Постоянный ток часто используют как при домашней, так и во время профессиональной сварки.
Даже новичок справится с получением качественных и прочных соединений.
Чтобы это стало возможным, нужно выбрать аппарат для сварки и электроды для постоянного тока.
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-postoyannogo-toka
Содержание
- 1 Особенности сварки постоянным током
- 2 Где и как используют сварочные электроды?
- 3 Недостатки
- 4 Маркировка электродов для постоянного тока
- 5 Электроды для переменного тока
- 6 Характеристики
- 7 Физико-химический состав
- 8 Размеры и вес сварочных электродов
- 9 Как выбрать
- 10 Материал и виды покрытия
- 11 Рейтинг электродов переменного тока
- 12 ГОСТ
- 13 Выбор электродов
- 14 Подведём итоги
- 15 Что нужно знать о сварочных электродах?
- 16 Вместо заключения
Особенности сварки постоянным током
Сварочный процесс с применением постоянного напряжения имеет ряд отличительных свойств. Некоторые характеристики можно рассмотреть как достоинства, другие в качестве недостатков.
Плюсы:

- практически полное отсутствие разбрызгивания металла обеспечивает сокращение издержек электродов;
- постоянка делает работу сварщика проще;
- высокая производительность и эффективность труда;
- устойчивость и стабильность дуги даже при воздействии негативных влияний: порывы ветра, колебания напряжения и другие;
- качественный и аккуратный шов;
- возможность соединения изделий из тонкого металла;
- отсутствие непровариваемых участков.
Минусы:
- сваривание с применением постоянного тока осуществляется при помощи инверторных аппаратов. Данное оснащение отличается высокой стоимостью;
- “магнитное дутье” создает проблемы с нестабильной дугой в сложных местах (напр. углах).
Прямая или обратная полярность
Нужно знать сварщику! Соединение металлов постоянным током можно проводить двумя режимами: с прямой и обратной полярностью. Первый режим: к электроду подключается минус, а к металлическому изделию – плюс. При сваривании обратной полярности наоборот: к электроду- плюс, к заготовке – минус.
Сварочные работы прямой полярностью образуют на кончике электрода катодное пятно, обратной – анодное. В районе анодного пятна температура доходит до 3900°С, в районе катодного – до 3200°С. Во время сваривания на обратной полярности тепло концентрируется на обрабатываемом изделии, из-за этого происходит углубление корня сварочного шва.
Поэтому напряжение обратной полярности лучше применять при сваривании толстостенных изделий и в тех случаях, когда требуется высокая температура.
 Ток прямой полярности используется для работы со следующими материалами:
Ток прямой полярности используется для работы со следующими материалами:
- конструкции из тонколистовой стали;
- легкоплавкие металлы;
- чувствительные к перегреву стали: нержавеющие, легированные и высокоуглеродистые.
Особенности сварки при обратной полярности:
- большое разбрызгивание и высокий коэффициент проплавления обусловлены тем, что металл от материалов переносится в сварочную ванну большими каплями;
- электрическая дуга отличается нестабильностью;
- правильный нагрев изделия;
- некоторые сварочные материалы показывают увеличение коэффициента наплавки;
- сварочный шов имеет нестандартный состав материала: отсутствие углерода, большое количество кремния и марганца.
- меньший нагрев стержня позволяет специалисту использовать токи с более высоким значением.
Особенности соединения при обратной полярности:
- необходимость снижения потенциала тока для уменьшения температуры изделия;
- рекомендуется осуществлять сваривание прерывистым швом;
- очень тонкие детали свариваются с периодическим прерыванием дуги;
- при соединении внахлест, заготовки должны герметично прижиматься друг к другу. Несоблюдение данного условия может привести к прожиганию верхней детали.
- стыковочное соединение должно проводиться с минимальным зазором или, лучше всего, вообще без зазора;
- при сварки тонких изделий с неровными кромками следует укладывать под стык медную или стальную пластину. Подобный вспомогательный слой будет забирать часть тепла от сварочного процесса;
- можно провести отбортовку соединяемых кромок, угол – 90°.
Полезное видео
Посмотрите ролик, где наглядно разъясняется разница использования полярностей.
Источник: https://WeldElec.com/info/elektrody-postoyannogo-toka/
Это интересно: Электроды по нержавейке, наиболее подходящие марки изделий, как выполнить сварку изделий из нержавеющей стали
Где и как используют сварочные электроды?
Сварочные электроды применяют как в домашнем строительстве, так и при возведении массовых промышленных объектов.
В обоих случаях, как правило, используют одинаковые виды этих расходников.
Приобретают их всегда под конкретный сварочник, с учетом условий эксплуатации, и технологических параметров.
В процессе сварки стержни плавятся, и расплавляют места соединения металлических элементов, следствием чего становится прочная молекулярная связь последних.

Посредством сварочных электродов можно выполнять:
- Соединение двух металлических частей. Это, в принципе, основное их назначение.
- Заваривание трещин.
- Резка металлических конструкций и отдельных элементов.
Также сварочные электроды нередко применяют для наплавки металла на различные детали, которые в процессе эксплуатации, подверглись износу, и утратили изначальные геометрические размеры.
Сварочными стержнями можно работать в различных положениях, в зависимости от их типа:
- Нижнее расположение сварочного соединения – используют в тех случаях, когда к соединению не предъявляется каких-либо особых требований. Считается самым производительным и оптимальным способом. Электрод располагается вертикально, а соединяемые поверхности – горизонтально.
- Горизонтальное расположение – горизонтальный шов, горизонтальное положение электрода, вертикальное положение свариваемых элементов.
- Вертикальное – вертикальный шов, вертикальное расположение свариваемых элементов, горизонтальное позиционирование электрода.
- Потолочное – вертикальное расположение электрода, горизонтальное размещение соединяемых элементов. Это самый трудновыполнимый вид шва, так как мастер выполняет сварку снизу, из-за чего расплав может стекать, минуя сварочную ванну.
Кроме прочего, существует сварка «в лодочку».
Тут свариваемые элементы располагаются по отношению друг к другу под углом.
Сварка производится преимущественно в нижнем положении, за счет чего повышается скорость работы.
Что касается позиционирования самого электрода, в процессе работы он может быть расположен под 90-градусным углом по отношению к шву, а также под 30 – 60 градусов в наклоне вперед или назад.
Источник: https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki
Недостатки
- Ограниченный диапазон действия;
- Сложность подбора, в зависимости от условий работы.
Физико-химический состав
Зачастую электроды для сварки постоянным током имеют основное покрытие, но могут встречаться и другие варианты. Самыми распространенными элементами, которые входят в данный состав, являются магний, карбонаты, ферросплавы и плавиковый шпат.
Помимо этого в химическом составе встречаются еще и следующие элементы:
|
Углерод |
Марганец |
Кремний |
Сера |
Фосфор |
|
0,09 |
0,57 |
0,23 |
0,025 |
0,027 |
В некоторых случаях состав может меняться не только от марки, но и от размера, что влечет за собой изменение физических свойств наплавленного металла.
Технические характеристики
Каждый сварочный электрод постоянного тока, который принадлежит к той или иной марке, обладает своими характеристиками. Но данный тип в целом имеет свои повторяющиеся особенности. На примере технических характеристик сварочных электродов УОНИ 13 45 можно рассмотреть, какие свойства имеются у наплавленного металла.
|
Температура испытаний |
Сопротивление разрыву временное, Н/мм в квадрате |
Удлинение относительное, % |
Вязкость ударная, Дж/см в квадрате |
|
+ 20 °С |
410 |
147 |
|
Производительность наплавки, г/мин |
Относительный выход наплавленного материала, % |
Количество электродов на 1 кг наплавленного шва, кг |
|
1,65 |
Марки электродов для сварки постоянным током
Здесь перечислены основные марки, которые пользуются популярностью на современном рынке:
- УОНИ-13 45. Во время выпуска проходит санитарно-эпидемиологическое заключение. Его используют для сталей с низким уровнем легирования и со средним содержанием углерода. Благодаря высокой герметичности ими заваривают емкости, работающие под давлением. Также сваривают толстые металлические изделия и заваривают дефекты, образованные после литья. Обладают основным покрытием.
- УОНИ-13 45. Его используют для сталей с низким уровнем легирования и со средним содержанием углерода. Благодаря высокой герметичности ими заваривают емкости, работающие под давление и строительные металлоконструкции. Обладают основным покрытием

Электроды для сварки постоянным током марки УОНИ-13 45
- ОЗС-12. Используются для соединения ответственных конструкций, произведенных из низкоуглеродистой стали. Пригодны для всех пространственных положений, за исключением вертикального.

Электроды для сварки постоянным током марки ОЗС-12
- ОЗС-4. Используется для сваривания низкоуглеродистых и углеродистых сталей. Имеет минимальные требования к чистоте поверхности и может варить даже заготовки с ржавчиной.

Электроды для сварки постоянным током марки ОЗС-4
- МР-3С. Для сварки низколегированных и углеродистых сталей. Наплавленный металл образует ровный вид соединения и очень легко ложится в процессе сварки.

Электроды для сварки постоянным током марки МР-3
Обозначение и маркировка
Маркировка электродов для сварки постоянным током обозначает род при помощи цифр. В самом конце полного названия марки стоит цифровое обозначение, и если там имеется «0», то эти электроды предназначаются исключительно для постоянного тока. К примеру, Э50А УОНИ 13 55 5,0УД Е514(4) Б 20, у которых как раз имеется «0» в конце, должны использоваться только для постоянного тока обратной полярности.
Выбор
Многих интересует вопрос, какие лучше электроды для сварки постоянным током. Это весьма актуальный вопрос, так как имеется огромное количество производителей и марок, а от качества расходного материала зависит эффективность работы. В первую очередь нужно обратить внимание на соответствие стандартам качества и наличие сертификатов. После этого следует выбирать материал по типу металла, из которого сделан стержень. Он должен быть максимально схож с тем, что придется сваривать. Ведь некоторые марки могут быть рассчитаны только на низколегированные стали. Так же может быть направленность на низкое и среднее содержание углерода. Данный тип преимущественно работает со сталями, так что подбор придется делать из узкого сегмента материалов.
После этого следует определиться с размерами. Диаметр электрода не стоит выбирать меньше, чем толщина заготовки, так как есть риск, что он не сможет проварить всю конструкцию целиком. Толщина должна совпадать с диаметром, или же электрод может толще, не более 1 мм. Это влияет на удобство сваривания, так как состав в выбранной марке уже не будет меняться.
«Важно!Все особенности выбора могут оказаться бесполезными, если не будет подобран правильный режим тока, под которым материал сможет раскрыть весь свой потенциал.»
Основные режимы и нюансы применения
Режимы во многом зависят от положения, в котором проводится сваривание. Ведь из-за земного притяжения расплавленный металл будет стекать вниз, так что при потолочном и вертикальном положении требуется уменьшить силу тока, чтобы все плавилось не так быстро.
|
Величина диаметра, мм |
Положение |
||
|
Нижний шов |
Вертикальный шов |
Потолочный шов |
|
|
40…80 |
40…70 |
40…70 |
|
|
2,5 |
70…90 |
60…80 |
60…80 |
|
100…130 |
90…120 |
90…120 |
|
|
160…190 |
130…160 |
130…160 |
|
|
180…240 |
160…210 |
||
|
210…290 |
|||
Источник: https://svarkaipayka.ru/material/elektrodyi/dlya-svarki-postoyannyim-tokom.html
Маркировка электродов для постоянного тока
Различные типы сварочных материалов имеют собственную маркировку. Маркировка содержит основную информацию об электроде. Формат данных сведений включает 12 цифровых комбинаций, каждая из которых имеет собственное значение. Основной особенностью маркировок расходников для постоянного тока является цифра “0”, расположенная в конце записи. Именно она указывает, что определенная марка рассчитана только на постоянный ток.

Цифра “0” в строке “E 513 B20” обозначает, что данные электроды используются для сварки постоянным током обратной полярности.
Источник: https://WeldElec.com/info/elektrody-postoyannogo-toka/
Электроды для переменного тока
Электроды для переменного тока обладают интересной особенностью: они универсальны, то есть годятся для работы как с переменным, так и с постоянным напрпяжением. Сразу заметим, что электроды для постоянного тока такой универсальностью ни в коей мере не обладают.
Используются электроды переменного тока там, где в качестве сварочных аппаратов стоят трансформаторы и генераторы. Как и сами аппараты, эти электроды весьма востребованы, так как с этими методами можно работать только на «переменке».
И агрегаты, и расходные материалы значительно дешевле, чем сварочные технологии, основанные на использовании постоянного напряжения. Так что популярность и спрос на «переменку» не собирается снижаться.
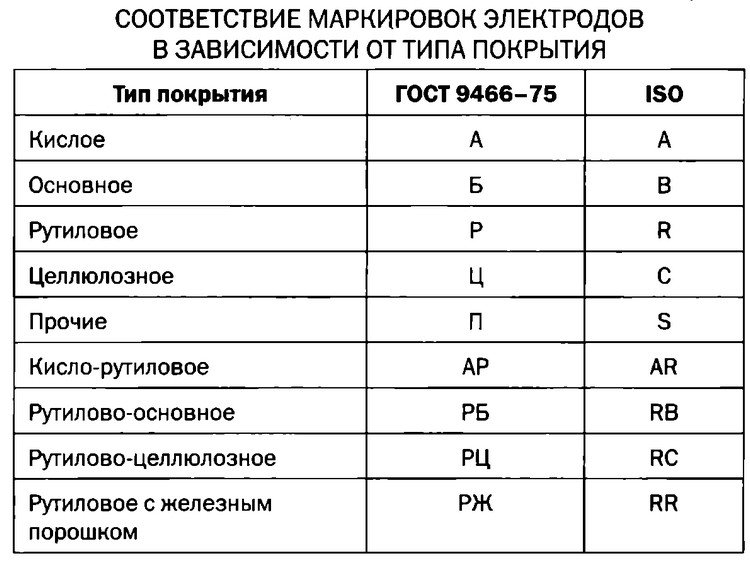
Маркировки электродов для разных типов покрытий.
Преимущества электродов переменного тока:
- Использование расходников для переменке не требует выпрямителей в дополнение к трансформатору.
- Сварочная ванна не подвергается вредному действию азота и кислорода из воздуха.
- Универсальность такого рода расходников.
Недостатки переменных расходников:
- Самый главный минус – качество сварочных швов ниже, чем при использовании постоянного напряжения.
- Разбрызгивание металла во время сварки.
- Низкий уровень вязкость под ударом.
Четыре типа покрытия электродов:
- Кислое покрытие с маркировочной буквой А, имеющее в составе высокую долю кислорода. Это типичный «универсал», с такими расходниками можно работать и на постоянном токе.
- «Основное» покрытие с маркировкой буквой Б. Отличаются высоким потенциалом ионизации, из-за чего на переменном токе с ними лучше не работать.
- Рутиловое покрытие обычно наполовину состоит из специального рутилового концентрата, а он весьма лоялен к переменному току.
- Электроды из целлюлозы годятся для работы с постоянным током.
Из всех возможных вариантов покрытия самым популярным в работах с переменным током является рутиловое покрытие.
Источник: https://tutsvarka.ru/vidy/elektrody-dlya-peremennogo-toka
Характеристики
В последние 15 лет представлено много современных моделей универсальных механизмов. Они могут работать как при статичном, так и переменном токе. Такие варианты отлично подходят тем, для кого не играет большой роли высокое качество сварочных соединений.
Но для того, чтобы итоговый шов был крепким, необходимо приобретать специальные электроды, позволяющие работать с постоянным током. Если их применять, то можно избежать разбрызгивания металла и получить ровное соединение.
Когда покупаете электроды, не стоит на них экономить. Учитывайте, чтобы они были выполнены по Госстандарту. Также не выбирайте модели, чьих производителей вы не знаете. Работая с электродами низкого качества, вы рискуете получить неровную поверхность.
Это несмотря на то, что внешне такие электроды аналогичны высококачественным единицам. Но вы точно заметите разницу, когда начнёте сварочные работы.
Когда вы работаете с постоянным током, то материал электрода не имеет такого значения, как его качество. Стоит убедиться заранее, что материал отвечает вашим рабочим требованиям. Только после этого можно начинать сварку.
Электроды, используемые для работы с постоянным током, обладают некоторыми преимуществами, если сравнивать их с универсальным материалом. Список некоторых из них ниже:
- широкий выбор диаметра;
- большое разнообразие покрытий;
- возможность работы новичкам без опыта;
- итоговое сварочное соединение хорошего качества без использования флюса.
Механизмы имеют некоторые недостатки:
- работа только с постоянным током;
- высокая стоимость деталей;
- необходимость учета всех характеристик материалов.
Чтобы разобраться в этом вопросе, посмотрите на таблицу, прикрепленную ниже.

В 4 случаях из 5 при изготовлении применяют карбонат, также ферросплавы и магний. Начинка аппарата отличается по типу производителя, и зависит от размера механизма.
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-postoyannogo-toka
Физико-химический состав
Здесь все просто. Большинство стержней для постоянки имеют основное покрытие. В составе может быть карбонат, магний, ферросплавы и прочие элементы. В таблице ниже приведены элементы, которые еще могут встречаться в составе. Кстати, состав может изменяться в зависимости от марки и диаметра электрода.
Источник: http://home.nov.ru/osobennosti-i-primenenie-elektrodov-dlya-postoyannogo-toka/
Размеры и вес сварочных электродов
Диаметр – основная величина электрода.
Обычно этот параметр находится, как правило, в пределах 1,6 – 8 мм, но ГОСТами предусмотрены варианты на 10 и 12 мм.
В быту обычно используют 2,5-миллиметровые стержни.
На вес каждого стержня влияет материал изготовления, его длина (обычно это 250 – 450 мм, однако далеко не всегда), толщина покрывающего слоя, иные факторы.
Изделия упаковываются в пачки весом от 1 до 7 кг.
Источник: https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki
Как выбрать

Ищите электроды исходя из материала, который применяют для его изготовления. Некоторые виды могут служить для работы с определенным видом конструкции.
Учитывайте этот момент. Многие стержни для работы с постоянным током производят для металлообработки стали.
Стоит проверять этот момент очень тщательно, потому что продукция может быть не лучшего качества.
Выберите для себя, какой диаметр должен быть у электрода. Также не забывайте о размерах металлоконструкции. Следуйте простому правилу: чем больше толщина детали, тем выше окружность стержня.
Если не обращать внимание на этот момент, тогда металл или не доварится, или изменит свою форму. Отклонение – не больше одного миллиметра.
Определить правильный режим работы машины – значит сделать половину дела. Даже если диаметр электрода для сваривания постоянным током и характеристики материала подобраны правильно, вы рискуете ошибиться с режимом тока. Тогда вся работа не будет иметь смысла.
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-postoyannogo-toka
Материал и виды покрытия
Электродное покрытие по соотношению общего диаметра электрода к диаметру сердечника делится на следующие категории (коэффициент):
- Типа М – тонкое покрытие (до 1,2).
- С – среднее (до 1,45).
- Д – толстое (до 1,8).
- Г – особо толстое (свыше 1,8).
По составу также существует отдельная классификация:
- А – кислое.
- Б – основное.
- Ц – целлюлозное.
- Р – рутиловое.
- Две буквы (указанные выше, а также рутилово-железные с обозначением РЖ) – смешанный тип.
- П – прочие типы.
Приведенные буквы участвуют в маркировке.
ПРИМЕЧАНИЕ:
Предусмотрено дополнительное деление электродов на несколько групп, в зависимости от состояния обмазки, точности изготовления этих изделий.
Цвет
Вольфрамовые электроды отдельно имеют цветовую маркировку, указывающую на тип и процентный вес содержащегося в составе оксида:
- Торий – голубые (0,35 – 0,55%), желтые (0,8 – 1,2%), красные (1,7 – 2,2%), сиреневые (2,8 – 3,2%), оранжевые (3,8 – 4,2%).
- Цирконий – коричневые (0,15 – 0,5%) и белые (0,7 – 0,9%).
- Оксид лантана – черные (0,9 – 1,2%), золотые (1,4 – 1,6%), синие (1,8 – 2,2%).
- Оксид церия – серые, соответствующие 1,8 – 2,2%.
Сиреневым и бирюзовым цветами отмечаются смешанные оксиды, состоящие из редкоземельных элементов. Зеленые стержни производятся из чистого вольфрама.
Источник: https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki
Рейтинг электродов переменного тока

Типы электродов для сварки переменным и постоянным током.
Вид тока обозначается во всех маркировках расходников – это всегда последняя цифра. Главное – запомнить, что если в маркировке на последнем месте стоит 0, то электрод не годится для сварки переменным током.
- ОЗС – 12 с рутиловым покрытием. Самый распространенный вид электродов для сварки переменным током, с которым работают практически на всех аппаратах российского производства. Отлично варит детали из углеродистых сталей, приемлемы для соединений ответственных конструкций. Значительные преимущества данных электродов – возможность работать в любом положении в пространстве, отсутствие пор в шве, стойкая дуга, вполне приемлемая доза токсических газов, выделяемых во время процесса сварки.
- МР – 3 созданы для сварки низкоуглеродистых сталей. Преимущества похожи: отличная стойкая дуга, приемлемое разбрызгивание металла. Корка шлака очень легко отделяется. С этими расходниками можно варить даже ржавые, влажные и плохо очищенные заготовки.
- АНО – 4 также используются для углеродистых сталей. Отличная дуга, которая быстро и легко поджигается. Можно варить влажные и ржавые заготовки. Нет пор и трещин при образовании шва. Легкое отделение корки шлака. Практически не наблюдается разбрызгивания металла.
- МР – 3С отличаются своей высокой универсальностью: годятся и для низколегированных, и для углеродистых сталей. Дуга поджигается легко и мгновенно, шов защищен от шлака и окислов за счет рутилового покрытия. Швы выходят ровными и прочными, они выдерживают значительные нагрузки. Работать с ними можно в любом положении в пространстве.
- АНО – 6 используются для соединений деталей из низкоуглеродистых сталей. Не боятся ржавчину, окалину и грязь. Дуга стойкая и легко поджиигаемая, шов формируется правильно.
- ОЗС – 4 для углеродистых сталей, варить можно в любых пространственных положениях. Дуга поджигается легко. Можно варить на повышенных режимах металлические заготовки с кромками средней и большой толщины. Внимание! Не любит грязи на свариваемых поверхностях – перестают работать.
- АНО – 21 также предназначены для сталей с углеродными добавками и низколегированных сплавов. С ними очень просто обращаться, работать можно в каких угодно положениях, используются также совместно с инвертором и трансформатором полуавтоматического типа. Металл во время работы почти не разбрызгивается, легко отделяется шлак в виде корки. Дуга с отличными качествами – стабильная и мягкая.
- ОЗС – 6 предназначаются для углеродистых сталей. Отличаются высокой проходной скоростью, что дает высокую производительность труда со сварочным швом прекрасного качества. Способен сваривать окисленные поверхности.
Источник: https://tutsvarka.ru/vidy/elektrody-dlya-peremennogo-toka
ГОСТ
Для покрытых стержней, посредством которых выполняется дуговая сварка, разработан ГОСТ 9466-75.
Кроме него существуют стандарты, распространяющиеся на электроды, исходя из их назначения.
Для примера, это ГОСТ 9467-75, ГОСТ 10052-75 и ГОСТ 1051-75.
Маркировка сварочных электродов
Маркировка электродов бывает простой, например, состоящей буквально из 3-х символов, и крайне сложной.
В качестве примера можно привести изделия Э50А и, например, Э42А, где:
- Первая бука Э буквально означает «электрод».
- Идущее следом число означает минимальное время сопротивления разрыву.
- Последующие буквы указывают на назначение изделия (А – допускается применение пластичного наплавляемого металла, имеющего повышенную вязкость, Н – изделия для наплавления на поверхности, У – для углеродистых сталей, Т – для теплоустойчивых легированных сталей).

Также в наплавке содержатся самые разные химические элементы, которые маркируются буквами Х, М, Б и Ф, что соответствует хрому, молибдену, ниобию и ванадию.
Касательно непосредственно сердечника, он маркируется следующим образом (последовательно):
- Св – буквенное обозначение сварочного типа проволоки.
- Число, указывающее на процентное содержание углерода.
- Буквы, в которых зашифрован код содержащихся легирующих веществ.
- Число, указывающее на процентное содержание легирующих веществ.
Источник: https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki
Выбор электродов
Многие начинающие сварщики часто спрашивают: «Какие электроды для сварки постоянным током лучше?». В этом вопросе уже кроется ошибка. Не бывает лучших или худших электродов, каждая марка имеет свои особенности и назначение. Мастер сам для себя решает, какие электроды предпочтительнее для выполнения его специфических задач. Но кое-что все же стоит учесть при выборе стержней.
Во-первых, посмотрите, из чего изготовлены выбранные вами электроды и для чего они предназначены. Некоторые марки могут быть рассчитаны на работу только с одним типом металла. Это нужно учитывать. Большинство стержней для постоянки изготавливаются для сварки сталей, так что придется потрудиться, чтобы узнать свойства детали и электрода. Не нужно варить низколегированную деталь электродом для углеродистой стали. Также не лишним будет запрос у продавца сертификатов качества. Некоторые магазины не стесняются торговать поддельной продукцией, качество которой оставляет желать лучшего.
Во-вторых, определитесь с диаметром электрода и толщиной металла. Помните золотое правило: чем толще деталь, тем больше диаметр стержня. Если не следовать этой рекомендации, то металл либо не проварится, либо деформируется. Допустимы отклонения не более одного миллиметра.
Обратите внимание! 50% результата — это правильный выбор режима работы. Вы можете выбрать нужный диаметр и состав электрода, но установить ошибочный режим тока, и вся работа пойдет насмарку. Отнеситесь к этому серьезно.
Источник: http://home.nov.ru/osobennosti-i-primenenie-elektrodov-dlya-postoyannogo-toka/
Подведём итоги
После того, как вы примените эту информацию на практике, обязательно поделитесь с нами в комментариях. Успехов в работе!
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-postoyannogo-toka
Что нужно знать о сварочных электродах?
На электродный стержень любые покрытия (если предполагается их наличие) наносятся окунанием (обмакиванием) или опрессовкой.
В первом случае проволочный пруток буквально окунают в специально подготовленный раствор.
Это фактически паста, которую готовят путем смешивания требуемых компонентов до образования сметанообразной консистенции.
На первом этапе перемешивается сухая смесь, после чего уже происходит добавление связующего вещества, например, жидкого стекла.
После обмакивания в эту пасту, стержень отправляют на сушку, а затем на упаковку.
Что касается опрессовки, паста наносится под давлением от 400 до 800 атмосфер.
Это более эффективный способ, позволяющий полностью сформировать до 600 готовых изделий в течение всего 1 минуты.
Сушка происходит при температуре 150 – 180 °С.
Перед упаковкой, что касается и первого метода нанесения покрытия, все электроды проходят обязательную проверку на качество.
Сварочные электроды, учитывая, что это расходники, обычно закупают с запасом, это часто приводит к их длительному хранению в складских помещениях.
К последним предъявляются два условия:
- Постоянная влажность, не превышающая 50%.
- Температура не ниже 14 °С. Другими словами, помещение должно быть отапливаемым в холодное время года. Причем и тут важна стабильность, так как перепады в отрицательную сторону дают повышение влажности воздуха.
Подобные условия хранения требуются для вин большой выдержки.
Срок годности сварочных электродов может быть неограничен.
Источник: https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki
Вместо заключения
Теперь вы знаете, какие электроды лучше для сварки с постоянным током. Обязательно испробуйте стержни на практике и расскажите о своем опыте в комментариях, это будет полезно для многих начинающих сварщиков. Также делитесь этой статьей в социальных сетях. Желаем удачи!
Источник: http://home.nov.ru/osobennosti-i-primenenie-elektrodov-dlya-postoyannogo-toka/
Количество использованных доноров: 6
Информация по каждому донору:
- https://WeldElec.com/info/elektrody-postoyannogo-toka/: использовано 2 блоков из 6, кол-во символов 3873 (13%)
- https://prosvarku.info/elektrody/ehlektrody-dlya-postoyannogo-toka: использовано 4 блоков из 7, кол-во символов 3195 (11%)
- https://tutsvarka.ru/vidy/elektrody-dlya-peremennogo-toka: использовано 3 блоков из 5, кол-во символов 8321 (29%)
- https://svarkaipayka.ru/material/elektrodyi/dlya-svarki-postoyannyim-tokom.html: использовано 1 блоков из 3, кол-во символов 4843 (17%)
- http://home.nov.ru/osobennosti-i-primenenie-elektrodov-dlya-postoyannogo-toka/: использовано 3 блоков из 9, кол-во символов 2092 (7%)
- https://instrumentn.ru/svarochno-payalnyj-razdel/svarochnye-elektrody-naznachenie-vidy-i-harakteristiki: использовано 5 блоков из 8, кол-во символов 6690 (23%)