвовать в обсуждениях могут только зарегистрированные пользователи.
Отправлено 03 Ноябрь 2014 17:45
Урий,чем мельче камень,тем лучше,но за неимением таковых можно и на болгарке подправить,но это не лучший вариант.
В зависимости от материала стержня каждая марка имеет свою предпочтительную сферу использования. Чтобы отличать марки, принята международная система наименований и цветной маркировки.

Применение электродов не по назначению весьма рискованно. Оно вдет к снижению прочности шва и повышенному расходу энергоресурсов и сварочных материалов.
Отправлено 03 Ноябрь 2014 17:55
Георгий 11 , а алмазные диски как вариант не лучше? И если да, то какие из них дольше послужат?
Вольфрамовые электроды, используемые для аргонодуговой сварки, различаются по цветам наконечника. При подборе электродов следует исходить прежде всего из материала соединяемых заготовок. Различия и характеристики разных марок сведены в таблицу.

Необходимо учитывать такие параметры, как:
Диаметр выбирается, исходя из толщины заготовок.
Отправлено 03 Ноябрь 2014 18:20
Никакой разницы от заточки на алмазе или просто мелкозернистом камне не заметил. Одинаково хорошо зажигается и горит. Заточеный на крупнозернистом камне вольфрам зажигается и горит точно так же хорошо, просто точить неудобно и кончик чаще обламывается при заточке.
Так что никакой разницы на чём точить, лишь бы риски от заточки вдоль электрода были.
Маркировка проводится в соответствии с DIN EN 26848 и соответствующим ему ГОСТу 23949-80.
Начинается маркировка с литеры — W- это символ вольфрама в Периодической системе элементов. Следующий символ- указывает на присадки, добавленную к вольфраму. Добавки применяются, чтобы улучшить одно из свойств:
Следующее число выражает массовую долю этой присадки в тысячных долях. Так, число 10 будет означать 1% добавки. Второе из чисел означает длину стержня. Используются длины в 50, 100, 150, 175 мм. Дополнительно используется цветовая метка-наконечник.
Стержень из чистого вольфрама отличается слабой разжигаемостью дуги и малом сроком службы. Не выдерживает сильных токов.
 Режимы сваивания меди маркой WP.
Режимы сваивания меди маркой WP.
Присадки циркония несколько упрощают розжиг, позволяют увеличить срок работы. Используются при сваривании алюминия и других легких металлов переменным током с ассиметричным фазовым профилем.
Торированные. Несмотря на малую массовую долю, торий, являющийся радиоактивным элементом, представляет собой серьезную угрозу здоровью сварщика, особенно при продолжительной работе.
При работе необходимо организовать качественную вытяжку, работать в плотной одеже и респираторе. Рекомендовано применение сварочной маски с изолированным воздухоснабжением.
Использование тория позволяет продлить срок службы электрода по сравнению с чисто вольфрамовым. Увеличивается также и максимальная сила тока; легко разжигается дуга.
В качестве добавки используется диоксид иттрия. Этот редкоземельный металл дает возможность значительно повысить силу сварочного тока и не опасен для здоровья. Используется для сваривания заготовок большой толщины сильными токами.
В качестве присадки используется церий. Он не радиоактивен, и позволяет существенно улучшить основные характеристики, прежде всего, розжиг дуги и срок службы. Повышается и максимальный сварочный ток.
 Режимы для соединения титановых заготовок.
Режимы для соединения титановых заготовок.
Использование лантана дало возможность создать универсальный электрод, пригодный для переменного и постоянного тока. Такие стержни особенно хорошо держат форму заточки острия, давая больше возможностей для работы без перерывов.
 Рабочие режимы, рекомендуемые для стержней марки WL.
Рабочие режимы, рекомендуемые для стержней марки WL.
Кроме международного обозначения, встречаются и традиционные отечественные обозначения. К ним относятся:
Иттрированные электроды используются на постоянном токе.
Отправлено 03 Ноябрь 2014 18:23
Точу на алмазе на обыкновенном точиле. Теперь борозда на алмазе. В этой борозде дальше точу .
Настольный сварщик .
Классификация изделий подразумевает разделение их на три основных типа:
Универсальные электроды используются для монтажа магистральных трубопроводов. Они не прожигают тонкие листы и дают высокое качество шва.
Отправлено 03 Ноябрь 2014 18:29
Вот такие бывают точилки. Фоткам лет 7 уже. В своё время потратил кучу бабок на её приобретение, думал что очень нужная вещь.
На них можно получить любой угол с одинаковой повторяемостью. Правда валяется где-то в углу уже несколько лет, а точим на ленте, так как наждака нету.
Сообщение отредактировал Sakhalin_Cat: 03 Ноябрь 2014 18:34
Форма острия электрода влияет на стабильность и энергетику электрической дуги. Они, в свою очередь, определяют размеры сварочной ванны, глубину и ширину получающегося шва.
Кроме параметров заготовок, при выборе формы заточки учитывают и тип электрода. Общая форма для всех электродов — это конус под острым углом уклона. Для марок P, L на кончике конуса формируют небольшой шарик. Это позволяет выдерживать большие термические нагрузки. Для стержней с добавкой тория (марки Т) формируют лишь небольшой полукруглый выступ.
 Машинка, применяемая для закточки эдектродов.
Машинка, применяемая для закточки эдектродов.
Заточку осуществляют несколькими методами:
Во время сварки вольфрамовый стрежень не плавится, как плавкие электроды. Но некоторое выгорание его происходит. Поэтому время от времени заточку кончика нужно проверять и при необходимости затачивать его повторно.
Отправлено 03 Ноябрь 2014 18:44
Вот такие бывают точилки. Фоткам лет 7 уже
Очень дорогая штука. Сам засматривался, но цена сильно отпугивает. Всё казалось, что после этого девайса аппарат начнёт сам варить.Лучше маску хорошую купить или две.
Сообщение отредактировал chdv1971: 03 Ноябрь 2014 18:46
Настольный сварщик .
Технология получения сварных соединений в защитной атмосфере инертных газов обладает рядом достоинств. Среди них:
Сваривание неплавящимся электродом, изготовленным из вольфрама с определенными добавками, называется TIG (Tungsten Inert Gas). Она применяется для сваривания титана. Этот металл в нагретом состоянии приобретает повышенную химическую активность, реагируя с кислородом, азотом и водяными парами, содержащимися в воздухе. Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.
Неплавящийся электрод создает электрическую дугу. Для формирования материала шва используется пруток присадочного материала, который сварщики подает в рабочую зону левой рукой. Пруток плавится от тепла, создаваемого дугой, и стекает в сварочную ванну, смешиваясь с расплавленными кромками заготовок.
Температура плавления вольфрама в 3400оС позволяет сваривать любые металлы и их сплавы. В качестве защитного газа применяют углекислый газ, аргон, и гелий, а также их смеси.
Наиболее эффективную защиту осуществляет гелий. Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Аргон существенно дешевле, это наиболее массовый защитный газ, применяемый по нержавеющей стали и цветным металлам, и их сплавам.
Низколегированные сплавы варят в защитной атмосфере углекислого газа, он еще дешевле и позволяет получать соединения хорошего качества.
Современное оборудование, используемое при дуговой сварке в аргоне, позволяет с высокой точностью регулировать сварочные режимы. Это помогает достигать цели — оптимальных характеристик дуги. Это позволяет получать высококачественные швы на изделиях самых разных толщин и пространственных конфигураций. Особенно важно это в таких отраслях, как:
При сварке заготовок из алюминия на поверхности сварочной ванны постоянно образуется оксидная пленка. Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Используют ассиметричную форму импульса: положительная полуволна разогревает металл, а отрицательная – разрушает оксидную пленку. Особенно важно подавать газ в рабочую зону за несколько секунд до поджига дуги и прекращать подачу после завершения шва с некоторой задержкой, чтобы дать шву остыть в защитной атмосфере.
Аргон, используемый для сварки, должен отвечать жестким требованиям по своим физико-химическим свойствам. Он должен иметь нормированную долю примесей и быть полностью обезвожен.
Необходимо качественно подготовить заготовки к сварке: разделать кромки шва, зачистить и обезжирить сварочную зону.
Аргонодуговая сварка проходит обычно на медных подкладных пластинах, защищающих шов от контакта с воздухом с обратной стороны и не дающих расплаву вытекать вниз
Отправлено 03 Ноябрь 2014 18:53
Sakhalin_Cat, на ленте и на этом аппарате что на Вашем фото разница есть? Речь идет на чем лучше точить из 2 Ваших вариантов.
Сообщение отредактировал Урий: 03 Ноябрь 2014 18:54
Кроме широко применяемой технологии TIG используется и способ сварки в аргоновой среде плавящимся электродом. При этом отпадает необходимость вручную подавать в сварочную зону присадочный материал. Для этого используется специальное сварочное оборудование- полуавтоматический аппарат.
Присадочный материал в виде проволоки непрерывно подается специальным механизмом в зону сварки. Проволока с бобины проходит через подающие ролики и далее через рукав в горелку. По тому же рукаву проходит и защитный газ, и электрический кабель. Сварщик не должен следить за синхронностью движения горелки и прутка присадочного материала, а может полностью сосредоточиться на точности выполнения рисунка шва.
Такая технология не требует настолько высокой квалификации и опыта от сварщика, как технология TIG. Производительность работы полуавтоматом также значительно выше, поскольку не нужно делать перерывы для замены присадочного прутка. Проволоки на бобине хватит на самый длинный шов.
Отправлено 03 Ноябрь 2014 19:48
на чем лучше точить из 2 Ваших вариантов.
Для ручной сварки, без разницы на чем точить. На ленте гораздо быстрее.
А вот когда варит автомат например орбиталка, там без этого аппарата уже никуда, повторяемость стыка непойдет или количество танцев с бубном вырастает на порядок..
Сам засматривался, но цена сильно отпугивает.
В ручной сварке бесполезная приблуда, только если повыпендриваться.
Вольфрамовые электроды используются в аргонодуговой сварке. Она позволяет быстро и прочно сваривать практически все известные металлы и их сплавы. Для улучшения свойств электродов в них добавляют различные присадки. Кончик стержня необходимо периодически затачивать для сохранения его свойств и обеспечения высокого качества шва.
Отправлено 03 Ноябрь 2014 19:57
Хотел выложить фото аппарата для заточки вольфрамов, но по-моему, удалил фотографии с компа… Где то на форуме есть точно, удобная штучка, правда всего 4 заданных угла заточки, но на несколько диаметров электрода. Сейчас пользую вариант гораздо проще: ленточный наждак и акумуляторная дрель. В патроне дрели зажимаете вольфрам и на быстрой скорости затачиваете на работающем наждаке любой задуманный угол. Только сноровка нужна поначалу, а потом будет легко и просто!
Отправлено 03 Ноябрь 2014 20:04
В патроне дрели зажимаете вольфрам
Гораздо проще крутнуть вольфрам между пальцами, при небольшой сноровке заточка занимает считанные секунды.
Отправлено 03 Ноябрь 2014 20:47
Гораздо проще крутнуть вольфрам между пальцами, при небольшой сноровке заточка занимает считанные секунды.
И так затачиваю, без проблем. Не удобно когда короткий электрод: быстро нагревается и обжигает пальцы. А в патроне ак.дрели — легко и пальцы не обжигаются. Привык…
Отправлено 03 Ноябрь 2014 21:11
Точим на маленьком наждаке, купили самое мелкое зерно, которое было в розничной продаже, специально делал риски и вдоль и поперек и по спирали — разницы не заметил.
Мои работы в инстаграм: @MOV_engineering
Тел./Вацап.:+7-999-62O-1O-3O
Отправлено 03 Ноябрь 2014 21:43
Обозначение мелких наждаков имеется особенно которых хватает на долго? То что в природе всякого разнообразия много ,это хорошо, а то что послужило уже долго, желательно бы обозначение иметь,чтобы спрашивать при покупке.
Отправлено 04 Ноябрь 2014 00:10
Обозначение мелких наждаков имеется особенно которых хватает на долго?
Мелкие ещё не значит что стойкие, вольфрам здорово грызет круг и мелкие круги быстрее изнашиваются. В маркировке не разбираюсь но фото выложу моего круга (может по фото кто скажет марку) , он крупный но износу сопротивляется здорово и вольфрам грызет дай бог. Так вот на крупном предварительная заточка и далее на алмазной чашке доводка. Риски на вольфраме только вдоль , так более концентрирована дуга получается и заметно это когда на очень короткой дуге варишь. Ещё хорошо иметь ручные тиски, для зажима и заточки вольфрама, пальцы будут целы от ожогов.
Отправлено 04 Ноябрь 2014 08:52
selco, Я вольфрам точу на полиуритановом саморасширяющемся барабане, сначала одеваю ленту кубитрон Р40 зернистость (3М -искуственный кристал) , потом трайзакт (TZ — специальное зерно от 3м) А100 — А16 (другое обозначение зернистости присущее только трайзакт от 3М — очень мелкое самозатачивающееся зерно — может доходить до Р2500), на фото данный девайс за керамическим спреем стоит. Ставится барабан на УШМ (придумал и сделал сам). Зерна значение имеют . Выше описанная подборка зерен делает точку вольфрама холодной (пальцам не жарко — точу голой рукой), самозатачивающиеся зерна стоят очень долго (в разы). И да — лента устраняет вибрацию почти полностью, в полнотелом круге как его не центруй вибрация на порядок выше. Барабан в момент вращения раскрывает лепестки , оные упираются в ленту (внутреннюю ее часть) и в итоге идельно центрируют сам девайс.
Сообщение отредактировал демонстратор: 04 Ноябрь 2014 09:05
Отправлено 04 Ноябрь 2014 12:09
на полиуритановом саморасширяющемся барабане
Вы бы его сфотали крупно с разных ракурсов. Штука редкая, Думаю тут мало кто видел такие прибамбасы.
У меня надувные для полировки плоскостей используются.
Колечки готовые приобретаете или склеечная машинка есть?
Сообщение отредактировал Sakhalin_Cat: 04 Ноябрь 2014 12:13
Отправлено 04 Ноябрь 2014 13:35
мало кто видел
Никто ни мог видеть этот прибамбас, я его сам придумал и сам сделал , под стандартные ленты 100х289 (которые идут под надувные/саморасширяющиеся барабаны 100х90Х19 — скорее всего вы именно таким и пользуетесь). Единственное что изменено это ширина барабана (30мм а не 100) , материал -полиуритан а не резина, посадка (М14 а не 19 под шпонку) на ушм ставить. Придумал я его для 3-х целей . 1) зачистка околошовной зоны под узк контроль, 2) делать фаски /плировку (под микрошлиф)на металле, 3)точить быстро и холодно вольфрам. Потом выяснилось , что очень весело этим барабаном (тот что на 30мм) обрабатывать емкости под молоко изнутри самой цистерны), сверла точить, корче функциональная цацка получилась от грубого сноса под фаску (например 20мм лист) до полировки св.швов мед.соудов (чистота Р2500). Ща манагера заставлю фоток нарубить.
Сообщение отредактировал демонстратор: 04 Ноябрь 2014 13:50
Отправлено 04 Ноябрь 2014 13:44
Никто ни мог видеть этот прибамбас, я его сам придумал и сам сделал
Тем более тогда фото требуются по подробнее вместе с УШМ.
Отправлено 04 Ноябрь 2014 14:27
Соединение двух и более неметаллических или металлических материалов и веществ посредством присаживаемого металла, называется пайка. Мы предлагаем рассмотреть, что такое флюс для пайки, как его можно изготовить своими руками, а также рассмотрим характеристики, и как сделать припой для меди, серебра, олова, нержавейки.
Не многие новички знают, что такое флюс и как его используют в процессе пайки. Это соединительная смесь. В её состав входят материалы, которые легко плавятся. Перед покупкой флюса необходимо обратить внимание на несколько факторов:
Существует два вида дополнительных составов, использующихся при пайке. Одни твёрдые и плавятся при высокой температуре. Другие мягкие и с ними можно начинать работать при низких температурах.
Чтобы работать с дополнительными веществами, необходимо знать для чего нужен флюс при пайке. Чтобы соединить контакты на плате, необходимо разогреть их до температуры свыше 500 градусов. Из-за этого можно повредить важные элементы платы. Чтобы не допустить окончательной поломки электроники, используются легкоплавкие составы, в которых преобладает свинец и олово. Они плавятся при температуре до 500 градусов и помогают соединить оборванные контакты.
Чтобы соединять лёгкие детали, достаточно использовать легкосплавный припой, с которым можно работать при минимальных температурах. Чтобы соединить большие детали, необходимо использовать твердые виды припоя.
Перед тем как применять припой и флюс для пайки, необходимо обратить внимание на определённые характеристики:
Очень часто в качестве припоя используют оловянный прут.
Как работает флюс — применение флюса для пайки SMD под микроскопом.
Для простых ремонтных работ в домашних условиях достаточно приобрести тюбик с флюсом. Хранить его нужно в плотно закрытой емкости. Нельзя допускать, чтобы жидкий состав соприкасался с влагой. Также нельзя хранить легкоплавкие составы вблизи нагревательных приборов и открытого огня. Нельзя допускать чтобы температура в помещении, где хранится флюс, поднималась выше 25 градусов. Составы, которые хранились в упаковках с нарушенной герметичностью, желательно утилизировать и приобрести новый.
Чтобы получить действительно качественное соединение нужно выдержать специальную температуру в зоне шва. В среднем этот показатель варьируется в пределах 50-100 градусов. Также учитывается то, что температурный порог необходимый для того, чтобы расплавился припой, значительно выше, чем просто для плавления обрабатываемого металла. Положительные качества пайки:
Для изготовления флюса можно использовать любые вещества, обладающие хорошими растворяющими и антиокислительными свойствами.
 Это могут быть:
Это могут быть:
Простейший флюс готовят, растворив таблетку или порошок ацетилсалициловой кислоты в воде. Ацетилсалициловая кислота есть в аптечке почти в каждом доме (это самый обычный дешевый аспирина). Растворять таблетки или порошок необходимо до тех пор, пока не исчезнет осадок.
 Применяют также порошок лимонной кислоты (белые гранулы).
Применяют также порошок лимонной кислоты (белые гранулы).
Встречаются советы использовать лимонный сок, однако он довольно слаб, поэтому эффект от его использования будет малозаметным.
При пайке аспирином или лимонкой выделяется много газа, поэтому помещение, в котором с ними работают, должно быть оборудовано вытяжкой или хорошо проветриваться.
Даже при знании разновидностей и технических характеристик не каждый человек знает, как выбрать флюс. Важно понимать какой состав лучше. Для безопасной пайки следует выбирать нейтральные флюсы. Они подходят для работы с различными деталями. Однако при спайке больших компонентов, работа будет происходить медленно.
Чтобы ускорить процесс, можно использовать среднеактивные флюсы. Такие составы подходят для работы с различными металлами. Для работы с крупными деталями идеальным вариантом являются серебряные припои.
Какой флюс выбрать для пайки? Обзор флюсов моей мастерской.
Не всегда дома может найтись припой для спайки оборванных контактов или проводов. В таких ситуациях можно провести ремонт без покупных составов. Заменить флюс можно несколькими веществами:
Перед началом работ «Аспирин» необходимо растворить в небольшом количестве жидкости.

Смола на дереве
Пайка мягкими припоями может осуществляться только до температуры ниже, чем 400 градусов по Цельсию. Эти вещества позволяют обеспечить образование действительно прочного и одновременно мягкого шва, который не только будет отличаться относительной гибкостью но и хорошими показателями стойкости к коррозии и физическим воздействиям.
К мягким припоям относятся:
Припой, температура работы у которого 185 ÷ 267˚С – соединяет в себе олово и свинец. Также в небольшом количестве добавляется и сурьма. Перед покупкой обязательно проверяйте ГОСТ, там указана вся информация по припою. Например, ПОС 40 – последняя цифра означает что в данном веществе содержится 40% олова, в среднем сурьмы добавляется от 3 до 5 процентов, все остальное – свинец. Данные припои используются для соединения швов, которые не нуждаются в ответственности, т.е. не нагружены, не подаются битью или постоянной вибрации.
Для пайки также применяется бессвинцовой флюс. Их еще называются малооловянистые соединения. В основном их применяют для соединения небольших плат, контактов на нежных электрических схемах и т.д. Максимально допустимая температура плавления – 330 градусов по Цельсию.
Самые нераспространенные – это припои легкоплавкового типа, температура от 60 градусов до 145. Они приобретаются для низкотемпературной пайки или очень осторожной ручной сварки. В частности, их нельзя назвать основными припоями, т.к.у них очень маленькая прочность и эластичность. Они чаще применяются для повторного или ступенчатого паяния.
В отдельных случаях необходимо изготовление специального состава, его свойства подгоняются непосредственно для материалов, не поддающихся пайке (это флюс для никеля, низкоуглеродистой стали, алюминия, вольфрама и чугуна).
Рассмотрим самые популярные смеси:
 Флюс гель
Флюс гель
Для таких сплавов припои поставляются в виде разнообразных составов относительно густых, прутьев, лент и проволочных катушек (как для сварки). Также бывают чушки, которые наполовину заполнены флюсом из канифоли.
 Канифоль
Канифоль Бура
БураОчень эффективный флюс получается, если растворить в соляной кислоте гранулы цинка. Для этого концентрированную кислоту нужно разбавить в равных долях с водой и залить этим раствором гранулы, помещенные в стеклянную посуду. Для полного растворения потребуется цинк из расчета 412 г на 1 л соляной кислоты.

Процесс растворения будет сопровождаться бурным выделением водорода из кислоты, поэтому приготовлением лучше заниматься в помещениях с очень хорошей вентиляцией и вдали от открытого огня.
При помощи полученного из соляной кислоты флюса успешно паяют стальные заготовки. Если в раствор добавить нашатырь (столько же, сколько цинка), то использовать такой состав можно при пайке совершенно любых металлов и сплавов.
Хороший флюс – фосфорная кислота. Ее используют при пайке нихрома и нержавеющей стали.
Жидкие флюсы лучше всего наносить тонкой кистью, а хранить их надо в плотно закрывающейся стеклянной посуде с узким горлом.
Состав флюсов для пайки твердым припоем используется соединения проблемных мест, которые все время поддаются негативному воздействию окружающей среды (вибрации, перепады температур, удары и прочее). В основном это составы для высокотемпературной пайки, о т 400 градусов по Цельсию и выше. К ним относятся:
У твердоплавких припоев также есть свое распределение, они бывают тугоплавкими, с температурой для плавки от 850 градусов, и легкопавкие – с показателем выше данного температурного режима.
Нужно отметить, что смесь меди (используются марки М21, М11 и прочие) и цинка недостаточно распространена, из-за низких показателей прочности и относительно дорогой стоимости в большинстве случаев её успешно может заменить припой из бронзы с цинком или латуни.
Припои медно-фосфорного типа – это заменители очень дорогих серебряных флюсов. Они незаменимы при соединении медных металлов, бронзы, латуни и прочих соединений металлов, которые не должны работать на сгибы или ударные нагрузки. К слову, этот сплав еще называется припой для бесфлюсовой пайки (но не для меди).
Категорически запрещено использовать данные сплавы для пайки железа, черных металлов, низкоуглеродных сталей, т.к. при температурном воздействии и соединении с медью или фосфором образуется очень хрупкий химический элемент – фосфиды железа, который поспособствует тому, что шов разойдется.
Из-за металлофосфористых припоев образуются фосфиды железа, которые являются члишком хрупкими соединениями, и способствуют понижению качества металла, их не советуют использовать для пайки железа.
Видео: Приготовление паяльного флюса своими руками
Самым лучшим вариантом для таких спаечных процессов является серебряные припои. Они наиболее дорогостоящие. И используются также для соединения проводов, капиллярной сетки из проводов, и очень сложных плат из серебряных компонентов.
Флюс для пайки можно сделать из жира с достаточно высокой температурой плавления. Тогда при комнатной температуре он не будет сам размягчаться, что облегчит работу с ним.

Чтобы получить такой флюс, жир необходимо перетопить и смешать с растолченной канифолью и нашатырем в определенной пропорции. На три части жира по объему понадобиться столько же нашатыря и одна часть канифоли.
Готовый флюс для удобства использования можно поместить в корпус медицинского одноразового шприца и при необходимости выдавливать нужное количество.
Если нет уверенности в том, подходит ли самодельный флюс для пайки детали, то можно провести маленькое исследование. Необходимо распределить приготовленное вещество по поверхности кусочка такого же металла, который предстоит паять.
Если при нагревании флюс равномерно распределился по поверхности, то он признается годным для пайки. Если же собирается шариками и стекает, то такой он сможет обеспечить удовлетворительную смачиваемость детали.
Свойство растворять оксидную пленку на поверхности металла проверяется смывкой нанесенного флюса. Если поверхность после смывки остается чистой, то флюс хорошо растворяет оксиды. Напротив, если остались следы окисной пленки или ржавчины, то пайку с этим флюсом производить нельзя.
Чтобы соединять элементы радиотехники, можно изготовить флюс для пайки своими руками. В качестве подручных средств для замены канифоли можно использовать жир или смолу. Чтобы не покупать состав для работы, необходимо знать, как сделать флюс для пайки:
Нужно помнить о том, что после спайки любых контактов или деталей необходимо обрабатывать готовый шок. Для этого используется ацетон или спирт. Однако в магазинах появились припои, которые не требуют дополнительной обработки после завершения работ. Они обладают некоторыми преимуществами:
Из-за того что такие припои не проводят ток, их не используют для соединения контактов и проводов.
Как сделать флюс для пайки своими руками / Жидкая канифоль / СКФ
Также можно самостоятельно изготовить паяльную пасту. Для этого необходимо растереть твёрдый флюс с помощью крупнозернистого напильника. Порошок, который получился после измельчения, нужно смешать со спиртом и канифолью. Далее нужно перелить получившуюся пасту в герметичную ёмкость и плотно закрыть. Она портится при взаимодействии с влагой и требует соблюдения правил хранения. Опытные мастера рекомендуют наносить пасту с помощью шприца.
Как легко и быстро сделать флюс гель.
Флюс для пайки — обязательное вещество при ремонте электроники и радиотехники. Важно знать, какие разновидности этих составов бывают и как правильно с ними работать, чтобы не повредить платы и контакты.
Жидкий ФЛЮС (ФИМ) из лимонной кислоты своими руками!!!
Самодельный флюс для пайки – это не всегда выгодный вариант, иногда его действительно выгоднее купить, тем более, что в большинстве случаев цена позволяет, скажем, smd или bga. На данный момент более сотни отечественных компаний производят флюсы и смеси для пайки и сварки, среди которых мы можем посоветовать лти 120, Brazetec, harris, rma, sanha, welco (в среднем стоимость от 80 рублей).
Продажа осуществляется в любом магазине электрических приборов и рынке во все городах: Екатеринбурге, Минске, Москве, Новосибирске, Харькове, Челябинске Ростове-на-Дону.
Нужно отметить, что в любом случае во время процесса сварки или пайки выделяются газы, которые могут навредить организму, но если пользоваться профессиональными смесями это вред будет гораздо ниже, поэтому остановите свой выбор на известных марках.
Кол-во блоков: 14 | Общее кол-во символов: 17326
Количество использованных доноров: 3
Информация по каждому донору:
Этот материал считается отличным диэлектриком. При его использовании готовые паяльные соединения не утрачивают свои свойства, а свойства спаивания остаются высокими. Канифоль обладает высоким уровнем устойчивости к воздействию влаги.
Особенно часто канифоль используется домашними мастерами. Это стало возможным благодаря положительным свойствам материала. Например:
Работая с канифолью, необходимо также учитывать и минусы, присущие материалу. Среди них можно выделить следующие:
Известно несколько видов канифоли, каждый из которых предназначен для спаивания определенных материалов: живичная, экстракционная, таловая.
флюс защищает залуживаемую поверхность от окисления в момент пайки( без него например медь нагревается, поверхность окисляется и становится абсолютно непаябельной). по сути необходим только при лужении( покрытие залуживаемой поверхности слоем припоя). при спаивании двух залуженных поверхностей без флюса результат будет просто некрасив и немного окислен=) потому паяют тоже с флюсом. самый замечательный флюс- канифоль. в 99% случаев ее можно даже не смывать. канифоль в спирте- то же самое, но с более удобным методом нанесения. из минусов- нельзя пролить на штаны- не отстираешь.
олово не совсем хорошо( слишком высокая температура плавления). хорошо- припой оловянно-свинцовый. самый замечательный припой- ПОС-60. лучше брать импортный в катушке, с флюсом внутри( тогда даже не надо будет канифолью пользоваться).
внимание, коварный совет: как проверить припой. расплавить, и в момент застывания пинцетом залезть в каплю. плохой припой при застывании проходит через фазу, когда один металл( олово) уже застыл, а второй еще нет. в таком случае каплю можно будет расколоть( разломать) пополам. поверхность капли после застывания мутная( независимо от количество используемой канифоли). хороший припой застывает сразу. он либо жидкий, либо твердый. и пинцетом его можно либо помять( когда он жидкий), либо царапать, но не ломать. после застывания поверхность капли блестящая.
плохой канифоли не бывает=)
5
Флюс обладает способностью защиты соединений из металла от их окисления, улучшая качество пайки и способствуя равномерному распределению припоя. Среди достоинств материала можно обратить внимание на такие:
Нельзя не упомянуть и о некоторых недостатках флюса для пайки. Например:
В связи с воздействием высокой температуры изменяется структура материала, его вторичное использование становится невозможным.
Под пайкой принято понимать технологический процесс безразъёмного соединения различных деталей за счет ввода между ними другого металла с более низкой температурой плавления (припоя), нежели у соединяемых элементов.
При этом соединение создается за счет образования межатомных связей между материалами при их нагреве меньшем, чем температура собственного плавления. Жидкий горячий припой затекает в зазоры между деталями, заполняет их, а при дальнейшем охлаждении кристаллизуется и прочно схватывает.
Припой в жидком состоянии взаимодействует с основным металлом. В результате между ними создаются переходные процессы, образующие твердые растворы и интерметаллоиды.
Они обеспечивают адгезию (прилипание) соединяемых частей. Надо знать, что на качество и прочность создаваемого контакта влияет его величина. Толстый слой интерметаллоидов обладает повышенной хрупкостью, легко разрушается.
На адгезию также сильно влияет чистота поверхностей припоя и соединяемых деталей. Грязь, коррозия, минеральные примеси, масла, жиры не позволяют качественно соединить детали.
Поэтому их до пайки очищают различными способами, а при нанесении припоя используют флюсы — химические вещества или их смеси, способные удалять слои оксидов с поверхностей спаиваемых деталей. При этом они дополнительно:
Канифоль является универсальным флюсом, хорошо подходит для спаивания большинства металлов кроме стали, чугуна, алюминия. Благодаря своей универсальности ее издавна применяют при домашнем ремонте и в небольших мастерских.
Однако пайка деталей в производстве промышленных масштабов требует более качественного соблюдения технологии, точного подбора характеристик флюса. По этим причинам колофонской смолой пользуются реже, а для каждой технологии применяют свои специально подобранные флюсы.
Канифоль наносится на рабочую поверхность с жала паяльника, а флюс наносится на нее специально. При предварительной подготовке поверхности (зачистке от пленки), можно добиться повышения качества пайки. Благодаря этому пайка посредством использования флюса, является технологичнее и качественнее, чем канифоли.
В то же время, пайка канифолью осуществляется в несколько раз легче, чем флюсом. Специалисты не рекомендуют использовать при пайке кислоты: они не испаряются полностью, что со временем приводит к разрушению поверхности.
Что лучше выбрать для пайки, канифоль или флюс? Дать однозначный ответ на вопрос сложно: все зависит от разновидности и размера рабочей поверхности. Для пайки маленьких деталей либо плат, лучше применять жидкий флюс. Канифоль в виде камня идеально подойдет при необходимости лужения деталей (участков) большого размера: радиатор автомобиля. В остальных случаях рекомендуется применять растворенную канифоль. При ее самостоятельном приготовлении, можно выбрать необходимую густоту канифоли.
При выборе между канифолью и флюсом, нужно учитывать ряд критериев: размер, материал, назначение площади для пайки.
Канифоль для спаивания металлов используют в различных физических состояниях. Она выпускается промышленностью в:

Каждый из этих типов имеет свои особенности в применении, достоинства и недостатки.
Колофонская смола в кристаллообразном состоянии применяется издавна, пользуется популярностью, хорошо хранится, проста в обращении. Однако паяльщику необходимо сформировать точные практические навыки, уметь грамотно соблюдать пропорции при нанесении такого флюса в труднодоступных местах.
Жидкий флюс на основе спиртового раствора обладает более универсальными способностями. Он хорошо подходит для спаивания деталей различных размеров, как больших, так и мелких. Правильную пропорцию здесь соблюсти проще, а его нанесение на металлы осуществляется простой кисточкой.
Подобный раствор легко сделать самому на основе концентрированного медицинского или технического спирта и измельченной в мелкий порошок канифоли. В стеклянную баночку заливают жидкость и засыпают порошок. Соотношение примерно 70/30%.
Все перемешиваем и ставим в теплое место для растворения. Периодически проверяем и встряхиваем. Можно немного досыпать порошка при необходимости. Время окончательной готовности — несколько часов, но пользоваться раствором можно и раньше.
Канифоль-гель обладает вязкой консистенцией. Таким веществом просто покрывать обрабатываемые поверхности. Им удобнее пользоваться в труднодоступных местах. Точнее соблюдается дозировка флюса. К тому же гель не так быстро высыхает, как спиртовые растворы. Гель более технологичен чем твердые кристаллы.
В принципе технология пайки во всех случаях имеет общие черты. Отличия заключаются в особенностях применения флюса.
До начала момента спаивания необходимо подготовить рабочее место, инструмент и соединяемые материалы. Всегда обращайте внимание на чистоту жала паяльника, не допускайте образования нагара и сажи на нем.

3 совета по борьбе с нагаром и сажей
Если не рассматривать дорогие паяльные станции, то сейчас можно встретить два вида паяльников:
При неправильном обращении нагар может образоваться на любом. Однако в первом случае достаточно взять напильник или надфиль с мелкой насечкой и просто зачистить им металл меди до чистого слоя. Когда жало съемное, то его лучше слегка проковать на наковальне: станет плотнее поверхностный слой.
Дальше такой паяльник начинают нагревать, но, не доводя до рабочей температуры, его слегка смазывают канифолью и, пока он прогревается, водят по припою, чтобы хорошо залудить.
Во втором случае поступают иначе, ибо механическая очистка даже лезвием ножа способна повредить внешнюю поверхность никелевого покрытия. В нем станут образовываться микротрещины, начнется процесс растворения ядра жала.
Самый безопасный в этом случае способ иной: загрязненный наконечник паяльника прогревают до высокой температуры порядка 450÷480 градусов около пяти минут. За это время весь нагар просто выгорит. Затем ему дают возможность остыть при температуре 280°.
После этого надо взять обыкновенный целлюлозной карандаш, которым чистят подошву утюгов, и окунуть в него жало с последующей обработкой в специальном активаторе. Если же его нет, то просто обработать паяльной губкой. Последняя должна быть пропитана не обыкновенной водой, а водяной глицериновой смесью с соотношением 7/3, где 7 частей отводятся глицерину.
Чистота жала паяльника — первое необходимое условие обеспечения качественной пайки.
Здесь же важно правильно подобрать паяльник по мощности, ибо каждый его вид предназначен для соединения металлов разных объемов и габаритов. При этом учтите:
Я же отдаю предпочтение трансформаторным паяльникам: видимо сказывается сила привычки и необходимость работать в разных местах. С Советских времен использую заводской паяльник Момент.

Даже, на основе методики простого расчета трансформатора, сделал
его более мощный аналог на 100 ватт.

Он немного тяжеловат, но для спаивания проводов 2,5 квадрата подходит идеально, а перегорающие тонкие медные наконечники делаю сам. У электрика такой исходный материал всегда имеется под рукой.
Нагрев наконечника происходит быстро. Он регулируется длительностью включения кнопки на рукоятке, позволяет контролировать процесс визуально по дымообразованию от канифоли.
В большинстве случаев домашнего мастера выручают регуляторы температуры жала паяльника, которые можно сделать своими руками из доступных деталей или приобрести в магазине.
Стал часто наблюдать, что многие радиолюбители стали пользоваться простыми диммерами, предназначенными для регулирования освещения.

Только подбирают их по нагрузке и ограничивают величину выходного напряжения в пределах от 150 до 220 вольт.
Во всех случаях пайки необходимо позаботиться не только о чистоте жала паяльника, но не забыть про качество поверхности соединяемых деталей. Минеральные и органические загрязнения, влагу — удалить, а после очистки будущие контактные соединения необходимо по отдельности залудить.
Этот вариант рассматривается как классическая схема пайки. Ее можно представить за пять шагов.
Шаг №1. Подготовительный этап.
Какая бы спешка ни была, всегда начинайте с оборудования рабочего места, обеспечения правил безопасности и подготовки инструмента. Заранее продумайте стационарное фиксирование проводов и соединяемых деталей.
Помните, что закрепленный с одной стороны провод работает как пружина и способен при случайном нажатии на конец паяльником отбросить расплавленный припой в глаз. Пользуйтесь защитными очками, не паяйте навесу.
Твердую канифоль удобно держать в специальной жестяной баночке, которая показана на фотографии моего советского паяльника. О чистоте жала и спаиваемых поверхностей я уже заострял внимание выше.
Шаг №2. Лужение соединяемых поверхностей
Процесс сводится к покрытию зачищенных медных жил и контактных площадок тонким слоем припоя.
Для этого начинают нагревать паяльник и его наконечник погружают в твердую канифоль. Она плавится и смачивает жало, дополнительно очищая его. Сразу же быстро касаются припоя. Он переходит в жидкое состояние, а небольшая капелька прикрепляется на конце наконечника.
Ее переносят на очищенную контактную площадку, быстро прогревают колебательными движениями и убирают паяльник в сторону. Припой охлаждается и затвердевает.
Если необходимо залудить обычный конец провода, то его можно просто прогреть паяльником в баночке с канифолью, а затем обработать припоем.
Процесс необходимо выполнять быстро, уложиться буквально за пару секунд. Правильно залуженная поверхность выделяется однородным цветом чистого олова, покрыта ровным тонким слоем.
Новые электронные детали обычно всегда залужены на заводе. Им дополнительная обработка припоем не требуется.
Шаг №3. Фиксация деталей
Элементы, подлежащие спаиванию, необходимо четко соединить и надежно зафиксировать, исключить их случайное смещение. С этой целью используют небольшие тиски, пинцеты, острогубцы.
Удобно пользоваться специальным приспособлением, которое получило название «третья рука».

Существует много вариантов его заводского исполнения и самодельных конструкций.
Шаг №4. Непосредственная пайка
Подготовленные детали соединяют и прогревают паяльником с каплей припоя, а затем быстро отводят его, обеспечивая естественное охлаждение.

Работаем быстро, помним о правиле двух секунд.
Шаг №5. Проверка качества и заключительные операции
Созданную спайку необходимо визуально осмотреть, проверить соединение деталей на механическую прочность легким продергиванием. Поверхность застывшего припоя не должна иметь шероховатостей, пор.
На этом этапе многие работники считают процесс законченным, что неправильно. Необходимо удалить следы оставшегося флюса с поверхностей и дорожек.
Дело в том, что канифоль, являясь хорошим диэлектриком, обладает гигроскопичностью. Влага же, впитанная ей, нарушает изоляционные свойства. В результате на ответственных участках микросхем и малогабаритных электронных плат возможны токи утечек. Они приведут к сбоям в работе микропроцессорных устройств.
Да и внешний вид пропаянного участка изменится, станет более аккуратным, скроются следы ремонта.
Удаляют остатки флюса с дорожек спиртом. Он растворяет возникшие подтеки, после чего обработанное место протирается сухой чистой тряпочкой.
В продаже можно встретить трубчатый припой в виде прутков с канифолью, расположенную во внутренних полостях. Такой материал сокращает время пайки, удобен в работе.
Технологический процесс практически повторяет предыдущий метод. Только в нем используется жидкий флюс, диктующий особенности:
Залуженные детали прочно соединяют и пропаивают, как описано выше.
Проверить свое мастерство и усовершенствовать практический навык может любой человек. Для этого потребуется паяльник с подготовленным рабочим местом и кусочек медного провода от электропроводки.
Из него нарезается 12 отрезков одинаковой длины порядка пары сантиметров. Они будут служить ребрами кубика. А его потребуется спаять и проверить на прочность небольшим усилием сжатия в ладони.
Тренируйтесь на этом упражнении и осваивайте правильную, качественную пайку. Надеюсь, что мой материал про канифоль: что это такое поможет вам хорошо развить этот навык. Если же знаете другие способы или имеете отличное от меня мнение, то пишите его в комментариях. А я рекомендую посмотреть видеоролик автора AlexGyver «Как паять паяльником».
В нем много полезной информации.
Кол-во блоков: 10 | Общее кол-во символов: 21710
Количество использованных доноров: 3
Информация по каждому донору:
При монтаже водопроводов и канализаций как начинающие мастера, так и опытные строители отдают предпочтение лёгким и надёжным трубам из полипропилена (ПП). Причина данного явления кроется в практичности этого материала и лёгкости монтажа труб: выполнить такую работу под силу даже непрофессионалу. Для этого используется обжимка муфтами, склейка и сварка. Последний метод соединения полипропиленовых труб пользуется наибольшей популярностью.
Сварка полипропиленовых труб осуществляется при помощи специальных нагревательных приборов
Срок службы изделий зависит от температуры среды и давления, создаваемого в них. При правильном выборе типа материала удается существенно продлить его эксплуатационные возможности.
Выделяют 4 разновидности трубных материалов, имеющих разные характеристики в зависимости от температуры их эксплуатации.
|
Тип изделия и соответствующая ему маркировка |
Назначение | Температура среды, С |
Рабочее давление, МПа |
|
PN10 |
Для холодного водоснабжения и теплых полов | 20 для холодного водоснабжения, 45 для полов теплой системы | 1 |
| PN16 | Для холодного и горячего водоснабжения | До 60 |
1,6 |
|
PN20 |
Для горячего водоснабжения | До 80 | 2 |
| PN25 | Для центральных отопительных систем, армированных изделий, систем горячего снабжения водой | До 95 |
2,5 |
Материалы марки PN10 относятся к изделиям, предназначенным для холодного водоснабжения. Они не способны выдерживать высокую температуру среды. Второй тип с маркировкой PN16 относится к изделиям смешанного типа и предназначен для холодного и горячего водоснабжения, но с ограничением температуры эксплуатации. PN20 и PN25 являются материалами, предназначенными для горячего водоснабжения. Такие трубопроводы способны выдерживать действие высоких температур, а изделия под маркировкой PN25 дополнительно армированы металлом, что увеличивает их срок службы и способность выдерживать большое давление и температурный режим.
Как известно, к категории сварочных аппаратов относятся устройства, позволяющие создать неразъёмное соединение. Прочная структура формируется путём повышения до температуры плавления с последующей деформацией определённых участков (преимущественно, торцевых), предполагаемых к объединению изделий.
Сварочное оборудование для изделий из пластика подразделяется на две группы:
Набор дополнительных аксессуаров зависит от фирмы-производителя и конкретной модели аппарата.
Для сварки труб больших диаметров применяют механические аппараты
Основные варианты комплектации оборудования для сварки полипропиленовых труб представлены ниже.
Как правило, профессиональный набор включает больше аксессуаров, чем бытовой.
Совет! Не исключено, что вам может потребоваться большее количество насадок для сварки труб. В этом случае просто обратитесь в специализированное торговое предприятие. Там вы непременно найдёте подходящие экземпляры.
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:

В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Галерея изображений
Фото из
Прибор для соединения ПП труб
Насадки и дорны на сварочном аппарате
Работа сварочной машины для полимерных труб
Соединение подготовленных пластиковых труб
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
Галерея изображений
Фото из
Прибор для стыковой сварки ПП трубы
Комплект нагревающих дисков для сварки
Торцовка полимерной трубы перед стыковой сваркой
Разогрев трубы на сварочном аппарате
Монтаж полипропиленовых труб на сварке обеспечивает максимальную надежность и герметичность узлов соединения при условии качественного выполнения работ и соблюдения технологического регламента.
Так как соединенные при помощи сварки детали трубопровода невозможно переварить заново, аккуратности работ следует уделить должное внимание, используя для их выполнения специальное оборудование и инструменты.
Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
Кроме этого оборудования для выполнения сварки необходимо иметь под рукой рулетку, штангенциркуль и спиртовой маркер. Наличие полного перечня инструментов позволит избежать лишней суеты при возникновении необходимости определения размеров по месту и выполнить работу максимально качественно.

Основным элементом оборудования является аппарат для сварки полипропиленовых труб (или паяльник) с набором насадок. Аппарат представляет собой нагревательное устройство, сходное по принципу работы с обычным утюгом. Для автоматического поддержания заданных параметров температуры паяльник оборудован терморегулятором.
Поверхность нагрева паяльника имеет отверстия для присоединения насадок различного диаметра (стандартные типоразмеры насадок, входящих в сварочный комплект: 20, 25, 32, 40 мм). Для удобства работы с трубами различного диаметра в большинстве аппаратов для сварки полипропиленовых труб имеется возможность подключения сразу нескольких типов насадок.

Необходимо, чтоб температура сварки полипропиленовых труб была около 260оС. Как правило, любой паяльник (с регулировкой температуры или без) может обеспечить такое значение.
На качество швов сварки полипропиленовых труб отражается выбор оптимального температурного режима и время выдержки материала под нагревом. Если эти параметры ниже необходимого значения, то стык получается недостаточно крепким, с течением времени может дать течь. Когда время нагрева и температура завышены – материал сильно расплавляется, шов получается слишком большим и некрасивым. Кроме того, попав внутрь может значительно уменьшить диаметр.
Стоит учитывать и температуру вокруг аппарата для сварки, если она низкая необходимо увеличивать время выдержки на 2 секунды, если высокая, наоборот, уменьшать. Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Диаметр трубы тоже имеет большое значение. В таблице описаны необходимые параметры при + 20оС как правильно сваривать полипропиленовые трубы.
| Наружный диаметр труб, мм | Время нагрева, с |
|---|---|
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Аппарат для стыковой сварки полипропиленовых труб большого диаметра

Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.

Шаг первый.
Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.

Шаг второй.
Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий.
С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.

Шаг четвертый.
ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).

Шаг пятый.
По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.

Шаг шестой.
На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.

Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Ввиду того что более-менее хороший стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:

Последовательнос ть действий должна быть следующей.
Шаг первый.
С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй.
Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий.
Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый.
Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология идентична описанной выше.
Самой востребованной в данном сегменте мирового рынка сегодня является продукция таких производителей, как Candan и Dytron. Рассмотрим их достоинства.
Candan. Специализацией этого турецкого бренда является выпуск недорогих, но качественных профессиональных аппаратов для сварки полипропиленовых труб. Например, наиболее яркий представитель – модель CANDAN CM-01 – сконструирована с таким расчетом, что на её зеркало допускается устанавливать сразу три типоразмера насадок. В комплект поставки входит уровень, с помощью которого можно точно выставить устройство, рулетка и ножницы для резки труб.
Dytron. Этот производитель из Чехии выпускает любое сварочное оборудование, в том числе и предназначенное для соединения ПП труб. Например, мощность ТЭНа модели POLYS SP-1a составляет 0,65 кВт. Комплектуется этот аппарат тремя насадками для работы с трубами диаметров 20 мм, 25 мм и 32 мм, ножницами, зажимом, ключами и чемоданом.
Сегодня можно подобрать качественное оборудование для сварки ПП труб в любом ценовом диапазоне. Даже самые дешёвые и простые сварочные аппараты «Made in China» способны выдержать до нескольких десятков, а то и сотен включений/выключений. Если же вы планируете работать в этой области постоянно, профессиональному оборудованию альтернативы нет.
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:
Галерея изображений
Фото из
Шаг 1: Раскрой трубы по проектным размерам
Шаг 2: Подготовка сварочного аппарата к работе
Шаг 3: Разметка участков соединения
Шаг 4: Обезжиривание соединяемых поверхностей
Шаг 5: Подготовка к соединению армированной трубы
Шаг 6: Удаление армирующей трубу фольги
Шаг 7: Установка свариваемых деталей на утюг
Шаг 8: Соединение свариваемых деталей
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.

Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Технология сварки полипропиленовых труб довольно проста, но не стоит забывать о некоторых моментах.
Это и вся технология. Теперь Вы знаете, как варить полипропиленовые трубы самостоятельно.
Закончив работу с паяльником, обязательно требуется очищение его от материала, что остался при помощи любого мягкого куска ткани.
Оборудование для сваривания полипропиленовых труб работает от электричества и с высокими температурами, поэтому при проведении работ на нем необходимо соблюдать правила безопасности:
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Как уже отмечалось ранее, трубы из полипропилена сегодня активно используются при обустройстве . Процедура монтажа в данном случае имеет свои нюансы.

Существует ряд правил, которые нужно соблюдать при оборудовании канализации в доме.

Шаг первый.
Определяется диаметр труб, зависящий преимущественно от количества людей, проживающих в доме.
Шаг второй.
От стояка канализации роется траншея к септику или выгребной яме. При этом соблюдается уклон, зависящий от линии промерзания почвы, или трубопровод утепляется минватой.


Шаг третий.
Дно покрывается «подушкой» из песка. Ее толщина должна составлять минимум 20 см.
Шаг четвертый.
Прокладывается трубопровод
Важно избегать возможных его провисаний, иначе соединения в скором времени разрушаться.. Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия
Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
Монтаж ПП трубопровода своими руками поможет существенно сэкономить, но лишь при условии грамотного выполнения.
Изделия из полипропилена используют, как правило, при создании дренажных и оросительных систем, а также при прокладке водопровода или обустройстве системы отопления. Полипропилен относится к классу полиолефинов, а это означает, что вся изготовленная из данного материала продукция отличается высокой степенью экологической безопасности.
Кроме того, водоотводы из полипропилена способны прослужить очень долго, при этом затраты на их эксплуатацию будут минимальными. Однако работая с такими изделиями необходимо знать, как сваривать полипропиленовые трубы таким образом, чтобы избежать их деформации
и предупредить появление течи.
О тонкостях процессов пайки и склеивания труб можно узнать из следующих видеороликов:
Видео #1. Как правильно паять трубы:
Видео #2. Сборка водопровода без пайки:
Работы по самостоятельной состыковке полипропиленовых труб даже у начинающего мастера не должны вызвать особых сложностей. Нужно лишь четко и добросовестно выполнять все технологические нормы. И тогда собственноручно собранный трубопровод будет радовать вас беспроблемной работой.
Пишите, пожалуйста, в расположенном ниже блоке. Задавайте вопросы по спорным моментам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты с собственным мнением, размещайте фотоснимки по теме статьи.
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
Поэтапная инструкция по сварке:
 При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
Затем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.
Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности
Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.


При прокладке магистрали понадобятся:
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.



Сегодня производители труб предоставляют огромный ассортимент продукции для прокладки водопровода, канализации или монтажа систем отопительных. Можно приобрести металлопластиковые, металлические, или полипропиленовые трубы. Сегодня все большее количество потребителей предпочитают выбирать полипропиленовые трубы, которые имеют массу преимуществ:
Полипропиленовые трубы можно использовать для установки систем отопления, для водопроводных труб и для канализации.
Чтобы выбрать полипропиленовые трубы необходимо знать:
Полипропиленовые трубы имеют специальную маркировку, зависящую от назначения изделия.
Трубы с маркировкой PPR
– универсальны. Поэтому наиболее востребованы. Они имеют высокую устойчивость как к высоким, так и к отрицательным температурам.
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.

При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположени е таких элементов, как:
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.


Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.
Способ №1.
Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2.
Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.

Кроме того, разводка водопровода может быть:
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .
Что собой представляет инструмент для пайки полипропиленовых труб, на какие параметры обратить внимание при выборе, советы по применению.
В отличие от городских квартир, в загородном доме организация систем отопления и водоснабжения – первоочередная задача, встающая перед владельцами. Существует несколько технологий прокладки внутридомовых коммуникаций для раздачи воды или теплоносителя в системе отопления. Из них наиболее бюджетной и посильной для начинающих является пайка полипропиленовых труб. При указанной технологии построение коммуникаций производится посредством нагрева сварочным аппаратом составных элементов (труб, уголков, муфт и пр.) с последующим их контактом друг с другом. С появлением этой технологии многие домовладельцы стали выбирать самостоятельный монтаж и предпочитают обходиться без найма специалистов. Но без чего не обойтись, так это без сварочного оборудования, о котором и пойдет речь в статье. Воспользуемся коллективным опытом участников портала, чтобы выбрать паяльник для полипропиленовых труб (сварочный аппарат для полипропилена), а также узнаем о тонкостях его применения.

К преимуществам паяльника для полипропиленовых труб Кандан можно отнести:
Официально этот инструмент называется сварочный аппарат для полипропилетновых труб, но в народе переименован в паяльник, так как это его принцип работы – нагрев элементов посредством электрического тэна до температуры плавления, при которой получается монолитное соединение без ухудшения свойств материала. Конструкция всех паяльников для полипропиленовых труб одинакова:
Количество насадок, следовательно, и труб, которые можно обрабатывать одновременно, зависит от формы платформы. Они бывают двух типов: стержневые и мечевидные.
Форма платформы инструмента
| Форма платформы | Нагревательный элемент |
|---|---|
| Стержневая | нагревательный элемент в виде стержня (цилиндра), на который надеваются и фиксируются насадки, |
| Мечевидная | нагревательный элемент плоский, в форме меча (или утюга) с отверстиями, в которых фиксируются насадки. |

Отличий в работе агрегатов нет, только в удобстве использования в определенных условиях и способе фиксации насадок. На стержне их можно зафиксировать в любом месте, а на плоской платформе только в имеющихся пазах.
Независимо от конфигурации платформы, паяльник для полипропиленовых труб оснащается механическими или электронными регуляторами, позволяющими настроить температурный режим. Оптимальная температура нагрева насадки – 260⁰С, при отклонении в любую сторону больше 5⁰С либо получится недостаточно прочный шов, либо начнется деструкция полипропилена. В некоторых моделях, кроме цветовой индикации, оповещающей о готовности прибора к работе, есть и звуковая, сообщающая об окончании операций.
Мощность паяльников для труб начинается от 680 Вт и достигает 2000 Вт, чем больше диаметр труб, тем сильнее должен быть агрегат. Для большинства операций по пайке водопроводных, отопительных, канализационных или поливочных систем достаточно показателей в 800-1200 Вт, что и подтверждают наши умельцы.
Мощность влияет на обеспечение температуры в 260⁰С, +/- 5⁰С для фитингов разного диаметра. Вообще 1,5-2 кВт избыточно, нужна такая мощность для больших диаметров. Для диаметров 16-63 мм достаточно модели от 680 Вт, для диаметров 16-75мм – модель 850 Вт, модель 1200 Вт – диаметры до 125 мм.
Несмотря на наличие убедительных достоинств паяльников от Кандан, здесь есть и некоторые недостатки:
Многие модели паяльников стандартно снабжаются дополнительными инструментами для работы. Все зависит от конкретной разновидности, так как комплектация может меняться, но часто можно встретить подставку, ножницы, рулетку, уровни и набор насадок. В большинстве случаев паяльники снабжаются двухпозиционным переключателем, который увеличивает, или уменьшает, мощность инструмента за счет подключения дополнительных нагревательных элементов.
Индикаторы горения также можно отнести к особенностям бренда. Если нагревательная спираль включена, то загораются лампочки красного цвета. В модели паяльника Candan CM 06 присутствует регулятор термостата, который помогает регулировать температуру от 50 до 320 градусов Цельсия. В других моделях могут быть иные значения регулировки. Шаг регулировки составляет около 10 градусов. Для удобства работы, ручки инструмента прорезинены.
«Важно!
Подделки могут быть внешне похожими на оригинал, но в них присутствуют некоторые отличия, по которым можно легко заметить, что перед вами китайская копия.»
Оригинальные инструменты имеют клеймо с логотипом фирмы, которое располагается на коробке и самом паяльнике. На китайских копиях дата производства напечатана на наклейке, а в оригинале она выбита на боковой пластине. Крепеж пластины в оригинале сделан при помощи заклепок, тогда как у подделки там все прикручено болтами.
Модельный ряд инструментов имеет несколько вполне востребованных моделей, среди которых стоит отметить следующие:

Паяльник для труб Candan CM-01

Паяльник для труб Candan CM-3

Паяльник для труб Candan CM-06
Внешний вид паяльника для полипропилена заметно отличается от обыкновенного привычного всем инструмента. Это касается не только моделей данного бренда, но и всего типа в целом. Принцип работы будет также несколько иной, поэтому нужно знать инструкцию по применению паяльника для полипропиленовых труб Candan.
Принцип работы данного устройства очень похож на тот, который применяется в домашних утюгах. Перед непосредственным включением здесь нужно подготовить паяльник к работе. К инструменту прикручивается специальная подставка и устанавливается насадка, которая и становится главной частью для спайки труб. Если приходится работать с разными диаметрами труб, то в паяльник нужно установить две насадки с подходящими размерами.
После подготовительных процедур уже можно приступать к включению в сеть. Для прогрева нужно установить подходящую температуру, после чего включить оба тэна. Прогрев может длиться от 10 до 30 минут. О прогреве должен сообщить индикатор. После этого уже можно приступать к непосредственной пайке.
Далее нужно подготовить спаиваемые куски трубы и фитинга. Паяльником нужно разогревать фитинг и кусок трубы одновременно. Когда детали дойдут до нужной кондиции и их концы расплавятся, части нужно быстро соединить между собой. Все нужно сделать с первого раза, иначе повторно расплавленный полипропилен потеряет свои свойства.
Торговая марка Candan не зря занимает высокое место на рынке паяльников для полипропилена. Это востребованная сфера, которой интересуются по большей части профессионалы. Именно для таких специалистов и создается этот инструмент. Для рабочих нужд он имеет вполне доступную стоимость, хотя для частного применения может показаться дорогим. Качество и надежность продукции окупают все это сполна.
Комплектация паяльников для труб даже нижнего ценового сегмента включает насадки, обычно в количестве трех штук под самые «ходовые» диаметры труб – 20, 25, 32 мм. Если речь о моделях, которые продаются по более высокой цене, то в комплекте будут насадки, начиная с 16 мм и по 63 мм, как вариант – купить набор насадок отдельно, но фирменные доборы могут стоить, как сам бюджетный паяльник.

Изначально насадки делают из сплавов меди и алюминия, потом покрываются антипригарным тефлоновым слоем. Чем толще этот слой, тем дольше прослужит насадка, так как по мере истирания покрытия на формы начинает налипать пластик, появляется характерный «аромат», и возникают сложности при снятии деталей. Износ насадок происходит не только при усиленной эксплуатации или из-за исходно неважного качества, но и при небрежном обращении с инструментом.
Не у всех есть возможность платить солидную сумму за брендовый профессиональный инструмент, когда планируется только личное пользование, даже с учетом всех его положительных характеристик. И бюджетная модель не самого маститого производителя отработает на всех системах в доме и будет сваривать все должным образом. Поэтому большие, но по пять, или маленькие, но по три, каждый решает для себя, а мы рассмотрим, на что обратить внимание как при выборе, так и в процессе работы.
На градацию регулятора
Термостатической регулировки с точностью 10⁰С может быть недостаточно, так как при 270⁰С начинается уже термическая деградация ПП-Р, поэтому самое главное – температура в 260⁰С на насадке, а не на регуляторе температуры. Данную температуру при работе нужно проверять термометром.
Но если нет возможности переплачивать за модель с более точными настройками, можно схитрить.
Сразу к паяльнику для труб купите электронный тестер с щупом для определения температуры. Каждый раз перед нагревом соединяемых фитингов замеряйте температуру самого паяльника. Когда 260-265⁰С – смело работайте.
Можно использовать измерительные приборы и при выборе инструмента, чтобы знать, чего ждать.
Нужно проверять сразу – в магазин идти с пирометром, когда рассматриваешь непонятные дешевые аппараты. По моему опыту, подобный инструмент не соответствует заявленным характеристикам. Насадки не нагреваются до заданной температуры даже при полной мощности, не совпадают регуляторы и шкала, на некоторых, даже когда стоит регулятор температуры и контрольные лампочки, сам корпус нагревается до 80⁰С, температура на насадках может отличаться на 50⁰С, о равномерном нагреве и речи не идет.

На прочность соединений
Надежность креплений ручек и штативов можно проверить, просто подержав прибор в руке, как и его эргономику, и вес, что тоже немаловажно. На качество пайки труб расшатанная платформа не обязательно влияет, но и необходимость затягивать крепеж через каждые несколько рабочих часов комфорта не добавит.
Еще один участник нашего портала советует комплексный подход к выбору.
Занимаюсь сваркой ПП более пяти лет, по сварочным аппаратам сделал следующие выводы – при выборе нужно учитывать следующие моменты:
Умелец обосновывает свои выводы реальными ситуациями.
Новички боятся испортить соединение, неправильно выбрав паяльник, но дело не только в оборудовании.
Обезжиривайте трубу, ставьте метки глубины фломастером (не ленитесь), используйте трубы хорошего качества и нормальные ножницы (чтобы из круга эллипс не делали). И всё будет путём, даже с бюджетным паяльником.
Перед «проверкой боем» стоит потренироваться на расходниках.
Для непрофессионального использования вполне подойдут бюджетные модели. Если паять будете впервые, советую немного потренироваться – соберите десяток муфт с трубой, проследите, чтобы край трубы внутри муфты не заворачивался внутрь, сужая соединение, руку набьете – и в бой.

Какой бы паяльник для труб вы в результате ни выбрали, сам по себе он не гарант безошибочной сборки. Если есть сомнения в правильности схемы или технологии исполнения – вам в раздел инженерных систем. Конкретные модели конкретных брендов для паяльных работ посоветуют или отсоветуют в теме о выборе паяльника для полипропилена. В видео – о типах труб и особенностях их спайки.

Проволока ESAB OK AristoRod 12.50. Фото 220Вольт
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя.
Есть такое понятие – режим сварки. Это определенное количество параметров, которые применяются во время сварки. Они зависят от того, в какой ситуации происходит сварка.
Есть несколько основных настроек, которые должен знать сварщик. Их необходимо уметь находить, что далее мы и будем делать. Эти три настройки – это скорость, которая находится при помощи следующих параметров: силы ток и напряжения дуги.
От того, правильные ли настройки зависит насколько качественным будет соединение. Также это влияет на то, какого размера будет шов и сколько времени он пробудет прочным.
Поэтому нужно правильно их рассчитывать, чтобы соединение смогло прослужить дольше.
Мы рассчитали таблицу показателей для разных ситуаций, которой можно пользоваться в начале работы. Профессионалы должны сами уметь считывать все эти характеристики, чтобы шов был качественным.
Поэтому вы можете пользоваться ею в начале своего пути, но постепенно привыкать делать вычисления самостоятельно. Для этого рекомендуем выучить нужные формулы.

Сведения о стандартных типах соединений, швов и форм подготовки кромок для дуговой сварки в защитных газах приведены в ГОСТ 14771-76.
Основными параметрами режима сварки в среде углекислого газа являются:
Дополнительными параметрами являются:
Диаметр электродной проволоки dэл выбирается в зависимости от толщины свариваемых деталей. При выборе диаметра электродной проволоки при сварке швов в нижнем положении следует руководствоваться данными таблиц 1.9.1.1 и 1.9.1.2 методического пособия.
Исходя из данных вышеуказанных таблиц, я принял решение использовать проволоку диаметром 1,6 мм, так как данной проволокой можно сваривать металл толщиной от 5 до 13 мм, что укладывается в диапазон толщин деталей колонны. Минимальная толщина по изделию составляет 5,6 мм, максимальная 12 мм.
Определю сварочный ток для каждого шва по формуле:
Где: — расчётная глубина проплавления, мм. Определяется по формуле:
— коэффициент пропорциональности зависящий от диаметра проволоки. Определяется по таблице 1.9.1.4 методического пособия.
При dэл = 1,6 мм составляет 1,55
Где: — глубина проплавления, мм. Берётся из таблицы 1.9.1.3 методического пособия.
— количество проходов. Определено для каждого шва в пункте 1.4
Найдём силу сварочного тока для каждого шва.
· Для шва У4
Определю расчётную глубину проплавления:
Для У4
Для угловых швов где — толщина металла (может быть использован катет шва).
Полученные значения подставлю в формулу:
Найду
Для шва У4 принимаю
Определю напряжение на дуге по формуле:
Напряжение на дуге составит 38,3 В.
· Для шва Н1
Определю расчётную глубину проплавления:
Для Н1
Для угловых швов где — катет шва
Полученные значения подставлю в формулу:
Найду
Для шва Н1 принимаю
Определю напряжение на дуге по формуле:
Напряжение на дуге составит 29,1 В.
· Для шва Т1
Определю расчётную глубину проплавления:
Для Т1
Для угловых швов где — катет шва
Полученные значения подставлю в формулу:
Найду
Для шва Т1 принимаю
Определю напряжение на дуге по формуле:
Напряжение на дуге составит 29,1 В.
Скорость сварки определяется по формуле:
Где: — коэффициент наплавки. Выбирается по катету шва или толщине металла из таблицы 1.9.1.5 методического пособия.
— плотность металла. Для углеродистых и низколегированных сталей
— расчётная площадь поперечного сечения наплавленного металла
определяется по формуле:
— общая площадь поперечного сечения шва, см2. Рассчитано в пункте 1.4
Найду скорость сварки для каждого шва:
· Для У6
для толщины металла более 6 мм
Найду
см2
Подставлю значения в формулу:
Скорость сварки шва У4 составит 46м/ч.
· Для Н1
для катета 6 мм
Найду
см2
Подставлю значения в формулу:
Скорость сварки шва Н1 составит 21,1 м/ч
· Для Т1
для катета 6 мм
Найду
см2
Подставлю значения в формулу:
Скорость сварки шва Т1 составит 21,1 м/ч
Подсчитаю расход сварочных материалов.
Расход электродной проволоки рассчитывается по формуле:
Где: — масса наплавленного металла, кг. Определяется по формуле:
Где: -общая длинна швов одного вида, см. смотри пункт 1.4
Найду расход электродной проволоки для каждого шва:
· Для шва У4
Следовательно:
Для шва Н1
Следовательно:
Для шва Т1
Следовательно:
Исходя из количества затраченной электродной проволоки можно определить количество использованного защитного газа (СО2) по формуле:
· Для У4
Результаты расчётов заносятся в таблицу 1.9.1
Таблица 1.9.1: Режимы сварки в СО2.
|
№ п/п |
Условное обозначение сварного соединения |
Диаметр проволоки |
Сварочный ток |
Напряжение на дуге U |
Скорость Сварки |
Расход электродной проволоки |
Расход углекислого Газа |
|
У4 |
1,6 |
464 |
38,3 |
12,1 |
18,5 |
||
|
Н1 |
1,6 |
232 |
29,1 |
21,1 |
3,3 |
4,95 |
|
|
Т1 |
1,6 |
232 |
29,1 |
21,1 |
1,9 |
2,85 |
|
|
Итого: |
17,3 |
26,3 |
Всего на сварку конструкции было потрачено 3,59 Кг сварочной проволоки и 5,38 Кг защитного газа (СО2).
Если известна масса наплавленного металла , то расход электро-энергии W, кВт*ч, можно вычислить из удельного расхода электроэнергии по формуле:
Где: — удельный расход электроэнергии на 1 Кг наплавленного металла, (кВт*ч)/кг. При автоматической и полуавтоматической сварке на постоянном токе, (кВт*ч)/кг.
Для расчёта я принял среднее значение (кВт*ч)/кг
Кг (смотри таблицу 1.9.1)
Подставлю имеющиеся значения в формулу и найду средний расход электроэнергии, кВт*ч.
Средний расход электроэнергии на изготовление одной колонны составит 23,3 кВт*ч. сварка металлический сталь
Наличие норм расхода проволоки, которые представляются в виде количества расходного материала в единицах массы на один погонный метр шва, позволяет сориентироваться в количестве проволоки для выполнения конкретного вида сварочных работ. При механизированном способе сварки (автоматическая, полуавтоматическая, распространенной технологии аргонодуговой сварки) нормы расхода значительно меньше, чем при ручном.
Для того, чтобы сварочное соединения служило долго и было качественным очень важно провести правильные расчёты. Это улучшит режим, а соответственно работу сварщика и работу предприятия.
Вычисления нужно делать самостоятельно, чтобы результаты были более точными, а продукт – лучше по качеству, потому что у многих ситуаций есть свои особенности.
Есть рекомендации новичкам, но они предназначены только для начального этапа становления сварщика.
Но в некоторых ситуациях лучше изучить нормативные документы, чтобы установить подходящие параметры, так как там обычно пишут какая скорость нужна и тд.
При выполнении разовой работы можно самостоятельно посчитать примерный расход проволоки. Увеличив получившийся результат на обязательные в работе технологические потери, получите гарантированный задел сварочной проволоки для выполнения сварочных работ.
Расчет ведется по формуле N=G*K,
Для расчета массы наплавленного металла, самым трудным будет точно определить площадь (F) поперечного сечения наплавки. Здесь потребуется воспользоваться формулами из геометрии для расчета площадей различных фигур.
Плотность (γ) наплавки зависит от вида материала сварочной проволоки. По формуле F*γ находится масса (G) наплавки 1 метра шва. Коэффициент К зависит от пространственного положения сварочного шва, применяемого защитного газа и других особенностей деталей. Этот расчет даст возможность избежать непроизводительных расходов времени при проведении сварочных работ.
За стабильную подачу в зону сварки, в соответствии с заданными параметрами в полуавтомате, отвечает механизм подачи. Он позволяет регулировать скорость подачи проволоки в широком диапазоне значений.

Сварочный полуавтомат Blue Weld MEGAMIG 500S с механизмом подачи проволоки. Фото ВсеИнструменты.ру
В зависимости от конструктивного исполнения полуавтомата механизм может располагаться как в корпусе устройства, так и вне его.
Принцип работы механизма основан на подаче вращающимися роликами проволоки прижатой между ними. Основные узлы механизма следующие:
Для создания более равномерного прижима на проволоку применяют механизм с четырьмя роликами, расположенных по принципу 2 х 2.

Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
На катушки наматывается сварочная проволока, с которых происходит ее съем во время работы. Катушка надежно закрепляется в полуавтоматах с помощью устройств называемых катушкодержателями. Устройства для крепления катушек должно соответствовать аналогичному на катушкодержателе.
При выключении полуавтомата катушка с проволокой стремится продолжить свое движение, что может привести к образованию петель на проволоке. Конструкция катушкодержателя имеет тормозное устройство, например, в виде фрикциона. Регулировка его с помощью гайки не позволяет катушке свободно разматываться и сохраняет правильную намотку проволоки.
Как заправить сварочную проволоку на полуавтомат показано в видео. Здесь следует отметить ключевые моменты на которые обращает внимание автор.
Автор видео ничего не упомянул о регулировке прижимного устройства. Использование порошковой проволоки требует к нему особого внимания. Для сварки с меньшим количеством брызг, для порошковой проволоки рекомендуется механизм подачи с четырьмя роликами, для лучшего распределения усилия прижима.
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.
Разделы: Сварочная проволока
легированные сварочные проволоки, медная сварочная проволока, порошковые сварочные проволоки, проволока для аргонодуговой сварки, проволока сварочная алюминиевая, проволока сварочная омедненная, проволока сварочная полированная, проволока стальная сварочная, сварочная нержавеющая проволока, сварочная проволока титановая
Почти каждое строительство зданий, возведение и монтаж конструкций требуют сварочных работ. В зависимости от типа соединяемых заготовок, их толщины и других параметров необходимо применять различные методы.
Под режимами сварки подразумевают настраиваемые параметры, основываясь на которых протекает сварочный процесс. Чем точнее мастер придерживается выбранного режима, тем прочнее будет соединение. Рассмотрим базовые режимы сварки и уточним, как рассчитать их для отдельных видов работ.
Перед тем как выбрать нужный режим сварки, необходимо точно определить состав металлов, толщину и тип конструкции. После получения данных устанавливают подходящий режим. Всего факторов, от которых зависит качество сварки, много, поэтому их разбили на две группы: основные и второстепенные.

От этих параметров зависит количество энергии, а также способ ее передачи на поверхность металла. К основным параметрам режима сварки относятся:
От каждого из параметров зависит формирование шва. Изменяя тот или иной показатель, можно получить более надежное соединение. Вкратце рассмотрим некоторые пункты.
К второстепенным параметрам относятся:
Таблица 1. Примерное соотношение диаметра электрода и толщины свариваемых деталей
| Толщина свариваемых деталей, мм | 1-2 | 3-5 | 4-10 | 12-24 | 30-60 |
| Диаметр электрода, мм | 2-3 | 3-4 | 4-5 | 5-6 | 6-8 |
Таблица 2. Режим сварки стыковых соединений без скоса кромок
| Характер шва | Диаметр электрода, мм | Ток, А | Толшина металла, мм | Зазор, мм |
| Односторонний | 3 | 180 | 3 | 1,0 |
| Двухсторонний | 4 | 220 | 5 | 1,5 |
| Двухсторонний | 5 | 260 | 7-8 | 1,5-2,0 |
| Двухсторонний | б | 330 | 10 | 2,0 |
Примечание: максимальное значение тока должно уточняться по паспорту электродов.
Таблица 3. Режимы сварки стыковых соединений со скосом кромок
| Диаметр электрода, мм | Ток, А | Толщина металла, мм | Зазор, мм | Число слоев креме подваренного и декоративного | |
| Первого | Последующего | ||||
| 4 | 5 | 180-260 | 10 . | 1,5 | 2 |
| 4 | 5 | 180-260 | 12 | 2,0 | 3 |
| 4 | 5 | 180-260 | 14 | 2,5 | 4 |
| 4 | 5 | 180-260 | 16 | 3,0 | 5 |
| 5 | 6 | 220-320 | 18 | 3,5 | 6 |
Примечание: значение величины тока уточняется по паспортным данным электрода.
Особенно ярко выражено магнитное дутье при сварке на источнике постоянного тока. Магнитное дутье ухудшает стабилизацию горения дуги и затрудняет процесс сварки. Для уменьшения влияния магнитного дутья применяют меры защиты, к которым относят: сварку на короткой дуге, наклон электрода в сторону действия магнитного дутья, подвод сварочного тока к точке, максимально близкой к дуге и т.д. Если полностью избавиться от действия магнитного дутья не удается, то меняют источник питания на переменный, при котором влияние магнитного дутья заметно снижается. Малоуглеродистые и низколегированные стали обычно варят на переменном токе.

Как разный режим влияет на результат
Для качественного результата, необходимо обучиться правильному, точному расчету организации этого процесса.
Сделать это достаточно легко, если проявить внимательность, терпение, желание выполнить качественную работу.
Нужно учесть, что индивидуальный расчет для разного вида сваривания будет отличаться друг от друга. Далее пойдет речь о исключительно режиме дуговой сварки.

Одним из главных параметров, о котором нельзя забывать, является сила сварочного тока. От показателя силы тока напрямую зависит скорость нагревания и плавления металла.
Нередко неопытный мастер может остановиться на минимальной отметке напряжения, чем только усложнит дальнейшую работу.
Неравномерное горение дуги и плохо сваренные швы –это только незначительные последствия таких действий.
Чтобы избежать неприятностей, можно воспользоваться вспомогательной таблицей о настройках режима сварочного тока.
Нужными будут знания о применении особой формулы для расчета, найти которую можно в интернете.
Об правильной установке рода, полярности этого параметра тоже забывать не нужно.
Прямая полярность способна уменьшить глубину сварки на 30-40%, а обратная полярность –наоборот.
Постоянное напряжение увеличит глубину сварки на 10 или даже 15%, переменный –уменьшит.
Чтобы правильно установить полярность, нужно наблюдать за показателями стабильности, не забыть о процессе горения дуги.

Показатели скорости сварки будут зависеть от типа метала. Если шов без прожогов, наплывов и проваренных мест, он правильный.
Согласно прописанным пунктам в нормативных документах, ширина хорошего шва составляет двойную ширину электрода, который использовался в работе.
Слишком повышая или понижая скорость сварки мастер может достаточно негативно влиять на металл.
Слишком быстрой скорости будет недостаточно для качественного прогрева материала, этого приведет к тому, что соединения просто не успеют провариться.
Маленькая скорость приведет к очень интенсивному плавлению, вследствие — образованию нежелательных наплывов.
Следует сказать несколько слов об электродах. Диаметр электрода необходимо выбирать, учитывая используемый вид материала.
Толщина метала должна соответствовать диаметру электрода. Чтобы увидеть соотношение показателей, можно изучить таблицу со значениями.
В заключение стоит сказать следующее: перед работой, достаточно изучить нужную информацию о режиме сварки, о тонкостях правильной настройки.
Соблюдая рекомендованную технологию, получить можно получить хороший шов. Настройка режима требует усидчивости, внимательности во избежание неприятных последствий.
Не имея достаточно опыта в этом деле, можно сначала пользоваться составленными таблицами, а далее ориентироваться на собственный опыт, приобретенные со временем навыки.
Чтобы выполнить самостоятельно монтаж водопровода из пластиковых труб, не нужно много знаний и опыта, так как этот процесс не отличается сложностью. Однако для повышения качества проведенных работ, необходимо ознакомиться с технологией и некоторыми нюансами соединения трубных элементов такого типа. Также важно усвоить несколько уроков, описывающих способы соединения разных видов пластиковой трубы и основные моменты этого процесса.

 Соединение пластиковых труб без пайки не потребует больших финансовых расходов. И доставать где-то дорогостоящее паяльное оборудование (очевидно, что оно есть далеко не у каждого) тоже не придётся.
Соединение пластиковых труб без пайки не потребует больших финансовых расходов. И доставать где-то дорогостоящее паяльное оборудование (очевидно, что оно есть далеко не у каждого) тоже не придётся.
Стоит признать, что сам процесс пайки кажется некоторым очень сложным. Человек должен уметь правильно обращаться с паяльным аппаратом, устанавливать нужное давление и температуру, подбирать припой. В общем, чтобы качественно спаять трубы, нужно знать действительно много нюансов.
Есть ещё и такой вариант, как пайка полипропиленовых труб без паяльника. Для этого просто берётся паяльная паста (это продающаяся уже в готовом виде смесь флюса, порошка припоя и смазки), наносится на место соединения и разогревается. Причём вместо паяльника предлагается использовать газовую горелку или зажигалку. Но и этот способ у некоторых может вызвать отторжение, так как здесь приходится иметь дело с открытым огнём.

Представим форс-мажорную ситуацию: случился прорыв пластикового водопровода. На то, чтобы вернуть ему герметичность методом пайки, может уйти много времени. А восстановление герметичности труб, соединённых без пайки, может быть осуществлено гораздо быстрее — это действительно важное преимущество.
Во-первых, стоит отметить, что к пластиковым трубам относятся изделия из следующих материалов:
Каждому материалу присущи определенные свойства, следовательно, соединение изделий выполняется разными способами, включая пайку полипропиленовых труб без паяльника (про «Как соединить полипропиленовые трубы – обзор проверенных способов стыковки»). Для большей осведомленности стоит узнать способы соединения водопроводных труб из названных материалов.
Данный способ имеет несколько серьезных преимуществ, из-за которых некоторые отказываются от пайки элементов трубопровода. К ним можно отнести:
Однако соединение пластиковых труб без пайки имеет один серьезный недостаток – монтаж трубопровода может длиться намного дольше.
Врезка в полипропиленовую трубу без пайки осуществляется разными методами. Выбор способа напрямую зависит от назначения трубопровода, размера и типа используемых элементов. К наиболее распространенным методам соединения можно отнести:
Если технология пайки полипропиленовых труб не используется, то их соединяют при помощи фитингов. Они представляют собой соединительные элементы, которые чаще всего устанавливаются на поворотах и разветвлениях трубопровода. Фитинги состоят из корпуса, крышки, втулки и зажимного кольца, находящегося в специальном гнезде. Также у них есть фальцевое кольцо, при помощи которого фиксируется полипропиленовая труба.
«Важно!
При монтаже водопровода необходимо использовать трубы, которые соответствуют всем нормативам.»
Овальность сечения изделий должна находиться в пределах 1%-1,5% от диаметра. Если во время работы используются фитинги с диаметром менее 50 мм, то монтаж осуществляется вручную.
Перед тем как соединить пластиковые трубы без пайки фитингами, необходимо придерживаться пошаговой инструкции:
Фланцы используются, если нужно сделать соединение пластиковых труб без пайки. Такое соединение является очень надежным, так как оно выдерживает температуру до 650 градусов Цельсия и справляется с давлением до 20-30 Мпа. Диаметр фланцев достигает 3000 миллиметров. Во время выбора оптимального размера учитывается давление трубопровода и материал изделий, из которых он будет состоять.

Фланцевое соединение ПП труб
Фланцы изготавливаются из чугуна или стали. Они могут быть:
Во время их использования необходимо соблюдать такие рекомендации:
Также во время выполнения такой работы необходимо учитывать следующие нюансы:
Их применяют во время создания напорного и безнапорного трубопровода. Выполнить соединение пластиковых труб без пайки с помощью муфт своими руками довольно просто. Для этого достаточно придерживаться таких правил:

Соединение ПП труб муфтой
Соединение пластиковых труб без пайки фитингов можно осуществить при помощи клея. Перед этим поверхность изделий нужно подготовить. Для начала необходимо обрезать изделие при помощи специальных ножниц и очистить от заусениц наждачной бумагой. Все места размещения фитингов и склеивания помечаются маркером. После этого можно приступить к склейке, которая состоит из таких этапов:

Склейка ПП труб ПВХ
Полипропиленовые трубы соединяются различными способами. Разобравшись с тем, как соединить полипропиленовые трубы между собой и с металлическими трубами, можно самостоятельно смонтировать трубопровод.

Такое соединение выполняется с помощью переходных втулок, приваренных к торцам, или накидных стальных фланцев (профильных и гладких) с резьбой на одной стороне. Их устанавливают без сварки. Из достоинств отмечается высокая надежность стыков, выдерживающих высокую температуру и давление до 16 атм. Соединение может выполняться на трубопроводе разных диаметров от 2 до 120 см.
Стыковку начинают с натягивания фланца на трубу и надевания резиновой прокладки. Ее устанавливают на расстоянии не более 10 мм от торца. Фланец придвигается к прокладке, аналогично подготавливают другую трубу. Болты затягивают осторожно, чтобы не треснул пластик.

Фланцевое соединение пластиковых труб
Полиэтиленовые трубы можно соединять, используя один из следующих вариантов:
Соединение компрессионными фитингами выполняется по аналогии с металлопластиковыми трубами, но в определенной последовательности:

Такой способ чаще всего используют при сборке бытовых оросительных систем в загородных домах или на дачном участке.
Соединение металлопластиковых труб в бытовых водопроводах выполняется при помощи сварки электромуфтой. Следовательно, для выполнения работы нужно иметь специальное сварочное устройство и электромуфта, имеющая диаметр в соответствии с сечением соединяемых элементов.

Процедура сваривания подразумевает выполнение следующих действий:
Аппарат для такого типа сварки имеет очень высокую цену, поэтому, если не предполагается его дальнейшее использование, лучше взять устройство в аренду на несколько дней, чем тратить большую сумму для его одноразового использования.

Что такое холодная сварка? Это такой вид соединение элементов при котором их не нужно нагревать. Вы можете соединить трубы нанеся на них специальный быстро затвердевающий клей.
Обычно такие соединения имею в своем составе эпоксидный клей и затвердитель. Цвета у такого клея два: черный и белый. Обычно она наиболее эффективна для труб с холодной водой.
Но есть такие клея, что подойдут и для труб с горячей водой. Но такая информация должна быть отдельно отмечена на этикетке, поскольку это важно.
Соединение с помощью обжимных фитингов выполняется в таком же порядке, только компрессионное кольцо и гайку заменяют обжимным кольцом. Для его сдавливания используется ручной или электрический пресс.
Пуш-фитинги дают возможность получить соединение металлопластиковых труб намного быстрее предыдущих способов. Для выполнения работы достаточно вставить подготовленный конец трубы в соединительную деталь, причем выполняются все действия без особых усилий.

При подаче воды в собранную систему происходит выталкивание и зажим клина фитинга, чем предотвращается утечка воды. Такой способ не требует наличия специальных инструментов или ключей, а сам монтаж выполняется в несколько раз быстрее. «Как выполнить монтаж пластиковых труб – основные правила установки».
Пуш-фитинги могут использоваться для соединения труб из металлопластика и сшитого полиэтилена.
Соединение любым из перечисленных способов получается герметичным и надежным, поэтому выбирать нужно в зависимости от имеющихся инструментов и финансовых возможностей.
 Трубы из пластика можно и клеить, хотя многие сантехники считают такой способ крайне ненадёжным. И поэтому на практике клей для соединения труб применяется только в комбинации с фитингами.
Трубы из пластика можно и клеить, хотя многие сантехники считают такой способ крайне ненадёжным. И поэтому на практике клей для соединения труб применяется только в комбинации с фитингами.
Перед нанесением клея трубу обрезают и избавляются от заусенцев на ней. Также с неё нужно убрать пыль и провести тщательное обезжиривание тех участков, на которые предполагается наносить клей (то есть придётся купить специальное средство для обезжиривания). Затем нужно завести трубу в фитинг, чтобы проверить, насколько хорошо они совмещаются друг с другом.
Теперь можно тонким слоем наносить клей на место будущего контакта. Сразу же после этого трубу до упора вставляют в фитинг и держат в таком положении около двух минут, чтобы клей схватился. А остатки клея, появившиеся на наружной поверхности, удаляются тряпочкой.

Клей высохнет примерно в течение 15-20 минут. Однако пускать через трубопровод воду (или что-либо другое) нужно только не ранее, чем через 24 часа.
Некоторые виды пластика (допустим, тот же полипропилен) клеятся с большим трудом. Чтобы полипропиленовые детали хорошо соединялись между собой, придётся приобретать качественный клей, специально предназначенный для этого материала.
Можно сделать вывод, что способов соединения труб из пластика без применения пайки предостаточно. Самым надежным из них считается муфтовый метод, а склейка помогает только в экстренной ситуации, и применять ее нужно с осторожностью.
Таким способом собираются канализационные системы из полипропиленовых и ПВХ труб, один конец которых сделан в виде раструба. Применение этого соединения сокращает время монтажа и обходится дешевле, так как нет надобности в дополнительных стыковочных элементах. Сборка трубопроводов по данной технологии может проводиться любым новичком самостоятельно.
Перед стыковкой нужно убедиться, что торец без раструба перпендикулярен оси, иначе при эксплуатации возможно изгибание трубопровода. С кромки напильником снимают фаску, чтобы не повредить уплотнительное кольцо из резины в раструбе. Его очищают от грязи и пыли. Чтобы добиться повышения герметизации подготовленный конец трубы смазывается силиконовой смазкой, затем до упора вставляется в раструб. На месте где остановился его край, ставится отметка и сдвигается назад на 1 см. Получившийся зазор необходим для компенсации линейного расширения, возникающего при нагреве.
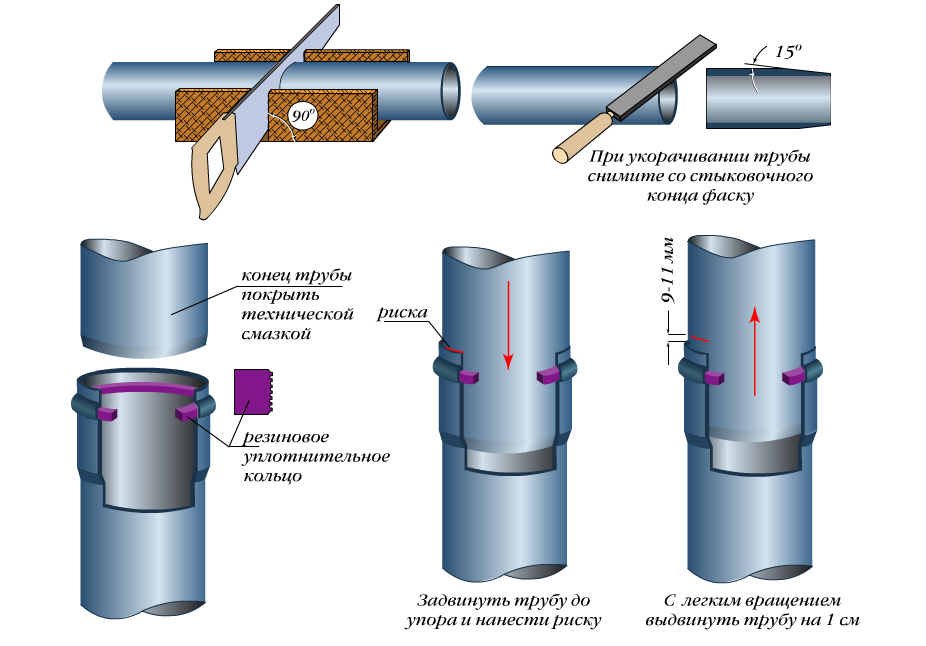
Соединение пластиковых труб в раструб
Поскольку у клея низкая механическая прочность его используют в сочетании со специальными фитингами или для стыковки пластиковых труб с раструбами. Состав на основе эпоксидной смолы и отвердителя применяется обычно для соединения пластиковых водопроводных труб, по которым подается холодная вода. Но есть марки клея выдерживающие высокую температуру.
Текучие виды продаются упаковками, где жидкие компоненты помещаются в разных емкостях. Перед работой они смешиваются. Составы для «холодной сварки» продаются в виде брусков похожих на пластилин, у которых верхний слой состоит из отвердителя, а внутренний из пластичной массы. При покупке лучше приобретать двухкомпонентный клей с добавками, улучшающими адгезию. При этом нужно интересоваться, для каких материалов он предназначен, так как не каждый состав подходит для склеивания полипропиленовых труб.
К достоинствам склеивания относятся:
Работа проводится при температуре воздуха +5 — +35˚C в защитных перчатках. Поскольку клей легко воспламеняется рядом не должно быть источников открытого огня. Приготовленный состав используется в течение 20 минут, иначе он затвердеет. Для нанесения клея потребуется кисточка с натуральным ворсом. Обычно она вложена в упаковку.
Концы пластиковых труб очищаются от заусенцев и обрабатываются наждачной бумагой, чтобы сделать поверхность шероховатой. После обезжиривания метиленхлоридом ее покрывают тонким слоем клея. Состав наносится на участок, который будет вставляться в фитинг или раструб и на 2/3 длины внутри них. Концы вставляются до упора и удерживаются в этом положении в течение 30 — 60 секунд. Через 15 — 20 минут клей схватится, но максимальную прочность наберет через сутки.
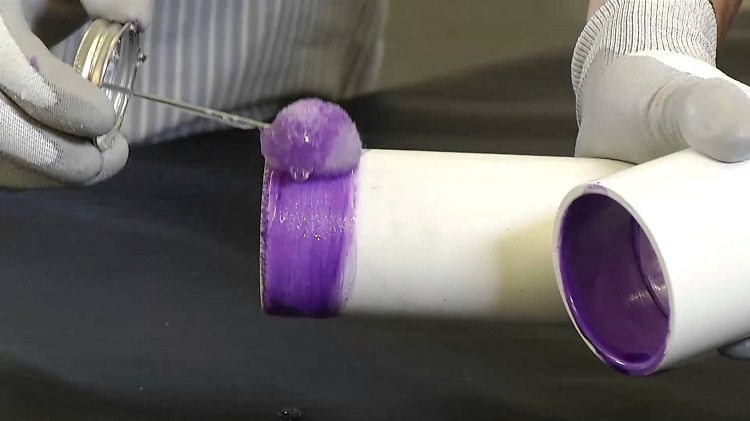
Склеивание пластиковых труб
Чтобы смонтировать трубопровод необязательно уметь паять пластиковые трубы. Достаточно выбрать подходящий способ соединения из перечисленных в статье, чтобы всю работу выполнить самостоятельно. Однако следует учитывать, что самыми надежными будут стыки на муфтах, а клееные соединения чаще всего выполняются в экстренных случаях. Поэтому использовать их лучше на неответственных трубопроводах, например, для системы полива.
Трубные изделия из поливинилхлорида соединяются с помощью специального клеевого состава. Однако клеем его назвать очень трудно, так как при обработке этим веществом соединяемых поверхностей происходит расплавление пластика, и края свариваются, а не склеиваются. Другими словами, выполняется пайка труб без паяльника.
Процесс соединения труб их поливинилхлорида выглядит следующим образом:

На основании всего сказанного выше можно сделать вывод, что в большинстве случаев соединение пластиковых труб может выполняться своими руками, не имея под руками специальных устройств и не владея особыми знаниями и умениями. Главное условие – строгое соблюдение технологий. Также важно прислушиваться к советам профессионалов. Это поможет выполнить монтаж водопровода без лишних материальных затрат.

Внимательно читайте все инструкции по эксплуатации и тогда ваше изделие будет отремонтировано успешно, шов будет крепким. Ещё есть клей, который подойдет для очень горячей воды.
Для альтернативных видом соединений существует холодная сварка и сварка компрессионным фитингом.
Очень важная характеристика такого вида сварки это то что вы сможете собирать и разбирать конструкцию сколько понадобиться, и даже ее переносить, в этом одно из главных преимуществ такого вида сварки.
Здравствуй, дорогой гость! Сегодня я подкину тебе отличную идею простого заработка. Заработка сваркой, но не железа, а полиэтилена.
Коммуникации из пластика в наше время максимально популярны. Следовательно, кто то их устанавливает и чинит, зарабатывая на этом неплохие деньги. И помогает в этом — аппарат для сварки полиэтиленовых труб.
А что это такое и как купить правильный агрегат — расскажу в сегодняшней статье.
Существует несколько способов сварки ПНД труб, которые отличаются технологическими особенностями, применением различной аппаратуры и инструментов. Самыми востребованными методиками являются:
Востребованность стыкового метода сварки обусловлена дешевизной работ, низкой стоимостью приборов и широким диапазоном диаметров труб, которые можно соединить (5 -1200 мм).
Поэтапно технология выглядит так:
При качественно проведенных манипуляциях на выходе получится герметичное соединение пластика без каких-либо дефектов.
Технология сварки враструб менее распространена, чем сварка встык, но также надежна.
В процессе пайки срезы труб соединяют посредством пластиковых муфт — соединительных элементов трубопровода, которые необходимы для укрепления участков стыков и облегчения процесса сборки конструкции.
Сварка враструб подходит для внутренних работ по обустройству коммуникационных систем.
Данный метод сварки подразумевает применение специализированного оборудования – электрической муфты (аппарата для сварки ПНД труб с применением муфт и закладного нагревательного элемента).
Процесс выглядит следующим образом: электрическая муфта надевается на оба среза, которые необходимо скрепить, подключается к аппарату для сварки и нагревается, затем образовавшийся на стыке шов остывает.
С таким показателем выпускаются сварочные аппараты обеих форм (мечевидные и цилиндрические). Их особенностью является один нагревательный элемент внутри, из-за чего нагрев матриц и сварка труб происходят медленно.
По оснащению все зависит от стоимости: совсем простые модели имеют только световую индикацию, тумблер включения и регулятор температуры. Более дорогие оснащаются дисплеем и точно поддерживают заданные настройки электроникой. Рейтинг паяльников для пайки полипропиленовых труб мощностью до 1000 Вт поможет вам выбрать нужный инструмент.
Премиальная модель от российского производителя, оснащенная цифровым дисплеем и электронной регулировкой температуры. Управление осуществляется четырьмя кнопками на правой боковине корпуса. На утюжке предусмотрено три отверстия для фиксации насадок.


+ Плюсы Inforce 03-24-01

— Минусы Inforce 03-24-01
Вывод. Хороший аппарат для пайки пластиковых труб от различных производителей. Электроника поддерживает выставленное количество градусов с точностью +-5, что поможет не пережигать торцы и выполнить ровные стыки без наплывов. Такой паяльник лучший для неспешной сварки там, где очень важен эстетичный внешний вид готовых коммуникаций.
Простой паяльник от российского производителя с мощностью 1000 Вт. Имеет механический регулятор температуры, два диода для индикации работы, прямоугольную подставку на стол. На нагревательном элементе предусмотрено два отверстия для установки насадок с различной удаленностью от края.

+ Плюсы Gigant GPW-1000
— Минусы Gigant GPW-1000
Вывод. Сварочный аппарат очень простой и не рассчитан на сложные задачи. За то его цена одна из самых низких. Он отлично подойдет для личного использования при монтаже системы отопления или водопровода. Насадки от 20 до 63 мм разрешают монтаж водопровода любого диаметра в этом диапазоне.
Компактный стержневой паяльник для полипропиленовых труб с диаметром от 16 до 32 мм. Имеет мощность 1000 Вт и терморегулятор механического типа. Есть металлическая подставка в виде небольшой откидной пластины.
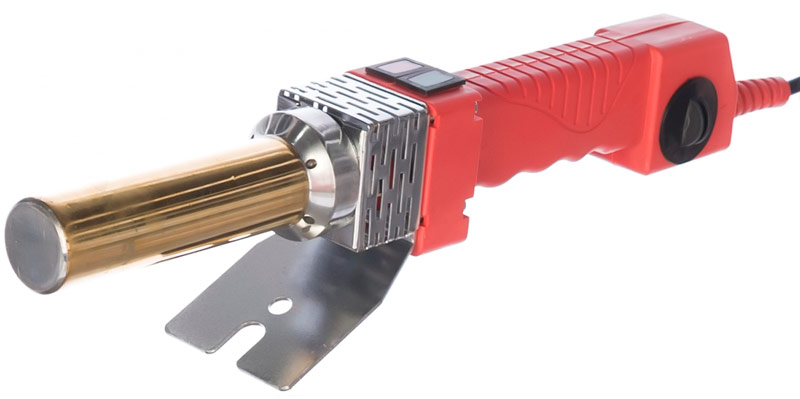
+ Плюсы Elitech СПТ 1000
— Минусы Elitech СПТ 1000
Вывод. Такой сварочный аппарат удобен для самостоятельного монтажа теплого пола в частном доме. Компактным стержнем легко подлезть под другие коммуникации и произвести стыковку на месте. Муфта с диаметром 16 мм оптимальна для разводки узких трубок, находящихся близко друг к другу.
Стержневой паяльник от российского производителя «Калибр» с тремя колодочными насадками и мощностью 1000 Вт. В верхней части имеет два диода для показания подключения к сети и достижения заданной температуры.
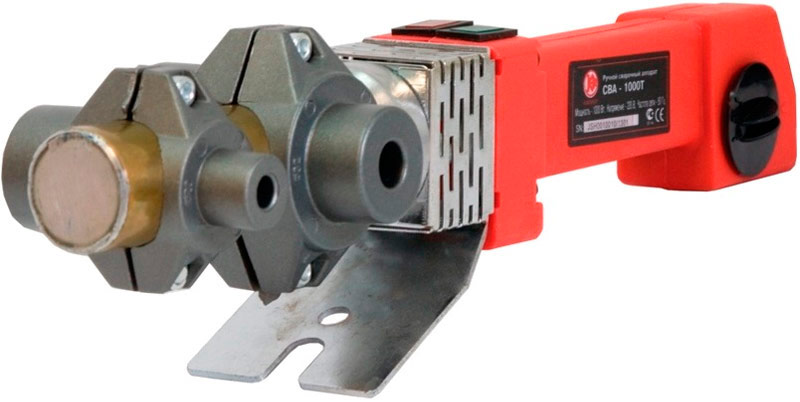
+ Плюсы
— Минусы
Вывод. Это лучший аппарат для пайки полипропиленовых труб у себя на кухне или в ванной, чтобы выполнить разводку взамен стальных коммуникаций. Им будет удобно работать даже новичку. Достоинством модели является ее вес 1 кг, поэтому удержание паяльника на весу не скажется на качестве шва.
Выбирая сварочное оборудование, в первую очередь нужно четко представлять планируемые объемы и условия работ.


Если же вы профессионал, то в первую очередь внимательно изучите характеристики используемых вами для работ труб и возможные условия их эксплуатации. Не забывайте границы применимости каждого из методов (так, осуществлять пайку встык не стоит при температуре окружающей среды ниже 15 и выше 45 градусов Цельсия) и внимательно изучайте инструкцию к любому аппарату, прежде чем приобретать его.
В случаях, когда вопрос в итоге сводится к выбору между полуавтоматом и автоматом, помните, что для правильного использования полуавтомата нужно обладать опытом расчета всех необходимых характеристик сварки по специальным таблицам и графикам. При покупке полуавтомата нужно обратить внимание на возможность протоколирования, которая позволяет сохранить настройки для сварки в одинаковых условиях (например, с использованием одинаковых фитингов), что очень экономит время при частом выполнении однотипных работ.
Некоторые полуавтоматы не содержат встроенной функции протоколирования, но могут позволять подключать для этого внешнее устройство.

Если вам предстоит работать с высоконапорным магистральным газо- или нефтепроводом, лучшим выбором будет автоматический электромуфтовый станок, например, Georg Fischer серии MSA.
Важно помнить, что эффективность применения терморезистивной сварки нередко в большей мере зависит от качества использованных муфт, чем от параметров используемого аппарата, поэтому никогда не экономьте на расходных материалах.


При финансовом планировании не забывайте, что, кроме стоимости оборудования, необходимо учитывать и стоимость расходных материалов, ведь применение электромуфтового метода для монтажа трубопровода с большим количеством соединений может значительно повысить стоимость работ по сравнению со стыковой или раструбной пайкой.
Если вы не планируете регулярное использование аппарата, можно воспользоваться услугой аренды, которую предлагают многие торгующие оборудованием для пайки полиэтилена компании.

Технологию пайки пластиковых труб вы можете узнать, посмотрев видео немного ниже.
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
По характеристикам все приборы данного назначения делятся на два класса:
Обе разновидности состоят из трех частей:
Наиболее востребованными являются сварочные аппараты для стыковой пайки полиэтиленовых труб. По типу оснащенности такие приборы присутствуют в нескольких вариантах.
Элемент накаливания этой модели – зеркало. Все манипуляции от соединения срезов до фиксации труб в нужном положении производят ручным способом.

Поскольку сварка этим оборудованием осуществляется вручную, гарантировать ровный, качественный шов нельзя. Поэтому сварку ручным зеркалом применяют в монтаже канализационных систем и других закрытых местах, где эстетика не особенно важна.
Такой вид устройства оснащен станиной, к которой крепятся нагреватель, торцеватель, центратор с фиксирующими элементами и привод.
Привод для устройств пайки ПНД труб бывает механический, когда работу агрегата обеспечивают прилагаемые усилия монтера, который управляет винтом или рычагом и гидравлический.
Если первый тип не подходит для пайки труб диаметр которых превышает 160 мм, то второй предназначен для пайки частей трубопровода свыше 160 мм.
Элемент накаливания в таких приборах – головка с насадками типа дорна и гильзы. Дорн осуществляет плавку изнутри трубы, а гильза расплавляет область снаружи. Насадки заблаговременно прокаливают до оптимальной температуры, затем на них надевают трубу и соединительную муфту.
После нагревания срезов, муфту и трубу соединяют и держат под давлением до полного остывания. Эта деталь дает возможность скрепления труб различных диаметров (от 4 до 200 мм).
Приборы на основе гидравлики делятся на три вида, и классифицируются по уровню автоматизации:
Обратите внимание! В комплектацию некоторых агрегатов полуавтоматического типа не входит блок протоколирования. Его можно установить самостоятельно.
Электромуфта, представляет собой фитинг с нагревателем закладного типа. Нагрев срезов труб обеспечивает спираль муфты находящейся под током. Соединение труб осуществляют путем надевания муфты на концы обеих труб.

К преимуществам сварки электромуфтой относят:
Электрооборудование для сварки с помощью фитингов бывает двух видов:
Сварочные приспособления этой группы характеризуются экономичностью в плане энергопотребления и легковесностью.
Типичные различия между товарами данной линейки:
Аппараты с электромуфтой дорогостоящие, однако, имеют преимущества:
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат. В этом ракурсе стоит обращать внимание на следующие аспекты:
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ.
Сравнение и полезные советы по выбору сварочных аппаратов:
В этом ролике продемонстрирован пошаговый процесс сборки сварочника для пп труб своими руками:
Выбрать подходящий сварочный аппарат для труб из полиэтилена не так уж сложно. Лучше отдать предпочтение продукции известных производителей в приемлемой ценовой категории. При точном соблюдении технологии сварки можно получить надежное соединение.
Расскажите о том, как выбрали сварочный аппарат для сборки полимерного трубопровода у себя дома или на даче. Поделитесь аргументами, определившими ваш выбор. Оставляйте, пожалуйста, в находящемся ниже блоке, размещайте фото по теме статьи, задавайте вопросы.
Автоматический аппарат проще и удобнее, но в разы дороже ручного. При этом последний компактнее и в случае поломки, починить его гораздо проще автоматического.

И все же профессиональному сварщику для муфтовой сварки лучше приобрести автоматический терморезистроный агрегат.
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Что бы упростить ваш выбор при покупке аппарата, ознакомимся с топ 11 оборудования для сварки пнд (электропаяльников, станков для сварки, сварных машин).
Топ 11 приведен исходя из сравнения усредненных характеристик приборов . У каждого мастера -свой любимый инструмент и производитель.
Пластиковые изделия получили широкое распространение, поэтому профессия матера сварки пнд будет востребована долгие годы, да и дома пригодится. Оборудования на рынке много, можно выбрать вариант, подходящий именно вам.
Присоединяйтесь к нашим сообществам и следите за новостями — обещаю, ввсе самое интересное-впереди!