Газовая сварка – метод работы по обработке и скреплению металла, который используется техниками уже более ста лет. За это время многое успело измениться, у оборудования для газовой сварки появились конкуренты, среди которых в том числе и электрическая дуга, но предпочтение этому способу работы продолжают отдавать многие специалисты. Что же их привлекает в газовых горелках и есть ли явная выгода в использовании подобного способа.
Источник: https://electrod.biz/oborudovanie/dlya-gazovoy-svarki.html
Содержание
- 1 Общая информация
- 2 Какие преимущества газовой сварки можно выделить?
- 3 Дополнительные инструменты и материалы
- 4 Основные виды газовой сварки
- 5 Ацетиленовые генераторы
- 6 Заключение
- 7 Правила эксплуатации резака по металлу
- 8 Какие виды газовых горелок применяются для сварки
- 9 Критерии выбора
- 10 Соблюдаем технику безопасности
- 11 Особенности газосварки
- 12 Почему следует обращаться именно к нам
- 13 Плюсы и минусы газосварки
Общая информация
Технология газового сваривания и резки металлов – это методика обработки металлических объектов при помощи горючих газов. Чаще всего используется смесь кислорода и ацетилена. Однако ацетилен может быть заменен другими газами (метаном, водородом).
Горючие вещества поставляются в специальных баллонах и подаются отдельно. Эта сварка используется и в XXI веке, ведь для ее применения не нужно питание от электросети. А в наш век с этим все еще есть перебои.
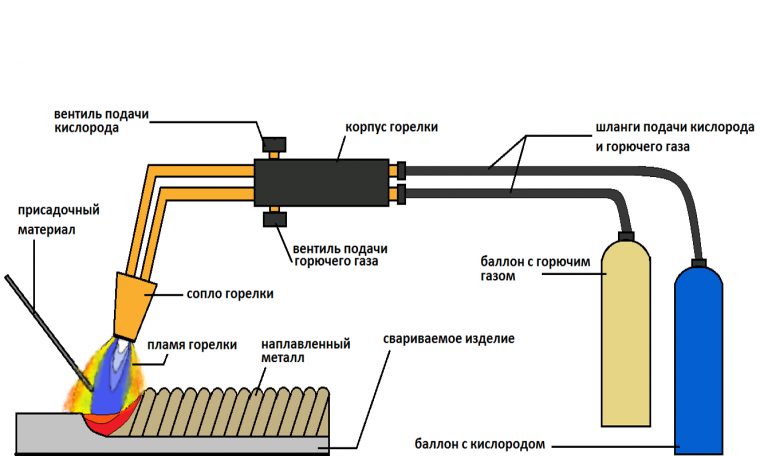
Принцип работы технологии прост. К горелке шлангами подсоединяются баллоны. Смешение рабочих газов происходит уже в горелке. Подающаяся в сопло смесь поджигается.
Горение рабочего газа достигает 3000°С. Этой температуры хватает для обработки многих видов металлов. Полотно шва создается либо сплавлением кромок, либо при помощи присадочного прутка.
Для выполнения газосварочной или резочной работы нужно собрать сварочный пост.
В его комплект входят баллон с кислородом, баллон с ацетиленом или его заменителем, редуктор, два шланга (для кислорода всегда используется синий), и рабочий элемент (горелка или резак).
Никакой сварочный аппарат в пост не входит. Технология газового сваривания не нуждается в подобных агрегатах, ведь устроена по другим принципам.
Любой сварочный аппарат питается от электроэнергии, а главным плюсом этого типа сварки является работа без электричества. Поэтому сами термины «аппарат для газовой сварки» или «аппарат для газовой резки» — это заблуждения.
При работе с газовым свариванием или резкой металла более точным будет термин «комплект газосварочного оборудования» либо «сварочный пост».
Источник: https://prosvarku.info/apparaty/gazovaya-svarka-vybor-apparata
Какие преимущества газовой сварки можно выделить?
Газовая сварка подразумевает соединения металлов в момент их плавления. В результате формируется буквально гомогенная структура, которая весьма легко меняет свою форму и поддается обработке. Горение газа в этот момент осуществляется благодаря введению в баллон чистого кислорода.
Среди основных преимуществ работы с этим типом сварки можно выделить:
- Возможность использования простого оборудования и аппаратуры (достаточно обычного сварочного инвертора и полуавтоматического аппарата).
- Применимость аппарата в домашних условиях (при соблюдении правил техники безопасности), ведь все необходимые компоненты и расходные материалы приобретаются в специализированных магазинах.
- В некоторых случаях газовую сварку можно выполнять даже без применения специального источника энергии, иногда даже позволяется работать без защитных средств, хотя это очень редкая ситуация.
- В том числе вы можете самостоятельно регулировать мощность работы своего аппарата, контролировать скорость нагрева и степень, которые будут необходимы вам при работе.
Источник: https://electrod.biz/oborudovanie/dlya-gazovoy-svarki.html
Дополнительные инструменты и материалы
Но только вышеперечисленного оборудования недостаточно для проведения газосварочных работ. Помимо газосварочного аппарата, необходимо подготовить и дополнительные инструменты:
- Фиксаторы. Необходимы для облегчения газосварочных работ и повышения качества создаваемого соединения. Если деталь надежно зафиксирована в статичном положении, то работать с ней заметно проще.
- Подъемник. Когда возникает необходимость соединить громоздкие детали, которые сложно перенести на стол вручную.
- Монтажный инструмент. Включает набор гаечных или разводных ключей, используемых для надежного крепления ключевых элементов сварочного поста.
- Сопутствующий инструмент. В этот список следует включить ножовки по металлу, кувалды, пассатижи, молотки и прочие приспособления.
- Вытяжка. Сварка, предполагающая соединение металлов с помощью газа, в обязательном порядке требует наличия эффективной вентиляции.
Одним из принципов технологии сварки газом является использование присадочной проволоки, которой заполняется сварная ванночка. Проволоку для сварки необходимо выбирать с учетом состава поверхностей, которые необходимо сварить. Она в обязательном порядке должна иметь равномерную и гладкую структуру. Помимо этого, при сварке газом используются флюсы. Речь идёт о специальных составах, выпускаемых в виде пасты или порошка, которые наносят на присадку и кромки для защиты расплава от окислов.
Источник: https://tokar.guru/stanki-i-oborudovanie/gazovoe-oborudovanie/gazosvarochnoe-oborudovanie-inventar-modeli-i-harakteristiki.html
Основные виды газовой сварки

Особенности соединяемых металлов и их сплавов, форма заготовок, направление сварки газом и прочие факторы оказывают значительное влияние на ее технику.
Газовая сварка разработана для соединения чугуна, а также цветных металлов, поскольку, в отличие от дуговой, она выполняется быстрее и качественнее. Единственным исключением является легированная сталь. Причина – низкий коэффициент теплопередачи этого сплава, из-за которого заготовки значительно деформируются.
К настоящему времени разработаны разнообразные виды газовой сварки. Это «левая» и «правая», а также ванночками, многослойная и газовая сварка валиком.
При «правом» виде сопло сварочного аппарата ведется слева направо. Подача присадки осуществляется после прохождения соплом свариваемого участка. Пламя из сопла плавит присадку. Температура, при которой она расплавляется, как правило, меньше температуры плавления заготовки. Потому растопленная присадка ровно покрывает шов сверху.
«Левый» вид газовой сварки называют основным. При его использовании идет обратный процесс – справа налево, при этом подача присадки происходит спереди. Данный вид считается более простым, однако используется исключительно для листового тонкого металла. Помимо всего, он еще и менее экономичный, поскольку расход газовой смеси и присадки выше.
Вид соединения валиком применяют для листов металла и считают более трудоемким. Формой шов напоминает валик, откуда и пошло название. Имеет высокое качество – без шлаков, воздушных лакун и пор.
Ванная сварка – значительно более сложный вид газового соединения, требующий особого умения и навыков. Заключается он в спиральной укладке присадки в сварной шов, когда на проволоку воздействует пламя разной температуры, проходя через нее. Витки спирали немного перекрывают друг друга. Применяется для газовой сварки низкоуглеродистой листовой стали.
Многослойный вид газовой сварки считается сложнейшим из известных. Принцип его действия заключается в наплавке верхнего слоя на нижний с полным прогревом всех нижних слоев. Для получения качественного шва необходимо постоянно отслеживать положение стыков швов, они не должны находиться друг под другом.
Для каждого из описанных выше типов газовой сварки характерны свои виды швов.
Все указанные виды газовой сварки металла могут проходить с использованием флюса, который зависит от соединяемого металла. Флюс необходим для создания защиты сварного шва от снижающих его качество окислов.
Источник: https://vt-metall.ru/articles/373-vidy-gazovoj-svarki
Ацетиленовые генераторы
Генераторы для сварки вырабатывают ацетилен, который получается при соединении карбида кальция с водой. Такие аппараты бывают мобильными и стационарными. По выходному давлению их делят на 3
-
 генераторы низкого давления до 0,1 атмосферы;
генераторы низкого давления до 0,1 атмосферы; - среднего от 0,7 до 1,5 атм.;
- высокого давления свыше 1,5 атмосферы.
При этом аппараты могут производить от 0,3 м3 до 160 м3 ацетилена в час.
По способу получения газа генераторы делят на пять видов:
«КВ». В этих генераторах карбид поступает в воду небольшими порциями. При падении давления ниже порогового поступает новая порция карбида. Гашеный карбид кальция удаляется через нижний выпускной клапан. Из-за больших габаритов используется в стационарных установках. Имеет наивысший выход ацетилена.
«ВК». Здесь вода попадает на карбид. Вода подается небольшими порциями, по мере снижения давления. Такой способ называется «ВК по мокрому принципу». Аппарат имеет простую и надежную конструкцию. Производительность до 10 м3. Недостатком является неполное гашение карбида кальция.
«ВК» по сухому процессу. В камеру с карбидом кальция вода подается дозированно. При образовании ацетилена выделяется теплота, которая испаряет излишки воды. За счет этого гашеный карбид получается сухой. Отсюда и название.
«ВВ». В генераторах этого вида получение газа получается за счет вытеснения воды из камеры газообразования корзиной с карбидом кальция. При падении давления вытесненная вода поступает обратно в камеру. Аппарат применяется в передвижных сварочных постах.
«ПК». В генераторах используется комбинированный принцип получения газа. Совмещаются два способа: «вода на карбид» и « вытеснение воды». Используется в передвижных установках. Обладает плавной регулировкой подачи газа.
Источник: https://svaring.com/welding/apparaty/apparat-dlja-gazovoj-svarki-i-rezki
Это интересно: Мини сварочный аппарат для мелких работ — что это такое?
Заключение
Газовая сварка на протяжении многих лет остается популярным видом обработки металлов. Она проста в применении. Не требует питания от электросети или сварочного генератора.
Для того, чтобы сварить или разрезать металл газом, нужно собрать сварочный пост из пары баллонов и шлангов, горелки и редуктора. В этот комплект не входит никакой газовый аппарат – таких не существует.
Аппараты для такой сварки и резки – это миф, заблуждение новичков. Для газовой обработки нужен только комплект сварочного поста и сварщик.
Выбирая детали для поста, нужно обращать внимание на параметры моделей и сборку. У баллонов обязательно должен быть технический паспорт.
Горелку или резак нужно выбирать с тщательностью. Эти приборы отвечают за смешение и подачу газов в рабочую зону. От этого зависит безопасность во время сварки, здоровье работника.
Качественные детали не только улучшают надежность соединения, но и защищают от травм.
Источник: https://prosvarku.info/apparaty/gazovaya-svarka-vybor-apparata
Правила эксплуатации резака по металлу
Предварительно убедитесь, что все трубки подключены правильно, смажьте краны глицерином и плотно закрутите. Обезжирьте поверхность, иначе произойдет взрыв от соприкосновения жира и кислорода. Теперь приступайте к основному этапу резки:
- сначала откройте кран с кислородом, потом с горючим газом;
- подожгите выходящий состав смеси;
- отрегулируйте струю до необходимого размера и скорости;
- пройдитесь по металлической поверхности в месте разреза с целью прогрева;
- открыть вентиль с кислородом, выполнить разрез;
- сначала закройте подачу горючего газа, следом закройте трубу с кислородом;
- остудите наконечник.

Стоит напомнить про средства индивидуальной защиты. Перчатки, маска и натуральная рабочая одежда должна присутствовать на мастере. Подберите удобную обувь.
Источник: https://svarka-weld.ru/gazovyj-rezak-po-metallu
Какие виды газовых горелок применяются для сварки

Газовая горелка – важный и достаточно сложный элемент сварочного оборудования, хотя на первый взгляд таковым не является. Она необходима для получения факела, которое воздействует на металл, и помогает регулировать объем и мощность пламени в определенных границах.
Конструкции газовых горелок делятся на:
- инжекторные;
- безынжекторные.
По виду используемого газа они подразделяются на:
- ацетиленовые;
- под жидкое горючее, а также иные газы.
По способу обработки делятся на:
- ручные,
- машинные.
1. Инжекторный и безынжекторный виды горелок для сварки с помощью газа.
Необходимость поддержания требуемого уровня давления подаваемого газа привела к снабжению горелки струйным насосом. Высокое давление газа не требует включения насоса, поскольку горючее подается с уже необходимым уровнем. Но если газ находится в баллонах под низким давлением, то его расход увеличивается. В таком случае давление искусственно увеличивают. Именно тогда применяется подача при помощи инжектора – принудительно. Затем в сварочной камере горелки происходит смешивание кислорода с иными газами до получения требуемой смеси, которая и создает факел.
Более простыми являются горелки, в которых нет инжектора. Газы (кислород и горючее) для факела поступают в смеситель посредством системы подачи. В нее входят: шланги, вентили и ниппели. Однородной смесь для качественного пламени становится уже в смесителе.
Она проходит по трубке наконечника и подается на мундштук, затем ее поджигают, образуя необходимое для работы пламя. Следует тщательно следить за параметрами давления подачи смеси из мундштука – таким образом можно регулировать процесс горения. Скорость, с которой смесь ацетилена и кислородом вырывается из мундштука, может равняться 70–160 м/сек. Если она будет недостаточной, то смесь, попадая внутрь горелки, взрывается в ней. Если слишком высокой – факел отрывается от горелки и тухнет.

В горелках высокого давления может использоваться метан и водород. Они достаточно просты в работе, но применяются значительно реже инжекторных горелок низкого давления.
2. Работа горелки низкого давления.
Система подачи (ниппель и регулировочный кран) поставляет кислород высокого давления (4 атм) в горелку. Газ проходит на высокой скорости через инжектор. В камере струйного насоса кислород своей струей создает пониженное давление (ниже атмосферного), благодаря чему в нее поступает горючий газ. Он проходит через ниппель и вентиль, а потом и инжектор, смешивается с кислородом в смесительной камере. Затем с необходимой для работы скоростью подается на мундштук.
В процессе работы расход кислорода неизменен, поскольку не подвержен внешним факторам. Чего не скажешь об ацетилене, на который влияют колебание давление, нагрев мундштука, возрастание сопротивления. Что приводит к повышенному его расходу.
3. Другие виды горелок.
Газовые горелки, функционирующие на жидком топливе, например, керосине, бензине, применяются в ряде отраслей промышленного производства. Принцип работы данного вида горелок заключается в распылении смеси кислорода и керосина и последующего испарения мелких капелек горючего нагревом мундштука.
Для эксплуатации этого вида горелок в безаварийном режиме необходимо соблюдать следующие требования безопасности:
- отслеживать форму сварочного пламени;
- регулировать факел в необходимых границах;
- устройство должно быть защищено и неуязвимо для воздействий извне;
- горелка должна быть удобна в использовании.
Чаще всего для проведения газовой и плазменной сварок применяется ацетилено-кислородная смесь. В качестве ее замены может быть использован пропан. Однако такой вид работ достаточно сложен и не под силу новичку, так как требует вдумчивой предварительной подготовки, что, несомненно, скажется на качестве шва и облегчит работу.
Источник: https://vt-metall.ru/articles/373-vidy-gazovoj-svarki
Критерии выбора
- Базовым принципом, на основании которого рекомендуется выбирать оборудование для сварки газом, является тип запланированных работ. В зависимости от того, планируется резка или соединение, и делается выбор наиболее доступного по цене газа. В большинстве случаев для сварки газом используется ацетилен.
-
 А также при выборе газосварочного оборудования необходимо учитывать толщину металла. Ацетилен рекомендуется использовать, когда необходимо сварить детали из низкоуглеродистых и легированных сталей, имеющие толщину не более 20 мм. Чтобы разрезать толстостенный металл до 400 мм, необходим пропан, который применяют со стандартным режимом давления. Если же свариваемые изделия имеют толщину порядка 400−800 мм, то в этом случае потребуется повышенная продувка кислородом, а это чревато повышением давления в газопроводе.
А также при выборе газосварочного оборудования необходимо учитывать толщину металла. Ацетилен рекомендуется использовать, когда необходимо сварить детали из низкоуглеродистых и легированных сталей, имеющие толщину не более 20 мм. Чтобы разрезать толстостенный металл до 400 мм, необходим пропан, который применяют со стандартным режимом давления. Если же свариваемые изделия имеют толщину порядка 400−800 мм, то в этом случае потребуется повышенная продувка кислородом, а это чревато повышением давления в газопроводе. - Еще одним важным критерием выбора являются технические возможности используемой газовой горелки или резака.
Источник: https://tokar.guru/stanki-i-oborudovanie/gazovoe-oborudovanie/gazosvarochnoe-oborudovanie-inventar-modeli-i-harakteristiki.html
Соблюдаем технику безопасности
Газовая сварка – один из немногих примеров сложных технических работ, при которых одновременно используются и газ, и искра. Неправильное применение аппарата может привести к серьезным последствиям, избавляться от которых будет либо сложно, либо практически невозможно.
Приводим самые основные правила техники безопасности при работе со сварочным аппаратом:
- Ни в коем случае не разрешается осуществлять сварочные работы вблизи легко воспламеняющихся материалов (бензин, керосин, пакля или стружка).
- В случае если вы работаете со сваркой в закрытом помещении, периодически выходите на свежий воздух и соответственно старайтесь максимально часто проветривать цех, в котором работаете.
- Особенно важно позаботиться об установке вентиляции в помещение тем, кто занимается газопламенной обработкой металла.
- Следите за тем, чтобы в корпусе генератора всегда было нужное количество воды, иначе перегрева будет не избежать. Баллон с кислородом необходим держать всегда под одной единицей давления.
- При работе следите, что пламя горелки было направлено точно в противоположную сторону от источника газопитания.
- Важно следить, чтобы все работы по резке и сварке осуществлялись хотя бы на расстоянии не меньше 10 метров от перепускных рамп и ацетиленовых генераторов. При этом все загрузочные коробки должно иметь постоянный уровень карбида (не переполняться).
Сварочные работы считаются одними из самых сложных и опасных, поэтому при их выполнении особенно важно учитывать технику безопасности и осмотрительно подходить к выбору оборудования. Нередки случаи, когда длительное неправильное использование сварочных аппаратов приводило к возникновению сложных заболеваний.
Будьте внимательны при работе и обращении со сварочным оборудованием, это поможет сделать процесс безопасным, а резку или скрепление металлов надежными и аккуратными.
Источник: https://electrod.biz/oborudovanie/dlya-gazovoy-svarki.html
Особенности газосварки
Технология газовой сварки и резки на соответствующем аппарате имеет свои нюансы в зависимости от характеристик металла. Сварку низкоуглеродистых сплавов делают любым газом.
При газовой сварке легированных сталей используют проволоку с примесью хрома и никеля. Чугунные изделия варят специальным пламенем, предотвращающим образование белого чугуна.
При газовой сварке медных предметов зазор должен быть минимальным, а пламя большой мощности. Используется присадочная медная проволока и раскисляющий флюс. Латунные изделия сваривают при большой подаче кислорода с использованием латунной проволоки.
Источник: https://svaring.com/welding/apparaty/apparat-dlja-gazovoj-svarki-i-rezki
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Источник: https://vt-metall.ru/articles/373-vidy-gazovoj-svarki
Плюсы и минусы газосварки
 Газосварочным оборудованием можно пользоваться везде. Оно не требует источников электроэнергии. Соединение материалов получается за счет энергии пламени.
Газосварочным оборудованием можно пользоваться везде. Оно не требует источников электроэнергии. Соединение материалов получается за счет энергии пламени.
Технология процесса газовой сварки или резки проста. Процесс легко регулировать, уменьшая или увеличивая энергию пламени. Невысокая температура пламени позволяет проводить постоянный визуальный контроль через темные очки.
К минусам работы на газовом аппарате относится очень медленный нагрев свариваемых изделий, особенно при сопоставлении с электродуговой сваркой. Зона нагрева при газосварке очень большая.
При соединении толстостенных изделий производительность значительно ниже, чем при производстве работ электросваркой, и она плохо поддается автоматизации.
Запрещается проводить газовую сварку вблизи огнеопасных веществ. При работе с газовым аппаратом в помещениях должна быть предусмотрена вентиляция. Ацетиленовый генератор должен находиться на дистанции более 10 м от места сварки или резки металла.
Генератор должен иметь достаточно воды, а количество карбида кальция не превышать объем загрузочной корзины. Запрещено использовать кислородные ресиверы с содержанием газа меньше нормы. В процессе сварки пламя направляется в противоположную сторону от газовых ресиверов. Сварочные работы проводятся в очках и спецодежде.
Источник: https://svaring.com/welding/apparaty/apparat-dlja-gazovoj-svarki-i-rezki
Количество использованных доноров: 7
Информация по каждому донору:
- https://prosvarku.info/apparaty/gazovaya-svarka-vybor-apparata: использовано 2 блоков из 4, кол-во символов 2526 (11%)
- https://vt-metall.ru/articles/373-vidy-gazovoj-svarki: использовано 3 блоков из 6, кол-во символов 7689 (32%)
- https://svaring.com/welding/apparaty/apparat-dlja-gazovoj-svarki-i-rezki: использовано 3 блоков из 7, кол-во символов 3666 (15%)
- https://tokar.guru/stanki-i-oborudovanie/gazovoe-oborudovanie/gazosvarochnoe-oborudovanie-inventar-modeli-i-harakteristiki.html: использовано 3 блоков из 6, кол-во символов 2871 (12%)
- https://metallmaster.org/svarochnoe-oborudovanie/gazosvarochnoe-oborudovanie.html: использовано 1 блоков из 6, кол-во символов 1435 (6%)
- https://svarka-weld.ru/gazovyj-rezak-po-metallu: использовано 2 блоков из 5, кол-во символов 1702 (7%)
- https://electrod.biz/oborudovanie/dlya-gazovoy-svarki.html: использовано 4 блоков из 5, кол-во символов 4159 (17%)