
Сварка оптоволокна – операция, проводимая с помощью специального сварочного аппарата, вследствие которой, под воздействием высоких температур, происходит соединение оптических волокон в единую поверхность.
Благодаря использованию особого оборудования, весь комплекс актуальных работ по спайке оптоволокна от начала и до конца занимает сравнительно немного времени. Но выполнять такие работы необходимо с учетом всех нюансов работы с оптическим волокном.
Источник: https://tutsvarka.ru/vidy/svarka-optovolokna
Содержание
- 1 Выводы
- 2 Введение
- 3 Способы соединения оптического волокна
- 4 Аппараты для световодов
- 5 Пару слов о новой модели Fujikura
- 6 О технологиях юстировки оптических волокон
- 7 Конструктивные особенности и принцип действия
- 8 Грамотная эксплуатация сварочного аппарата
- 9 Метод выравнивания по оболочке в V-образной канавке
- 10 Последовательность операций в рабочем цикле
- 11 Время работы и размер
- 12 Основные этапы эволюционирования приборов
- 13 На что еще обратить внимание
- 14 Дополнительное оборудование, используемое при проведении работ с ВОЛС
- 15 Применение
- 16 Заключение
Выводы
Итак, из всего выше сказанного видно, что нет, и не может быть готового решения на все случаи жизни. Нельзя считать идеальным выбором даже покупку самого дорогого сварочного аппарата для ВОЛС.
Вместе с тем, отчетливо понимая стоящие перед Вами задачи, а также проанализировав все параметры, на которые было обращено внимание в данной статье, Вы сможете составить список всех «плюсов» и «минусов» каждого варианта для Вашего случая. Удачи в выборе!!!
Источник: https://fibertop.ru/Vybor-svarochnogo-apparata.htm/
Введение
Думаю, что большинство связистов хоть раз в жизни пробовали сварить между собой два оптических волокна (ОВ) или, по крайней мере, видели, как это делается. Монтажники связи сталкиваются с задачей сварки ОВ практически каждый день, однако это еще не означает, что каждый делает это правильно (здесь имеется в виду не только соблюдение технологий, но и оптимальная последовательность всех выполняемых действий, сводящая к минимуму число совершаемых «телодвижений» и соответственно обеспечивающая высокую скорость работы с надлежащим качеством).
Действительно настоящих профессионалов по сварке ОВ не так уж много – еще меньше тех, кто знает, как работает сварочный аппарат: по каким алгоритмам действует, как распознает составляющие оптического волокна, как выравнивает ОВ и т.д. От того, какие технологии используются в конкретной модели сварочного аппарата, зависит очень многое. Например, качество сварного соединения во многом определяется используемой технологией юстировки ОВ. Поняв принцип работы сварочного аппарата, можно быстро разобраться, например, из-за чего аппарат выдает ошибку или вовсе не работает и быстро это устранить.
Источник: https://nag.ru/articles/article/28736/o-printsipah-rabotyi-apparatov-dlya-svarki-volokon-chast-i-.html
Способы соединения оптического волокна
Оптоволоконная индустрия не стоит на месте: сварка оптического волокна постоянно совершенствуется, меняются методы ее реализации и применяемые расходные материалы.
Выбор оптимальной технологии соединения оптоволокна для каждого конкретного случая важен с точки зрения снижения финансовых расходов и роста показателей производительности.
Малоопытные сварщики не всегда точно знают, что нужно взять во внимание при работе с данным материалом.
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
- оптимальная скорость проведения операций;
- временной период, необходимый на подготовку оптоволокна к свариванию;
- количество времени для сварки кабелей;
- стоимость работ;
- опыт специалистов.
При прокладке оптоволоконного полотна постоянно возникает необходимость сварки оптического кабеля в единую линию.
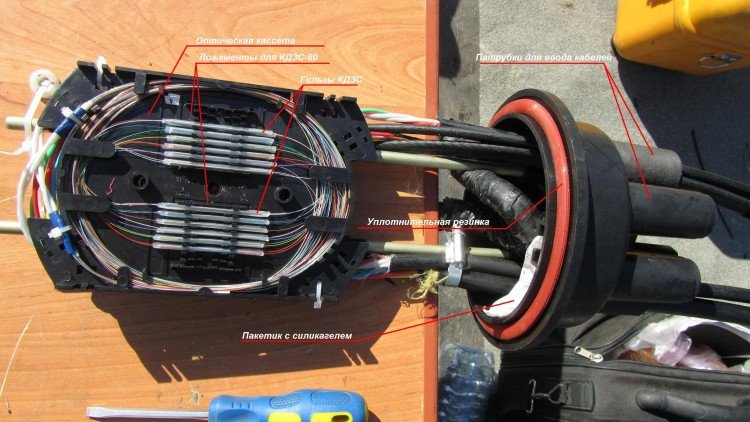
Муфта для соединения оптоволокна.
Сегодня наиболее распространены следующие способы выполнения этой операции:
- с помощью механических соединителей;
- непосредственно на оптическом кроссе;
- сваривание оптических волокон при помощи специального оборудования.
Первый способ используется крайне редко, потому что гель в механических соединителях со временем высыхает, что ухудшает параметры стыков кабелей. Второй отличается быстротой и простотой выполнения, но самые лучшие соединения оптоволоконных кабелей создаются путем сварки.
Такая технология характеризуется наилучшими показателями по качеству, долговечности, надежности созданных соединений.
Для начала потребуется выполнить разделку оптического кабеля из 6-8 волокон, соединенных в модуле и покрытых изоляционным материалом. Изоляцию удаляют, а волокна очищают с помощью специальных средств на основе спирта.
После этого волокна укладывают в сварочный аппарат для последующего сваривания в автоматическом режиме. Важно при этом контролировать прочность швов, образующихся на местах соединения оптических волокон. Сваренные элементы потребуется поместить в кассету оптической муфты или кросса.
На заметку! Простота данной технологии позволяет выполнить ее даже малоопытному сварщику, который своими глазами наблюдал за выполнением этого процесса руками специалиста. Но главное иметь специальный сварной аппарат: обычные модели не справятся с данной задачей.
Источник: https://tutsvarka.ru/vidy/svarka-optovolokna
Аппараты для световодов

Сварочное оборудование для соединения световодов активно производится мировыми компаниями. Среди большого количества моделей сложно выбрать наиболее приемлемый вариант. Устройства классифицируют по таким аспектам:
- Вид юстировки.
- Режим выполнения операций.
- Разновидность контролирующей системы.
- Количество световодов для одновременной сварки.
Современные модели способны самостоятельно программировать каждый этап сварки, но качество не всегда сохраняется на высоком уровне..
Конструктивные особенности и принцип действия
Сварка оптоволокна проходит в автоматическом режиме, мастер только заправляет концы кабеля в разъемы. Сцепление проводов проводится в условиях сильного термического воздействия, в качестве источника выступает электрическая дуга. Аппарат для сварки оптоволокна является сложным конструктивным изделием, он включает следующие составные элементы:
- преобразователь постоянного тока;
- материнская плата;
- блок питания;
- центровочный узел механического типа, оснащенные сервомоторами для передвижения в горизонтальной и вертикальной плоскостях, благодаря чему достигается высокая точность соединения;
- нагревательный элемент, расплавляющий термоусадочный материал и изоляционную муфту;
- экран, на котором отображаются параметры сварки и транслируется рабочая зона.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/dlja-optovolokna.html
Пару слов о новой модели Fujikura
Сегодня на слуху уже более десятка фирм производителей сварочных аппаратов (разнообразие этого списка с недавнего времени стали активно пополнять китайцы и корейцы), однако по сей день вектор развития или, так сказать, моду на устройства задает тройка японских собратьев – Fujikura, Sumitomo и Furukawa (аппараты под маркой Fitel).
Среди данной тройки наибольшие заслуги имеет фирма Fujikura, образованная еще в 1885 году братьями Зенпачи и Томекичи Фуджикура. Они заработали свой первый капитал на производстве украшений для волос – шнурах и резинках, и затем переключились на производство изоляции электрических проводов, поскольку процесс изготовления был схож.
Последняя модель аппарата Фуджикуры FSM-80S очередной раз продемонстрировала нам новые тенденции развития сварочных аппаратов. Примечательно, что эта модель в России и Китае идет под названием FSM-80S, а в странах Европы – FSM-70S. Модель одна и та же, отличаются аппараты только цветом корпуса. Можно провести следующий любопытный эксперимент: зайти на официальный сайт Fujikura, в англоязычной форме сайта перейти в раздел сварочного оборудования. Вы увидите, что среди моделей аппаратов последней будет FSM-70S. Если переключиться на русскоязычную форму сайта – последней моделью будет FSM-80S. С чем это связано, трудно сказать, возможно, какой-то маркетинговый ход или защита от контрафактных поставок. Если сравнивать характеристики FSM-70S и FSM-80S, то они идентичны. Единственное, что в мануале 80-ки указывается возможность создания искусственного аттенюатора с затуханием до 15 дБ, а в мануале 70-ки этого пункта нет.
На рис. 1.1 изображены FSM-70S и FSM-80S, можно поиграть в игру «найдите 10 отличий». Как видно, для Европы модель идет в голубом корпусе.

а) аппарат для Европы

б) аппарат для России и Китая
Рис. 1.1 – Внешний вид аппаратов Fujikura FSM-70S и FSM-80S
Источник: https://nag.ru/articles/article/28736/o-printsipah-rabotyi-apparatov-dlya-svarki-volokon-chast-i-.html
О технологиях юстировки оптических волокон
В принципе, сплавить разрядом вольтовой дуги два оптических волокна большого труда не составляет. Температура электрической дуги в сварочном аппарате достигает 4800°С – температура размягчения кварцевого стекла 1400 °C, а температура плавления примерно 1665 °C. Сложность процесса сварки ОВ заключается именно в точном сведении ОВ во всех трех плоскостях (рис. 1.2а). Необходимо добиться того, чтобы они не просто совпали по оболочке, а чтобы совпали их сердцевины («совпали их сердца») – «светонесущие жилы» (рис. 1.2а). Поскольку именно по сердцевине передается информационный сигнал и именно из-за расхождения сердцевин в месте соединения ОВ часть оптического излучения попадает в оболочку и далее либо затухает, либо уходит в окружающее пространство. В связи с этим в месте стыка ОВ образуются потери мощности информационного сигнала.

а)

б)
Рис. 1.2 – К пояснению задачи юстировки ОВ: а) фотография под микроскопом волокон подлежащих юстировке; б) схематичное изображение этого процесса.
Никогда не задумывались, почему одна модель сварочного аппарата одной и той же фирмы стоит значительно дороже другой модели? Например, у фирмы Fujikura FSM-60S стоит значительно дороже, чем FSM-18S. Нет, это не из-за того, что FSM-18 более старая модель, а 60-ка – более новая. Все дело в том, что в этих сварочных аппаратах используется разная технология юстировки ОВ. Именно сложность используемой в аппарате технологии выравнивания ОВ напрямую влияет на его стоимость.
На сегодняшний день разработаны 4 основных принципа выравнивания ОВ, также существуют различные их модификации. В разных источниках некоторые методы называются по-разному, но их принцип действия один и тот же. Стоит отметить, что на российском рынке встречаются аппараты, работающие только по двум технологиям: по методу выравнивания по V-образной канавке и по методу выравнивания по профилю показателя преломления (метод PAS).
Помимо этих двух методов существует также метод LID, основанный на вводе излучения в одно ОВ и его последующего детектирования во втором ОВ и метод юстировки по тепловизионным изображениям (RTC метод). Метод LID был разработан компанией Siemens в 1984 г. и после выкуплен фирмой Corning. Поэтому данный метод используется в американских сварочных аппаратах фирмы Corning, например, в Corning OSLID-0SM-T-H, в Corning OS1-0SM-T-H-BK (рис. 1.3). Существует также упрощенный вариант метода PAS, называемый L-PAS (Lens Profile Alignment System), применяемый в тех же аппаратах Corning для грубой юстировки ОВ.

б) OSLID-0SM-T-H

а) OS1-0SM-T-H-BK
Рис. 1.3 Американские сварочные аппараты
Метод юстировки по тепловизионным изображениям используется в малоизвестных аппаратах шведской компании Ericsson. На рис. 1.4 представлен аппарат данной фирмы Ericsson FSU 15. Также по данному методу работают несколько моделей компании Corning.

Рис. 1.4 – Сварочный аппарат Ericson FSU 15 FI
Также, следует вспомнить о методе DACAS (Digital Analysis Core Alignment System) – системе выравнивания ОВ по сердцевине с применением методов цифровой обработки. Этот метод упоминается в характеристиках аппаратов INNO. Однако описание данного метода нигде не встречается, даже нет краткого пояснения его принципа. Скорее всего, это тот же метод PAS только с применение каких-либо дополнительных программных алгоритмов обработки изображения.
Далее мы акцентируем наше внимание на двух методах выравнивания: по V-образной канавке и по профилю показателя преломления (PAS), поскольку модели сварочных аппаратов, представленные на российском рынке, работают именно по ним.
Источник: https://nag.ru/articles/article/28736/o-printsipah-rabotyi-apparatov-dlya-svarki-volokon-chast-i-.html
Конструктивные особенности и принцип действия
Несмотря на свою сложность этот прибор способен взять на себя весь процесс сварки волокон. При этом работающему с ним специалисту остается только подготовка и закладка отрезков световода. Затем их достают и помещают в печку. Чтобы было понятно, как работает такое оборудование стоит хотя бы вкратце разобрать основные этапы сварки.
Очищенные волокла световода закладываются в аппарат для сварки и фиксируются специальными зажимами. После этого автоматически осуществляется их сведение до тех пор, пока они не будут видны в оптической системе. Как только волокна появятся в поле зрения камер образуется слабая дуга, действие которой направлено на тщательную очистку свариваемых элементов.
Смотрим видео, принцип работы прибора:
Следующий шаг – включение мощной дуги, для разогрева волокон. И только после этого происходит их спаивание. По окончанию процесса сварочный аппарат оценивает насколько качественно выполнена сварка, пытаясь развести сваренные концы. Если конструкция выдержала это усилие, считается что тест пройден успешно и волокно можно достать.
Внутренняя конструкция сварочного аппарата достаточно сложна.
Конструкция прибора
Он состоит из следующих узлов:
- Батареи;
- Блока электроники с материнской платой;
- Преобразователя;
- Механики (кареток, электроприводов);
- Печи для термоусадки;
- Монитора, отображающего весь ход работ.
Если рассматривать в общем плане, то аппарат для оптоволокна – это в своем роде промышленный робот, управление которым осуществляется автоматически. Его габариты составляют 150х150х150 мм.
Основные критерии для выбора
Современный отечественный рынок предлагает широкий спектр данных приборов. Поэтому самой большой трудностью, с которой сталкивается потребитель является выбор. Для того чтобы оборудование соответствовало всем требованиям нужно заранее определиться с целями, которые будут ставиться перед ним.
Кроме того, выполненный сварочным аппаратом шов должен отличаться надежностью, поэтому выбирая оборудование обращают внимание на следующие параметры:
- Для каких типов волокон оно подходит;
- Количество возможных соединений и затраченное на них время;
- Способ центрировки (по сердцевине или V-канавкам);
- Комплектация.
Есть и еще один нюанс. Цены на такие сварочные аппараты довольно высокие и самая дешевая модель стоит 4 тысячи, а дорогая около 20 тысяч долларов. Столь широкий диапазон объясняется различными функциональными возможностями устройства, а также качеством выполняемого шва.
Самыми востребованными считаются приборы с выравниванием по центру волокна. Они могут отличаться габаритами и комплектацией, в то время как качество сварки практически у всех приборов одинаковое и должно соответствовать существующим нормам.
Важным фактором является и качественное исполнение самого аппарата для оптоволокна. Этот показатель находится в прямой зависимости от производителя.
Обзор лучших моделей
В последнее время ситуация на рынке такова, что лучший считается продукция японских компаний, однако по некоторым позициям ей не уступают и китайские модели. Если рассматривать оборудование, выпускаемое в Японии, то наибольшее распространение получила продукция фирмы Fujikura. Сварочные аппараты для оптоволокна этого производителя отличаются высоким качеством и надежностью.
Если сравнивать их с китайскими агрегатами, то последние имеют более низкую цену. Н опять же, если вы ищете оборудование, которым можно паять ответственные линии, но его стоимость находится в пределах 120-130 тысяч рублей за модели производства Китай и 300-350 тысяч рублей – Японии. В комплектацию такого сварочного набора входят:
-
Модель Fujikura FSM-30S
Аппарат;
- Батарея;
- Полочка размещения усаженных волокон;
- Приспособления для чистки;
- Скалыватель;
- Кабели;
- Стриппер для волокон;
- Футляр для переноски.
Также к каждому прибору прилагается инструкция по эксплуатации и сертификат соответствия.
Если предполагается приобретение аппарата для качественной сварки одиночных волокон, то выбирать придется из дорогих, но в то же время самых надежных приборов:
- Fujikura FSM-30S;
- Sumitimo Type 39;
- Jilong KL-260C.
Эти модели дают возможность сваривать волокна со смещением, когда необходимо получить аттенюатор.
Смотрим видео о продукции Jilong KL-280C:
Для коротких линий подойдут сварочные аппараты, приобретенные оптом, которые сводят волокна не по сердцевине, а сдвигая по V-образным канавкам. В них отсутствуют сервомоторы, а камера и экран используются для контроля оператором. Конечно точность выполнения шва у таких сварочных аппаратов для оптоволокна хуже, но и цена значительно ниже. К линейке таких приборов можно отнести:
- Fujikura FSM-18S;
- Sumitomo Type-46.
Грамотная эксплуатация оборудования
Сварка оптоволокна, выполняемая на специальном аппарате должна проходить под наблюдением специалиста. Это связано со сложностью работы на таком оборудовании. Ведь процесс сварки на нем состоит из таких этапов, как:
- Разделка кабеля;
- Очистка волокон;
- Продевание световода в специальные защитные гильзы;
- Скалывания, причем перпендикулярно оси;
- Помещения свариваемых краев кабеля в зажимы;
- Совмещения их под микроскопом.
Причем каждый из перечисленных процессов требует от выполняющего его не только знаний в этом вопросе, но и навыков работы с оборудованием. Поэтому пытаться выполнить работу самостоятельно не стоит. Лучше воспользоваться услугами специалиста.
Источник: http://GeneratorVolt.ru/invertornyjj/vybiraem-vmeste-svarochnyjj-apparat-dlya-optovolokna.html
Грамотная эксплуатация сварочного аппарата
Сварка оптического волокна должна выполняться строго под наблюдением специалиста, так как сложность работы на оборудовании данного типа достаточно высока. Процесс сваривания световодов включает в себя следующие этапы.
1. Разделывание оптического кабеля.
2. Очистка волокна.
3. Продевания оптоволокна через специальные защитные гильзы.
4. Скалывание (должно выполняться строго перпендикулярно по отношению к оси).
5. Края оптического кабеля нужно поместить в специальные зажимы.
6. Совместить края волокна под микроскопом.
7. Начать процесс сваривания.
Каждый этап должен выполняться строго специалистом, обладающим нужными знаниями и имеющим должный опыт. Ни в коем случае нельзя выполнять задачу самостоятельно.
Источник: https://svarkagid.com/vybor-svarochnogo-apparata-dlja-optovolokna/
Метод выравнивания по оболочке в V-образной канавке
По легкости исполнения данный метод на голову выше всех остальных. Он был разработан еще в 1977 г. в компании Fujikura. Метод не требует множества шаговых двигателей, способных смещать ОВ вправо/влево, вверх/вниз, не требует сложной системы управления этими двигателями. Поэтому его часто называют пассивным методом выравнивания. Сварочные аппараты, использующие данный метод юстировки, давно уже заняли определенную нишу и отлично подходят для тех ситуаций, когда к сварному стыку не предъявляют высоких требований по вносимым потерям.
Суть метода следующая. Два волокна укладываются в точно выровненные друг относительно друга V-образные канавки и фиксируются специальными зажимами (рис. 1.5).

Рис. 1.5 К пояснению метода выравнивания по V-образной канавке
Поскольку канавки по высоте находятся на одном уровне, два волокна оказываются также на одном уровне. Остается только их сдвинуть поближе друг к другу и можно начинать процесс сплавления. Ничего проще, кажется, придумать нельзя. Однако по известному закону жизни за простоту нам приходится платить качеством. Во-первых, волокна не будут лежать ровно, если в V-образную канавку попадет, так скажем, пылинка или частичка чего-либо (остатки защитного покрытия волокна, гидрофоб, ворсинка и т.д.). Во-вторых, канавки выравнивают волокна, однако совпадение волокон по оболочке не гарантирует точного совпадения их сердцевин. Дело в том, что при производстве оптического волокна, как и любом другом производстве, существуют допуски на нормативные значения (таблица 1). Кроме того, несовпадение сердцевин происходит вследствие эксцентриситета и некруглости оболочки.

Таблица 1. Параметры одномодового волокна согласно рекомендации G.652.D
В связи с перечисленными факторами, потери на сварном соединении для стандартных одномодовых волокон при таком методе выравнивания в среднем составляют 0.05 дБ. Сварочные аппараты такого класса находят свое применение в тех случаях, когда к сварному стыку не предъявляют высоких требований по вносимым потерям, и покупка дорогого сварочного аппарата нецелесообразна. К таким случаям относятся сети операторов связи небольшой протяженности: сети доступа, локальные компьютерные сети, структурированные кабельные системы офисов и т.д. Аппараты данной серии: Fujikura FSM-11S, Fujikura FSM-18S, ILSINTECH Swift-F1 (F2,F3), Sumitomo Type 25 и др.
В следующей части мы рассмотрим метод PAS, позволяющий произвести выравнивания ОВ по сердцевине. В заключение приведены несколько интересных фотографий.

Рис 1.6. ОВ с микротрещинами

Рис 1.7. Защитное покрытие и оболочка
Источник: https://nag.ru/articles/article/28736/o-printsipah-rabotyi-apparatov-dlya-svarki-volokon-chast-i-.html
Последовательность операций в рабочем цикле
Прибор для качественной пайки оптоволокна необходимо выбирать, исходя из особенностей материала, навыков оператора и необходимой точности соединения. Сращивание оптического волокна проводится по установленному алгоритму действий:
- Установка термоусадочной гильзы на один из краев световодов.
- Подготовка соединяемых участков к термическому воздействию.
- Размещение волокон в направляющий аппарат.
- Юстировка в горизонтальной и вертикальной плоскостях.
- Сварка световодов.
- Анализ качества сварного шва.
- Защита места воздействия термоусаживающей гильзой.
- Проведение тестов соединения.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/dlja-optovolokna.html
Время работы и размер

Будете ли вы осуществлять выездную работу? Если да, крупногабаритные аппараты вам не подойдут, и обращать внимание нужно только на переносные.
Составляющие, которые идут к аппарату, тоже влияют на мобильность и время, которое вы потратите на работу. Эти факторы не решающие, вы можете выбирать без учёта размеров. Но экономия времени в данном случае равна экономии.
Источник: https://prosvarku.info/tehnika-svarki/svarka-optovolokonnyh-kabelej
Основные этапы эволюционирования приборов

Первые приборы для обработки оптоволокна работали исключительно в ручном режиме, постепенно разработчики внедрили специальное программное обеспечение, которое сводит привлечение ручного труда к минимуму.
По степени автоматизации устройства различаются на несколько разновидностей:
- Ручная. Для использования такого оборудования оператор должен обладать высоким уровнем знаний и навыков, поскольку волокна стыкуются вручную, точность обеспечивается за счет микроскопа.
- Полуавтоматическая. Соединение концов волокон происходит автоматически, но способ контроля не изменяется.
- Автоматическая. Стыковка, юстировка и сварка реализуется автоматически. Контроль процесса проводится через монитор, куда отправляется изображение с камеры, расположенной в рабочей зоне.
Работа оператора с аппаратами автоматической сварки заключается в очистке волокна и выполнении подготовительных мероприятий перед сваркой.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/dlja-optovolokna.html
На что еще обратить внимание

Недорогих сварочных аппаратов для оптоволокна не существует. Они могут быть дорогими или ещё дороже. Эта отрасль работы очень маленькая, аппаратура тоже специализирована узко.
Производители таких устройств не пытаются манипулировать вами и обманывать на каждом шагу. Так что в 99% случаев купленный аппарат будет грамотно собранным и хорошо работающим.
Функциональная составляющая тоже будет на уровне. Пытаться купить подделку не стоит — это повредит и кошельку, и работе, так как «липа» может очень скоро сломаться.
Проверяя аппарат на пригодность, обратите внимание, как он «реагирует» на лёгкие постукивания по корпусу или перемещения. Он не должен скрипеть, трещать или издавать другие неприятные звуки. Если этого нет — устройство собрано хорошо.
Профессиональное оборудование должно вести себя идеально, как при покупке, так и во время сварки. Не стесняйтесь внимательно рассматривать внешнюю часть на наличие дефектов, включать и обращать внимание на работу машины.
Лучше всего с производством оборудования для сварки ВОЛС справляется Япония. За счет этого цена на них значительно больше, чем на другие марки, но технология сварки и качество швов вас порадует однозначно.
Источник: https://prosvarku.info/tehnika-svarki/svarka-optovolokonnyh-kabelej
Дополнительное оборудование, используемое при проведении работ с ВОЛС

Работа с оптоволокном – это тонкий и точный процесс, при котором необходимо использовать вспомогательные инструменты и оборудование. Разрезать световод простыми кусачками нельзя, понадобится целый арсенал приспособлений. Поэтому лучше приобрести готовый набор инструментов – «НИМ-25». Он включает кусачки, стрипперы, отвертки, плоскогубцы, ножи, торцевые кусачки и многое другое.
Дополнительно для защиты сварного шва понадобятся защитные гильзы, которые представляют собой изделий из термоусадочного материала. После соединения волокна помещаются в кассету, спецмуфту либо спайс-пластину. Не обойтись без термострипперов и скалывателей, которые ответственные производители предоставляют в комплекте со сварочными агрегатами, но иногда их нужно приобретать отдельно. Для закрепления термоусадки понадобится печь и спиртовая помпа.
Сварочный аппарат для соединения оптики – востребованное устройство, которое используется крупными предприятиями и частными организациями в промышленном либо штучном масштабе. Изделия отличаются техническими характеристиками, режимами функционирования, комплектацией и стоимостью, но принцип работы у них один. Правильное использование устройства позволяет получить качественный и надежный шов при небольших расходах.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/dlja-optovolokna.html
Применение

Почти все операции сварочный аппарат выполнит за вас. Этим он напоминает японского робота. Он устанавливает оптоволоконные кабели в центр, стыкует их, отмечает участок, в котором будет делать соединение.
Но, даже с учётом этого, нельзя доверить сварку ВОК новичку. Она требует, чтобы мастер разбирался в материалах, с которыми имеет дело.
Для начала, ни один сварочный процесс не начинается без предварительной подготовки деталей. Заготовки из оптоволокна шлифовать не нужно, но нужно разделать и выполнить зачистку.
Также их нужно сколоть и вмонтировать в аппарат при помощи зажимов.
Чтобы не потратить оптоволоконные кабели зря, настраивать устройство тоже нужно тщательно. Прибор, конечно, «умный», но делает всё только с указания сварщика.
От того, насколько последний знает, что делает, будет зависеть правильность и аккуратность соединения. А значит, и свойства системы. Подготовка элементов занимает много времени и требует высокий уровень сосредоточенности.
Источник: https://prosvarku.info/tehnika-svarki/svarka-optovolokonnyh-kabelej
Заключение
Оптоволокно можно найти везде — от подземных коммуникаций до подводных. Они со скоростью света передают наши данные из одной точки мира в другую, дают нам высокоскоростной интернет, мобильную связь, телевидение.
Чтобы создать коммуникацию из оптических кабелей, нужно прочитать огромное количество информации на эту тему.
Все устройства, созданные для обработки «оптики» автоматические и, как следствие, удобные. Марок, которые их производят, немного, все они с большими ценниками.
Именно поэтому покупать такие вещи импульсивно нельзя — нужно присматриваться, проверять на вид, даже на звук. Нужно убедиться в том, что характеристики в паспорте соответствуют реальности.
А, чтобы вернуть непригодный аппарат, позаботьтесь о наличии гарантии.
Источник: https://prosvarku.info/tehnika-svarki/svarka-optovolokonnyh-kabelej
Количество использованных доноров: 8
Информация по каждому донору:
- https://tutsvarka.ru/vidy/svarka-optovolokna: использовано 3 блоков из 7, кол-во символов 3171 (9%)
- https://svarka.guru/oborudovanie/vidy-apparatov/dlja-optovolokna.html: использовано 4 блоков из 8, кол-во символов 4182 (12%)
- http://GeneratorVolt.ru/invertornyjj/vybiraem-vmeste-svarochnyjj-apparat-dlya-optovolokna.html: использовано 1 блоков из 4, кол-во символов 5322 (15%)
- https://svarkagid.com/vybor-svarochnogo-apparata-dlja-optovolokna/: использовано 1 блоков из 5, кол-во символов 755 (2%)
- https://fibertop.ru/Vybor-svarochnogo-apparata.htm/: использовано 1 блоков из 3, кол-во символов 467 (1%)
- https://lantorg.com/article/montazh-vols-svarka-optovolokna: использовано 2 блоков из 3, кол-во символов 8007 (22%)
- https://prosvarku.info/tehnika-svarki/svarka-optovolokonnyh-kabelej: использовано 6 блоков из 9, кол-во символов 4947 (14%)
- https://nag.ru/articles/article/28736/o-printsipah-rabotyi-apparatov-dlya-svarki-volokon-chast-i-.html: использовано 4 блоков из 5, кол-во символов 9389 (26%)