Сварочные горелки применяются, чаще всего, для оплавления металла, чтобы надежно соединить отдельные детали между собой, и предназначены они для получения пламени. Постараемся досконально рассмотреть разновидности этих приборов и освоить их работу.
Источник: https://remoskop.ru/svarochnye-gazovye-gorelki-argonodugovoj-svarki.html
Содержание
- 1 Сварочная горелка для полуавтомата
- 2 Источники сварочного тока
- 3 Виды аппаратов
- 4 Как правильно подключить прибор
- 5 Классификация видов дуговой аргоновой сварки
- 6 Сварочные горелки для газовой сварки
- 7 Оборудование для аргонодуговой сварки
- 8 Устройство и принцип работы
- 9 Горелка для тиг сварки
- 10 Как изготовить горелку своими руками
- 11 Инверторная сварка в аргоне
- 12 Горелки для полуавтоматической сварки – особенности работы
- 13 Горелка для точечной сварки
- 14 Автоматическая сварка – кто контролирует качество?
- 15 Аргонодуговая сварка в домашних условиях
- 16 Этапы и правила ручной сварки в аргоне
- 17 Краткий обзор популярных производителей
- 18 Варим в аргоне алюминий
- 19 Варим в аргоне медь
Сварочная горелка для полуавтомата
 Показатели сварочной горелки для полуавтомата зависят от вида охлаждения, вида разъема для подключения к сварочному оборудованию и от номинального тока сварки.
Показатели сварочной горелки для полуавтомата зависят от вида охлаждения, вида разъема для подключения к сварочному оборудованию и от номинального тока сварки.
Такой вид сварки отличается от ручной возможностью в процессе сварки охлаждать горелку. Горелка к сварочному полуавтомату активно применяется для проведения сварочных работ в труднодоступных местах.
Горелка сварочная для полуавтомата состоит из 3-х основных частей:
- сварочная горелка;
- шлейф сварочной горелки;
- элемент контактного соединения.
 Горелка для полуавтоматической сварки служит для связи с процессом сварки. По шлейфу горелки осуществляется подача сварочной проволоки и жидкости для охлаждения, а также тока для сварки и защитного газа или флюса.
Горелка для полуавтоматической сварки служит для связи с процессом сварки. По шлейфу горелки осуществляется подача сварочной проволоки и жидкости для охлаждения, а также тока для сварки и защитного газа или флюса.
Элемент контактного соединения нужен для соединения источника сварки полуавтомата и сварочной горелки.
Рукоятка горелки изготавливается с использованием литого материала. Материал обладает изоляционными свойствами. Наконечники изготавливаются из различных материалов: медь, вольфрам и медь, бронза, сплав из меди и графита.
Лучшими наконечниками являются наконечники из вольфрама и меди. Сварочная горелка для полуавтоматической сварки с такими наконечниками имеет более длительный срок использования.
Источник: https://metallmaster.org/shkola-svarschika/svarochnaya-gorelka.html
Это интересно: Газовое сварочное оборудование — что это такое?
Источники сварочного тока
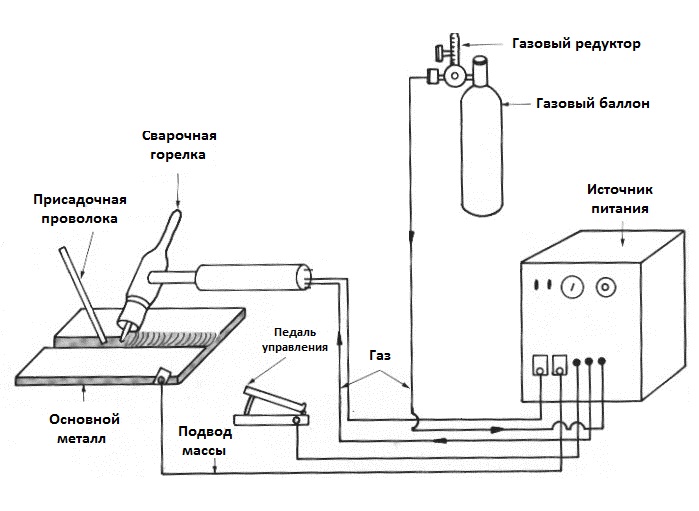
Рисунок 2. Схема установки для аргоновой дуговой сварки.
В качестве источника сварочного тока можно использовать обычные сварочные аппараты с переменным или постоянным напряжением на выходе. Для сварки деталей из алюминия необходимо использовать переменный ток. Во всех остальных случаях предпочтительнее постоянный ток с прямой полярностью подключения. Также можно использовать инверторные сварочные аппараты и другие современные устройства, обеспечивающие необходимую мощность. Торговые организации предлагают большой модельный ряд полных комплектов и различных устройств для сварки в защитной среде от различных производителей. В продаже имеются горелки с регулятором силы тока и дисплеем, отображающим его величину. Но стоимость таких устройств может осилить лишь серьезное предприятие со стабильным объемом работ. Для домашней мастерской и небольших и периодических работ намного дешевле изготовить комплект оборудования самостоятельно, со временем модернизируя и расширяя его.
Источник: https://expertsvarki.ru/oborudovanie/gorelka-dlya-argonodugovoj-svarki.html
Виды аппаратов
Выделяют несколько типов горелок для аргонно-дуговой сварки. Обычно их разделяют по типу охлаждения и по виду конструкции.
Производство аргонового термобура бывает:
- С природным охлаждением. Весь процесс происходит естественным образом при помощи кислорода. Такие горелки используют для сварки коротких швов. Сила тока при этом не должна превышать 200 Ампер. Если не следовать этому правилу – прибор будет слишком перегрет.
- С жидкостным охлаждением. Температура такого аппарата снижается за счет действия воды. Эти агрегаты используются во время сварки длинных швов. Ток при такой работе может быть разным. Благодаря особой конструкции светоча к корпусу последнего поступает вода, что его отличает от горелок с естественным охлаждением.
По конструкции бывают такие виды горелок для аргонодуговой сварки:
- С вентилем. Считаются очень простыми в работе. Чтобы газ начал выходить, нужно раскрутить вентиль. Для работы такие установки подсоединяют к инверторам. Чтобы дуга зажглась, нужно слегка постучать проволокой о сварочную поверхность. Явный минус такой конструкции – невозможность работать с алюминием.
- Механизмы с кнопками. Это новый тип горелок, которые работают благодаря кнопке. Последние могут работать со многими функциями. Например, подавать газ, контролировать сварочный ток или горение дуги. Такие горелки легко используют на практике. Они позволяют сделать шов ровным и аккуратным.
- Агрегаты с вентилем и кнопкой. Считаются одними из наименее популярных типов горелок. Новичкам с ними справиться не просто, а профессионалы уважают универсальные аппараты.
Источник: https://prosvarku.info/prisposobleniya-i-detali/gorelka-dlya-argonodugovoj-svarki
Как правильно подключить прибор

Для того, чтобы машина работала правильно, нужно научиться подключать горелку для аргонодуговой сварки. Если у вас зарубежная модель, есть 2 способа подключения:
Применение силовых вставок. Аппарат подсоединяют к гнезду от 25 до 50 квадратных миллиметров. Диаметр контакта должен быть от 9 до 13 миллиметров. Что касается аргона, то его нужно подводить по отдельному шлангу с оплеткой из меди.
Работа с накидкой гайкой вида G3/8. Подсоединяйте аргон так, как описано в первом пункте.
Источник: https://prosvarku.info/prisposobleniya-i-detali/gorelka-dlya-argonodugovoj-svarki
Классификация видов дуговой аргоновой сварки

Инвертор и аргон для сварочных работ.
Аргонно-дуговая сварка подразделяется на виды по уровню механизации работы:
- Ручной вариант выполняется сварщиком: и перемещение горелки, и подачу сварочной проволоки. В этом методе используются только неплавящиеся вольфрамовые электроды.
- Механизированная или полуавтоматическая: проволока подается машиной, а горелку держит сварщик. Популярнейший пример такого метода – сварка нержавейки полуавтоматом. Механизированная аргонодуговая сварка плавящимся электродом также относится к этой группе способов. Сварка нержавейки полуавтоматом в среде углекислого газа – еще одна новая узко специализированная технология в рамках этого вида сварочных работ.
- Автоматическая аргонодуговая сварка: автомат дистанционно управляется оператором и выполняет перемещение горелки и подачу проволоки. В последнее время все чаще встречаются машины – роботы, не требующие участия даже оператора. Сварка нержавеющих труб в основном производится с помощью роботов. Автоматическая аргонодуговая сварка неплавящимся электродом становится весьма распространенной технологией в промышленности.
Источник: https://tutsvarka.ru/vidy/svarka-argonom
Сварочные горелки для газовой сварки
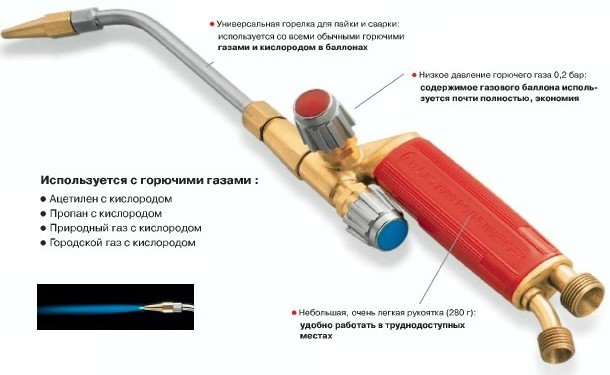
Существует масса сварочных агрегатов, поэтому и классификация сварочных горелок также не ограничивается парой вариантов. Газовая сварка предназначена для плавления металлов в зоне соединения почти до текучего состояния. При обработке материала в качестве источника пламени используется газ, а это, чаще всего, природный, нефтяной газ или пары керосина. Данный вид сварки используют для того, чтобы расплавить тонкие листы стали, чугуна, сварить алюминиевые элементы, а также для устранения дефектов литья.
Газовые горелки имеют, конечно же, плюсы и минусы. К плюсам можно отнести простоту использования и отсутствие подключения к электроэнергии. В качестве минусов выступают: весьма сложная механизация, маленькая концентрация тепла и дороговизна самого вида сварки (в сравнении с электрической). Процесс работы, который осуществляют сварочные газовые горелки, можно разделить на три этапа: подготовка, смешение, горение.

Во время первого этапа осуществляется настройка горелки, определяется оптимальная скорость, направление и мощность. После этого наступает второй этап – смешение топлива и кислорода, в результате которого образуется смесь. Это приводит к тому, что кислород через специальные трубки засасывается внутрь и смешивается с газом, и уже на третьем этапе образуется пламя. Образовавшаяся смесь воспламеняется с помощью приспособления на конце трубки.
В современных горелках находится электрический розжиг, только он способен стабильно поддерживать пламя. Главное отличие таких приспособлений – длительный срок службы.
Устройство сварочной горелки на газу весьма простое. Зажигание происходит за пару секунд, а сама она работает безотказно. В наши дни газ стал самым популярным продуктом, и аппараты, работающие на нем, также пользуются большим спросом. Используется газовая горелка, чаще всего, в промышленной отрасли. За счет того, что она очень легкая и мощная, она способна работать даже в ветреную погоду. Поэтому эти модели подходят для всех ремонтных работ и способны нагревать поверхность до четырехсот градусов по Цельсию.
Газовой горелке нельзя давать работать в режиме перегрева очень долго (не более 30 секунд), после чего надо выключить ее и перевернуть баллон, так как внизу баллона находится пропан, он создает основное давление. Туристические газовые горелки – это основной элемент гаражей, дач, палаток. За счет того, что кислород, попадая в нее и смешиваясь с газом, образует горючую смесь, которая по специальной трубке переносится к основанию, и образуется порция пламени – факел.
Источник: https://remoskop.ru/svarochnye-gazovye-gorelki-argonodugovoj-svarki.html
Оборудование для аргонодуговой сварки
Сварочные работы в защитной среде газов выполняют как с помощью фирменных установок предназначенных непосредственно для аргонно-дуговой сварки, так и модифицированными аппаратами, используемыми для других работ. В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
- Сопла для сварки — предназначены для обеспечения работы горелки. Так как при нагревании температура сварочной ванны достигает 2000° градусов, для производства сопел используется специальный термоустойчивый материал. Практика показала, что керамическое сопло для аргонодуговой сварки является оптимальным решением этого вопроса. В зависимости от толщины и структуры металла может понадобиться разный диаметр сопла.
-
Горелка — конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
- Осциллятор — это устройство обеспечивает поджигание дуги с помощью бесконтактного метода. Преимуществом использования осциллятора является возможность поддержания стабильной дуги при использовании переменного тока. Сварочные аппараты для аргонодуговой сварки не могут обойтись без осциллятора, так как зачастую приходится обрабатывать металлы без возможности непосредственного прикосновения электродом к поверхности. Особенностью осциллятора является то, что он генерирует разряд с мощностью 4-8 кВт, достаточный для пробивания дугового промежутка.
- Балластный реостат — еще одна необходимая деталь. Балластный реостат помогает регулировать силу тока подаваемого на дугу и подбирать оптимальные параметры при работе с различными металлами. Профессиональный инверторный сварочный аргонодуговой аппарат для сварки, часто имеет встроенный балластный реостат. Не помешает реостат и при работе начинающего мастера на оборудовании бытового предназначения.
- Источник напряжения — существуют как трансформаторные установки, так и сварочные инверторы для аргонно-дуговой сварки. Инверторный вариант более предпочтителен. Инвертор создает равномерное напряжение необходимой частоты, что обеспечивает условия для качественного наложения сварного шва. Инверторная установка аргонодуговой сварки может работать как от напряжения в 220В, так и от 380В. Максимальная производительность достигается при подключении к трехфазной сети.
- Дополнительные аксессуары — для выполнения сварных работ на профессиональном уровне не обойтись без сварочного поста. Сварочный пост часто называют столом, но он представляет собой нечто большее. Сварочный пост — это полностью укомплектованное рабочее место, существенно облегчающее процесс выполнения работ и увеличивающий качество результата. Стол для сварки может быть как стационарным, так и передвижным. Пост обеспечивает своевременный отвод отработанных газов, а также дает защиту от случайного попадания искры на поверхности находящиеся рядом.
Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки. Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Источник: https://Stroy-Plys.ru/278-argonno-dugovaya-svarka.html
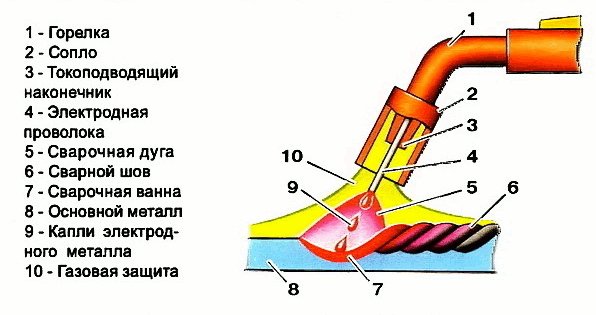
Устройство и принцип работы
Аргоновая сварка похожа на обыкновенную дуговую, только сварочная ванна заполняется аргоном, который на 38.0 % тяжелее атмосферного воздуха, он опускается в сварочную ванну, вытесняя воздух и изолирует ее от атмосферного О2. В связи с такой обработкой сварочный шов выходит без оксидной пленки, а качество сварки улучшается. Аргон не является дорогостоящим газом, он имеется в воздухе и является побочным газом, в процессе выработке О2 и N2.
Основной элемент устройства – горелка. На электрод поступает рабочий ток, а сварочная площадка защищается аргоном от контакта с О2 из атмосферы, тем самым предотвращает окисление поверхности. В комплект устройства входит шлейф, шланг для газоподачи и силовой кабель. Иногда в комплекте отсутствует шлейф, поэтому потребуется обратить на это внимание, оформляя покупку. Сварка АГ может выполняться вручную, в режиме полуавтомата и 100% автоматический способ. От этого будет зависеть исполнение агрегата, чем больше процент автоматизации, тем сложнее конструкция и выше стоимость.
В конструкции АГ имеется резервуар для циркуляции воды с 2-мя штуцерами для входа и выхода. В центре сосуда на диэлектрических упорах размещен электрод, имеющий провод и точку для присоединения кабеля. Газ из баллона подается к соплу в свободное пространство рядом с электродом.
 Как выглядит аргоновая горелка
Как выглядит аргоновая горелка
Порядок подключения аргоновой горелки:
- Сварщик запускает циркуляционную охлаждающую систему и сварочный аппарат.
- Открывают подачу аргона на АГ.
- После создания защитного слоя зажигают дугу.
- Начинается нагрев, при Т плавления образуется ванночка из металла на границе соединения, в которую подается присадочный материал в виде проволоки.
- После образования хорошего соединения, сварщик перемещает горелку дальше по шву.
Источник: https://pechiexpert.ru/argonovaya-gorelka-01/
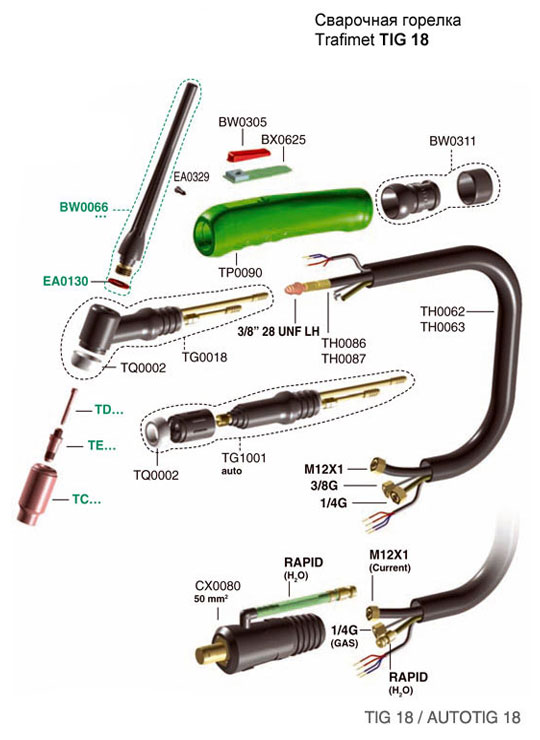
Горелка для тиг сварки
 Горелка для тиг сварки служит держателем электрода и направляет защитный газ в область сваривания.
Горелка для тиг сварки служит держателем электрода и направляет защитный газ в область сваривания.
В такой горелке отсутствует направляющий канал для проволоки, и проволока подается вручную.
Основные детали горелки тиг:
- корпус горелки;
- электрод;
- уплотнительная втулка;
- корпус уплотнительной втулки.
Электрод служит для передачи дуге сварочного тока. Вставляется электрод в электродный щиток корпуса горелки через уплотнительную втулку и ее корпус.
Электродный щиток для закрепления электрода поворачивается. Положение горелки при сварке – 15-40 градусов к вертикали.
Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства. Читайте про сварочный полуавтомат.
Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги. Подробнее здесь.
Источник: https://metallmaster.org/shkola-svarschika/svarochnaya-gorelka.html
Как изготовить горелку своими руками
Горелку для аргонодуговой сварки можно собрать своими руками. Образец такого устройства показан на фото (фото 1). Рядом с горелкой находится хомут для крепления при работе в полуавтоматическом режиме. На фотографии показаны основные составные части устройства (фото 2).
Для изготовления цангового зажима использована латунь марки ЛС59-1. Зажим на одном конце имеет четыре прорези для фиксации электрода и прохождения аргона. В корпусе горелки, изготовленном из латуни такой же марки, вырезаны шесть прорезей и проточено установочное место для сопла. Оптимальным материалом для изготовления горелки является медь из-за более низкого удельного сопротивления и большей теплопроводности. Для уплотнения между корпусом и соплом нужно установить прокладку из термостойкой резины. Специальная гайка из стали затягивается от руки, фиксирует электрод и одновременно прижимает сопло.

Фото 1. Аргонодуговая горелка может иметь воздушное или жидкостное охлаждение.
Уплотнение гайки происходит при упоре на шайбу из фторопласта. С обратной стороны корпуса электрод уплотняется второй гайкой из стали с уплотняющей шайбой из фторопласта. В просверленное в корпусе отверстие впаивается медная трубка для подачи аргона. Шов выполнен тугоплавким серебряным припоем. Одновременно трубка исполняет функцию проводника для подключения электрода к сварочному аппарату. Место шва закрыто термоизоляционной втулкой из фторопласта, который свободно надет на трубку. На втором конце трубки припаяна конструкция для подключения сварочного кабеля и фиксации ручки.
Сварочный кабель подсоединяется к токосъему болтом М6 с шайбой. На стороне токосъема, направленной к головке, наружная резьба М12. Перед пайкой на трубку необходимо накрутить гайку и надеть шайбу. Этой гайкой зажимается ручка из эбонита, собранная из двух половинок. Ручку можно использовать от обычной газовой горелки или изготовить самостоятельно. В приемный штуцер на конце медной трубки нужно установить на резьбе дроссель с диаметром внутреннего отверстия 0,5 мм. Дроссель ограничит расход газа при работе и не допустит первичного удара при открытии клапана подачи газа.
Электроды желательно заточить на алмазном круге под углом около 40°. Оптимальная длина около 250 мм, но размер не критичен. Можно использовать то, что есть в наличии. Давление газа на горелку 1 кГс/м2, качество газа 99,993%. Расстояние от конца электрода до сопла около 4 мм, длина дуги 2,7-2,8 мм при работе в режиме полуавтомата.
Для сварки используется подключение прямой полярности, плюсовой провод на деталь, минусовой на электрод.
Для автоматической подачи при большом количестве одинаковых заготовок используется стол фрезерного станка со скоростью перемещения 80 мм/мин. На краях свариваемых деталей желательно расположить два отрезка из аналогичного материала для розжига дуги или можно использовать угольную пластину, изображенную на рисунке 3. Напряжение холостого хода на электродах номиналом 80 В обеспечивает легкий розжиг дуги. Начальный ток сварки 16 А при работе на заготовке возрастает до 22-24 А. Напряжение на электродах при работе порядка 12-12,5 В и зависит от длины дуги.
Источник: https://expertsvarki.ru/oborudovanie/gorelka-dlya-argonodugovoj-svarki.html
Инверторная сварка в аргоне
Инверторный способ – самый востребованный вид аргонодуговой технологии. Он применяется и в промышленных целях, и в домашнем обиходе. Инвертор для аргонодуговой сварки – тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Дополнительным преимуществом является его способность к адаптации к скачкам напряжения источника электричества.
Инверторный аппарат аргонодуговой сварки компактный, нетяжелый, надежный и прекрасно подходят для сварочных работ где угодно – хоть на производстве, хоть в домашних условиях. Еще одним незаменимым преимуществом инвертора является возможность обучения на нем новичков.
Если говорить в общем, то работать с инвертором по аргону проще и удобнее, чем с другим оборудованием для сварки нержавейки: нужно только двигать горелкой вдоль шва. Если соблюдать все технологические требования, шов получается узким и ровным. Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Источник: https://tutsvarka.ru/vidy/svarka-argonom
Горелки для полуавтоматической сварки – особенности работы
Полуавтоматическая сварка отличается от ручной тем, что в процессе работы можно осуществлять охлаждение горелки для полуавтоматической сварки. С помощью данного вида работ обеспечивается стыковка всех труднодоступных мест. В плюсы данного подхода можно записать, несомненно, хорошее качество, минимум прилагаемых усилий, снижение отходов, высокую скорость образования вполне крепкого шва. Минусы полуавтоматической сварки небольшие, они касаются, в основном, высокой цены, сложности системы, громоздкости оборудования.
Принцип такой сварки заключается в нескольких этапах. Во-первых, надо зачистить место сварки от ржавчины, это лучше всего осуществлять с помощью металлической щетки. После чего производится обезжиривание поверхности. Затем уже запускается горелка сварочная для полуавтомата, и начинается работа. Скорость сварки устанавливает сварщик, который и следит за процессом, выбор темпа зависит от типа металла и его толщины. Техника безопасности тут не отличается от остальных случаев работы с пламенем.

Источник: https://remoskop.ru/svarochnye-gazovye-gorelki-argonodugovoj-svarki.html
Горелка для точечной сварки
 Горелка для точечной сварки обладает многими преимуществами. Сварочный аппарат с данным видом горелки имеет разный режим работы.
Горелка для точечной сварки обладает многими преимуществами. Сварочный аппарат с данным видом горелки имеет разный режим работы.
Действие горелки для точечной сварки заключается в выполнении сварочного соединения в виде точек. Детали для выполнения точечной сварки соединяются внахлест.
Особенности горелки для точечной сварки:
- простота применения;
- отличное качество шва;
- точки на шве только с одной стороны;
- соединение листов разной толщины.
Горелку для точечной сварки используют в самолетостроении, автомобилестроении, приборостроении и в других отраслях.
Разные виды горелок дают возможность использовать их для различных сварочных работ.
Может пригодиться горелка для сварки алюминия или горелка для сварки пластмасс.
При выборе горелки нужно учитывать множество нюансов: назначение, область применения, разъем для подключения к аппарату сварки и многое другое.
Чрезвычайно похожая на аргонную, плазменная сварка, происходит при помощи потока плазменной дуги. Дуга должна быть направлена в нужное русло, плазма же, которая ее образовывает, — это ионизированный газ.
Сварочные работы под слоем флюса — качественный метод соединения двух металлов посредством электродуговой сварки, когда ванна расплава — сварочная ванна защищена от атмосферного воздуха слоем порошкообразного флюса. Подробнее здесь.
Источник: https://metallmaster.org/shkola-svarschika/svarochnaya-gorelka.html
Автоматическая сварка – кто контролирует качество?
При автоматической сварке осуществляют процесс и контролируют качество соединения специальные аппараты, ведь сварка производится один раз, и дефекты очень хорошо видны, поэтому важно предупреждение их образования. Несомненным плюсом данного вида сварки является то, что он исключает присутствие сварщика во время процесса. Помимо этого, плюсами являются хорошее качество шва и минимум усилий. Единственный минус – большие начальные инвестиции.

Главной особенностью автоматического способа является то, что дуга горит под плотным слоем флюса. Жидкий флюс образует вокруг дуги пузырь, заполненный химическими газами, которые выделяются в процессе горения. Применение флюса обязательно для сварки, он улучшает качество шва. При работе, когда основной металл расплавляется, дуга отбрасывает его назад, тем самым образуя углубление, которое потом заполняется новым слоем расплавленного металла.

Источник: https://remoskop.ru/svarochnye-gazovye-gorelki-argonodugovoj-svarki.html
Аргонодуговая сварка в домашних условиях
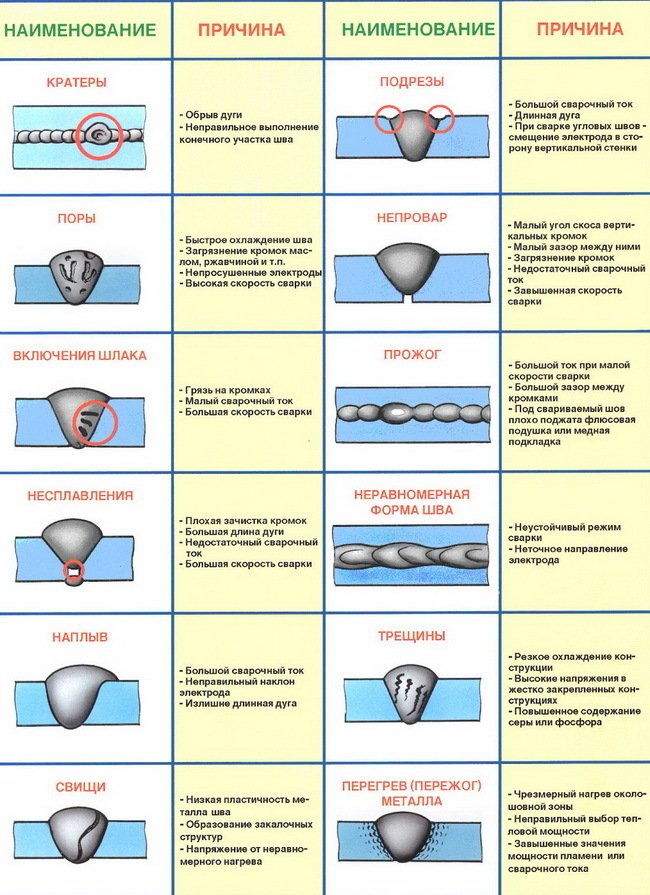
Дефекты сварочных швов.
При всей сложности технологии аргонодуговой сварки по госту со множеством технических условий, ее можно осуществлять и дома. Обязательным условием для этого является инверторный аппарат, который в некоторых случаях можно заменить трансформаторным аппаратом. В дополнение понадобятся баллон с аргоном, редуктор, маска. Все это прекрасно, но покупные аргоновые сварочные аппараты дорогие, а дома чаще всего нужно произвести работу в небольшом объеме.
- Источником тока в домашнем сварочном наборе выступает трансформатор.
- Источником аргона будет баллон с элементами подачи: клапанами и редукторами.
- Осциллятор нужен для поджигания дуги высокочастотным импульсом.
Самодельный аргоновый сварочный аппарат можно сделать с помощью следующих инструментов:
- болгарка, электродрель, сварочный аппарат;
- ножовка по металлу; отвертка, плоскогубцы, гаечные ключи;
- напильник, набор для резьбы, нож, штангенциркуль, микрометр;
- вольтметр, амперметр, тестер, микрометр.
Самодельный источник тока состоит из выпрямителя и сварочного трансформатора, которые можно совместить с осциллятором. Магнитопровод можно взять от старого трансформатора. Начальную обмотку сделать из тонкого медного провода с диаметром не более 0,8мм. Вторичная обмотка выполняется из толстого провода с диаметром не менее 3,5 мм.
Вторым по важности элементом является газовая горелка. Корпус лучше сделать из латуни, сопло – из меди. Прокладку между соплом и корпусом соорудить из резины, стойкой к высоким температурам. Медная трубка для подведения аргона проводится через отверстие в корпусе с плотной запайкой шва. Эта же медная трубка будет служить проводником тока к электроду. Ручка крепится гайками, а изготавливается из эбонита. Штуцер с дросселем на резьбе крепится на конце медной трубки.
Электрод из вольфрама нужно заточить под углом в 45°. Примерная длина электрода 25 – 30 см. Следует отметить, что аргонная технология дома – задача трудоемкая и непростая. Так что решение должно приниматься в формате «стоит ли овчинка выделки». Иными словами, так ли много у вас сварочных дел по дому, чтобы заняться сборкой самодельной системы аргонодуговой сварки? Сварочные аппараты для ручной дуговой сварки в продаже есть, с самым широким ценовым диапазоном.
Источник: https://tutsvarka.ru/vidy/svarka-argonom
Этапы и правила ручной сварки в аргоне
Порядок действий при ручной аргонодуговой сварке:
- Тщательно очистить поверхности от грязи, масел и окислов – хоть химически, хоть механически. Не пренебрегать качеством очистки: сварка не любит грязи.
- За 20-ть секунд включить подачу газа. Взять в правую руку горелку, в левую – проволоку. Горелку с электродом держать как можно ближе с поверхности. При включении тока возникает дуга между электродом и металлом.
- Горелку проводить вдоль шва с постепенной подачей присадочной проволоки без каких-либо поперечных движений. Если подавать проволоку быстро, металл будет разбрызгиваться. Присадочную проволоку лучше вести впереди горелки под углом к металлической поверхности.
- Дуга должна быть максимально короткой, в этом случае шов получится глубоким, узким и эстетичным на вид. Особенно это касается сварки, в которой используется неплавящийся вольфрамовый электрод.
- Тщательно следить, чтобы горелка и проволока находились в зоне защиты газа.
- Заварку кратера проводить с понижением напряжения, не обрывать дугу. Подачу аргона останавливать через 15 секунд после окончания сварки.
Источник: https://tutsvarka.ru/vidy/svarka-argonom
Краткий обзор популярных производителей
Наиболее популярны модели АГ по рейтингу 2019:
- AURORA TIG 9V 110A – отечественная горелка работает со сварочными агрегатами марки СВАРОГ, имеет хорошую доступность в торговой сети и по расходникам и по запасным частям
- Стоимость зависит от модификации, и колеблется в пределах от 2.5 до 4.5 тыс. руб.
- СварогTS 26V (M12-1) – сварочный агрегат с воздушным охлаждением максимальным рабочим током — 180 А для постоянного и 130 А для переменного, допустимые электроды — от 0.5 до 4 мм, цена в Москве — от 4 до 6 тыс. руб.
- Барс TIG-17V – для режима с постоянным током 140 А и воздушным охлаждением, шлейф, длиной 4 м, большой набор комплектующих, цена 3.5 тыс. руб.
- Горелки TORCH для переменного и постоянного тока, цена до 3.0 тыс. руб.
BlueWeld No 9 от 9.0 тыс. руб. тысяч, а No 26 — от 15.0 тыс. руб.
 Аргоновая горелка AURORA TIG 9V 110A
Аргоновая горелка AURORA TIG 9V 110A
Таким образом, можно подвести итог, что аргонодуговая горелка — основной элемент для аппарата сварки (WIG/TIG), позволяет работать с материалами разной толщины, в том числе с разнородными металлами, что делает ее незаменимой для таких видов работ. В руках опытного мастера она выполняет аккуратный шов, при этом металл практически не разбрызгивается.
Источник: https://pechiexpert.ru/argonovaya-gorelka-01/
Варим в аргоне алюминий

Режимы сварки алюминия аргоном.
Сварить алюминий без аргона невозможно, это факт. Этот металл – один из самых сложных и одновременно один из самых распространенных в быту. Сложность работ с ним объясняется молниеносным образованием пленки оксида на поверхности при малейшем контакте кислорода.
Пленка эта не простая, она плавится при температуре, намного превышающей температуру плавления самого алюминия. Аргон и здесь выручает, выступая в качестве препятствия окислению, вытесняя кислород из сварочной рабочей ванны. В этом случае присадочная проволока из алюминия плавится без проблем, формируя качественный шов.
Ток используется только переменный. В случае тока обратной полярности температура плавления значительно повышается за счет особой катодной очистки оксидной пленки. При высокой температуре разрушается даже тугоплавкий вольфрам в электроде. При токе прямой полярности оксидная пленка не пробьется, но дуга получится стабильной и короткой. В итоге качество шва зависит от переключения полярности.

Механизированная и ручная сварка.
Постоянный ток в работе с алюминием теоретически возможен и даже иногда применяется. Но этот метод требует использования другого инертного газа – чистого гелия, а он стоит намного дороже аргона. Да и сам способ работы с постоянным током сложнее технически. Подготовкой алюминиевых заготовок к процессу плавления пренебрегать нельзя, так как качество шва напрямую зависит от состояния поверхностей перед работой.
Очистку нужно проводить по следующим пунктам:
- обезжиривание поверхности растворителем;
- зачистка поверхности от оксидной пленки механическая или химическая;
- полное высыхание очищенных поверхностей.
Источник: https://tutsvarka.ru/vidy/svarka-argonom
Варим в аргоне медь
Медь имеет высокую коррозионную устойчивость, а также чрезвычайно устойчива в агрессивных средах. Для работы с ней лучше использовать аргон высшего сорта или его смесь с гелием при условии большей доли аргона. Электроды – вольфрамовые, допускаются как плавящиеся, так и неплавящиеся, ток постоянный.
Если медные заготовки толще 4-х мм, необходим предварительный нагрев до 800°С. В качестве присадочной проволоки используются прутки из меди или медно-никелевого сплава. Дуга в медной сварке отличается отличной устойчивостью.
Медь обладает высокой теплопроводностью, поэтому кромки металла нужно обязательно разделывать. При толщине не выше 12 мм будет достаточно односторонней разделки, для более толстых кромок нужна двусторонняя обработка.
Источник: https://tutsvarka.ru/vidy/svarka-argonom
Количество использованных доноров: 7
Информация по каждому донору:
- https://metallmaster.org/shkola-svarschika/svarochnaya-gorelka.html: использовано 3 блоков из 6, кол-во символов 3545 (10%)
- https://tutsvarka.ru/vidy/svarka-argonom: использовано 7 блоков из 12, кол-во символов 11250 (31%)
- https://remoskop.ru/svarochnye-gazovye-gorelki-argonodugovoj-svarki.html: использовано 4 блоков из 6, кол-во символов 4804 (13%)
- https://prosvarku.info/prisposobleniya-i-detali/gorelka-dlya-argonodugovoj-svarki: использовано 3 блоков из 4, кол-во символов 2730 (8%)
- https://Stroy-Plys.ru/278-argonno-dugovaya-svarka.html: использовано 1 блоков из 7, кол-во символов 3378 (9%)
- https://pechiexpert.ru/argonovaya-gorelka-01/: использовано 4 блоков из 7, кол-во символов 5463 (15%)
- https://expertsvarki.ru/oborudovanie/gorelka-dlya-argonodugovoj-svarki.html: использовано 3 блоков из 5, кол-во символов 5160 (14%)