Плавкие и неплавкие — это два главных вида на которые можно разделить электроды. Графитные стержни относятся к неплавким электродам и известны для сварочных работ.
Однако они не используют в приватной области, поскольку процедуры, в которых они задействованы, проводятся очень нечасто.
На данный момент существует широкий ассортимент графитовых стержней.
Источник: https://prosvarku.info/elektrody/grafitovye-sterzhni
Содержание
- 1 Заказать
- 2 Назначение угольных электродов
- 3 Устройство и характеристики
- 4 Широкая сфера применения
- 5 Достоинства и недостатки графита
- 6 Достоинства графита, принцип сварки проводов
- 7 Свойства графитовых электродов, их состав
- 8 Виды угольных электродов
- 9 Íåòðàäèöèîííûå íàïðàâëåíèÿ ïðèìåíåíèÿ ãðàôèòîâûõ ýëåêòðîäîâ
- 10 Подведем итоги
- 11 Советы по сварке
- 12 В чем основные отличия угольного от графитированного стержня?
- 13 Строжка угольным электродом
- 14 Наиболее популярные марки
- 15 Нюансы эксплуатации
- 16 Заключение
Заказать
Производство графитовых электродов различных марок от ЗАО «Графит Сервис». Доставка по всей России и СНГ. Преимущества графитовых электродов для сварки — большая сфера применения, высокое качество, популярные виды в наличии и выгодная цена.
Электроды графитированные для дуговых агрегатов «печь-ковш» и ниппели к ним
Разные области промышленности ежедневно испытывают необходимость в активном применении изделий, произведенных из графита.
Графитовые электроды относят к представителям категории неплавких. Они популярны, благодаря разновидностям марок и типоразмерам. Могут иметь поверхность, обработанную с помощью процедуры омеднения фольгой. Данная технология позволяет существенно повысить устойчивость к току большой плотности.
Источник: https://www.graphitservis.ru/catalog/made/elektrod/elektrodr/
Это интересно: Электроды Zeller по чугуну — как выбрать и использовать?
Назначение угольных электродов
Угольные электроды, в основном, используются для заделки дефектов в поковках, литых заготовках и металлопрокате, снятия излишков металла с поверхности сварочных швов и массивных заготовок, а также при сварке отдельных видов металлов и их сплавов. Обычно их применяют при таких видах работ, как:
- устранение приливов, раковин и прочих дефектов;
- строжка корней сварочных швов;
- срезание прихваток и старой сварки;
- прожигание отверстий;
- срезание заклепок;
- сварка металлических заготовок с тонкими краями;
- сваривание цветных металлов;
- сварочное соединение жил и шин при электротехнических работах.
При срезании лишнего металла обычно применяют метод строжки — выдувание кипящего металла из сварочной ванны узконаправленным потоком сжатого воздуха (см. далее). Таким способом вычищаются каверны в литых заготовках и поковках, а также снимается дефектный слой металла со сварных швов.

Применение этих изделий для сварки цветных металлов, в основном, ограничено чугуном, медью и ее сплавами (см. таблицу).
| № | Материал детали | Материал присадочных прутков | Флюс | Доп. условия |
|---|---|---|---|---|
| 1 | Медь | Оловянно-фосфористая бронза, кремнистая латунь и медь (М1 или МСр1). | Бура с добавками древесного угля, гидрофосфата натрия и кремниевой кислоты. | — |
| 2 | Бронза | Тот же, что и основное изделие. | Для оловянистых бронз — бура, для алюминиевых бронз — хлориды и фториды. | Перед сваркой прогреть до 250÷350 °C. |
| 3 | Латунь | Тот же, что и основное изделие. | — | Погружение конца угольного стержня в расплавленный металл, чтобы дуга была полностью окружена парами цинка. |
| 4 | Чугун | Чугунные прутки марок А и Б. | На основе буры. | — |
Сварка угольными электродами листового проката обычно производится без использования присадочных прутков, путем расплавления металла кромок заготовки. При этом толщина свариваемых листов обычно составляет 1÷2 мм, а их края соединяются или встык с отбортовкой (подогнутыми кромками) или внахлест.
Источник: https://WikiMetall.ru/oborudovanie/grafitovyie-elektrodyi.html
Устройство и характеристики
Угольные электроды — это стержни круглого или прямоугольного сечения, изготовленные из электротехнического угля, который представляет собой смесь углерода (в виде кокса или антрацита), сажи и связующих веществ (каменноугольная смола или жидкое стекло). Круглые изготавливают методом экструзии и поставляются потребителям в виде стержней диаметром от 4 до 18 мм и длиной 250÷700 мм, а прямоугольные — методом прессования в формах. Помимо типоразмеров ГОСТ также применяются специальные стержни увеличенной толщины (15х15, 20х20 и т. п.), изготовленные по ТУ.
Угольные электроды намного дешевле и прочнее графитовых. Но удельное сопротивление электротехнического угля в несколько раз выше, чем у графита. Поэтому для улучшения электротехнических характеристик угольных стержней их поверхность покрывают медью.
В качестве примера в таблице приведены основные параметры круглых омедненных угольных электродов марки ВДК длиной 305 мм.
| Диаметр (мм) | Рабочий ток (А) | Удаление металла (г/см) |
Канавка (ширина/глубина)
(мм) |
Толщина реза (мм) |
|---|---|---|---|---|
| 4 | 150÷200 | 10 | 6÷8/3÷4 | 7 |
| 6 | 300÷350 | 18 | 9÷11/4÷6 | 9 |
| 8 | 400÷500 | 33 | 1÷13/6÷9 | 11 |
| 10 | 500÷550 | 49 | 13÷15/8÷12 | 13 |
Обязательное условие применения этих изделий — выполнение работ только на прямой полярности. При обратном включении дуга очень неустойчива, качество шва из-за науглероживания металла получается низким, рабочая температура угольного стержня гораздо выше, что увеличивает скорость его испарения.
Источник: https://WikiMetall.ru/oborudovanie/grafitovyie-elektrodyi.html
Широкая сфера применения
Являясь производным каменноугольного пека и нефтяного кокса, графитовый электрод используют в обработки металла, дуговой резки для чугунно-литейное производства, для сварки проводов и выплавки стали различных сплавов и чугуна. К назначениям данного электрода относится не только металлургия, но и судопроизводство. Применяются в следующих печах:
- ферросплавных;
- дуговых сталеплавильных;
- руднотермических;
- рафинировочных.
Источник: https://www.graphitservis.ru/catalog/made/elektrod/elektrodr/
Достоинства и недостатки графита
Графитированные электроды способны проводить ток, не плавясь при этом, что случается с проволокой из иных материалов. В этом заключается главная отличительная особенность таких изделий. Электроды из графита выпускаются с наконечниками разных форм и длины, бывают обычными или омедненными.
Опишем наиболее выгодные характеристики электродов данного вида:
- доступная стоимость, широка распространенность;
- экономичный расход;
- материал, из которого создают стержень, не прилипает к соединяемым деталям;
- способность быстро разогреваться до температуры плавления металла;
- для разжигания дуги при работе инвертором потребуется ток в 5-10 А.
Также следует отметить, что сварной шов на медных проводах, изготовленный с применением графитовых электродов своими руками, получается стойким к коррозии, высоким температурам, но сама проволока при этом не склонна к образованию трещин при выполнении работы.
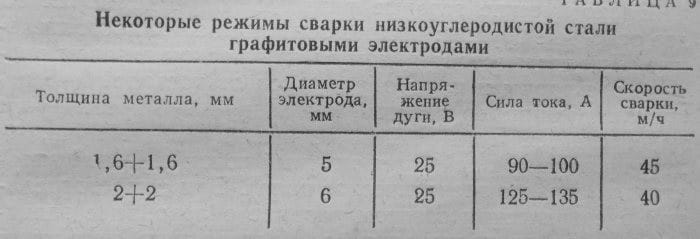
Таблица режимов сварки графитовыми электродами.
С их помощью можно сварить медностержень или алюминиевые провода, но у графитовых сварочных электродов существует несколько недостатков, чего не стоит забывать:
- соединение сваркой с применением графитовых стержней отличается сложностью, поскольку они имеют маленький диаметр ‒ 6 мм;
- эксплуатационные параметры соединяемых деталей могут ухудшиться в связи с повышенной концентрацией углерода в металле, которую провоцирует применение графитовых стержней;
- электроды из графита с определенным видом наконечника нужны для выполнения узкого списка операций, поэтому важно подбирать разные виды такой детали для стержней при выполнении разных видов работ;
Источник: https://tutsvarka.ru/vidy/grafitovye-elektrody
Это интересно: Сварочные электроды ОЗС-12 — характеристики и особенности
Достоинства графита, принцип сварки проводов
Особенностью этого вида электродов является их способность проводить ток и при этом не плавиться, что свойственно электродам иных типов. Графитовый электрод может выпускаться с разными формами наконечников, различной длины. Бывает обычный или омеднённый (имеющий медное покрытие, до 5% состава). Среди достоинств этого вида электродов выделяют следующие:
- невысокая цена, доступность, медленный расход;
- материал стержня не прилипает к соединяемым элементам;
- графит нагревается до температуры плавления металла очень быстро;
- для появления дуги достаточно тока 5–10 А.
Кроме того, если сварка медных проводов осуществляется графитовым электродом, то получаемое соединение получается устойчивым к коррозии и термостойким, а сами электроды не склонны к образованию трещин в процессе работы.

Для того, чтобы не допустить плавления изоляции проводов к месту выхода скрутки из изоляции присоединяют металлический радиатор (чаще всего медный, поскольку медь имеют высокую теплопроводность). Тепло от скрутки отводится за счёт большой площади контакта. Перед сваркой медных проводов их нужно подготовить, очистить от изоляции и/или лакового покрытия. Скрутку нужно делать плотно, чтобы витки тесно прилегали друг к другу, длина скрутки должна составлять 5-6 см. Концы проводов должны быть отрезаны на одинаковом расстоянии, чтобы ни один из них не оказался вне зоны действия сварки.
В месте крепления радиатора к проводам присоединяется зажим «массы» аппарата, после чего к обрезанным краям подносится графитовый электрод. Контакт должен быть кратковременным, не более 1 секунды. После прекращения контакта на конце скрутки образуется шарообразный участок расплавленной меди.
Источник: https://proinstrumentinfo.ru/grafitovyj-elektrod-svarka-mednyh-provodov-tsena/
Свойства графитовых электродов, их состав

Конструкция таких графитовых стержней для сварки состоит из двух поверхностей, предназначенных для работы. Они разделены посередине прокладкой, для которой чаще всего используют порошковый алюминий.
Один из главных элементов в составе стержня — это прессованный уголь. Вследствие наличия угля, также повышается его содержание в металле.
“Благодаря графитовому стержню все соединения получается несомненно высококачественным”
Технические данные стержня зависят от его состава. Диапазон и толщина среза с металлического сплава, в котором есть рабочий ток, а также размер канавок являются важными свойствами электродов.
Источник: https://prosvarku.info/elektrody/grafitovye-sterzhni
Виды угольных электродов
Нормативной базой для производства отечественных угольных электродов является ГОСТ 10720-75, содержащий описание трех типов таких изделий: ВДК, ВДП, СК, — которые могут выпускаться как омедненными, так и без покрытия. ВДК (воздушно-дуговые круглые) должны изготавливаться длиной 300 мм и четырех типоразмеров по диаметру. СК (сварочные круглые) — длиной 250 мм и шести типоразмеров по диаметру. ВДП (воздушно-дуговые плоские) — длиной 350 мм и двух сечений. По запросу заказчика разрешается изготавливать изделия СК с линейным размером до 700 мм.
Кроме отечественных электродов на российском рынке представлена продукция известных международных сварочных брендов и производителей из Восточной Азии. Шведский концерн ESAB предлагает свыше двадцати видов омедненных угольных электродов. Кроме изделий, используемых для сварки на постоянном токе прямой полярности, в номенклатуре ESAB присутствуют четыре типоразмера для сварки на переменном токе. А известный немецкий производитель сварочных принадлежностей ABICOR BINZEL, рекламируя свою продукцию, акцентирует внимание на том, что она изготовлена из «синтетического графита» (т. е. графитированного углерода). Вполне вероятно, что эти изделия спрессованы из порошка, полученного из остатков и лома металлургических графитированных электродов.

Помимо этого, на рынке присутствуют прессованные электроды из электротехнического и графитированного углерода, которые изготавливаются на заказ производителями угольных и графитовых изделий по ТУ 1915-086–00200851.
Как правило, они представляют собой прямоугольные стержни толщиной 10, 20, 30 и более миллиметров и применяются для объемных работ на больших сварочных токах: разделке металлургического лома, устранении прибылей на отливках, сквозной резке толстого металла и пр.
Источник: https://WikiMetall.ru/oborudovanie/grafitovyie-elektrodyi.html
Íåòðàäèöèîííûå íàïðàâëåíèÿ ïðèìåíåíèÿ ãðàôèòîâûõ ýëåêòðîäîâ
Ïîìèìî ïåðå÷èñëåííûõ âûøå ñòàíäàðòíûõ ñôåð ïðèìåíåíèÿ ãðàôèòîâûõ ýëåêòðîäîâ, îíè âåñüìà âîñòðåáîâàíû è â ðàçëè÷íûõ òåõíîëîãè÷åñêèõ íîó-õàó.  ÷àñòíîñòè, ñ èñïîëüçîâàíèåì ýëåêòðîäîâ íå òàê äàâíî áûëà îòêðûòà ðåâîëþöèîííàÿ òåõíîëîãèÿ îïðåñíåíèÿ âîäû. Îçàáî÷åííûå áûñòðûì èñ÷åðïàíèåì çàïàñîâ ïðåñíîé âîäû íà ïëàíåòå ó÷¸íûå ðàçðàáîòàëè íîâûé ñïîñîá ïîëó÷àòü èç ìîðñêîé âîäû ïèòüåâóþ. Áîëüøîå ñïàñèáî çà íàõîäêó ñëåäóåò ñêàçàòü ãðàôèòîâûì ýëåêòðîäàì, êîòîðûå ñòàëè îñíîâîé äàííîé òåõíîëîãèè. Ñóùíîñòü ïîäõîäà çàêëþ÷àåòñÿ â òîì, ÷òî â ñîë¸íóþ âîäó îïóñêàåòñÿ áàòàðåÿ ñ ýëåêòðîäàìè, ïîêðûòûìè àêòèâèðîâàííûì óãë¸ì. Ê áàòàðåå ïîäâîäèòñÿ íåçíà÷èòåëüíîå íàïðÿæåíèå â 1-2 âîëüòà, áëàãîäàðÿ êîòîðîìó èîíû ïðèñòàþò ê ïîðèñòîé ïîâåðõíîñòè óãëÿ. Çàòåì ïðè îïóñêàíèè êîíñòðóêöèè â ïðåñíóþ âîäó, èîíû âûñâîáîæäàþòñÿ. Ïîñëå 7-8 ðàçîâîãî ïîâòîðåíèÿ äàííîé ïðîöåäóðû êîíöåíòðàöèÿ ñîëè â âîäå ñíèæàåòñÿ ïî÷òè â òðè ðàçà ïðè íåçíà÷èòåëüíûõ ðàñõîäàõ ýíåðãèè. Îäíàêî äàííàÿ òåõíîëîãèÿ ïðèìåíèìà òîëüêî äëÿ ñëàáîñîë¸íûõ ðàñòâîðîâ, ïîñêîëüêó ïðè áîëüøîé êîíöåíòðàöèè èîíîâ, ÷òîáû `âûëîâèòü` èõ âñåõ, íåîáõîäèìî ïîòðàòèòü ñëèøêîì ìíîãî ñèë è âðåìåíè — â òàêèõ ñèòóàöèÿõ ëó÷øå ïðèáåãíóòü ê òðàäèöèîííûì ìåòîäèêàì îïðåñíåíèÿ âîäû.
Источник: https://technics.rin.ru/novye_stati/2517/Grafitirovannye_e_lektrody__sfera_primenenija.html
Подведем итоги
Графитированный электрод ‒ популярный расходный материал, применяемый для выполнения сварных соединений проводов из разных металлов: меди, алюминия, стали, чугуна и т.п.
Работать с графитовыми стержнями непросто, но при достаточном уровне мастерства сварные швы получаются долговечными, стойкими к коррозии, высоким температурам, иным негативным факторам извне.
Источник: https://tutsvarka.ru/vidy/grafitovye-elektrody
Советы по сварке
При сварке медных проводников следует помнить, что в первую очередь нужно подготовить и очистить свариваемые поверхности, а затем надежно их зафиксировать. Сварка медных проводов и шин осуществляется только в положении сверху вниз, т. к. расплавленная медь обладает повышенной текучестью. При этом используется флюс «борный шлак». Еще одной особенностью данного типа электродов является то, что процесс плавления у них почти неразличим, т. к. практически сразу начинается испарение (электротехнический уголь плавится при температуре 3800 °C, а испаряется — при 4200 °C).
Рекомендуемый угол заточки торцов угольных стержней — 60÷70°, но для сварки цветных металлов их необходимо затачивать под углом 20÷40°. Листовую медь толщиной до 4 мм можно сваривать без использования присадочных прутков (но с обязательной отбортовкой кромок), а свыше 4 мм — встык с присадочным материалом и разделкой кромок под углом 45°. Технология сварки латуни требует разделки кромок под углом 60÷70° с притуплением торцов на 1÷2 мм. Сварка производится путем погружения конца стержня, который должен быть полностью окутан парами цинка.

Рисунок 5 — Провода из латуни
Источник: https://WikiMetall.ru/oborudovanie/grafitovyie-elektrodyi.html
В чем основные отличия угольного от графитированного стержня?
В конце статьи рассмотрим основные различия этих двух видов электрода. В начале нужно отметить, что графитовые стержни практичны при использовании и работе с проводами.
Они обрабатываются проще угольных, в результате выходят гибкие соединения. У угольных изделий присутствует хороший уровень качества и прочности.
Однако высокое сопротивление делает их электропроводность меньше. Для применения угольного стержня требуется специальное оборудование, что делает процесс сварки немного сложнее.
Эти два вида электродов еще можно отличить по окрасу: угольные имеют черный цвет, графитовые -серый.
Источник: https://prosvarku.info/elektrody/grafitovye-sterzhni
Строжка угольным электродом
Строжка — это удаление узкого поверхностного слоя с использованием электродуговой сварки угольными электродами. Само слово ведет свое происхождение от глагола «строгать», т. к. этот процесс в чем-то аналогичен обработке пазов на строгальном станке. Технология строжки основана на разогреве металла электрической дугой до температуры кипения с последующим выдуванием его из сварочной ванны узконаправленным потоком воздуха. Строжка выполняется на глубины до десятков миллиметров, а ее производительность, зависящая от толщины угольного электрода и силы тока, измеряется в граммах удаленного металла на сантиметр канавки.
При выполнении строжки электрод под наклоном 30÷45° равномерно перемещают вперед, формируя канавку, которая на несколько миллиметров шире и глубже диаметра электрода. Строжка производится специальным воздушно-дуговым резаком, который имеет устоявшееся жаргонное название «строгач». Контактная пластина с соплами для подачи воздуха расположена на нижней губке строгача, поэтому поток воздуха направлен вдоль нижней части электрода в сторону сварочной ванны (см. рис. ниже). Подача воздуха должна прекращаться через несколько секунд после разрыва контакта электрода с металлом.
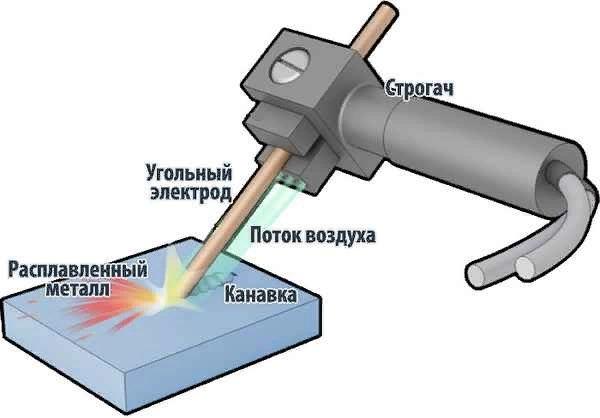
Рисунок 6 — Направление воздуха при сварке
Применение сварки угольными электродами для соединения электротехнических шин из меди и алюминия подробно регламентировано инструкцией «Росэлектромонтажа» И 1.08-08. Но там ничего не говорится о сварке проводов. Вместе с тем в интернете достаточно много фотографий, демонстрирующих использование такой сварки при монтаже электропроводки в обычных квартирах и офисных помещениях. Однако найти даже упоминание о нормативном документе, регламентирующем такую технологию, нам пока что не удалось. Если вам что-нибудь известно об этом, пожалуйста, напишите комментарий к этой статье.
Источник: https://WikiMetall.ru/oborudovanie/grafitovyie-elektrodyi.html
Наиболее популярные марки
Чтобы лучше разобраться в свойствах графитовых электродов и в том какие расходники можно купить, давайте рассмотрим несколько самых популярных марок.
ЭГ
Графитированные электроды, сделанные из нефтяного кокса и угольного пека. Предназначены для работы с плотностью тока не более 25 А/кв. см. Некоторые производители поставляют стержни с ниппелями. Электроды применяются в электродуговых аппаратах и руднотермических печах. Чаще всего встречаются модели ЭГ 1 И ЭГ 2. Они отличаются между собой сопротивлением.
ЭГС
Стержни делаются из каменного пека и игольчатого кокса. Они применяются в сталеплавильных производствах и рафинировочных устройствах.
ЭГП
Электроды предназначены для резки. Они состоят из нефтяного кокса и каменноугольного пека. Материалы дополнительно пропитываются пеком. Их используют в ферросплавных печах и металлолитейной отрасли.
ЭГСП
Основой этих стержней является игольчатый кокс со специальной пропиткой каменноугольного пека. Их применяют на электротермических устройствах и электродуговых аппаратах. В зависимости от диаметра меняется сопротивление электродов. Марка представлена 2 моделями ЭГСП 1 и ЭГСП 2.
Источник: http://instrument-blog.ru/svarka/grafitovye-elektrody-dlya-svarki-harakteristika-vidy-primenenie.html
Нюансы эксплуатации
Графитовый электрод незаменим для использования в печных установках промышленного значения. Они способны даже при высоких термических нагрузках оставаться активной частью установки и исправно работать. Это гарантируют особенные физико-химические свойства, рассмотренные в материале ранее.
При работе с графитовыми электродами необходимо помнить, что основной параметр для их использования – плотность применяемого тока. Если превысить максимальное значение данного параметра, материал может просто прийти в негодность. Кстати, можно продлить срок их эксплуатации следующим способом. С обеих сторон вкручиваются специальные ниппели, которые удлиняют электрод, восполняют его изношенные части. Такая стратегия позволит в разы увеличить срок службы изделия, повысит его надежность и сэкономит средства на покупку новых графитовых электродов.
Когда с их помощью проводится сварка, с целью уменьшения нагревания изделия лучше выставить электроды на небольшую длину.
Цена электрода графитового — 80 000 руб. за тонну
Заказать
Источник: https://www.graphitservis.ru/catalog/made/elektrod/elektrodr/
Заключение
Графитовые электроды имеют особое назначение и применяются на промышленных производствах со специальным оборудованием. На рынке имеет лишь несколько видов таких стержней и все они имеют свою специализацию. Особенностью графитовых электродов является их производство. Они делаются из остатков электродов плавильных печей. Благодаря высокой электропроводности и большому диаметру, их применяют при сборке изделий и конструкций рассчитанных на большие нагрузки.
Источник: http://instrument-blog.ru/svarka/grafitovye-elektrody-dlya-svarki-harakteristika-vidy-primenenie.html
Количество использованных доноров: 7
Информация по каждому донору:
- https://WikiMetall.ru/oborudovanie/grafitovyie-elektrodyi.html: использовано 5 блоков из 6, кол-во символов 8075 (43%)
- https://prosvarku.info/elektrody/grafitovye-sterzhni: использовано 3 блоков из 6, кол-во символов 1671 (9%)
- http://instrument-blog.ru/svarka/grafitovye-elektrody-dlya-svarki-harakteristika-vidy-primenenie.html: использовано 2 блоков из 8, кол-во символов 1632 (9%)
- https://www.graphitservis.ru/catalog/made/elektrod/elektrodr/: использовано 3 блоков из 7, кол-во символов 2283 (12%)
- https://tutsvarka.ru/vidy/grafitovye-elektrody: использовано 2 блоков из 5, кол-во символов 2114 (11%)
- https://technics.rin.ru/novye_stati/2517/Grafitirovannye_e_lektrody__sfera_primenenija.html: использовано 1 блоков из 2, кол-во символов 1262 (7%)
- https://proinstrumentinfo.ru/grafitovyj-elektrod-svarka-mednyh-provodov-tsena/: использовано 1 блоков из 4, кол-во символов 1713 (9%)