Чтобы повысить качество обработки металлов и сплавов, рекомендуется подбирать соответствующие электроды для сварки, обеспечивающие оптимальные условия проведения работ.
А для того, чтобы не допустить ошибку при выборе расходника, следует иметь чёткое представление о существующих типах электродов, порядке их маркировки, а также о возможностях применения.
Источник: https://svaring.com/welding/prinadlezhnosti/elektrody-dlja-svarki
Содержание
- 1 Причины недолговечности электродов контактной электросварки
- 2 Виды электродов для сварки и стали
- 3 Конструкции электродов
- 4 Полезное видео
- 5 Материал для изготовления
- 6 Процесс охлаждения
- 7 Как подобрать диаметр электрода в зависимости от толщины металла
- 8 Выбор
- 9 Какими электродами лучше варить
- 10 Правила маркировки
- 11 Выбор силы сварочного тока под электроды
- 12 Заключение
- 13 Прокалка (сушка)
- 14 Покупка электродов: как определить качество
Причины недолговечности электродов контактной электросварки
Процесс контактной сварки состоит из следующих стадий:
- Предварительной подготовки поверхности соединяемых деталей – она должна быть непросто очищена от загрязнений и окислов, но и очень ровной, чтобы исключить неравномерность возникающего напряжения электрического поля.
- Ручного или механического прижима свариваемых изделий – с увеличением усилия прижима растут интенсивность диффузии и механическая прочность сварного шва.
- Локального расплавления металлов в зоне прижима теплом электрического тока, в результате чего формируется сварочное соединение. Прижим электродов на этой стадии препятствует образованию сварочных брызг.
- Отключения тока и постепенного остывания сварного шва.

Таким образом, материал электродов для контактной сварки претерпевает не только значительные термические напряжения, но и механические нагрузки. Поэтому к нему предъявляется ряд требований – высокая электропроводность, высокая термическая стойкость (в том числе – и от постоянных колебаний температуры), повышенные значения предела прочности на сжатие, малый коэффициент теплоёмкости. Таким комплексом свойств обладает ограниченное число металлов. В первую очередь – это медь, и сплавы на её основе, однако и они не всегда удовлетворяют производственным требованиям.
В связи с постоянным повышением энергетических характеристик производимых сварочными клещями для точечной сварки многие торговые марки ориентируют потребителя на применение только «своих», фирменных электродов, что не всегда соблюдается. В результате снижается качество сварных швов, получаемых по такой технологии, подрывается доверие к самому процессу контактной электросварки.
Преодоление указанных проблем производится двумя путями: совершенствованием видов и конструкций сварочных электродов для точечной сварки, и разработкой новых материалов, используемых для изготовления таких электродов. Для частных пользователей имеет значение также и цена вопроса.

Источник: https://proinstrumentinfo.ru/elektrody-dlya-kontaktnoj-svarki-mednye-gost-vidy-material/
Виды электродов для сварки и стали
Рассматривая типы и марки электродов для сварки, для начала остановимся на первых. Покрытые электроды (а именно они представлены в каталоге продукции МЭЗ) подразделяются на 4 основных типа — в зависимости от покрытия, которое на них наносится.
Основное покрытие («Б»)
Это один из наиболее распространенных типов обмазки, в составе которой — карбонаты кальция и магния. В маркировке обозначаются буквой «Б». Ключевое преимущество — малое содержание водорода в составе покрытия. Это и другие свойства позволяют получать механически очень прочный, высокопластичный шов с отличной ударной вязкостью. Электроды используются при сварке особо ответственных конструкций, а также конструкций, которые будут эксплуатироваться в знакопеременных по температуре условиях и суровых северных условиях. Наиболее широко известна марка УОНИ 13/55, УОНИИ 13/55, УОНИ 13/45. Среди минусов: образование при сварке сравнительно большого количества шлака, риски появления пор в сварном шве при сварке на длинной дуге, при влажной или окисленной поверхности.
Рутиловое покрытие («Р»)
Также является одним из самых широко используемых. Основа состава — рутил (диоксид титана), помимо него присутствуют кислород и кремний. Изделия обеспечивают легкий первичный, повторный поджиг, стабильное горение дуги, малое количество брызг, легкое отделение шлаковой корки, ровный шов товарного вида. Оптимально подходят для сварки низкоуглеродистых сталей. Наиболее популярные марки — МР-3 ЛЮКС, МР-3, ОЗС-12, АНО-21. В ряду минусов: необходимость в низкой влажности и в обязательной предварительной прокалке во избежание рисков окисления металла шва.
Кислое покрытие («А»)
Имеет в составе железо, кремний, марганец, другие элементы. Электродами с кислой обмазкой можно вести сварку по поверхностям с окалиной или ржавчиной, они обеспечивают высокую сопротивляемость возникновению в металле шва воздушных каналов. Из минусов — угроза появления в последнем горячих трещин.
Целлюлозное покрытие («Ц»)
Состоит из целлюлозы, органических смол, ферросплавов и других элементов. Электроды хорошо подходят для выполнения сварки в вертикальном положении благодаря малому количеству шлака и выделению защитных газов. В числе минусов — высокий уровень разбрызгивания металла и высокое содержание водорода, что может ухудшить качество металла сварного шва.
Источник: https://magelectrod.ru/delivery/kak-pravilno-vibrat-elektrodi-dlya-svarki/
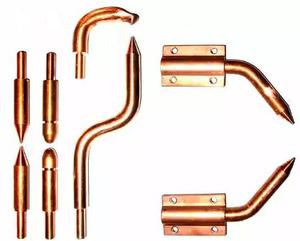
Конструкции электродов
Наименее стойким местом электрода является его сферическая рабочая часть. Электрод бракуется, если увеличение размеров торца превышает 20% от первичных размеров. Конструкция электродов определяется конфигурацией свариваемой поверхности. Различают следующие исполнения инструмента
- С цилиндрической рабочей частью и конической посадочной частью.
- С коническими посадочной и рабочей частью, и переходным цилиндрическим участком.
- Со сферическим рабочим торцом.
- Со скошенным рабочим торцом.
Кроме того, электроды могут быть сплошными и составными.

При самостоятельном изготовлении (либо перезаточке) рекомендуется выдерживать следующие соотношения размеров, при которых инструмент будет обладать максимальной стойкостью:
- Для расчёта диаметра электрода d пользуются зависимостью Р = (3…4)d2, где Р – фактически необходимое сжатие электродов при проведении процесса контактной электросварки. В свою очередь, рекомендуемые значения давления осадки, при котором получаются наиболее качественные соединения, составляет 2,5…4,0 кг/мм2 площади получаемого сварного шва;
- Для электродов с конической рабочей частью оптимальный угол конусности варьируется от 1:10 (для инструмента с диаметром рабочей части до 30…32 мм) до 1:5 – в противоположном случае;
- Выбор угла конуса определяется также и наибольшим усилием сжатия: при максимальных усилиях рекомендуется принимать конусность 1:10, как обеспечивающую повышенную продольную стойкость электрода.
Основные формы электродов для контактной сварки устанавливает ГОСТ 14111, поэтому, применяя те или иные соотношения размеров, следует учитывать размеры посадочного пространства под инструмент для конкретной модели машины контактной сварки.

Значительную экономию материала даёт применение составных конструкций. При этом для изготовления корпуса применяют материалы с высокими значениями электропроводности, а съёмную рабочую часть изготавливают из сплавов с высокой твёрдостью и износостойкостью (в том числе и термической). В частности, подобным сочетанием свойств обладают металлокерамические сплавы от швейцарской фирмы АМРСО марок A1W или A1WC, содержащие 56% вольфрама и 44% меди. Их электропроводность достигает 60% от электропроводности чистой меди, что определяет малые потери на нагрев при выполнении сварки. Рекомендуемым материалом могут быть и бронзовые сплавы с добавками хрома и циркония, а также вольфрам.
Электроды для контактной сварки лёгких сплавов, где не требуется значительного усилия прижима, выполняют со сферической рабочей частью, а для контактных губок аппаратов точечной электросварки целесообразно применять кремнистые бронзы.
Механические характеристики электродов должны находиться в следующих пределах:
- Твёрдость по Бринеллю, НВ – 1400…2600;
- Модуль Юнга, ГПа – 80…140;
- Предельный изгибающий момент, кгсм – не ниже 750…800.
Конструкции электродов всегда должны быть полыми, для обеспечения эффективного охлаждения.
Источник: https://proinstrumentinfo.ru/elektrody-dlya-kontaktnoj-svarki-mednye-gost-vidy-material/
Полезное видео
Предлагаем посмотреть ролик с разъяснениями по выбору.
Источник: https://WeldElec.com/info/kak-vybrat-elektrody-dlya-svarki/
Материал для изготовления

Сам процесс контактной сварки предполагает высокие температуры, напряжение, сжатие, неравномерный прогрев электрода. Поэтому материал для таких моделей не должен быть любым.
Их необходимо изготовить из металла, характеристики которого позволяют им выдерживать все нагрузки. Только если форма изделия будет оставаться неизменной, сварочные работы будут качественными.
Если конфигурация начнет меняться от высоких нагрузок – качество соединения моментально будет ухудшаться.
Какие воздействия приведут к изменению конфигурации электрода? При контактной сварке электрод плавится, окисляется, постоянно перегревается.
Поэтому вопрос выбора состава для производства электрода — один из важнейших в проведении работ на необходимом уровне.
Для такого вида сварки применяется, в основном, медь. Но медь — не жаропрочная, поэтому ее никогда не применяют в чистом виде. А жаропрочность для таких работ очень важна.
Специалисты знают эту особенность, поэтому учитывая ее, используют разные медные сплавы. Это возможно благодаря использованию не чистой меди, а ее сплавов. Сплав получают, добавлением в медь легирующих компонентов.
Например, бериллия, кадмия, хрома, алюминия, цинка, магния, циркония и других металлов. Из-за легирующих компонентов, медные изделия сохраняют при себе высокую электропроводность.
Они получают лучшие характеристики, важные в эксплуатации. Варианты из медного сплава с легирующим компонентом, теряют свои характеристики в шесть раз медленнее, чем исключительно медные.
Но забыть о сложностях не получится, если во время приобретения вы просто возьмете вариант из какого-то медного сплава с любым легирующим компонентом. Для контактной сварки необходимо учесть и особенности материала, который вы планируете варить.
Вариант с медью, вольфрамом и молибденом в составе необходим, если основным материалом сварки будет оцинкованная сталь. Такие модели сохранят свои характеристики, будут достаточно прочными относительно основного металла.
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-kontaktnoj-svarki
Процесс охлаждения

Для охлаждения электрода в ходе такой сварки применяют воду, которая поступает по трубкам, либо через отверстия в нем самом. Это необходимо, так как на электроды идет серьезное температурное воздействие и необходимо своевременное охлаждение.
И наружное или внутреннее охлаждение водой используют потому, что воздуха для этого недостаточно.
При использовании сложных изделий, качественному охлаждению необходимо уделять особое внимание. Именно из-за особенностей их конструкции, охлаждение таких моделей может привести к появлению трудностей.
Не столь важно, прямую или фигурную модель вы используете, но если электрод достаточно большого размера, то вдоль корпуса можно припаять две медные трубки для оперативной подачи воды.
Необходимо учитывать, что охлаждение при контактной сварке проходит хуже, чем у обычных прутов, покрытых специальным составом. Чтобы не возникало перегрева, интенсивность сварки нужно регулярно понижать.
Это нужно помнить, если вы используете модель непростой конфигурации.
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-kontaktnoj-svarki
Как подобрать диаметр электрода в зависимости от толщины металла

При выборе следует учитывать зависимость диаметра электрода от толщины свариваемого металла изделий и элементов. Чем толще последний — тем, соответственно, больше и толщина стержня электрода. Так,
- при толщине свариваемых элементов в 1,5-2,5 мм толщина электрода будет составлять 2-2,5 мм;
- при толщине в 3 мм — соответственно 2,5-3 мм;
- при 4-5 мм — 3-4 мм;
- при 6-10 мм — 4-5 мм.
Допустимые значения сварочного тока также варьируются в зависимости от диаметра расходника (об этом — ниже). При повышенных значениях тока (всегда указываются на упаковке) и превышении рекомендуемых показателей диаметра существуют риски образования в металле шва пор. Следует также сказать о том, что если толщина изделий не более 1,5 мм, ручная дуговая сварка обычно не используется.
Источник: https://magelectrod.ru/delivery/kak-pravilno-vibrat-elektrodi-dlya-svarki/
Выбор
В процессе выбора подходящих электродов для точечной сварки следует обратить особое внимание на размеры и форму рабочего элемента изделия. Также следует учитывать характеристики обрабатываемого материала, его толщину, форму сварочных узлов и режим сварки.
У инструмента для контактной сварки бывают разные рабочие поверхности:
- Плоская;
- Сферическая.
 Изделия, имеющие сферическую рабочую поверхность, не особо чувствительны к скосам, потому они нередко используются на подвесных и радиальных установках, а также для фигурных электродов с прогибом. Изготовители из РФ советуют для обработки легких сплавов именно эту разновидность электродов, так как они позволяют предотвратить появление подрезов и вмятин при точечной сварке. Однако предотвратить эту проблему можно и в том случае, если пользоваться плоскими электродами, торец которых увеличен. А электроды, оснащенные шарнирами, могут даже заменить электроды сферического типа, но они рекомендованы для сварки металлических листов, толщина которых не превышает полутора миллиметров.
Изделия, имеющие сферическую рабочую поверхность, не особо чувствительны к скосам, потому они нередко используются на подвесных и радиальных установках, а также для фигурных электродов с прогибом. Изготовители из РФ советуют для обработки легких сплавов именно эту разновидность электродов, так как они позволяют предотвратить появление подрезов и вмятин при точечной сварке. Однако предотвратить эту проблему можно и в том случае, если пользоваться плоскими электродами, торец которых увеличен. А электроды, оснащенные шарнирами, могут даже заменить электроды сферического типа, но они рекомендованы для сварки металлических листов, толщина которых не превышает полутора миллиметров.
Габариты рабочего элемента инструмента подбираются в соответствии с типом и толщиной обрабатываемых материалов. Результаты исследования, которое было проведено экспертами французской компании «ARO» показали, что рассчитать необходимый диаметр можно, воспользовавшись следующей формулой:
dэл = 3 мм + 2t, где «t» — толщина листов, которые подлежат сварке.
 Сложнее подсчитать необходимый диаметр инструмента при неодинаковой толщине листов, сварке материалов разного типа и сварке целого «пакета» элементов. Понятно, что для работы с деталями разной толщины, диаметр изделия нужно подбирать относительно самого тонкого металлического листа.
Сложнее подсчитать необходимый диаметр инструмента при неодинаковой толщине листов, сварке материалов разного типа и сварке целого «пакета» элементов. Понятно, что для работы с деталями разной толщины, диаметр изделия нужно подбирать относительно самого тонкого металлического листа.
При сварке комплекта элементов диаметр следует подбирать, руководствуясь толщиной внешних элементов. Для сварки материалов различного типа наименьшее проплавление имеет металлический сплав с минимальным удельным электросопротивлением. В таком случае следует применять приспособление, сделанное из материала повышенной теплопроводности.
Источник: https://tokar.guru/svarka/elektrody/elektrody-dlya-kontaktnoy-svarki.html
Какими электродами лучше варить
Однозначного ответа на вопрос “Какими электродами лучше варить?” не существует. Абсолютно лучших материалов для сварки нет и быть не может. Чуть ниже проанализированы наиболее распространенные. Также можете посмотреть рейтинг, за что голосуют сварщики, заодно и свое мнение присоединить.
Забор
Многие люди, живущие в своем доме, не раз задавались вопросом “Какими электродами варить забор?”. Существует большое количество марок сварочных диодов, которые применяются для подварки или полного сваривания ограждения. К популярным видам относятся:

Начинающим и непрофессиональным сварщикам рекомендуется применять электроды с рутиловым покрытием.
Окончательный выбор марки электрода зависит от марки стали труб. Также следует учитывать особенности сварки оградительных систем.
Наиболее востребованным видом металлопроката, используемым при строительстве сварного забора, является профильная труба прямоугольного сечения. Работа с данным материалом подразумевает несколько важных нюансов.

Сварку труб профильного сечения можно осуществлять 4 способами.
1. Электродуговая сварка считается самым удобным, а потому и часто применяемым способом. Главная особенность – возможность работы в труднодоступных местах. Дуговая сварка труб осуществляется в специальном помещении. Концы труб необходимо обезжирить и зачистить. Если толщина изделия превышает 4 мм, то нужно подготовить кромку с помощью фаскоснимателя. Шлак, который будет образовываться, необходимо периодически сбивать.
3. Газовая сварка менее популярна из-за высокой затратности, опасности метода и необходимости специальной подготовки мастера.
4. Контактная сварка применяется в основном на предприятиях и промышленных объектах.
Тонкий металл
Сварка тонкого металла является проблемой даже для опытных мастеров. При работе с таким видом материала имеется множество сложностей и особенностей, из-за которых тяжело верно подобрать режимы и электроды.

Первая сложность – металл небольшой толщины при сильном нагревании прогорает и образуются дыры.
Второй важный момент – сварка должна проводиться на малых токах, также необходимо делать короткую дугу. При незначительном отрыве она просто гаснет. Также могут возникать проблемы с розжигом дуги, поэтому следует использовать аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70В) и плавной регулировкой сварного тока, которая начинается от 10А.
При сильном нагреве может произойти ещё одна неприятность – изменение геометрии листов, они выгибаются волнами.
При осуществлении сварки встык, кромки необходимо зачищать от загрязнений и ржавчины. Листы следует располагать без зазоров. Детали фиксируются различными приспособлениями: струбцины, прижимы и другие. Затем детали прихватывают через каждые 7-10 см. короткими швами, чтобы они не смещались.
 Также при сварке элементов встык необходимо делать отбортовки. Когда отбортованная кромка расплавляется, отогнутые части заплавляются внутрь, закрывая весь промежуток между заготовками и вместе с металлом, поступающим с электрода, образуют шов. Таким образом, не происходит проплавление металла насквозь, а получается полностью заполненный шов.
Также при сварке элементов встык необходимо делать отбортовки. Когда отбортованная кромка расплавляется, отогнутые части заплавляются внутрь, закрывая весь промежуток между заготовками и вместе с металлом, поступающим с электрода, образуют шов. Таким образом, не происходит проплавление металла насквозь, а получается полностью заполненный шов.
Исходя из анализа специфики предстоящей работы сварщик определяет какими электродами варить тонкий металл.

Следующие марки предназначены для работы с тонким металлом:
- ОМА-2 (на картинке).
- МТ-2.
Важно! Чем тоньше металл, который предстоит варить мастеру, тем меньше должен быть диаметр электрода.
Трубы
Сварка труб требует наличия определенного опыта и навыков. Только знающий специалист может точно определить какими электродами варить трубы.
При строительстве трубопроводов выделяют три вида сварных стыков: поворотные, неповоротные и горизонтальные. Сварка каждого из которых обладает собственной спецификой.
1. Соединение стыков первого типа проводится в три слоя. В первую очередь производится разделение стыка на четыре отрезка. Первые два сваривают, делают поворот трубы на 180 градусов, затем осуществляется сварка оставшихся отрезков. После этого, труба поворачивается ещё на 90 градусов и варится второй слой. Сварка стыка завершается ещё одним поворотом трубы на 180 градусов и повторным соединением оставшихся двух отрезков.
2. Для работы с неповоротными стыками также применяется технология трехслойной сварки.
3. При сваривании горизонтальных стыков используются электроды диаметром 4 мм. Электроды движутся возвратно-поступательно, образуя ниточный валик не выше 1,5 мм. Второй валик перекрывает первый. Ток вначале составляет до 160А. Во время сваривания третьего и четвертого валика используются электроды диаметром 5 мм. Ток увеличивается до 300А.

Электроды ЦЛ-39
Ниже представлен список наиболее популярных материалов, с помощью которых даже начинающий мастер сможет установить какие электроды лучше для сварки трубопроводов.
Швеллер

Швеллер активно применяется в ответственных металлоконструкциях. Однако, даже небольшие ошибки в сварочном процессе данного вида металлопроката могут привести к нарушению прочности всего изделия. Главная сложность состоит в самой технике сваривания: правильный предварительный прогрев металла и опыт сварщика.
Неверно выбранный шов приводит к тому, что зона около шва теряет до 20% прочности. Рассмотрение данных нюансов поможет разобраться в том, какими электродами варить швеллер.
Электродуговая сварка является предпочтительным видом для соединения швеллера. Качественный шов получается при использовании электродов УОНИ-13/55У.
Газовая резка с последующей обработкой кромок и газовая сварка для исправления дефектов готовых конструкций используется часто.
Для работы с швеллером используются три типа соединений.
1. Сварка встык применяется наиболее часто, потому что является особенно экономичной. Если в качестве главных критериев используются скорость и простота работы, а не надежность, то следует выбрать именно такой вид шва. Но особое внимание нужно обратить на обработку кромок:
- толщина полок швеллера больше 6 мм., скос кромок не осуществляется;
- толщина до 12 мм, скос под углом 30 градусов;
- толщина более 12 мм., скос выполняется с внутренней стороны под тупым углом.
2. Чтобы избежать появления трещин при сваривании встык, необходимо добавить подкладки. Их толщина зависит от режима соединения и толщины исходного металла. Все накладки лучше тщательно обварить по контуру с использованием всех рекомендаций при выполнении швов внахлест. В ситуациях, когда обварить со всех сторон не выходит, все зазоры следует заполнить антикоррозионной жидкостью.
3. Для получения полой балки, два швеллера соединяют полками внутрь, таким образом образовывается коробочка. Технология такого соединения схожа с методом сварки встык.
 Рельсы
Рельсы
Сваривание рельсов – довольно проблематичный процесс из-за их большого сечения. Для того, чтобы сварочный процесс проходил в комфортных условиях нужно установить какими электродами варить рельсы.
Отличным выбором для сваривания толстотелых конструкций являются электроды марки УОНИ-13/45 и УОНИ-13/55.
Перед тем, как приступить к проведению сварочного процесса, необходимо правильно выполнить подготовительный этап.
Данный этап начинается с нагревания концов рельс с помощью многопламенных горелок. Затем концы рельсов зажимаются при помощи гидравлического пресса с последующим нагревом до 1200 градусов при помощи все тех же горелок. Последние осуществляют колебательные движения вдоль образованного стыка. Частота составляет 50 колебаний в минуту. Вместе с этим рельсы сжимаются с силой 10-13 тонн, которая устанавливается специальными расчетами. В результате получается осадка около 20 мм. Все описываемые действия выполняются универсальными газопрессовыми станками.
1. Самый распространенный метод для соединения рельсовых плетей и стыков рельсов – электродуговая сварка. Рельсы укладываются в нужном положении, а пространство между стыками постепенно заполняется сварочными соединениями.
Оптимальным вариант – ванный метод. Предварительно обрезанные перпендикулярно продольной оси концы рельсов монтируются без перелома. При этом в профиле должно быть возвышение 3-5 мм. В такой позиции рельсы должны быть закреплены с зазором 14-16 мм. Между торцов рельсов вводится электрод, через который пропускается ток 300-350 ампер. Таким образом, расплавленный металл электрического проводника заполняет зазор между торцами, равномерно по всему сечению. После сваривания место работы шлифуется.
2. Термитная (алюминотермитная) технология применяется для состыковки поверхностно- и объемно-закаленных, термически не упрочненных рельс в любых комбинациях. Данная технология максимально соответствует всем необходимым требованиям, предъявляемым к железнодорожным путям.
3. Основа газопрессового сваривания – соединение металлов при температуре, которая находится в пределах, ниже точки плавления, но при высоком давлении. Перед проведением рабочего процесса концы рельсов плотно приставляются друг к другу. Для обеспечения максимальной чистоты металла и высокой плотности прилегания следует произвести одновременное прорезывание торцов обеих рельсов. Перед самим процессом сваривания торцы промываются четыреххлористым углеродом.
Нержавеющая сталь
Применение нержавеющей стали продлевает срок эксплуатации и внешний вид изделий. Сваривание нержавейки осуществляется несколькими методами. Работа с легированной сталью гарантирует получение ровных швов, которые требуют минимальной обработки: шлифовка или полировка.

Предварительная подготовка нержавейки включает несколько этапов:
- очистка от загрязнений;
- тонкие пластины (0,5-1,5 мм.) нужно подвести друг к другу;
- материал более 4 мм. требует разделку кромок;
- элементы толщиной свыше 7 мм. лучше предварительно подогреть;
- для фиксации пластин необходимо поставить несколько прихваток.
Выполнив все эти действия можно приступать к соединению.
Выделяют три способа сваривания нержавеющих сталей.
1. С помощью покрытых электродов для нержавейки. Данный метод подразумевает использование источника тока, который подсоединяется одним концом к изделию, а вторым к держателю. Ток создает дугу, способную плавить металл и формировать соединение.
Сваривание осуществляется по следующей схеме:
- электрод ведется по линии соединения;
- первый проход проводится ровно, электрод наклоняется вперед или в удобную сторону;
- в том же направлении и ведется шов;
- расстояние между концом электрода и поверхностью металла выдерживается в 3-5 мм;
- если свариваемые пластины обладают значительной толщиной, то необходимо несколько проходов;
- после каждого из них нужно удалять шлак.

Электроды НИАТ-1.
Марки электродов для работы с нержавеющими сталями:
2. Соединение тонкой нержавейки осуществляется аргоновой сваркой; здесь специалисту понадобится аппарат с постоянным током и неплавящиеся электроды. Швы ведутся справа налево, горелка наклонена. Для получения тонких соединений, никаких колебаний не нужно. Поперечные движения электродом выполняются для широких стыков. Зазор между проводником и изделием поддерживается на расстоянии 5 мм. Вылет электрода из сопла тоже устанавливается 5-6 мм., чтобы было удобно вести шов, но при этом не перегревать вольфрам.
3. Для выполнения большого объема работ, лучше применять сварку полуавтоматом. Некоторые особенности данного типа:
швы ведутся с колебательными движениями, справа налево или наоборот; необходимо полное заполнением зоны соединения присадочным металлом.
Чугун

Прогрев чугуна для сварки
Чугун – основной конструкционный материал, при работе с которым могут возникать некоторые сложности. Обусловлено это тем, что чугун относится к плохо свариваемым сплавам. Химический состав, физические свойства и структура данного материала требует учитывать следующие нюансы:
- являясь жидкотекучим материалом, сварку чугуна следует осуществлять только в нижнем положении;
- выгорание углерода приводит к образованию пор в сварном шве;
- низкая пластичность приводит к внутренним напряжениям и возникновению закалочных структур, способствующих появлению трещин;
- в расплавленном состоянии чугун окисляется с формированием тугоплавкого окисла, температура плавления которого выше, чем у чугуна.
Главная сложность при электросварке и дуговой газовой сварке чугуна – возникновение холодных трещин. Для избежания появления данной проблемы необходимо тщательно изучить состав сплава и подобрать правильный режим работы.
Также следует обратить внимание на перечень технологических мер против появления трещин:
- предупреждение перегрева чугуна во время сварочного процесса, для этого следует использовать электрод малого диаметра;
- соединение проводится малым током или вразброс;
- уменьшение напряжений.
Независимо от выбранного метода сваривания чугуна, необходимо провести подготовку кромок или разделать дефектные места. Скашивание кромок проводится вручную с помощью слесарного зубила или наждачного круга с гибким валом. Для избежания появления отколов чугун нужно срубать тонкими слоями не более 0,8-1,0 мм.
Процесс разделки дефектных мест должен выполняться с соблюдением нескольких правил:
- разделку ведут строго по трещине;
- несквозные трещины засверливаются на расстоянии 10 мм. сверлом, поперечник которого на 1-2 мм. больше ширины трещины;
- сквозные трещины разделываются в одной или двух сторон в зависимости от толщины металла и удобство проведения разделки;
- на близко расположенные друг к другу трещины наваривают заплатку.
После всех предварительных подготовок мастер приступает к свариванию.

Для бытовой сварки чугуна, при отсутствии специального оборудования, наиболее оптимальным методом является соединение чугуна холодным методом с помощью специальных электродов.
Для выполнения данных работ подойдут следующие марки:
- ОЗЧ-2.
- ОЗЧ-6.
- МНЧ-2.
- ОК 92.60.
- ОК 92.58.
- ОК 92.18.
Чтобы исключить появление трещин, следует выбрать технологию горячей сварки. Также этот вид соединения используется при работе с ответственными изделиями.
Особенности данного метода:
- необходимо равномерное прогревание детали;
- дефектное место очищается от пыли и грязи;
- затем место разделяется для получения полостей, что обеспечивает доступ и удобство для работы электродов;
- работа должна выполняться по утвержденной технологии;
- постепенное охлаждение заваренного места.
Арматура
 Арматура активно используется при изготовлении различного вида конструкций, каркасов, металлических сеток и других важных изделий. Отличная прочность и простота использования стальной арматуры являются её основными достоинствами.
Арматура активно используется при изготовлении различного вида конструкций, каркасов, металлических сеток и других важных изделий. Отличная прочность и простота использования стальной арматуры являются её основными достоинствами.
Соединение арматуры имеет некоторые особенности, которые следует учитывать для получения качественного результата.
Для изделий большого диаметра используется технология электродуговой сварки. В данном случае следует применять покрытые электроды следующих марок:
Также важно правильно подобрать диаметр электродного стержня. Если диаметр арматуры меньше 14 мм., то диаметр диода должен составлять 3 мм. Если диаметр превышает 14 мм, то – 4 мм.
Если специалист располагает специальным оборудование, то для сваривания арматуры подойдет метод контактной сварки. К тому же такая технология не требует дополнительной обработки изделия.
Оцинкованная сталь
Популярность оцинкованной стали обусловлена антикоррозийными свойствами цинка, который входит в её состав. Также в отличие от своего относительного аналога (нержавеющая сталь), оцинкованные материалы реализуются по демократичным ценам.
Оцинкованные трубы следует сваривать традиционным методом, так как под действием высоких температур цинк начинает испаряться. Пары цинка вредны для человека, а попадая в сварочную ванну, они могут привести к образованию трещин и пор в металле шва. Для борьбы с токсичностью перед выполнением работ цинковое покрытие следует зачищать. Для предотвращения появления дефектов в наплавленном металле уменьшают скорость сварки и увеличивают силу тока.
Поэтому при выборе электродов рекомендуется останавливать внимание на материалах, способных выдерживать действие сильного тока, при этом не повреждая свариваемого изделия.

Таким образом, для оцинкованной стали подходят следующие виды электрических проводников:
с рутиловым покрытием для низкоуглеродистых сталей:
с основным покрытием для низколегированных сталей:
- ДСК-50.
- УОНИ-13/45.
- УОНИ-13/55.
Медь
Медь обладает уникальными свойствами: отличная пластичность, высокая тепло- и электропроводимость, а также коррозийные характеристики, прекрасные эстетические черты. Это способствует активному применению этого материала в самых различных сферах.
Чем чище медь, тем легче она сваривается. Также сварочный процесс обладает ещё несколькими особенностями:
- При взаимодействии с кислородом медь окисляется. Поэтому на подготовительной стадии оксидную пленку следует удалять.
- При охлаждении происходит сильная усадка из-за большого коэффициента линейного расширения, которым обладает медь.
- Нагретое состояние приводит к тому, что медь поглощает кислород, образующий после остывания поры, и углерод, который способствует появлению окисления.
- Резкий перепад температур становится причиной образования внутренних дефектов.
- Сваривание меди проводится по двусторонней технологии: с одной стороны – полная сварка шва, с другой (задней) – окончательное формирование шва.
В домашних условиях для соединения меди и её сплавов, чаще всего, применяется метод электродуговой сварки, который включает несколько этапов:
- очистка кромок от загрязнений с помощью любого растворителя;
- счищение оксидной пленки производится абразивным инструментом: железные щетки, наждачка или другой.

Затем следует процесс сваривания электродов марок:
- соединение изделий толщиной 6-12 мм. осуществляется путем V-образного зазора между кромками, угол должен составлять 60-70 градусов.
- сваривание металла толщиной более 12 мм. выполняется с использованием Х-образной разделки кромок.
Ещё одним вариантом стыковки медных элементов является сварка вольфрамом. Такая технология подразумевает применение постоянного тока прямой полярности, вольфрамового неплавящегося электрода и присадочного материала из меди. Перед началом работ кромки прогреваются до 800 градусов. Сваривание ведётся справа налево, дуга короткая.
Ещё одна разновидность работы с медью – сваривание угольными и графитовыми электродами.
Алюминий
Сварка алюминия затрудняется несколькими факторами:
- На поверхности детали образуется тугоплавкая окись алюминия, высокая температура плавления которой препятствует соединению кромок свариваемого материала, который расплавляется при более низкой температуре.
- Алюминий и его не сплавы при обработке не меняют своего цвета, поэтому визуально сложно определить момент завершения сварочного процесса.
- Высокая теплопроводность алюминия и быстрый отвод тепла приводят к большим внутренним напряжениям, к короблению деталей и появлению трещин.

Электроды ОЗА-1.
Несмотря на данные сложности существует четыре способа для получения качественного шва:
1. Газовое сваривание может осуществляться как с флюсом, так и без него.
2. Электродуговая сварка алюминия проводится с применением электродов типа ОЗА-1 и ОЗА-2.
3. Соединение угольными проводниками используются реже.
4. Лучшее качество обеспечивает технология аргонодуговой сварки, выполняющаяся с помощью вольфрамовых электродов и стационарных установок. В зону электрической дуги между деталью и вольфрамовым диодом через специальную горелку подается аргон, который предохраняет металл от окисления, и вводится алюминиевый пруток. Разрушение окисной пленки происходит под действием дуги. Состав электродной проволоки выбирается близким по составу основному металлу.
Также для работы с алюминиевыми сплавами подходят марки ОЗАНА-1 и ОЗАНА-2 и другие электроды по алюминию.
Источник: https://WeldElec.com/info/kak-vybrat-elektrody-dlya-svarki/
Правила маркировки
 Маркировка всех известных видов рабочих электродов для сварки осуществляется по определенной схеме, приведенной на картинке.
Маркировка всех известных видов рабочих электродов для сварки осуществляется по определенной схеме, приведенной на картинке.
В этой системе обозначения первая позиция соответствует типу электрода, следующая за ней цифра означает марку электрода, а на третьем месте располагается такой важный показатель, как его диаметр.
Четвёртое место в маркировке занимает обозначение, характеризующее назначение электрода, а на пятом указывается толщина его покрытия. На шестой позиции расположен информационный индекс, характеризующий образуемый при сварке шов или наплавляемый металл, в то время как на седьмом месте указывается вид используемого покрытия.
8-е и 9-е места занимают соответственно вид пространственного расположения, допустимый при работе с этим электродом и питающие характеристики, на которые он рассчитан (виды тока и напряжения).
Чтобы стало понятно, надо рассмотреть конкретный пример.

В данном примере в состав обозначения включена маркировка типа электродного стержня (Э46А), которую следует рассмотреть более подробно. «Э» означает, что этот электрод, предназначается только для электродуговой сварки, а 46 – это показатель сопротивления разрыву (согласно ГОСТ 9467-75).
Индекс «А» указывает на то, что этот электрод усовершенствованного класса, а следующий за обозначением типа изделия знак «У» говорит о том, что он может применяться для работы с углеродистыми и низколегированными сталями. Д2 – это рабочая толщина покрытия, соответствующая второй группе.
Цифры в знаменателе означают следующее. 432 (5) являются параметрами типового шовного (наплавленного) металлического соединения, получаемого после расплавления электрода. «Б» говорит о типе покрытия, в данном случае – основное. 1 – это обозначение пространственного положения электрода во время сварки, а 0 – показатель токового режима (постоянный, обратной полярности).
Предусмотрена отдельная буквенная маркировка для односоставного и комбинированного покрытия.
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
| кислое | А | А | Р (руднокислое) |
| основное | Б | В | Ф (фтористокальциевое) |
| рутиловое | P | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | С | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Источник: https://svaring.com/welding/prinadlezhnosti/elektrody-dlja-svarki
Выбор силы сварочного тока под электроды
Электродные расходники могут работать на постоянном и/или на переменном токе. Так, электроды с рутиловым покрытием используются в сварке как на постоянном, так и на переменном токах, то время как изделия с обмазкой основного типа (как, например, УОНИ 13/55 →) — только на постоянном токе обратной полярности.
Выбор силы сварочного тока напрямую влияет на качество сварки и получаемого результата. Если он подобран неправильно, заготовка при сварке может просто прожечься или, напротив, металл не оплавится на нужную глубину. Для правильного подбора существуют госты и рекомендуемые настройки, проверенные годами практики. Одно из ключевых правил — зависимость силы тока от диаметра электрода, важную роль также играют:
- толщина заготовки;
- пространственное положение сварки;
- длина дуги;
- количество слоев шва.
Для начинающих сварщиков будет полезно знать одно из основных негласных правил: на 1 мм диаметра электрода приходится в среднем 20-30 Ампер тока. Усредненно значения выглядят следующим образом:
|
Толщина |
1,5-2мм |
3мм |
4-5мм |
6-8мм |
9-12мм |
13-15мм |
|
Толщина |
1,5-2мм |
3мм |
3-4мм |
4мм |
4-5мм |
6-8мм |
|
Сила тока |
30-45А |
65-100А |
100-160А |
120-200А |
160-250А |
200-350А |
Источник: https://magelectrod.ru/delivery/kak-pravilno-vibrat-elektrodi-dlya-svarki/
Заключение
Необходимо точно знать, какой вид работ вас ожидает, заранее — до старта процесса. Модель нужно подбирать исходя именно из этого.
Они бывают разнообразных замысловатых конфигураций, размеров. Могут быть простейшими, а может их состав невозможно выговорить, запомнить — настолько он сложен.
Необходимо ответить на много вопросов, прежде чем сделать выбор. Какой состав, толщина у основного материала для контактной сварки? В каких условиях процесс будет происходить?
Место сложнодоступное? Каждый вопрос требует точного ответа. У вас уже есть такой опыт? Поделитесь им в комментариях ниже. Ваши знания будут очень полезны! И успехов в работе!
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-kontaktnoj-svarki
Прокалка (сушка)
Если электроды хранились не в герметичной упаковке и могли отсыреть, то их советуют прокалить. Надо отметить, что прокалка электродов непосредственно перед применением относится к ответственным процедурам, обеспечивающим загорание дуги.
 При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
Желательно точно просчитать требуемое количество изделий и просушить с таким расчётом, чтобы по завершении работ их не осталось совсем или оставалось по минимуму.
При следующем обращении к сварочным операциям просушенные ранее электроды должны быть отработаны в первую очередь.
Прокаливание необходимо ещё и для того, чтобы несколько поднять температуру расходного материала непосредственно перед его использованием для сварки труб, например. Немногие образцы изделий способны сразу обеспечить требуемый рабочий режим по причине слишком большого перепада температур в зоне сварки.
Дополнительный прогрев стержней также обеспечивает герметичность соединения, образующегося при так называемой «сварке под давлением». Однако при этом необходим постепенный их нагрев, позволяющий выпарить скопившуюся влагу во избежание появления известкового налёта.
Вопрос прокалки тесно связан с предельным временем и условиями хранения. Согласно действующим нормативам срок годности этих изделий составляет примерно пять лет. Но, по мнению ряда специалистов, они могут эксплуатироваться ещё какое-то время по окончании гарантийного срока.
Источник: https://svaring.com/welding/prinadlezhnosti/elektrody-dlja-svarki
Покупка электродов: как определить качество
При покупке данной продукции следует сразу обратить внимание на несколько моментов:
- срок годности (указан на упаковке) — он не должен быть превышен;
- качество обмазки — не должно наблюдаться ее крошения с сердечника, в противном случае она либо очень долго хранилась, либо представляет собой продукцию с изначальным заводским браком;
- помимо этого, покрытие должно быть нанесено на сердечник равномерно, с одинаковой толщиной слоя.
Кроме того, следует сразу исключить риски его отсыревания, поместив электроды в специальные пеналы. Если же всё-таки последнее произошло, возможна просушка или прокалка изделий при t +400 °C.
Источник: https://magelectrod.ru/delivery/kak-pravilno-vibrat-elektrodi-dlya-svarki/
Количество использованных доноров: 7
Информация по каждому донору:
- https://proinstrumentinfo.ru/elektrody-dlya-kontaktnoj-svarki-mednye-gost-vidy-material/: использовано 2 блоков из 4, кол-во символов 4880 (11%)
- https://prosvarku.info/elektrody/ehlektrody-dlya-kontaktnoj-svarki: использовано 5 блоков из 6, кол-во символов 5510 (12%)
- https://Evrotek.Spb.ru/info/stati/i_welding/27275/: использовано 1 блоков из 2, кол-во символов 41 (0%)
- https://svaring.com/welding/prinadlezhnosti/elektrody-dlja-svarki: использовано 5 блоков из 7, кол-во символов 7087 (16%)
- https://WeldElec.com/info/kak-vybrat-elektrody-dlya-svarki/: использовано 2 блоков из 3, кол-во символов 19522 (44%)
- https://tokar.guru/svarka/elektrody/elektrody-dlya-kontaktnoy-svarki.html: использовано 1 блоков из 4, кол-во символов 2026 (5%)
- https://magelectrod.ru/delivery/kak-pravilno-vibrat-elektrodi-dlya-svarki/: использовано 4 блоков из 7, кол-во символов 5104 (12%)