Алюминий — очень «капризный» металл при сварочных работах. Малейшее несоблюдение в технологии или неправильно подобранное оборудование с расходниками и результатом становиться некачественное соединение с испорченным изделием.
Каким требованиям должен отвечать аппарат для сварки алюминия, существующие виды оборудования и нужные функции в работе с «крылатым» металлом, обо всем подробно в нашем материале.
Источник: https://WikiMetall.ru/oborudovanie/apparat-dlya-svarki-alyuminiya.html
Содержание
- 1 Общая информация
- 2 Особенности и сложности сварки алюминия
- 3 Виды сварки для работы с алюминием
- 4 Аппараты по способу сварки
- 5 Параметры выбора аппарата для сварки алюминия
- 6 Сварка алюминия без аргона
- 7 Виды сварки для работы с алюминием
- 8 Как выбрать оборудование для сварки алюминия
- 9 Подведем итог
- 10 Как подготовить соединяемые детали?
- 11 Плюсы и минусы
- 12 Подготовка деталей к сварке
- 13 Эксплуатация оборудования при работе
- 14 Настройка аргонового аппарата
- 15 Некоторые особенности алюминия и сплавов на его основе
- 16 Технология выполнения сварки для начинающих
Общая информация
Сейчас лучшим вариантом оборудования для сварки алюминия или нержавейки считается небольшое полуавтоматическое устройство, которое обязательно должно иметь встроенные параметры для TIG-сварки.
«Ресанта», «BlueWeld», а также другие известные среди сварщиков производители обязательно имеют такой полуавтомат на своих полках.
Так что даже в небольших городах найти аппарат для аргонодуговой сварки алюминия несложно.
Источник: https://prosvarku.info/apparaty/apparat-dlya-svarki-alyuminiya
Особенности и сложности сварки алюминия
Сварка алюминия может понадобиться для заделки трещины в поддоне картера ДВС или коробки передач. Нередко так ремонтируют размерзшийся блок «рубашки» охлаждения двигателя. Аппараты для сварки алюминия востребованы в химической и пищевой промышленности, изготовлении емкостей, коллекторов, фильтров и других изделий.
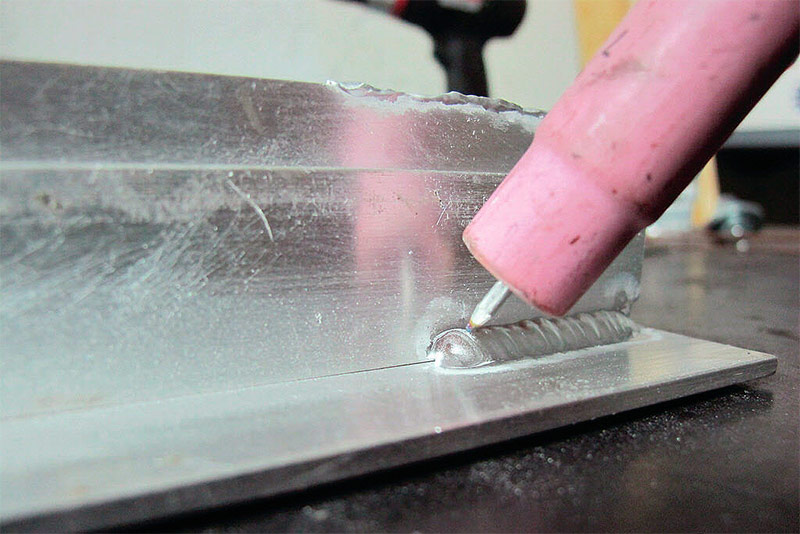
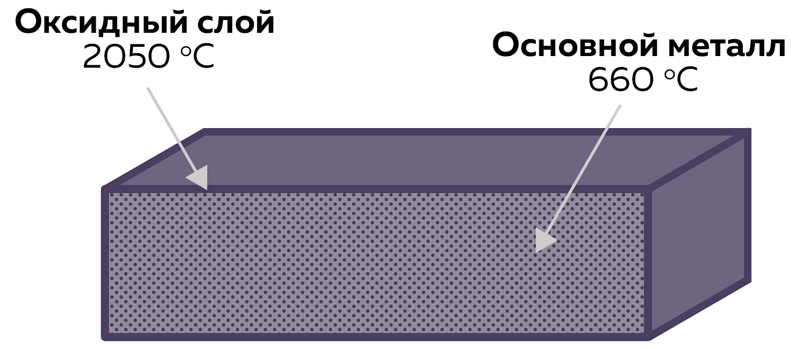
Но алюминий и его сплавы AlMn, AlSi, AlMg хуже свариваются за счет главной особенности — наличия тугоплавкого оксидного слоя на поверхности. Температура его плавления составляет 2044 градуса, тогда как метал под ним течет уже после 660 градусов. Это составляет основную проблему, поскольку малая сила тока не способна проплавить наружный слой, и присадочный металл ложится на поверхности. Большая сила тока приводит к сквозным прожогам. Поэтому классические технологии для сварки алюминия не подходят.
Среди других трудностей в работе с этим металлом следующие:
- Малая разница между температурой плавления и застывания. Алюминий становится текучим при 660 градусах. Но если ему дать остыть всего на 15-20º С, то он уже начинает кристаллизоваться. Требуется аппарат для сварки алюминия, который сможет поддерживать рабочий ток в таком диапазоне, чтобы можно было формировать шов.
- Повышенная теплопроводность. Распространение тепла по алюминию происходит в 5 раз быстрее, чем у малоуглеродистой стали. Сварочная ванная быстро остывает, а деталь может значительно покоробится на большой площади даже от маленького шва.
- Сохранение цвета в расплавленном виде. При сварке черных металлов сварщику легко контролировать состояние сварочной ванны и количество подаваемой присадки, поскольку она становится ослепительно белой, в отличие от красного шлака. Алюминий не меняет цвет в жидком виде и сварщику сложнее визуально понимать насколько сформирован шов.
- Повышенная усадка. После остывания наплавленные валики металла могут значительно просесть, что образует ямки в шве и потребуется повторная наплавка сверху.
- Взаимодействие с внешней средой. При контакте с окружающим воздухом алюминий испаряет водород, что приводит к крупным порам в структуре шва. Давление воды или другой жидкости такое соединение не выдержит. Необходима защита сварочной ванны от внешних газов.
- Повышенная текучесть. В расплавленном состоянии алюминий похож на воду — направлять жидкий металл горелкой сложнее, особенно при ведении шва в наклонной плоскости. Еще это приводит к ускоренным сквозным прожогам.
Первые швы у начинающих сварщиков на алюминии всегда плохие. Постепенно проблема решается тренировками на практике. Но первостепенное значение здесь играет правильный выбор сварочного аппарата, рассчитанного на соединение алюминия.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1704-svarochnye-apparaty-dlya-alyuminiya.html
Виды сварки для работы с алюминием
Отличия в свойствах алюминия и других металлов привели к появлению ряда особенностей при создании неразъемных конструкций. Соединять алюминиевые детали можно с помощью одного из трех видов сварки:
- MIG;
- TIG (AC);
- MMA.
Самым распространенным из перечисленных выше способов был и остается TIG или ручная дуговая сварка. Он применяется для соединения изделий из алюминия и сплавов на его основе ответственного назначения. Несмотря на то, что скорость сварки при этом методе в 4 раза ниже, чем при двух других назвать это недостатком нельзя. Доказательством служит результат, а именно качественный и аккуратный сварочный шов, и практически полное отсутствие пор.
Смотрим видео, сварка методом MIG и MMA:
Соединение деталей осуществляется при помощи штучных электродов обратной полярности. При этом осуществляется общий или местный подогрев изделия до температуры от 250°C. После выполнения сварки кромки должны быть очищены от оксидов и загрязнений, а шлак удален стальными щетками при промывке горячей водой. Этот метод еще называют аргонно-дуговой сваркой, но это не совсем правильно, так как в качестве защитного газа используют:
- Гелий;
- Азот;
- Смеси.

сварки алюминием и её особенности
К достоинствам сварки TIG относятся следующие характеристики:
- Аккуратный шов;
- Возможность управления параметрами дуги;
- Отсутствие брызг;
- Работа на малых тогах дуги.
Однако выполнить соединение деталей этим методом способен только оператор с большим опытом.
Способ сварки MIG предполагает использование полуавтомата и основан на использовании сплошной плавящейся проволоки. Причем агрегат должен быть импульсным, снабженным специальными настройками для работы с алюминием.
Смотрим видео, сварка методом TIG (AC):
Этот способ считается наиболее производительным. Для этого используется инверторный источник питания, который выдает базовый ток и кратковременно – импульсный, больших значений. Такой режим работы позволяет контролировать перенос капель металла от электрода к изделию. Особенностью импульсной сварки является подача проволоки роликами специального механизма.
Недостатком этого метода считают недостаточную плотность наплавленного металла и наличие пор в сварных швах. Поэтому он и не пользуется большой популярностью, проигрывая TIG сварке.
Источник: https://instanko.ru/osnastka/apparat-dlya-svarki-alyuminiya.html
Аппараты по способу сварки
Из всей линейки сварочных аппаратов с аргоном самыми надежными считаются инверторы, способные преобразовывать переменный ток частотой в 50 Гц в постоянный или высокочастотный переменный до 50 кГц. К моделям для TIG режима подключается газовое оборудование.
Хороший вариант мастерской – инверторный аппарат с полуавтоматическим режимом и подачей аргона. Есть универсальные модели для всех режимов сварки сразу: ручной дуговой, аргоновой, им также пользуются как полуавтоматом.
Ручные компактные инверторы ММА приобретают для бытовых целей. К аппаратам дополнительно докупают горелку с держателем для тугоплавкого электрода, газовую смесь. Получится универсальный сварочный аппарат, для алюминия он тоже подойдет.
Источник: https://svarkaprosto.ru/oborudovanie/apparat-dlya-svarki-alyuminiya
Параметры выбора аппарата для сварки алюминия
Любой аппарат аргонодуговой сварки перед работой настраивают. На какие параметры стоит обратить внимание.
Силовые характеристики тока
Алюминий варят на переменном токе высокой частоты, лучше, если ток импульсный, дуга будет стабильной. Для сварки толстостенных заготовок необходим ток в пределах 250 А. У большинства инверторов максимальный показатель 200 ампер, ими тоже варят толстые заготовки, если это устройство с большим КПД, набором дополнительных функций, обеспечивающих качество швов.
Категория инвертора
На прилавках есть бытовые, полупрофессиональные, профессиональные сварочные аппараты, которыми варят алюминий:
Бытовые генераторы тока компактные, их легко переносить с места на место. Они запитываются от стандартной сети 220 В. Их приобретают для небольшого объема работ. В напряженном режиме простые инверторы долго не работают, выходят из строя.
У полупрофессиональных моделей обязательно есть дополнительные функции, несколько режимов сварки. Это оборудование тяжелее, к нему больше комплектующих. Аппараты приобретают для небольших частных мастерских.
Профессиональные сварочные аппараты рассчитаны на большую нагрузку, для личных целей, выездных работ их приобретать нецелесообразно.
Функциональность
Приобретая аппарат с функцией ММА, можно будет варить алюминий и другие металлы: углеродистые и легированные стали, медь, латунь. Аппараты для сварки ММА/ТIG удобны в небольших мастерских и для личного пользования.
Полуавтоматы удобны для работы с тонкостенным металлом, их приобретают для автомастерских, где проводят кузовной ремонт. Универсальные устройства 3 в 1 расширяют диапазон использования оборудования. Ими варят не только алюминий, но и другие капризные металлы в режиме ручной, электродуговой, полуавтоматической сварки. В них есть система подачи защитного газа в рабочую зону. Стоимость оборудования высокая. Он окупится при большом объеме выездных работ или в мастерской. Его используют при монтаже металлоконструкций, а том числе из алюминия.
Вес
Легкие инверторы, в пределах 5–10 кг, рассчитаны на небольшой ток, они с небольшим набором функций. Для сварки алюминия они не подойдут. Разумеет, есть дорогие компактные модели для состоятельных мастеров. Для бытовой и выездной сварки нужно выбирать оборудование не менее 20 кг весом с учетом комплектующих: газового оборудования, баллона.
Настройки
Новичкам полезно знать, для чего каждая из настроек предназначена, как она работает:
- регуляторы тока с таймером в автоматическом режиме снижают силу рабочего тока;
- форсаж дуги обеспечивает быстрый розжиг;
- реле начальной подачи газа устанавливает временной интервал до наддува защитной атмосферы;
- таймер подачи газа отключает наддув защитной атмосферы через определенное количество времени;
- переключатель прямой и обратной полярности меняет знак потенциала на прижимной клемме;
- балансир импульсного режима регулирует интервал между токовыми импульсами.
Настройки ускоряют процесс сварки, повышают производительность работы. Шов, сделанный на алюминии полупрофессиональным инверторным аппаратом, будет прочным, качественным. Контролируя дугу по ширине и частоте импульсов, легче контролировать рабочую зону, формировать ровный наплавочный валик.
Источник: https://svarkaprosto.ru/oborudovanie/apparat-dlya-svarki-alyuminiya
Это интересно: Аппарат для сварки скруток — как выбрать и использовать?
Сварка алюминия без аргона
Такой способ самый доступный, но, в то же время, самый сложный в технологическом плане.
В качестве оборудования для сваривания алюминия без аргона используется сварочный инвертор или трансформатор с применением специальных электродов.
Какими качествами должно обладать такое оборудование?
- Инвертор должен иметь функцию переключения с переменного тока на постоянный. Все инверторы работают с переменным током, но повышают его частоту.
- При использовании трансформаторного оборудования потребуется дополнительный выпрямитель. Сварка такого устройства тоже работает на переменном токе и не имеет встроенных возможностей его переключения.
- У прибора должна быть возможность смены полярности. Алюминий без аргона варят только на обратной, когда кабель держателя ставят на плюс, а массу — на минус.
- Сварочное оборудование должно обладать достаточной мощностью.
Инвертор с такими возможностями сможет варить алюминиевые изделия, но с использованием специальных электродов.
Положительными качествами такого оборудования является возможность варить сталь и, в то же время, некоторые цветные металлы. Такое оборудование более дешевое в сравнении с приборами тиг сварки.
Однако при этом нужно иметь очень большой опыт таких сварочных работ, покупать специальные электроды и тщательно готовить детали перед их соединением.
Источник: https://WikiMetall.ru/oborudovanie/apparat-dlya-svarki-alyuminiya.html
Виды сварки для работы с алюминием
Отличия в свойствах алюминия и других металлов привели к появлению ряда особенностей при создании неразъемных конструкций. Соединять алюминиевые детали можно с помощью одного из трех видов сварки:
- MIG;
- TIG (AC);
- MMA.
Самым распространенным из перечисленных выше способов был и остается TIG или ручная дуговая сварка. Он применяется для соединения изделий из алюминия и сплавов на его основе ответственного назначения. Несмотря на то, что скорость сварки при этом методе в 4 раза ниже, чем при двух других назвать это недостатком нельзя. Доказательством служит результат, а именно качественный и аккуратный сварочный шов, и практически полное отсутствие пор.
Смотрим видео, сварка методом MIG и MMA:
Соединение деталей осуществляется при помощи штучных электродов обратной полярности. При этом осуществляется общий или местный подогрев изделия до температуры от 250°C. После выполнения сварки кромки должны быть очищены от оксидов и загрязнений, а шлак удален стальными щетками при промывке горячей водой. Этот метод еще называют аргонно-дуговой сваркой, но это не совсем правильно, так как в качестве защитного газа используют:
- Гелий;
- Азот;
- Смеси.
сварки алюминием и её особенности
К достоинствам сварки TIG относятся следующие характеристики:
- Аккуратный шов;
- Возможность управления параметрами дуги;
- Отсутствие брызг;
- Работа на малых тогах дуги.
Однако выполнить соединение деталей этим методом способен только оператор с большим опытом.
Способ сварки MIG предполагает использование полуавтомата и основан на использовании сплошной плавящейся проволоки. Причем агрегат должен быть импульсным, снабженным специальными настройками для работы с алюминием.
Смотрим видео, сварка методом TIG (AC):
Этот способ считается наиболее производительным. Для этого используется инверторный источник питания, который выдает базовый ток и кратковременно – импульсный, больших значений. Такой режим работы позволяет контролировать перенос капель металла от электрода к изделию. Особенностью импульсной сварки является подача проволоки роликами специального механизма.
Недостатком этого метода считают недостаточную плотность наплавленного металла и наличие пор в сварных швах. Поэтому он и не пользуется большой популярностью, проигрывая TIG сварке.
Источник: http://GeneratorVolt.ru/invertornyjj/aspekty-podbora-apparata-dlya-svarki-alyuminiya.html
Как выбрать оборудование для сварки алюминия
Выбирая сварочное оборудование, Вам нужно изначально убедиться в целесообразности его приобретения. Качественные аппараты стоят недешево. Если их использовать редко, то смысл такой покупки не оправдан.
Однако, при надобности покупки сварочного прибора, стоит обращать свое внимание на пункты, указанные в описаниях к каждому из видов.
Главные принципы таковы:
- Возможности регулировать и переключать режимы тока: от самых низких настроек к высоким (максимально допустимая сила должна быть хотя бы 250 А).
- Главное для обычного инвертора ручной дуговой сварки — наличие функции смены полярности и перевод прибора на постоянный ток.
- У сварочных аппаратов с указанной TIG функцией должна быть возможность подключения горелки с подачей аргона. Это минимум. Но желательно, чтобы он имел настройки подачи газа и различных режимов.
- Полуавтоматы, кроме всех указанных возможностей, должны регулировать подачу проволоки.
- Для всех видов аппаратов важно то, кем оно сделано. Очень много дешевых китайских производителей, которые не имеют лицензий на выпуск продукции. Ведущими марками такого оборудования были и остаются ESAB, KAISER, TESLA, RESANTA и другие.
Без опыта лучше всего перед покупкой обратиться к опытному сварщику, который поможет подобрать для Вас требуемое оборудование и укажет на нужные функции.
Если у Вас есть опыт по выбору, приобретению и использованию сварочного аппарат для варки алюминия, поделитесь им в блоке обсуждения этой статьи.
Источник: https://WikiMetall.ru/oborudovanie/apparat-dlya-svarki-alyuminiya.html
Подведем итог
В строительном магазине не смотрите только на цену и имя производителя. Обязательно учитывайте характеристики аппарата для сварки алюминия, записанные в паспорте или сертификате.
Чем больше мощность, указанная там, тем шире у вас поле для экспериментов. В основном, ТИГ-аппараты для сварки алюминия могут работать как на постоянном токе, так и на переменном, так что режимов сварки с ними достаточно.
При работе уделяйте больше времени настройке, так как именно она по большей части отвечает за качественные характеристики соединения. Сила тока и мощность должны сочетаться со свойствами детали и металла в целом.
Сварочные материалы не стоит покупать в подпольных магазинах и на китайских сайтах, так как вы не сможете быть уверены в них на все сто. Особенно это касается газа. Аргон с примесями не сможет хорошо соединить элементы.
И, чем больше времени вы будете уделять практике, тем лучше будут ваши результаты. Старайтесь больше узнавать о нюансах аргонодуговой сварки и настройки полуавтоматов для неё. Тогда у вас обязательно всё получится!
Источник: https://prosvarku.info/apparaty/apparat-dlya-svarki-alyuminiya
Как подготовить соединяемые детали?
Начинать работы следует с тщательной подготовки поверхности, которая включает в себя удаление оксидной пленки. Существует два принципиально разных подхода, которые будут рассмотрены ниже.
Механический метод
Исходя из названия, поверхность обрабатывается с помощью подручных средств:
- Щетки по металлу с низкой жесткостью;
- Наждачная бумага.
Допустимо выполнения работ как вручную, так и с помощью болгарки или другого инструмента.
Использование наждачной бумаги может привести к загрязнению поверхности, что негативно отразится на качестве шва. По этой причине абразив используют только в крайних случаях, при отсутствии других способов очистки.
Щетка по металлу должна быть новой. Если она использовалась для очистки других металлических поверхностей, мелкие частички могут попасть в шов при плавлении металла.
Жесткость должна быть низкой, поскольку цель обработки – удаление тонкого поверхностного слоя. Чрезмерное давление способно нарушить структуру металла.
Химический
Для травления поверхности можно приобрести состав в специализированном магазине или изготовить его самостоятельно. Он включает в себя следующие компоненты:
- литр воды;
- гидроксид натрия (50 мг);
- фторид натрия (45 мг).
Состав наносят на поверхность в течение одной минуты. Процедуру можно проводить за 3 дня до начала работ – за это время защитные свойства будут сохранены.
Опытные сварщики рекомендуют подготовить и прутки. Для этого их травят, промывают, сушат и подвергают кратковременной термообработке.
Источник: https://instanko.ru/osnastka/apparat-dlya-svarki-alyuminiya.html
Плюсы и минусы
Аргонодуговая сварка обладает рядом преимуществ:
- Свариваемая заготовка не подвергается значительной термообработке, что положительно влияет на целостность структуры поверхности.
- Использование защитного газа надежного защищает расплавленный металл от взаимодействия с окружающей средой. Полученный будет иметь однородную структуру и высокие качественные характеристики.
- Использование вольфрамового электрода позволяет равномерно проплавить шов на всех уровнях.
Имеются и недостатки, которые также необходимо учитывать при выборе технологии:
- Присадочный материал подается руками, что снижает производительность, по сравнению с полуавтоматическим режимом.
- Предъявляются высокие требования к квалификации исполнителя.
- Технологическая сложность процесса. Даже незначительные изменения, например соотношения угла наклона горелки к прутку может негативно сказаться на результате.
Источник: https://instanko.ru/osnastka/apparat-dlya-svarki-alyuminiya.html
Подготовка деталей к сварке
Прежде чем начинать сваривать детали их очищают от грязи и жира любым растворителем. Оксидную пленку удаляют щеткой с металлическим ворсом или напильником. Использование абразивного инструмента нежелательно. Крупинки, оставшиеся в царапинах, попадут внутрь шва, что не лучшим образом скажется на его качестве. С кромок толстого алюминия (больше 4 мм) снимают фаски под углом 45 — 65⁰.
Для удаления влаги заготовки подогреваются до 150⁰C. Для снижения риска прожога тонкого металла до нуля под заготовки подкладывают стальные или медные пластины. Они улучшают отвод тепла, что позволяет ускорить процесс, за счет чего экономится энергия и газ. Сварку в среде аргона проводят сразу после подготовки, чтобы алюминий не успел окислиться.
Источник: https://instanko.ru/osnastka/apparat-dlya-svarki-alyuminiya.html
Эксплуатация оборудования при работе
Алюминий варится на высоких токах с большой частотой. Для оборудования такой режим представляет большую нагрузку. Следует соблюдать режим работа-отдых, указанные в техническом паспорте оборудования.
Следует точно настраивать аппарат и проверять заземление.
При работе на полуавтомате с алюминиевой проволокой длина шлангов не должна превышать 3 метра. Сопло следует выбирать шире обычного. Алюминиевая проволока мягкая и при нагреве сильно расширяется. В результате возникает трение и она заедает.
Насадка для газа выбирается с широким соплом и сеткой внутри. Поток образуется равномерный и хорошо закрывает ванну.
Источник: https://instanko.ru/osnastka/apparat-dlya-svarki-alyuminiya.html
Настройка аргонового аппарата
Сначала настраивается расход газа в диапазоне 6 — 12 л/мин по манометру, который ближе к шлангу. Работая в помещении, значение устанавливается в 1,5 раза меньше чем на улице. Завышенный расход создает турбулентные завихрения, которые газ смешивают с воздухом, снижая тем самым надежность защиты зоны сварки.
В зависимости от толщины заготовок настройку аппарата для сварки аргоном по току проводят по таблице:
| Толщина металла, мм | Величина тока, А | Диаметр электрода из вольфрама, мм |
| 1 | 30 — 40 | 1,6 |
| 1,5 | 45 — 60 | 2,3 |
| 2 | 70 -80 | 2,3 |
| 3 | 90 — 120 | 3,2 |
Для алюминия устанавливается полярность 50/50. Однако при работе с чистым металлом для получения тонкого шва и меньшего разогрева электрода регулятор баланса тока сдвигают в сторону отрицательных значений. Для сплавов лучше пользоваться положительным диапазоном, но не увлекаясь. Переменный ток с большой положительной полуволной губителен для электрода.
Время затухания дуги при заваривании кратера, в зависимости от толщины заготовок устанавливается 2 — 4 секунды. Продолжительность подачи аргона после завершения сварки 3 — 5 секунд.
Источник: https://instanko.ru/osnastka/apparat-dlya-svarki-alyuminiya.html
Некоторые особенности алюминия и сплавов на его основе
Алюминий отличается от других металлов высокой теплопроводностью, химической активностью и малым удельным весом. Сварочный аппарат для алюминия должен быстро работать и хорошо защищать сварочную ванну. Обычное оборудование для металлоконструкций и подварки кузовов не сможет обеспечить подходящие для сварки алюминия режимы.
Алюминий быстро окисляется даже в холодном состоянии при комнатной температуре. Образующаяся сверху оксидная пленка намного тверже, чем основной металл и плавится при 2000⁰C, что в 2 раза выше плавления самого алюминия. Частично прочность легких дюралевых деталей обеспечивает твердая пленка окиси алюминия. При механической зачистке до чистого металла на открытом воздухе окисная пленка очень быстро восстанавливается.
У алюминия высокий коэффициент линейного расширения при нагреве. Если детали перегреть, то их сильно покоробит.
Высокая теплопроводность способствует быстрому распространению тепла по телу детали и такому же почти мгновенному охлаждению шва, когда шлак еще не вышел наружу.
Источник: https://instanko.ru/osnastka/apparat-dlya-svarki-alyuminiya.html
Технология выполнения сварки для начинающих
Процесс аргоновой сварки алюминия выполняется не постоянным током, а переменным. Так можно добиться лучших результатов. Свой первый шов лучше начинать на тренировочной поверхности:
- Необходимо выставить пластины в удобное положение. Разделка кромок выполняется по тем же параметрам, что и остальные виды металлов.
- Желательно произвести прогрев материала до 150 градусов, чтобы удалить влагу.
- Щеткой снимается верхний тугоплавкий слой. В качестве альтернативы можно воспользоваться растворителем.
- Горелка подносится к изделию так, чтобы между электродом и поверхностью оставалось 3 мм. Нажимается кнопка и зажигается дуга. Текучесть алюминия зависит от примесей в составе.
- При возникновении небольшой лужицы расплавленного металла (сварочной ванны) можно подавать в зону сварки присадку.
- Горелку необходимо вести ровно, справа налево. Колебательные движения понадобятся в случае широкого шва. На переменном токе будет слышен характерный треск сварки.
- При завершении шва нажимается кнопка и дуга плавно затухает. Горелка удерживается над зоной сварки до полного прекращения продувки газом.
Источник: https://instanko.ru/osnastka/apparat-dlya-svarki-alyuminiya.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://srbu.ru/instrumenty-i-oborudovanie/1704-svarochnye-apparaty-dlya-alyuminiya.html: использовано 1 блоков из 4, кол-во символов 2681 (11%)
- http://GeneratorVolt.ru/invertornyjj/aspekty-podbora-apparata-dlya-svarki-alyuminiya.html: использовано 1 блоков из 5, кол-во символов 2271 (10%)
- https://WikiMetall.ru/oborudovanie/apparat-dlya-svarki-alyuminiya.html: использовано 3 блоков из 5, кол-во символов 3211 (14%)
- https://instanko.ru/osnastka/apparat-dlya-svarki-alyuminiya.html: использовано 8 блоков из 13, кол-во символов 9328 (40%)
- https://svarkaprosto.ru/oborudovanie/apparat-dlya-svarki-alyuminiya: использовано 3 блоков из 5, кол-во символов 4518 (19%)
- https://prosvarku.info/apparaty/apparat-dlya-svarki-alyuminiya: использовано 2 блоков из 5, кол-во символов 1496 (6%)