В настоящее время имеется масса сварочных устройств, работа которых основана на разных принципах. У каждой технологии имеются свои достоинства и недостатки. К тому же иногда возникают ситуации, когда подходит определенный тип сварки. Наиболее популярной является порошковая сварка со специальной проволоки.
Источник: https://svarkagid.com/poroshkovaja-svarka/
Содержание
- 1 Суть порошковой сварки
- 2 Сварка порошковой проволокой
- 3 Область применения
- 4 Требования к расходным материалам и их преимущества
- 5 Особенности сварочного процесса
- 6 Сварка самозащитной порошковой проволокой
- 7 Выводы
- 8 Техника производства порошковой проволоки
- 9 Подведём итоги
- 10 Особенности дуговой сварки
Суть порошковой сварки
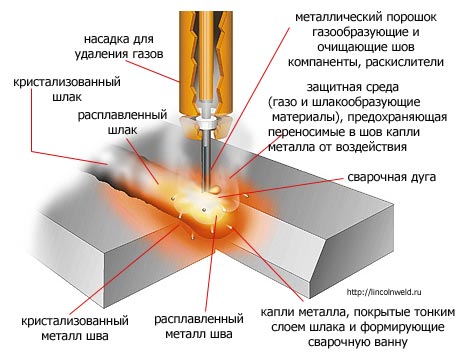
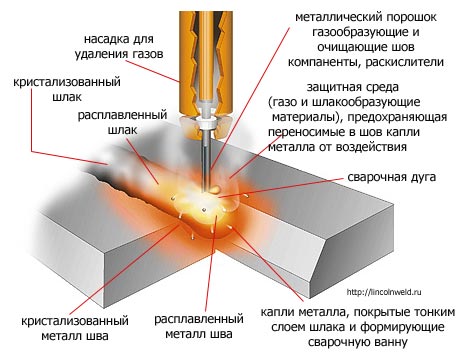
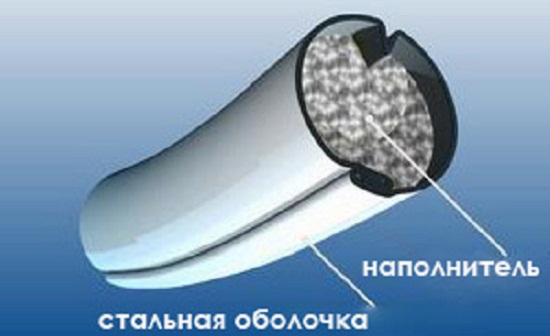
При нагревании металла происходит процесс диффузии между материалами. Попадание посторонних веществ из окружающей среды в область сварки крайне негативно влияет на качество шва. Он окисляется и со временем ржавеет, изделия становятся хрупкими, а такая ситуация может привести к серьезным последствиям, особенно если это ответственные конструкции. Для защиты металла от коррозии применяются защитные смеси, которые создают специальную оболочку, внутрь которой не проникает кислород. Варить с применением газового баллона не всегда уместно, поэтому появилась идея модернизировать технологию и использовать проволоку, наполненную защитным порошком.
Уникальность метода сварки флюсовой проволокой в содержании защитного состава. Проволока изготавливается полой, встроенные ребра жесткости не дают ломаться проводу, внутрь укладывается порошок, который называется флюсом. Составляющие компоненты хорошо проводят электрический ток. При нагревании трубка расплавляется, а содержимое поступает прямо в сварочную ванну, обеспечивая необходимую защиту шва.
Производители делают флюсовый состав разным, в зависимости от области применения. Его компоненты пишутся на упаковочной таре проволоки и обозначаются соответствующим гостом. Эта информация чрезвычайно важна, чтобы не допустить ошибок при работе.
Диаметр порошковой проволоки варьируется в передах от 0,8 мм до 3 мм. Вы сможете варить тонкие металлы, нержавеющую сталь, углеродистые поверхности и оцинковку. Вам останется лишь выбрать подходящий состав флюса и приобрести полуавтомат.
Источник: https://svarka-weld.ru/o-svarke-poroshkovoj-provolokoj
Сварка порошковой проволокой
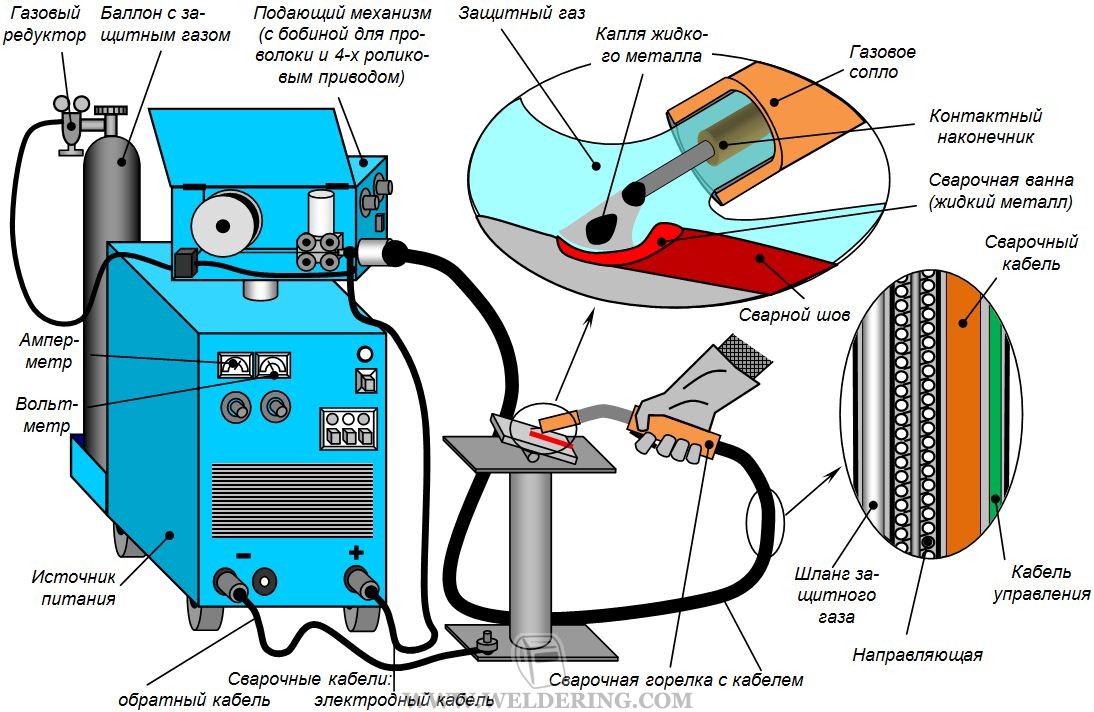
Порошковая проволока, используемая для дуговой сварки – это трубка, где внутренняя часть наполнена металлическим порошком и флюсом. В основу материала входит металлическая лента, обрабатываемая по технологии холодной формовки и заполняемая смесью флюса с порошком. На завершительном этапе производства порошковая проволока растягивается до необходимых параметров.
Порошковая проволока, используемая для сварки без газа, цена которой доступна, классифицируется по назначению, способу используемой защиты, технологии сварки порошковой проволокой в разных пространственных положениях и механическим свойствам. Применяется сварка порошковой проволокой в монтаже низколегированной и низкоуглеродистой стали. Также материал может подразделяться по условиям использования (для простой или специальной сварки – под водой, с принудительным выполнением шва, монтажа арматуры и пр.).
Источник: https://svarkagid.com/poroshkovaja-svarka/
Область применения
Использование сварки самозащитной проволокой востребовано в труднодоступных местах. Чтобы проще было перемещать сварочный аппарат для работ на высотах или в узких туннелях, приобретайте компактные модели, которые можно повесить через плечо, не требующих источник питания мощнее, чем стандартная сеть в 220В. Для такой сварки требуется практический опыт, новички не всегда смогут справиться с такими задачами.

Достоинства и недостатки порошковой сварки
Механизированная сварка порошковой проволокой не стала исключительно универсальным методом, но здесь есть определенные преимущества:
- нет необходимости передвигать большие газовые баллоны;
- нет препятствий в передвижении;
- КПД выше, чем при сварке электродами;
- Электрическая дуга не сбивается ветром.
Из минусов такой сварки выделяют:
- большая стоимость составляющих;
- соединение получаются хуже по качеству, чем при использовании защитного газа.
Использовать порошковый метод в повседневных сварочных работах не выгодно. Хоть он и обладает рядом положительных моментов, но более классические способы соединения металла будут эффективнее.
Источник: https://svarka-weld.ru/o-svarke-poroshkovoj-provolokoj
Требования к расходным материалам и их преимущества
Проволока порошковая, используемая для дуговой сварки, производится в соответствии с основными требованиями:
- С созданием равномерного плавления материала без крупных брызг;
- Стабильный нагрев и легкое возбуждение дуги;
- Должен получаться аккуратный шов, без дефектов (пор и трещин);
- Образующийся при плавке шлак должен равномерно размещаться по шву и отделяться при охлаждении.
Такие требования являются основными параметрами для сварочных материалов, определяют использование порошковой проволоки при сваривании стали в разных условиях.

Сварка порошковой стали способствует решению проблем строительства и производства, повышает производительность процесса, снижает трудоемкость ручной очистки изделий от брызг. По типу использования и защите от внешних факторов, проволока бывает газо- и самозащитной.
Источник: https://svarkagid.com/poroshkovaja-svarka/
Особенности сварочного процесса
Чтобы сварочный шов получился максимально прочный при использовании порошковой проволоки, следует соблюдать некоторые особенности в процессе работы. У начинающих мастеров возникают затруднения в ведении дуги и формировании ровного стыка. В связи с этим, советуем выставить прямую полярность сварочного тока. Регулировка полярности расположена внутри корпуса полуавтомата. Соответственно нужно поменять местами кабели массы и горелки.
Для работы с проволокой необходимо присоединить ролики, которые будут прокручивать присадочный материал. Ролики продаются отдельно и рассчитаны на несколько диаметров проволоки. Их маркировка указана сбоку на коробке. Не зажимайте ролики слишком сильно, так как проволока может поломаться. Также можно снять сопло, которое предназначено для концентрации потока газа. Чтобы не возникало залипания, приобретите в любом сварочном магазине специальную обмазку и нанесите на наконечник.

Для сварки в порошковой среде не требуется использовать мощные сварочные аппараты. Низкое напряжение дуги и медленная скорость подачи самозащитной проволоки обеспечат более качественный шов. Если вы варите толщину в 1,5 см, то установите напряжение дуги не более 15 В, она должна быть прерывистой, а скорость подачи зафиксируйте на двух метрах. Вначале вам может показаться, что работа продвигается слишком медленно, но для образования шва как раз самое то. Горелку наклоните, и ведите шов вперед.
Образование шлака неизбежно. Его нужно удалять после каждого остывания. Если вы делаете многослойные швы, то такая процедура является обязательной. После того, как шлак устранен, шов обработайте металлической щеткой.
Как бы вы не старались выполнять все рекомендации, швы при сварке порошковой проволокой имеют некоторые неровности. Несовершенство шва обусловлено прерывистой дугой. Иногда встречаются не проваренные места, поэтому такой метод сварки используйте только в крайних случаях, когда другой способ невозможен.
Источник: https://svarka-weld.ru/o-svarke-poroshkovoj-provolokoj
Это интересно: Как выбрать качественный флюс для пайки алюминия?
Сварка самозащитной порошковой проволокой
Газозащитная проволока применяется в порошковой сварке полуавтоматом и автоматом для соединения низколегированных и углеродистых сталей в углекислом газе или его сочетании с аргоном. Для этого материала характерной является порошковая сварка с высокой проплавкой, обеспечивающая его использование в производстве нахлестов, стыков и углов за 1 или несколько подходов в автоматическом или полуавтоматическом режиме. Сварка порошковой проволокой в среде с газом характеризуется низким разбрызгиванием, стабильным переносом струи, быстрым отделением корки, стойкостью к появлению шлака и пор.

Условно проволоки подразделяются на следующие виды:
- Для соединения низкоуглеродистых сталей с высоким уровнем наплавки применяется проволока с флюсовым сердечником;
- Для соединения низкоуглеродистых сталей в разных положениях используется проволока с флюсовым сердечником;
- Для монтажа низколегированных сталей применяется проволока с сердечником из металлического порошка;
- Для монтажа низколегированных сталей применяется проволока с флюсовым сердечником;
- Для сваривания низкоуглеродистых сталей применяется проволока с сердечником из металлического порошка.

Порошковая сварка с помощью газозащитной проволоки способствует получению хорошей формы шва и низкого разбрызгивания. Также расходный материал отличается от остальных видов высоким коэффициентом наплавления, оперативностью ведения шва и малым дымлением.
Самозащитная порошковая проволока представляет собой вывернутый электрод. Сварка самозащитной порошковой проволокой может проводиться в ветреную погоду, при экстремальных температурах или на открытом воздухе. В состав сердечника входят диоксидирующие, шлакообразующие и защитные присадки, что исключает использование флюса и газа. Таким образом, проводится сварка порошковой проволокой без газа.
К достоинствам самозащитной проволоки относят следующее:
- Проведение сварки в разных положениях;
- Аккуратное перемещение наплавляемого металла благодаря открытой дуге;
- Проведение жесткого контроля химического состава позволяет получать точный состав шлака;
- Отсутствует дополнительное устройство для поступления газа и флюса;
- Специальное покрытие на проволоке устойчиво к высокому давлению от роликов.
Проволоки классифицируются по общему назначению, могут применяться для соединения труб или металлоконструкций и пр.
Источник: https://svarkagid.com/poroshkovaja-svarka/
Выводы
Полуавтоматическая сварка порошковой проволокой – очень удобный способ сваривания в труднодоступных местах, где нет возможности работать другими режимами. Хотя такая сварка применяется редко, но все же советуем освоить ее. Опыт никогда не будет лишним. Если у вас есть свое мнение на этот счет, просим поделиться им в комментариях.
Источник: https://svarka-weld.ru/o-svarke-poroshkovoj-provolokoj
Техника производства порошковой проволоки
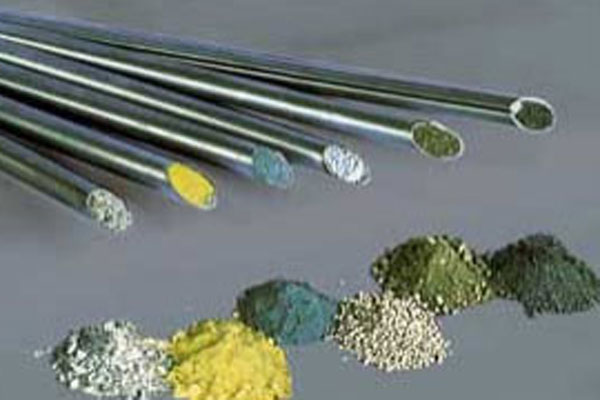
В порошковой проволоке внутренний сердечник – шихта должен выполняться из определенных компонентов, подобранных по грануляции и химическому составу. Поставка некоторых материалов (глинозем, крахмал, флюоритовый концентрат, рутиловый концентрат, железный порошок, кремнефтористый натрий и пр.) осуществляется в порошках, которые должны просеиваться и просушиваться. Готовый состав отправляется на участок наполнения проволоки.
Состоит порошковая проволока из внешнего покрытия и сердечника. Для внешнего слоя используется неполированная холоднокатаная лента, выполняемая из низкоуглеродистой стали. В производственной технологии проволоки указанного диаметра определяется ширина и толщина ленты. Реализуется лента со специальной смазкой в виде кругов или рулонов с внутренним диаметром от 15 см, перед использованием очищается от грязи и масел. Для очистки ленты применяется химический и механический ультразвук. При механической очистке лента проходит через барабаны с венской известью, обезжириваясь.
Порошковая проволока часто используется в создании металлургических комплексов, реакторных корпусов на атомных электростанциях, в изготовлении больших емкостей, тяжелых кранов, угольных комбайнов, строительной и сельскохозяйственной техники. Производство сплошной проволоки легированного и высоколегированного типа является затратным процессом, поэтому оно осуществляется на крупных метизных предприятиях.
Изготовление высоколегированных электродов для механизированного наплавления осуществляется из порошковой проволоки, состоящей из покрытия и порошкового сердечника (смеси карбидов, металлов, боридов, сплавов железа). Для выполнения самозащитной проволоки в сердечник добавляются шлако- и газообразующие составы, после чего осуществляется сварка порошковой проволокой без газа.
Часто люди принимают решение купить порошковую проволоку, которую применяют для сварки со следующими характеристиками: диаметром 3,6 мм (для наплавления флюсом) и размером 0,2-0,3 см (для соединения открытой дугой).

Источник: https://svarkagid.com/poroshkovaja-svarka/
Подведём итоги
Провода, используемые для сварки при помощи полуавтомата, изготавливаются из металла, если речь идет о защитном газе. Они могут быть из флюса, который будет работать по аналогии с газом.
Использование таких проводов приведет к получению некачественных швов. Но иногда порошковые присадки незаменимы в работе.
Во многих случаях у мастера не получается перемещать габаритное устройство. Если металлообработка производится в трудной локации, тогда порошковые кабели будут незаменимыми.
Несмотря на то, что у этой проволоки есть плюсы и минусы в работе, иногда они не сравнимы с другими материалами. Если у вас был опыт работы с такой проволокой, тогда пишите об этом в комментариях. Желаем успехов в работе!
Источник: https://prosvarku.info/prisposobleniya-i-detali/poroshkovaya-svarochnaya-provoloka
Особенности дуговой сварки
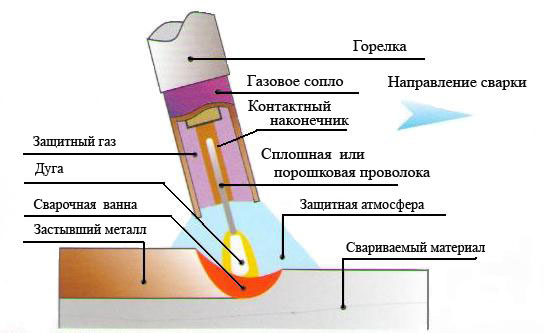
Дуговая техника сварки порошковыми проволоками применяется часто, так как у нее имеется много достоинств. К примеру, проведение сварочных работ с флюсом может быть осложнено точным направлением электрода в необходимую точку. Также надо контролировать формирование шва. Такие сложности часто появляются, если осуществляется порошковая сварка полуавтоматом. Но затруднительной будет сварка порошковой проволокой в защитном газе, так как возможно нарушение защиты из-за сквозняков или засорение сопел, подающих газ.
В этом случае оптимальным вариантом считается сварка порошковой стали без газа и флюса, где не нужен баллон, редукторы, шланги, флюсовая арматура. Потребуется лишь направление электрода в разделку и контроль формирования сварочного шва.
Расплавка порошковой проволоки будет происходить так же, как и было заложено при ее изготовлении. Конструкция материала является основополагающим фактором при его расплавке дугой. Внутри металлической оболочки находится около 70% неметаллических материалов, из-за чего сопротивляемость к току у сердечника будет намного выше, чем у внешнего слоя. Из-за этого металлическое покрытие расплавляется быстрее. Сердечник расплавляется в результате теплового излучения от дуги и теплопередачи от нагретого металла. В результате при сварочных работах внутренний материал будет соприкасаться с ванной расплавленного металла, и поступать в него нерасплавленным.
Технология сварочных работ с применением порошковой проволоки
В основном сварка порошковой проволокой гост выполняется на шланговом полуавтомате. Поэтому человек должен постоянно следить за качеством сварного шва. Технология сварки порошковых металлов и соединения углов и стыков почти не отличается от соединения деталей в защитном газе.
Но у сварки порошковой проволокой есть некоторые особенности – на поверхности сварного шва появляется шлак, который может попадать в зазор между парой кромок спереди сварочной ванны.
Если работы выполняются поэтапно, то перед каждым началом сварки нужно зачищать от шлаков полученный шов. Но у такого процесса, как сварка порошковой проволокой, отзывы пользователей отмечают некоторые недостатки. У самого материала прочность не очень высокая, из-за чего требуется автоматическая подача проволоки с ограниченным сжатием подающими роликами.
При использовании обычной порошковой проволоки диаметром от 2,6 мм, нужно применять дугу с высоким током (для постоянного горения). Поэтому материалом можно пользоваться в нижнем положении и иногда – в вертикальном. Подобное ограничение можно объяснить большим объемом сварочной ванны и образованием на поверхности текучих шлаков.
Следующий недостаток метода основан на вероятности появления пор в сварочном шве (из-за наличия неравномерного заполнения и пустот в пространстве металлической оболочки). В этом случае следует подбирать режимы сварки порошковой проволокой в углекислом газе. Это значительно сократит риск появления пор в сварных швах. Следует учитывать, что от состава наполнителя в основном материале будет зависеть выбор нескольких параметров (тип и полярность сварки порошковой проволокой).
При применении порошковой проволоки в дуговой сварке, цена которой оптимальна, можно пользоваться током высокой плотности (200 А/мм2). Это позволяет плавить много металла и способствует повышению производительности (до 10-11 кг/час) при силе тока 400-500 А. При этом получаются материалы, химический состав которых не удается повторить в обычной промышленности.
Источник: https://svarkagid.com/poroshkovaja-svarka/
Количество использованных доноров: 3
Информация по каждому донору:
- https://svarka-weld.ru/o-svarke-poroshkovoj-provolokoj: использовано 4 блоков из 5, кол-во символов 5068 (24%)
- https://prosvarku.info/prisposobleniya-i-detali/poroshkovaya-svarochnaya-provoloka: использовано 5 блоков из 6, кол-во символов 5869 (28%)
- https://svarkagid.com/poroshkovaja-svarka/: использовано 6 блоков из 6, кол-во символов 9946 (48%)