 Каждый сварщик, будь он начинающим специалистом или опытным мастером, ответит на поставленный вопрос по-разному. Обусловлено это крайней субъективностью такого подхода. В данной статье мы попытаемся наиболее подробно раскрыть ответ на вопрос, проанализировав различные марки и виды электродов.
Каждый сварщик, будь он начинающим специалистом или опытным мастером, ответит на поставленный вопрос по-разному. Обусловлено это крайней субъективностью такого подхода. В данной статье мы попытаемся наиболее подробно раскрыть ответ на вопрос, проанализировав различные марки и виды электродов.
Источник: https://WeldElec.com/info/kakie-elektrody-luchshe/
Содержание
- 1 Виды электродов для ручной дуговой сварки
- 2 Сварочный электрод какой фирмы выбрать
- 3 Виды электродов
- 4 Назначение электрода
- 5 Самые лучшие электроды для сварки – прокаленные и сухие
- 6 Лучшие сварочные электроды с основным покрытием
- 7 Разделение электродов по применению
- 8 Таблица марок электродов и области применения для ручной дуговой сварки и наплавки легированной стали
- 9 Как подобрать диаметр электрода в зависимости от толщины металла
- 10 Чем покрыты электроды
- 11 Популярные и самые хорошие отечественные электроды для сварки
- 12 Прокалка (сушка)
- 13 Лучшие и качественные импортные электроды
- 14 Тип шва и выбор электрода
- 15 Рейтинги
- 16 Выбираем комплектующие высокого качества
- 17 Вывод
Виды электродов для ручной дуговой сварки
Электроды для ручной дуговой сварки могут различаться по нескольким признакам. В первую очередь они различаются по назначению:
- Для сваривания сталей с низким содержанием легирующих элементов, а также со средним содержанием углерода. Как правило, у них сопротивление на разрыв составляет около 600 МПа. В Маркировке они обозначаются буквой «У».
- Для сварки легированных сталей с высокой степенью теплоустойчивости. В маркировке они обозначаются буквой «Т».
- Для сваривания конструкционных сталей с содержанием легирующих элементов. Сопротивление на разрыв у них также составляет около 600 МПа.
- Для наплавления поверхностных слоев на металлы с особыми свойствами. Они обозначаются буквой «Н».
- Для сваривания сталей с высоким содержанием легирующих веществ и обладающих особыми свойствами.
- Для сварки металлов с высокими пластичными свойствами. Содержат букву «А» при обозначении в маркировке.

Внешний вид электродов для ручной дуговой сварки
Классификация сварочных электродов для ручной дуговой сварки может происходить еще и по толщине покрытия. Они зависят от диаметра металлического стержня, но разновидности касаются именно этого соотношения, а не абсолютного размера. Выделяют четыре основных вида:
- Тонкое покрытие «М». Его толщина составляет около 20% от диаметра стержня;
- Среднее «С». Толщина составляет около 45% от диаметра стержня (самый часто встречающийся вариант);
- Толстое «Д». Толщина составляет около 80% от диаметра стержня;
- Особо толстое «Г». Толщина более 80% от диаметра стержня.
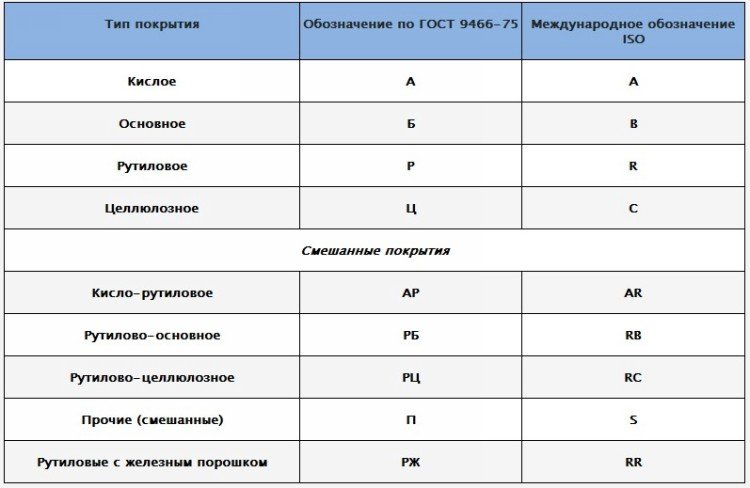
Выделяют также типы электродов для ручной дуговой сварки в зависимости от наличия покрытия и его разновидности. Стоит сразу отметить, что они встречаются не только в чистом виде, но и в разнообразных сочетаниях, где в состав входят основные компоненты, как минимум, двух типов. Покрытия электродов для ручной дуговой сварки предназначены для защитной функции, которую в газовой сварке выполняет инертный газ. К чистым типам можно причислить такие как:
- «А» – Кислое;
- «Б» – Основное;
- «Ц» – Целлюлозное;
- «Р» – Рутиловое;
- «П» – прочее (сюда не относятся двойные типы, такие как РЦ, БЦ и прочие, которые выделяются отдельно).
Электроды для электродуговой сварки могут иметь ограниченное применение по пространственному положению. Дело в том, что некоторые из них оказываются слишком текучими, поэтому, при потолочном положении просто не смогут наплавиться на нужное место, а будут стекать вниз. Чтобы было ясно, какая марка для чего предназначена, обозначение электродов ручной дуговой сварки содержит пункт о пространственном положении:
- «1» – можно использовать во всех возможных положениях;
- «2» – доступны все положения за исключением вертикального, приводящегося сверху вниз;
- «3» – для горизонтального и вертикального, исключая потолочное положение;
- «4» – приемлемы только горизонтальные разновидности.
Источник: https://svarkaipayka.ru/material/elektrodyi/marki-elektrodov-dlya-dugovoy-svarki.html
Это интересно: Срок годности электродов и правила их хранения
Сварочный электрод какой фирмы выбрать
Сейчас сварочные электроды научились производить в самых разных странах. Они создаются в Китае, России, США и во многих других государствах. К сожалению, практика показывает, что отечественные электроды в плане качества и других параметров проигрывают зарубежной продукции. И всё же прогресс заметен.
Если так пойдет и дальше, то через несколько лет уровень исполнения станет гораздо более высоким. Пока же мы наравне с электродами российских компаний порекомендуем и продукцию, распространяющуюся под зарубежными брендами — она показывает себя в работе зачастую с более положительной стороны.
Наиболее популярны в России сварочные электроды под следующими торговыми марками:
1. ESAB-SVEL
2. Kobelco
3. Ресанта
4. УОНИ
5. Lincoln Electric
Некоторые из этих компаний специализируются на производстве электродов и с рутиловым, и с основным покрытием. Другие же создают электроды строго одного типа.
Источник: https://vyboroved.ru/remont-i-nedvizhimost/972-luchshie-svarochnye-elektrody.html
Виды электродов

Несмотря на то, что электроды тяжело поддаются классификации, есть решение этого вопроса.
Все стержни отличаются по виду материала, который лежит в их основе. Стержни могут быть разными по своему покрытию.
Основные виды электродов:
- Тающий механизм. Материал, из которых производят такие электроды – это металлы. Часто берут чугун, сталь или алюминий. Выбор связан с тем, какой материал нужно обрабатывать. Такие электроды являются и анодом, и катодом одновременно. Стержни применяют в 9 случаях из 10.
- Электроды, которые не плавятся. Для работы используют провода. Механизм изготовлен из угля, вольфрама или графитовых соединений. Ровный шов создают с проволокой. Рекомендовано работать с прямой полярностью. РД сварка подразумевает использование стержней из вольфрама. Причина этому – высокая температура плавления.
- Непокрытая конструкция. Их применяют тогда, когда нужно их связать флюсом. Он будет быстро плавиться во время работ. Не подходит для РД сварки.
- Электроды с облицовкой. Их берут в 8 случаях из 10. Такой материал при РДС помогает защитить конструкцию от негативного воздействия воздуха, сделать горение арки более стабильным и улучшить качество всех швов. Активно используют при работе полуавтомата и автоматики.
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-ruchnoj-dugovoj-svarki
Назначение электрода

Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования. Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
В большинстве характеристик данные стрежни схожи между собой. Могут функционировать при пониженных температурах, при этом обеспечивают надежный плотный шов с высокими механическими параметрами.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам. Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания.
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
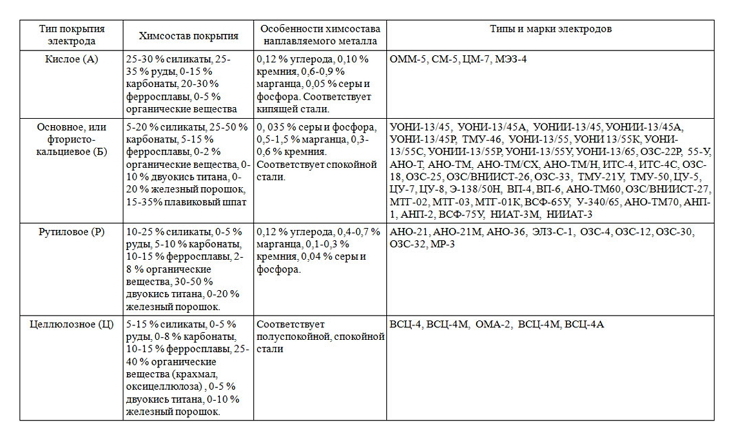
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Основное покрытие применимо для формирования соединений металла большой толщины постоянным током обратной полярности. Также не позволяет работать в вертикальном положении сверху-вниз.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
Марки электродов

Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Все электроды должны соответствовать нормам ГОСТ. Этим будет определяться качество и надежность выполняемых работ.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Источник: https://tutsvarka.ru/vidy/elektrodugovaya-svarka
Самые лучшие электроды для сварки – прокаленные и сухие
Главной составляющей удобной и комфортной сварки, а также качественного результата являются сухие электроды, без повреждений. Прокалка и сушка чрезвычайно важны. Осуществление данных процедур поможет избежать многих проблем во время проведения сварочных работ: прилипание проводника, осыпание покрытия и т.д.
Источник: https://WeldElec.com/info/kakie-elektrody-luchshe/
Это интересно: Электроды УОНИ 13 55 — что нужно знать новичку?
Лучшие сварочные электроды с основным покрытием
УОНИ 13/55

Такой электрод следует использовать для сварки постоянным током. Он идеально подходит для применения в особо ответственных местах. Отмечено, что сварочная ванна будет надежно защищена от воздействия кислорода, за что следует поблагодарить углекислый газ, выделяющийся при горении обмазки. Один килограмм этого вещества обойдется в копейки. Но нужно учесть, что чаще всего электроды УОНИ 13/55 продаются в упаковках по 3 кг.
Присутствие здесь обмазки одновременно играет отрицательную роль. Дело в том, что изделие очень сложно разжечь. Некоторые начинающие сварщики тратят на этот процесс очень много времени. Также здесь затруднителен повторный розжиг. Расплав обмазки затвердевает и изолирует металл, в связи с чем необходима зачистка конца электрода. Но нельзя не отметить, что именно при помощи электрода с основным покрытием получаются наиболее прочные и эстетичные швы.
Достоинства:
- Появление в остывшем шве шлаковых язв полностью исключено;
- Шов получается эстетичным и очень прочным;
- Минимальная стоимость изделия;
- Широкая распространенность в специализированных магазинах.
Недостатки:
- Трудно разжечь;
- Повторный розжиг возможен только после зачистки конца электрода;
- Нужно время, чтобы привыкнуть к особенностям этого типа электродов.
Kobelco LB-52U

Это уже весьма дорогое вещество, производящееся на территории Японии. Сходящий с конвейера Kobe Steel, Ltd. электрод продается в нашей стране по завышенной стоимости за 1 кг. При этом одна упаковка обычно состоит из четырех-пяти килограммов вещества. Но зато это изделие великолепно справляется со сваркой низкоуглеродистых сталей, где отсутствует возможность двухсторонней проварки. В частности, именно такими электродами варятся трубопроводы. К прочности получаемого шва нет никаких претензий. Во многих случая прочность достигает 588 Н/мм2, а это невероятно высокий показатель.
Само собой, основное покрытие слегка усложняет использование электрода. Перед работой необходимо произвести прокалку при температуре около 300°C. Это удалит влагу, в результате чего горение значительно улучшится, а заодно повысится и качество шва. А ещё создатели рекомендуют варить при постоянном токе. Впрочем, переменный тоже можно использовать, но тогда результат работы будет чуть хуже.
Достоинства:
- Шов получается прочным и чистым;
- Идеально справляется со сваркой низкоуглеродистых сталей;
- Легкое создание шва в любых направлениях.
Недостатки:
- Цена понравится не всем;
- Необходима прокалка, так как изделие чувствительно к отсыреванию.
ОЗЛ-8

Эти электроды отечественного производства в первую очередь предназначены для сварки стали, имеющей высокое содержание никеля и хрома. То есть, именно такими электродами нужно варить нержавеющую сталь. Данный продукт накладывает одно ограничение. Он подходит только для сварочных аппаратов, использующих постоянный ток обратной полярности. Дуга должна быть короткой.
При соблюдении вышеуказанных условий сварщик будет получать прочный шов, не имеющий склонности к подкалке и коррозии. Словом, электроды ОЗЛ-8 идеально себя показывают при работе с высоконагруженными узлами, в том числе использующихся в условиях знакопеременных нагрузок.
К сожалению, после сварки на свет появляется некоторое количество шлака. Но он легко отделяется, много времени на это вы не потратите. При остывании шов не растрескивается, но резко охлаждать его не стоит — дабы не возникла кристаллизация, снижающая прочность. Как и другие электроды с основным покрытием, данные изделия требуют прокалки при высокой температуре. Это несколько затрудняет или, скорее, затягивает розжиг.
Достоинства:
- Легкое ведение шва;
- Идеально сваривает высоконагруженные узлы;
- При отрывании не растрескивается;
- Лучше всего подходит для работы с нержавеющей сталью.
Недостатки:
- Высокая стоимость;
- При увлажнении характеристики серьезно ухудшаются;
- Привычные для таких электродов ограничения по применению.
Источник: https://vyboroved.ru/remont-i-nedvizhimost/972-luchshie-svarochnye-elektrody.html
Разделение электродов по применению

В зависимости от того, для чего изготавливается сплав, выбирается режим функционирования и электроды. Разные металлы требуют определенных компонентов. Это их назначение.
Информация находится на упаковке компонента и на стержне. Это одна из букв:
- «У» – для углеродистых материалов и низколегированной стали;
- «Л» – для работы с легированными конструкциями;
- «В» – нужны для высоколегированных материалов;
- «Т» – при обработке теплостойких конструкций;
- «Н» – их используют, когда идет речь об основах для наплавки.
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-ruchnoj-dugovoj-svarki
Таблица марок электродов и области применения для ручной дуговой сварки и наплавки легированной стали
Некоторые виды электродов изначально создаются под работу с определенными техническими металлами. Легированные стали часто используются в производстве, так что специально под их свойства производят расходные материалы. Они содержат те же легирующие элементы, которые и в основном металле, чтобы компенсировать их недостаток после температурного воздействия.
|
Тип электрода |
Для сварки каких сталей предназначается |
| Э-70, АНП2 | Х2ГМР, 14 ХМНДФР, 14 ХГНМД, 14 Х2ГМСШ, |
| НИАТ 3М | 30 ХГСА, 30 ХГСНА, 25 ХГСА, 20 ХГСА, 12 Х2НВФА |
| УОНИ-13/85 | 35 ГС, 30 ХГ2С, 25 Г2С |
| Н20/Св-12Х2НМАВИ | ВНЛ3М, 30 ХГСА |
| ОЗС-11 | 12 МХ, 12 ХМФ, 15 Х1М1Ф, 15 ХМ |
| ТМЛЗУ | 2 Х1МФ, 20 ХМФЛ, 15 Х1М1ФЛ, 15 Х1М1Ф |
| ЦЛ-45 | 15 Х1МФ, 12 Х1МФ |
Таблица марок электродов и области применения для ручной дуговой сварки и наплавки чугуна
Выбор электродов для ручной дуговой сварки чугуна зависит от содержания углерода в данном металле. В любом случае оно достаточно высокое и поэтому расходные материалы также содержат данный элемент, что выделяет их свойства относительно других электродов.
|
Марка наплавочного материала |
Свойства |
| ОК-92.05 | Текучести предел – 320 МПа Прочности предел – 460 МПа Удлинение относительное – 30% Механически обрабатываем |
| ОК-92.18 | Текучести предел – 300 МПа Удлинение относительное – 6% Твердость 160 НВ |
| ОК-92. 26 | Текучести предел – 420 МПа Прочности предел – 660 МПа Удлинение относительное -40% |
| ОК-92.35 | Текучести предел – 515 МПа Прочности предел – 750 МПа Удлинение относительное – 17% Твердость: 240-260 НВ |
| ОК-92.58 | Текучести предел – 375 МПа Твердость 180НВ |
| ОК-92.86 | Текучести предел – 410 МПа Прочности предел – 640 МПа |
Таблица марок электродов и области применения для ручной дуговой сварки и наплавки цветных металлов
Цветные металлы встречаются более редко, чем стали. Электроды для них предназначаются как для чистых металлов, так и для сплавов. Здесь обязательно присутствие большого количества основного элемента в составе, так как многие из деталей являются сложно свариваемыми.
|
Марка электрода |
Для какого металла он предназначен |
| ОЗА1 | Чистый алюминий |
| ОЗА2 | Сплав алюминия с кремнием |
| ОЗАНА1 | Изделия из технического алюминия |
| ОЗАНА2 | Алюминиево кремниевые сплавы |
| Комсомолец 100 | Технически чистая медь |
| АНЦ/ОЗМ2 | Технически чистая медь |
| АНЦ/ОЗМ3 | Технически чистая медь |
| АНЦ/ОЗМ4 | Технически чистая медь |
| ОЗЛ-32 | Чистый никель |
| В56У | Сварка монеля |
Таблица марок электродов и области применения для резки металла
Такие типы материалов является уникальными, так как нагрев и плавление электрода при дуговой сварке в обыкновенном случае происходит при средних режимах, тогда как эти нужно использовать при максимальном токе. У них повышенная теплостойкость, но они все же относятся к плавким вариантам.
| Марка электрода |
Для чего он предназначен |
| ОЗР1 | Резка металла, создание отверстий, устранение швов с дефектами и так далее. |
| ОЗР2 | Резка металла, стержней арматуры толщиною до 40 мм, создание отверстий, устранение швов с дефектами и так далее. |
| АНР2М | Резка металла, создание отверстий, устранение швов с дефектами и так далее. |
Обозначение и маркировка электродов для ручной дуговой сварки
На примере электрода Э-46 ЛЭЗАНО21 УД Е 43 1(3) РЦ13
- Э-46 – тип, для низколегированных и углеродистых сталей;
- ЛЭЗАНО21 – марка;
- У – назначение, для низколегированных и углеродистых сталей;
- Д – толстое покрытие;
- Е – плавящийся электрод;
- 43 – предел прочности на растяжение – 430 Мпа;
- 1 – относительное удлинение около 20%;
- (3) – 20 градусов Цельсия для сохранения ударной вязкости;
- РЦ – покрытие рутилово-целлюлозное;
- 1 – пространственные положения, допустимы все;
- 3 – ток для сварки, можно варить постоянным током обратной полярности и переменным при холостом ходе в 50 В.

Внешний вид электрода Э-46 ЛЭЗ АНО-21
Выбор
Первоочередной фактор в выборе является металл в составе стержня. Он должен быть схож с тем, из которого сделана заготовка. Диаметры электродов для ручной дуговой сварки идут следующим пунктом, так как они не должны превышать толщину самой детали. Покрытие выбирается согласно тому, в каких условиях приходится работать. Перед окончательным выбором стоит детально изучить маркировку, чтобы убедиться в его правильности.
«Важно!Перед использованием электродов их требуется просушить и прокалить.»
Источник: https://svarkaipayka.ru/material/elektrodyi/marki-elektrodov-dlya-dugovoy-svarki.html
Как подобрать диаметр электрода в зависимости от толщины металла

При выборе следует учитывать зависимость диаметра электрода от толщины свариваемого металла изделий и элементов. Чем толще последний — тем, соответственно, больше и толщина стержня электрода. Так,
- при толщине свариваемых элементов в 1,5-2,5 мм толщина электрода будет составлять 2-2,5 мм;
- при толщине в 3 мм — соответственно 2,5-3 мм;
- при 4-5 мм — 3-4 мм;
- при 6-10 мм — 4-5 мм.
Допустимые значения сварочного тока также варьируются в зависимости от диаметра расходника (об этом — ниже). При повышенных значениях тока (всегда указываются на упаковке) и превышении рекомендуемых показателей диаметра существуют риски образования в металле шва пор. Следует также сказать о том, что если толщина изделий не более 1,5 мм, ручная дуговая сварка обычно не используется.
Источник: https://magelectrod.ru/delivery/kak-pravilno-vibrat-elektrodi-dlya-svarki/
Чем покрыты электроды
Одновременно с материалом, который нужен при работах, выбирают и вид покрытия деталей. Это напрямую зависит от металла, с которым предстоит работа. Обмазка защищает металл от негативного воздействия.
Качество улучшается под воздействием шлака. Сварочное соединение становится более прочным. Последние 10 лет применяют такие электродные покрытия:
- Кислое. Маркируется в виде буквы «А», которая расположена на коробке и механизме. Может использоваться для нижних соединений. Возможна работа со статичным и активным током.
- Рутиловое. Маркировка – буква «Р». Его выбирают как новички, так и мастера с 15-летним опытом. С его помощью можно получить прочное соединение и покрытие, которые не будут токсичными. По мере того, как материал горит, получается шлак. Он защищает конструкцию от погодных условий и температуры.
- Целлюлоза. Обозначается буквой «Ц». Металл при работе с такими электродами сильно разбрызгивается, но при этом соединение получается прочное. Можно работать с любыми швами. Если вы хотите варить трубопровод, то такое покрытие будет служить долго.
- Базовое. Определяется буквой «Б». Выделяет углекислый газ во время горения арки. Применяется так же часто, как и рутиловое покрытие. Используйте этот материал только тогда, когда варите при статическом напряжении и обратной полярности, иначе соединения будет неровным. Вы будете вынуждены переделывать работу.
- Другие направления. Обозначаются буквой «П». Используются легирующие компоненты. Шов получается ровным и прочным. Такое покрытие используют в одном случае из 10.
- Специальное напыление. Если вы видите букву «С» – тогда речь идет о таком покрытии. Используется тогда, когда металлообработка происходит под водой.
К выбору электродов нужно подходить ответственно. Все зависит от того, какие задачи стоят перед мастером. Рутиловые стержни считаются универсальными, когда используют ручную арочную сварку.
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-ruchnoj-dugovoj-svarki
Популярные и самые хорошие отечественные электроды для сварки
ВНИМАНИЕ! Приведенная далее информация основана на основе данных, взятых из свободного доступа на момент написания этой статьи. Для большей объективности, мы сделаем свой рейтинг электродов для сварки, который приведен ниже. Приглашаем добавить свой голос.

В результате маркетинговых исследований рынка сварочных материалов, наиболее популярными брендами в последние годы являются:

Рейтинг экспертов выглядит следующим образом:
- КОМЗ.
- ЭСАБ-Тюмень.
- “Пензаэлектрод”.
- “ЛЭЗ”.
- “СЭЗ”.
Источник: https://WeldElec.com/info/kakie-elektrody-luchshe/
Прокалка (сушка)
Если электроды хранились не в герметичной упаковке и могли отсыреть, то их советуют прокалить. Надо отметить, что прокалка электродов непосредственно перед применением относится к ответственным процедурам, обеспечивающим загорание дуги.
 При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
При этом специалисты не рекомендуют слишком увлекаться ею, поскольку чрезмерный и частый нагрев стержня может привести к повреждению специального покрытия.
Желательно точно просчитать требуемое количество изделий и просушить с таким расчётом, чтобы по завершении работ их не осталось совсем или оставалось по минимуму.
При следующем обращении к сварочным операциям просушенные ранее электроды должны быть отработаны в первую очередь.
Прокаливание необходимо ещё и для того, чтобы несколько поднять температуру расходного материала непосредственно перед его использованием для сварки труб, например. Немногие образцы изделий способны сразу обеспечить требуемый рабочий режим по причине слишком большого перепада температур в зоне сварки.
Дополнительный прогрев стержней также обеспечивает герметичность соединения, образующегося при так называемой «сварке под давлением». Однако при этом необходим постепенный их нагрев, позволяющий выпарить скопившуюся влагу во избежание появления известкового налёта.
Вопрос прокалки тесно связан с предельным временем и условиями хранения. Согласно действующим нормативам срок годности этих изделий составляет примерно пять лет. Но, по мнению ряда специалистов, они могут эксплуатироваться ещё какое-то время по окончании гарантийного срока.
Источник: https://svaring.com/welding/prinadlezhnosti/elektrody-dlja-svarki
Лучшие и качественные импортные электроды

Эксперты и конечные потребители схожи во мнении о качественных и особо востребованных иностранных брендах сварочных электродах:
Источник: https://WeldElec.com/info/kakie-elektrody-luchshe/
Тип шва и выбор электрода
Вполне логично, что проводить выбор комплектующих для РДС стоит в соответствии с соединением. Металл и шов играют большую роль в этом вопросе. Есть обычные швы: вертикальные, горизонтальные, а также наклонные.
Помимо этого разделения существуют еще и стыковые, косые, а также швы, сделанные со скосом. Эта информация пригодится как новичкам, так и мастерам с 15-летним стажем. Стоит остановиться на том, какие существуют марки сварочных стержней в 2019 году.
Электроды отличают по маркам в случае с ручной дуговой сваркой. Этот факт также зависит от того, с каким металлом нужно работать. Данные отображены в таблице.
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-ruchnoj-dugovoj-svarki
Рейтинги
Лучшие (популярные) марки электродов
Материалы по чугуну и нержавейки не включены, по причине своей специфичности.
Лучшие (популярные) производители электродов
Если вы видите, что в рейтингах не хватает заслуженной марки или производителя, напишите в комментариях, они будут добавлены в опрос.
Рекомендуем также ознакомиться с материалом “Как выбрать электроды для сварки“, там даны советы с учетом того, что именно вы собираетесь варить.
Источник: https://WeldElec.com/info/kakie-elektrody-luchshe/
Выбираем комплектующие высокого качества

Современное сварочное оборудование изготавливают по ГОСТу. Электроды – не исключение. Согласно нормам, стержень изготавливают из качественного материала. Последний закупается у поставщика, который предоставляет на него все сертификаты.
Говоря о покрытии комплектующих а, ручная арочная сварка требует использование электродов без дефектов, которые заметны невооружённым глазом. На них должны отсутствовать большие трещины диаметром более 2 см.
Во время того, как стержень будет плавиться, он не должен сыпаться или гореть неравномерно. Разбрызгивание при этом происходит плавно, без видимых отклонений. Нормы зависят от определенного вида обмазки.
Важно то, чтобы стержень не гнулся под нагрузкой. Он должен быть устойчивым к большому весу. Соединение при этом получится прочным, без явных пор. Проверив эти моменты, у вас получится выбрать правильный сварочный стержень для своей работы.
Источник: https://prosvarku.info/elektrody/ehlektrody-dlya-ruchnoj-dugovoj-svarki
Вывод
Каждый сварщик сам решает какую марку сварочных материалов использовать. Проанализировав всю представленную информацию и ознакомившись с данными рейтингов, вы несомненно сможете остановить свой выбор на необходимых электродах, подходящих для выполнения определенных работ. Успехов!
Источник: https://WeldElec.com/info/kakie-elektrody-luchshe/
Количество использованных доноров: 8
Информация по каждому донору:
- https://svarkaipayka.ru/material/elektrodyi/marki-elektrodov-dlya-dugovoy-svarki.html: использовано 2 блоков из 3, кол-во символов 7021 (20%)
- https://prosvarku.info/elektrody/ehlektrody-dlya-ruchnoj-dugovoj-svarki: использовано 5 блоков из 9, кол-во символов 5262 (15%)
- https://Evrotek.Spb.ru/info/stati/i_welding/27275/: использовано 1 блоков из 2, кол-во символов 41 (0%)
- https://tutsvarka.ru/vidy/elektrodugovaya-svarka: использовано 4 блоков из 9, кол-во символов 6128 (17%)
- https://vyboroved.ru/remont-i-nedvizhimost/972-luchshie-svarochnye-elektrody.html: использовано 3 блоков из 5, кол-во символов 6472 (18%)
- https://svaring.com/welding/prinadlezhnosti/elektrody-dlja-svarki: использовано 3 блоков из 7, кол-во символов 5284 (15%)
- https://WeldElec.com/info/kakie-elektrody-luchshe/: использовано 7 блоков из 8, кол-во символов 4253 (12%)
- https://magelectrod.ru/delivery/kak-pravilno-vibrat-elektrodi-dlya-svarki/: использовано 2 блоков из 7, кол-во символов 1501 (4%)