Опытные и начинающие мастера при сварке конструкций из низколегированных сталей нередко отдают предпочтение электродам МР-3. Данный расходный материал отличается высокой эффективностью и соответствующим ГОСТам качеством исполнения.
Источник: https://WeldElec.com/mr-3/
Содержание
- 1 Общая информация
- 2 Расшифровка, как расшифровать
- 3 Электроды МР3, МР3-С
- 4 Для чего предназначены, область применения, использования марки, назначение
- 5 Вольфрамовые электроды
- 6 Преимущества и недостатки
- 7 Порошковая проволока
- 8 Особенности использования электродов МР-3
- 9 Заключение
- 10 Диаметр
- 11 Омедненная проволока
- 12 Конструкция и материал изготовления
- 13 Цвета: синие, красные (коричневые), зеленые
- 14 Рекомендуемые значения тока
- 15 Химический состав наплавленного металла
- 16 Разновидности
- 17 Производители и торговые марки
- 18 Где купить оптом и в розницу
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
 В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Источник: https://tokar.guru/svarka/elektrody/tehnicheskie-harakteristiki-mr3-elektrodov.html
Расшифровка, как расшифровать

Для понимания того, при выполнении каких работ следует использовать электроды МР-3, необходимо ознакомиться с их маркировкой. Важно понимать, что некоторые составляющие маркировки варьируются, подробнее об этом далее.
Вот таким образом выглядит (см. фото выше) маркировка электродов МР-3 – Э46-МР-3-Ø-УД2 Е 430(3)-Р26, где
- Э46 – тип электрода, в данном случае – для сварки углеродистых и низколегированных сталей с пределом прочности при разрыве до 46 кгс/кв.мм.;
- МР-3 – марка электрода;
- Ø – диаметр электрода, наиболее востребованы прутки 4,0 мм.;
- УД – материалы, для сварки которых предназначен стержень (У) и толщина покрытия (Д), в данном случае – для сварки углеродистых и низколегированных сталей и с толстым покрытием. Существуют также прутки МР-3 с толстым покрытием второй группы – УД2;
-
Е – международное обозначение плавящихся электродов с покрытием;

- 43 – предел прочности при растяжении, в данном случае – 430 МПа (44 кгс/кв.мм.);
- 0 – относительное удлинение, 0 = менее 20%;
- (3) – минимальная температура, при которой ударная вязкость шва составляет не менее 34 Дж/кв.см., 3 = минус 20 градусов;
- Р – вид покрытия, в данном случае – рутиловое; в некоторых источниках указывается РБ – рутилово-основное;
- 2 – пространственные положения стержня, при которых осуществляется сварка, в данном случае – все положения, за исключением вертикального «сверху-вниз»;
- 6 – сварочный ток и напряжение холостого хода, 6 – это сварка постоянным и переменным током обратной полярности, напряжение хода составляет около 70 В (не менее 50, 60-80).
Источник: https://WeldElec.com/mr-3/
Электроды МР3, МР3-С
В частном хозяйстве, на даче, в загородном доме, «заборостроении» Вам несомненно наиболее подойдут рутиловые (обмазка электродов на основе природного минерала – рутила) отечественные электроды МР-3, МР-3С (синие). Лучше всего приобрести диаметром 3 мм, так как они наиболее универсальные и в принципе ими можно выполнять 90% всех мыслимых работ в частном хозяйстве.
Также в продаже и электроды диаметром 2; 2,5; 4 и 5 мм в фасовке по 1 и 5 кг. МР3-С визуально отличаются от МР-3 цветом обмазки, они синие, благодаря введению в обмазку ионизирующих добавок, позволяющих легко зажигать дугу на бытовых сварочных аппаратах с низким напряжением холостого хода. Данные электроды предназначены как для работы на переменном токе (трансформаторы), так и на постоянном токе обратной полярности (инверторы, выпрямители). Электроды не требуют тщательной подготовки свариваемых поверхностей под сварку, ими можно работать даже по ржавчине. МР-3, МР-3С достаточно текучи, ввиду этого сварка производиться «в отрыв».
Источник: https://www.tddoka.ru/articles/kakie-svarochnye-materialy-vybrat/
Для чего предназначены, область применения, использования марки, назначение
Электроды МР-3 предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением не более 50 кгс/кв.мм. Возможна работа с изделиями больших и средних толщин.
Источник: https://WeldElec.com/mr-3/
Технические характеристики МР-3
- плавящийся электрод с рутиловым покрытием;
- стержни изготовляются из проволоки Св-08;
- сварка во всех пространственных положениях, кроме вертикального (сверху-вниз);
- напряжение холостого хода — 60-80 вольт;
- дуга — короткая, средняя;
- ток — переменный, постоянный обратной полярности;
- коэффициент наплавки — 8,5 г/А·ч;
- коэффициент разбрызгивания — 9-13%;
- расход электродов на 1 кг наплавленного материала — 1,7 кг;
- прокалка электродов при температуре 150-180 градусов.
Механические свойства металла:
- временное сопротивление разрыву не менее 46 кгс/м2;
- относительное удлинение не менее 18%;
- ударная вязкость не менее 8 кгс/см2.
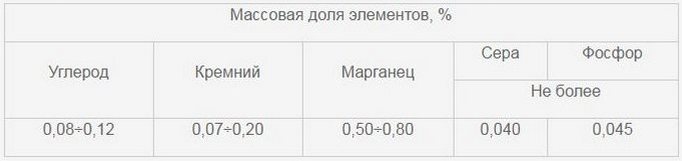
Массовая доля элементов химического состава (таблица):
Вес одного электрода МР 3 исходя от диаметра:
- 30 гр (3 мм);
- 60 гр (4 мм);
- 92 гр (5 мм).
Количество стержней в пачке и её вес:
- 83 шт, 2.5 кг (3 мм);
- 41 шт, 2.5 кг (4 мм);
- 54 шт, 5 кг (5 мм).
Цена на электроды МР-3 установлена приемлемая. 3 мм стержни приобретают за 80 рублей кг.
Электроды МР3 хранят в сухих помещениях. При увлажнении прокаливают 1 час, при 150-180 °С.
Источник: https://plavitmetall.ru/elektrody/mr-3-texnicheskie-xarakteristiki.html
Вольфрамовые электроды
В случае если Вы являетесь счастливым обладателем аппарата для аргонодуговой сварки, то Вам определенно потребуются электроды, позволяющие выполнять качественные, «литые» швы. Мы рады предложить Вам вольфрамовые лантанированные WL-20 (синие), WL-15 (золотистые) и торированные WT-20 (красные) электроды диаметром 1; 1,6; 2; 2,4; 3; 3,2 и 4 мм, что позволяет выполнять любые сварочные работы в среде аргона. Электроды упакованы в удобную, практичную коробочку по 10 шт. Универсальные вольфрамовые электроды WL-20, WL-15 предназначены для сварки на переменном и постоянном токе. Добавление 1,5-2,0% оксида лантана увеличивает максимальный ток. Износ электрода примерно на 50% меньше, чем у чистого вольфрамового электрода.
Вольфрамовые торированные электроды WT-20 предназначена для сварки углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе. Торированные электроды обладают повышенной износостойкостью, долгое время сохраняют форму заточки даже при больших сварочных токах.
Рекомендуем также использование специальной машинки для заточки вольфрамовых электродов.
Источник: https://www.tddoka.ru/articles/kakie-svarochnye-materialy-vybrat/
Это интересно: Наплавочные электроды — что это такое и как использовать?
Преимущества и недостатки
Сварка электродами с рутиловым покрытием отличается высокой прочностью соединения. При работе на низких токах дуга легко разжигается, характеризуется высокой устойчивостью.
К положительным характеристикам относятся:
- легкое воспламенение дуги;
- ее высокое постоянство;
- шов получается ровный, без стыков;
- соединение прочное, с высокими техническими характеристиками;
- МР-3С одинаково хорошо прихватывать и варить;
- обмазка не выделяет вредных веществ;
- рутиловое покрытие надежно защищает шов от окисления и попадания в него шлака;
- шлак легко удаляется;
- разбрызгивание металла минимальное;
- высокая производительность проводимых работ;
- нет ярко выраженных переходных зон между металлом детали и шва.
Электродами легко варить без специального образования, имея только навыки работы с электродами.

К недостаткам относятся высокая стоимость и большой расход сварочного материала, невозможность варить вертикаль сверху вниз. Для работы необходимо иметь навыки и опыт, чтобы быстро накладывать прерывистые швы дугой.
Электрод должен находиться под острым углом к поверхности детали. При стандартном положении 90° образуется много шлака, который попадает в шов.
Неправильная установка силы тока приводит к образованию пор. После работы с электродами марки МР сложно переходить на другие, более распространенные, типа УОНИ.
Поделитесь своим опытом работы с данными электродами в комментариях к данной статье.
Поиск записей с помощью фильтра:
Источник: https://WikiMetall.ru/oborudovanie/elektrodyi-mr-3s.html
Отзывы
Иван:
На днях варил трубу тонкостенную. Нашел остатки электродов ЛЭЗ МР-3с и процесс пошел. Не хватило стержней, пошел купил этой же марки ЛЭЗ МР-3с (цена 77 рублей за кг). И меня постигло разочарование, дуга рвется, металл не слипается. Вывод: марка одна, а стержни по качеству разные.
Василий:
Сперва приобрел МР-3С 2мм (ЛЭЗ), сразу скажу, изделия не оправдали надежд. Второй раз взял электроды ESAB МР-3 ф 3.0 мм, отдал за 5-ти килограммовую пачку — 680 рублей. И не пожалел, ESABовские варят легко и качественно.
Профессиональный сварщик, Иван Корейко:
Друзья, не покупайте электроды ЛЗЗ (Лосиноостровский электродный завод) МР-3С. Минусы:
- упаковка стержней плохая, при перевозке они бьются друг о друга;
- поджиг странный, то электрод быстро схватывается, то идет в отказ;
- шлака много и обмазка в процессе осыпается.
Не рекомендую изделия лосиноостровского завода для ответственных конструкций и швов, и новичкам. Опытный профи сварит любыми электродами, а начинающему мастеру лучше приобретать стержни ESAB или ОК 46.
Видео:
P.S. По отзывам вывод такой: ESABовские МР-3С хорошие, а качество ЛЭЗовских хромает (50 на 50).
Источник: https://plavitmetall.ru/elektrody/mr-3-texnicheskie-xarakteristiki.html
Порошковая проволока
Все более популярной становится полуавтоматическая сварка, медленно, но верно вытесняя ручную дуговую покрытыми электродами. Во многом это происходит ввиду появления доступных по цене порошковых сварочных проволок, так как их использование позволяет исключить использование баллона с защитным газом, редуктора и шлангов, что делает возможным применять в частном хозяйстве и на небольшом предприятии компактный полуавтомат наравне с инвертором для ручной дуговой сварки. В нашем магазине представлена качественная порошковая проволока E71T-GS диаметром 0,8 мм в катушках по 0,45; 0,8; 1 и 5 кг, позволяющая вести сварку во всех пространственных положениях, обеспечивая высокое качества шва при минимальном разбрызгивании.
Источник: https://www.tddoka.ru/articles/kakie-svarochnye-materialy-vybrat/
Особенности использования электродов МР-3
Для работы с электродами МР-3 могут быть использованы источники и постоянного, и переменного тока. Используемые источники тока должны обеспечивать напряжение холостого хода (ХХ) не меньше 50В. Если берется источник постоянного тока, то сварки следует выполнять на обратной полярности (плюс подключается к электроду). Сварочные электроды марки МР-3 позволяют выполнять работы в различном пространственном положении.
Изделия марки МР-3 отличаются следующими технологическими характеристиками:
- сварочная дуга зажигается легко и характеризуется высокой устойчивостью горения;
- легкое формирование сварного шва;
- минимальное разбрызгивание металла;
- шлаковая корка, формирующаяся на поверхности шва, легко отделяется;
- повторное зажигание дуги также происходит легко;
- сварочные работы, выполняемые с помощью электродов МР-3, характеризуются высокой производительностью, а также качеством получаемого шва.
Металл сварного шва, как и наплавленный металл, обладает следующими характеристиками: механическое сопротивление разрыву (временное) — до 46 кгс/мм2, что соответствует 450 МПа; показатель ударной вязкости — 8 кгс м/см2 (80 Дж/см2); величина относительного удлинения — 18%; угол загиба (для сварного соединения) — 150 градусов.
Сварочный ток, на который необходимо настроить источник питания, зависит как от диаметра электрода, так и от пространственного положения формируемого шва:
- Изделия D 3 мм: вертикальные швы — 90-110А, нижние швы — 100-140А, потолочные швы — 100-120А;
- D 4 мм: вертикальные швы — 140-180А, нижние — 160-220А, потолочные — 140-180А;
- D 5 мм: вертикальные швы — 160-200А, нижние — 180-260А;
- D 6 мм: только нижние швы — 300-360А.
К техническим характеристикам электродов относится и их расход на наплавление определенного количества металла сварного шва. Так, для того чтобы наплавить 1 кг металла, необходимо 1,7 кг электродов МР-3. При этом электроды данной марки обеспечивают производительность, равную 1,7 кг/ч (изделия D 4 мм), а коэффициент наплавления соответствует величине 8,5 г/А ч.
Cиние cварочные электроды MP-3C
Источник: http://met-all.org/obrabotka/svarka/elektrody-mr-3-harakteristiki-i-osobennosti-ispolzovaniya.html
Заключение
Электроды модели МР-3 — выбор как для умелых сварщиков, так и для новичков.
Модель МР-3, подходит, для реализации простых работ, проста в использовании . Также упрощает работу имея большой выбор диаметров.
Большим плюсом марки МР-3, есть доступная стоимость и варка различных видов стали
При выборе электродов, советуем смотреть на качество и условия хранения товара. Не смотрите только на цену, ведь самое дорогое — не всегда лучшее, советуем покупать электроды у которых много положительных отзывов.
Надеемся статья была для вас полезной!
Источник: https://prosvarku.info/elektrody/ehlektrody-mr-3
Диаметр
Какой бывает диаметр (д, d, Ø) всех электродов МР-3, длина, вес пачки (кг.)
Производители выпускают электроды диаметром в 2,5; 3,0; 4,0; 5,0 и 6,0 мм. Первый и последний вид используется реже. В зависимости от диаметра разнится длина и вес стержня, а также их количество в пачке. Показатели представлены в таблице.
| Диаметр, мм. | Вес, гр. | Длина, мм. | Количество электродов в 1 кг, шт. |
| 3 | 30-32 | 350 | 39 |
| 4 | 60-62 | 450 | 16 |
| 5 | 92 | 450 | 11 |
Производители предлагают следующий формат пачек с электродами: 1,0; 2,5; 5,0 кг.
Для примера ниже покажем 1-килограммовую пачку производителя Ресанта.




Источник: https://WeldElec.com/mr-3/
Омедненная проволока
При больших объемах сварочных работ, использование порошковой проволоки возможно будет нецелесообразным. В этом случае, как правило, используют классический вариант с омедненной сварочной проволокой и защитным газом. Всегда в наличии для Вас сплошная омедненная сварочная проволока ER 70S-6 (аналог СВ-08Г2С-О) диаметром 0,8; 1; 1,2; 1,6 мм в катушках по 5 и 15 кг.
Если же у Вас еще нет в хозяйстве / на производстве сварочного полуавтомата, то Вы можете ознакомиться и при желании приобрести качественное и недорогое оборудование у нас.
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
Источник: https://www.tddoka.ru/articles/kakie-svarochnye-materialy-vybrat/
Конструкция и материал изготовления
 Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Подобная конструкция позволяет использовать сварочный материал МР-3 для проведения сварочных работ по неподготовленным поверхностям, имеющим загрязнения и следы ржавчины. Во время хранения необходимо поддерживать оптимальный показатель влажности в помещении. Для рутилового покрытия он не должен превышать 1,5%, в противном случае перед использованием электроды необходимо прокалить не менее 60 минут при температуре +180 градусов.
Во время сварки необходимо ориентироваться на номинальные характеристики, которые должен иметь качественно выполненный сварочный шов. При соблюдении требований технологии рабочего процесса соединение должно иметь сопротивление разрыву 46 кгс/мм². Пределом коэффициента наплавки шва является значение 8,5 г/А*ч. Для определения необходимого количества электродов должна браться в расчет масса наплавки во время сварки. У электродов МР-3 этот параметр составляет 1,7 кг/час.
Для получения надежных сварных соединений необходимо не только обладать навыками в проведении сварочных работ, но и использовать подходящий расходный материал. Среди электродов, которые хорошо себя зарекомендовали, особо стоит выделить электроды марки МР-3. Они обладают массой полезных свойств, среди которых особо стоит отметить нетребовательность к качеству поверхностей свариваемых металлов.
 Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Имеются у этих электродов и другие положительные свойства, о которых хорошо известно опытным сварщикам. Однако необходимо учитывать, что электроды марки МР-3 являются узкоспециализированным присадочным материалом, который подходит для сваривания только низколегированных и углеродистых сталей с содержанием углерода на уровне 0,25%. Поэтому необходимо знать особенности применения этих сварочных элементов для того, чтобы соблюсти все требования сварочного процесса. Особенно это касается величины рабочего тока, от которой в немалой степени зависит качество сварного шва.
Источник: https://tokar.guru/svarka/elektrody/tehnicheskie-harakteristiki-mr3-elektrodov.html
Цвета: синие, красные (коричневые), зеленые
Цвет электродов зависит от типа обмазки. Стержни МР-3 чаще всего имеют рутиловое покрытие, которое иногда обладает красным цветом. Важно также знать, что оттенок зависит от производителя. таким образом сварщики имеют возможность купить электроды с зеленым, синим, серым цветом покрытия.

Источник: https://WeldElec.com/mr-3/
Рекомендуемые значения тока
Рабочий ток зависит от диаметра выбранного электрода и от сварочного положения. Рекомендации по выбору сведены в таблицу, сила тока дана в амперах
| Диаметр, мм | Вертикальный шов, сила тока | Нижнее положение, сила тока | Потолочное положение, сила тока |
| 3 | 90-110 | 100-140 | 100-120 |
| 4 | 140-180 | 160-220 | 140-180 |
| 5 | 150-200 | 180-260 | Не применяется |
| 6 | Не применяется | 300-360 | Не применяется |

Важно помнить, что это ориентировочные значения. Для конкретных деталей выполняется пробный шов, и сила тока подстраивается в зависимости от его результатов. Начинать следует с минимальных значений, поскольку рутиловые электроды не любят завышенных значений силы тока.
Если пробный шов демонстрирует недостаточный уровень провара, силу тока следует постепенно, шагами по 5 ампер, увеличивать до получения удовлетворительных результатов. При завышенных значениях рабочего тока повышается разбрызгиваемость металла, снижается стабильность дуги. На заготовках малой толщины возможно появление прожогов.
Источник: https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/elektrody-mr-3.html
Химический состав наплавленного металла
Массовая доля элементов в наплавленном металле составляет:
| Mn | Si | C | P | S |
| 0,66 | 0,10 | 0,10 | 0,030 | 0,019 |
Источник: https://WeldElec.com/mr-3/
Разновидности
Существует несколько разновидностей электродов МР-3:
Подвиды имеют некоторые отличия как друг от друга, так и от МР-3.
Источник: https://WeldElec.com/mr-3/
Производители и торговые марки
Покупатели имеют возможность приобрести электроды МР-3 различных торговых марок, российских и зарубежных производителей. При покупке следует выбирать стержни от проверенных и надежных предприятий. Крупные компании, которые дорожат своей репутацией, выпускают качественные прутки, имеющие соответствующие сертификаты, паспорта и другие документы.
Наибольшее внимание следует уделить следующим компаниям:
- ЛЭЗ (Лосиноостровский электродный завод);
- Ресанта;
- ХОБЭКС;
- СЗСМ;
- Linkoln Electric (Линкольн);
- Спецэлектрод (Москва);
- ESAB (Эсаб);
- Тантал;
- Арсенал (Арс);
- Престиж;
- Люкс;
- Премиум.
Источник: https://WeldElec.com/mr-3/
Где купить оптом и в розницу
Клиенты имеют возможность купить сварочные электроды МР-3, перейдя в отдельный раздел (кнопка расположена далее). Торговые и производственные предприятия реализуют стержни оптом и в розницу.
Можно посмотреть в интернет магазине, указанном здесь, а также там вы найдете много адресов магазинов в разных городах.
Источник: https://WeldElec.com/mr-3/
Количество использованных доноров: 8
Информация по каждому донору:
- https://tokar.guru/svarka/elektrody/tehnicheskie-harakteristiki-mr3-elektrodov.html: использовано 2 блоков из 7, кол-во символов 4733 (24%)
- https://plavitmetall.ru/elektrody/mr-3-texnicheskie-xarakteristiki.html: использовано 2 блоков из 5, кол-во символов 2215 (11%)
- http://met-all.org/obrabotka/svarka/elektrody-mr-3-harakteristiki-i-osobennosti-ispolzovaniya.html: использовано 1 блоков из 4, кол-во символов 2127 (11%)
- https://svarka.guru/oborudovanie/rashodniki-i-kompletuyushie/elektrody-mr-3.html: использовано 1 блоков из 7, кол-во символов 1000 (5%)
- https://prosvarku.info/elektrody/ehlektrody-mr-3: использовано 1 блоков из 4, кол-во символов 553 (3%)
- https://www.tddoka.ru/articles/kakie-svarochnye-materialy-vybrat/: использовано 4 блоков из 6, кол-во символов 3514 (18%)
- https://WeldElec.com/mr-3/: использовано 9 блоков из 16, кол-во символов 4235 (21%)
- https://WikiMetall.ru/oborudovanie/elektrodyi-mr-3s.html: использовано 1 блоков из 4, кол-во символов 1435 (7%)