С момента изобретения приемлемого способа сваривания металлов прошло чуть более ста лет и сегодня наименований приспособлений и материалов для варки насчитывают очень и очень много.
Источник: https://WikiMetall.ru/oborudovanie/neplavyashhiesya-elektrodyi.html
Содержание
- 1 Что такое аргонная сварка?
- 2 История
- 3 Где применяются неплавящиеся электроды?
- 4 Советы от специалистов
- 5 Схема процесса
- 6 Заключение
- 7 Описание процесса
- 8 Сварка неплавящимися электродами
- 9 Типичные параметры технологического процесса
- 10 Особенности технологии
- 11 Виды неплавящихся электродов
- 12 Разновидность сварочных технологий
- 13 Чем лучше варить
- 14 Сфера применения
- 15 Безопасность
- 16 Свойства
- 17 Литература
- 18 Преимущества и недостатки
- 19 Настройка параметров
- 20 Режимы аргонодуговой сварки
Что такое аргонная сварка?
Электрическую дуговую сварку в 1881 году изобрел русский инженер Н. Н. Бенардос, ему же принадлежат лавры точечного, а также шовного сплавления различных металлов.
Важно! Алюминий весьма капризный металл, особенно при сильном нагреве и взаимодействии с молекулами кислорода — в результате поверхность мгновенно оказывается скрытой за тонкой пленкой.
Аргон защищает нагреваемый металл от взаимодействия с кислородом, исключая его негативные воздействия на качество сварочных швов.
Аргоно-дуговую сварку используют для соединения таких металлов: титана с чугуном, сталь с медью и других, в том числе золото, серебро, соединение которых при помощи других видов сварки невозможно. Популярность такой сварки объясняется следующими преимуществами:
- Качество сварного шва.
- Большая долговечность.
- Доступность аппаратов в розничной торговле.
При использовании надежного оборудования швы получаются невидимыми по факту, что важно для ремонтируемого изделия, кроме этого, повышается прочность деталей.
Источник: https://instanko.ru/osnastka/svarka-plavyashchimsya-elektrodom.html
История
Первые годы после открытия дугового электрического разряда Гэмфри Дэви в 1800 году и электрической дуги Василием Петровым в 1802, технология дуговой сварки развивалась медленно.
Идею сварки неплавящимся электродом в среде защитного газа выдвинул только в 1890 г Чарльз Л. Коффин, получив на него патент США 419032
Но даже и в начале XX столетия сварка неферромагнитных материалов, таких, как алюминий и магний, вызывала значительные трудности ввиду того, что эти металлы быстро вступают в реакцию с воздухом, при том образуя поры и примеси в сварных соединениях, резко ухудшающие их качество.
Производство качественной сварки стали и других металлов требует в процессе сварки удаления водорода, азота и кислорода из расплава, и, таким образом, предотвращаения образования нежелательных пузырьков или пор. Для достижения качества сварных швов требуется применять либо сварочную ванну, либо дополнительные приспособлнения для защиты свариваемых деталей от окружающей атмосферы.
Несколько десятилетий спустя, в 1920-х годах Ирвинг Ленгмюр предложил процесс, пригодный для высокотемпературной дуговой сварки — сварку дугой, образующейся между двух вольфрамовых — электродов в атмосфере водорода. Дуга в атмосфере водорода приводит к диссоциации и рекомбинации молекул водорода для выхода большого количества тепла. В 1924 он получил патент патент США 1952927
Разработку технологии вышеописанного процесса выполнили в 1941 году сотрудники корпорации Northrop Aircraft Inc. В.Павлечка (чеш. V.Pavlečka) и Расс Мередит (англ. Russ Meredith), разработавшие техпроцесс сварки неплавящимся вольфрамовым электродом, который пригоден для сварки магния, алюминия и никеля в защитной атмосфере гелия. Благодаря использованию метода открылись новые возможности для сваривания материалов, используемых в авиационной промышленности, что оказалось особенно ценным при выпуске военной техники в начале Второй мировой войны.
На разработанную тогда сварочную горелку был получен патент США US2274631.
В конце 50-х годов XX века Нельсон Э. Андерсон (англ. Nelson E. Anderson) запатентовал метод сварки импульсным током (патент США US2784349), при котором сварочный ток представляет собою последовательность регулярно и предопределённо чередующиеся импульсов высоких и низких амплитуд.
В качестве источника постоянного тока сварочного агрегата поначалу использовался просто селеновый выпрямитель.
Несколько позднее сварочные трансформаторы были модифицированы для того, чтобы сделать возможным генерацию токов высокой частоты, хорошо подходящих для сварки этим способом. Последние шаги повели за собой оптимизацию динамических характеристик сварочных источников питания, то есть регулировку сварочного тока и напряжения по времени
Источник: https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BD%D0%B5%D0%BF%D0%BB%D0%B0%D0%B2%D1%8F%D1%89%D0%B8%D0%BC%D1%81%D1%8F_%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4%D0%BE%D0%BC
Где применяются неплавящиеся электроды?
Сварка при помощи неплавящихся электродов проводится везде, где к изделиям предъявляются высокие требования надежности и прочности шва. К примеру, аргонодуговая сварка очень востребована при работе с тонкими изделиями и деталями, имеющими большое сопротивление к температурным нагрузкам.
Аргонодуговую сварку применяют на серьезных производствах — в машино-, авиа-, автомобилестроении.
Неплавящиеся электроды часто применяются при сварке меди и алюминия — двух наиболее сложных для сварки материалов.
Посмотреть как выполняется сварка медных проводов можно на этом видео:
Источник: http://instrument-blog.ru/svarka/neplavyashhiesya-svarochnye-elektrody-vidy-osobennosti-preimushhestva.html
Советы от специалистов
Специалисты с многолетним стажем сварки в инертных газах, с использованием плавящегося и неплавящегося проводника подготовили для новичков ряд советов:
- газ лучше подавать с другой стороны сварочной дорожки, это значительно повысит качество, но, правда, увеличит расход;
- чтобы снизить финансовые затраты на дополнительные комплектации, можно приобрести не чистый аргон, а смесь его с другими газами;
- успех зависит от количества попыток, поэтому не стоит расстраиваться, что не получается с первого раза, необходимо много тренироваться;
- не стоит забывать о правильных настройках аппарата;
- перед пайкой больших изделий, нужно провести пробный шов на небольших заготовках или на участке, который является не столь важным или невидимым;
- более точную информацию по настройкам на разные режимы работы можно узнать у производителя аппарата. То есть, перед эксплуатацией необходимо прочитать инструкцию и проконсультироваться со специалистом.
На видео показано практически, что такое монолитное соединение деталей прутьями и как совершается ровный и красивый шов с помощью неплавящегося электрода.
Читать также: Ножовки по металлу виды
Среди прочих видов сварочных работ, проводимых в среде инертных газов, основным считается сварка неплавящимся электродом. Такой ее вид еще называют аргонной сваркой. Принцип ее работы основан на разогреве металлов в среде тяжелых газов. Главным инструментом выступает неплавящийся вольфрамовый электрод и электрическая дуга. При аргонной сварке электроэнергия дуги переходит в тепловую энергию. Ее воздействия вполне достаточно для разогрева свариваемых поверхностей.

Схема аргонодуговой сварки неплавящимся электродом.
Аргонодуговая сварка неплавящимся электродом имеет свои технологические особенности. Поскольку азот и кислород оказывают негативное влияние на качество сварного шва, в условиях окружающей атмосферы (78% — азот, 21% — кислород, 1% — прочие составляющие) крайне важно блокировать зону плавления от воздействия воздуха.
Для этого в рабочую зону подают аргон — газ, который на 40% тяжелее воздуха. Для заполнения зазорной полости, возникающей при плавке свариваемых поверхностей, в рабочую зону подается специальный присадочный материал.
Помимо аргона, технология сварки неплавящимся электродом также допускает использование и других вытесняющих газов: гелия (He), активного азота (N2), свободного водорода (H2) и двуокиси углерода (СО2 — углекислого газа). При подаче в зону углекислого газа вместо вольфрамового электрода применяют угольный аналог.
Источник: https://instanko.ru/osnastka/svarka-plavyashchimsya-elektrodom.html
Схема процесса

Источник: https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BD%D0%B5%D0%BF%D0%BB%D0%B0%D0%B2%D1%8F%D1%89%D0%B8%D0%BC%D1%81%D1%8F_%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4%D0%BE%D0%BC
Это интересно: Электроды по нержавейке, наиболее подходящие марки изделий, как выполнить сварку изделий из нержавеющей стали
Заключение
При помощи неплавящихся электродов можно выполнять практически любые виды работ. При этом гарантируется высокое качество соединения и прочности наплавленного металла. При резке металла неплавящимися стержнями, получатся ровные и точные срезы. Выбирая электроды такого типа, обращайте внимание на указания на упаковке и рекомендации производителя по применению и параметрам использования. Также обращайте внимание на наличие отметки ГОСТ.
Источник: http://instrument-blog.ru/svarka/neplavyashhiesya-svarochnye-elektrody-vidy-osobennosti-preimushhestva.html
Описание процесса
При сварке неплавящимся электродом в атмосфере защитного газа электрическая дуга зажигается между вольфрамовым электродом и свариваемыми материалами основания, либо сварочной ванной. Возникающее тепло расплавляет кромки свариваемых деталей материала основания и вместе с ними — присадочный материал.
Этот способ при ручной сварке является относительно сложным, поскольку требует квалификации сварщика. Подобно газовой сварке, GTAW обычно требует работать двумя руками, поскольку в процессе сваривания сварщик одной рукой держит держатель с электродом (сварочную горелку), притом другой рукой подаёт пруток в зону сварки.
Важное значение также имеет поддержание короткой длины дуги при одновременном недопущении контакта между электродом и заготовками.
Сварочную дугу при методе, называемом TIG AC получают от источника, в качестве которого ныне почти всегда используется высокочастотный генератор (подобный трансформатору Теслы), дающий электрическую искру. Эта искра является проводящей средой для протекания сварочного тока в среде защитного газа и позволяет дуге зажечься в то время, как электрод отделён от свариваемых деталей расстоянием 1,5…3 мм.
Как только дуга зажглась, то для того, чтоб создать сварное соединение, сварщик перемещает держатель в небольшого размера центр зоны сварки, имеющий вид окружности, размер которой зависит от размера электрода и величины тока. Поддерживая постоянное расстояние между электродом и заготовкой, сварщик затем немного отводит держатель и наклоняет его назад приблизительно на 10—15° от вертикального положения. Металл из присадочного прутка добавляется вручную к передней кромке сварного соединения по мере необходимости.
Сварщики часто используют также технологию быстрого чередования продвижения держателя (получения собственно шва сварного соединения) с добавлением присадочного материала. Присадочный пруток добавляется к сварному соединению каждый раз при продвижении электрода, оставаясь однако при этом всегда в среде защитного газа для предотвращения окисления его поверхности и загрязнения зоны сварки. Присадочные прутки из металлов с низкой температурой плавления, например, из алюминия, требуют, чтобы сварщик держал их на некотором расстоянии от дуги, но в то же время — в среде защитного газа. Если пруток окажется слишком близко к дуге, то он может расплавиться раньше, чем успеет вступить в контакт со сварочной ванной. По мере завершения процесса сварки, ток дуги часто постепенно уменьшают, чтобы позволить сварному шву затвердеть и предотвратить тем самым формирование трещин по краям.
Источник: https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BD%D0%B5%D0%BF%D0%BB%D0%B0%D0%B2%D1%8F%D1%89%D0%B8%D0%BC%D1%81%D1%8F_%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4%D0%BE%D0%BC
Сварка неплавящимися электродами
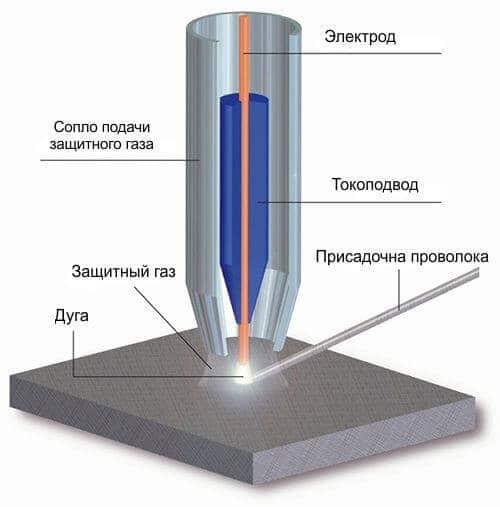
Схема сварки в среде защитного газа.
Неплавящиеся электроды активно применяются на крупных предприятиях:
- при необходимости осуществить сварку тонколистового металла;
- для проведения сварных работ со сталями всех классов, цветного металла, а также их сплавов;
- при необходимости получить высококачественные сварные соединения разнородных металлов.
Преимущества, которыми характеризуется сварка неплавящимся электродом:
- высокие показатели устойчивости дуги, вне зависимости от полярности тока;
- возможность получить швы с долей участия основного металла 0-100%;
- возможность регулировать химический состав и геометрию соединений при изменении скорости подачи, угла наклона, профиля, марки присадочного материала.
Недостатками такого метода сварных работ считаются следующие моменты:
- неважные показатели эффективности использования электроэнергии;
- необходимость применять специальные устройства для обеспечения начального возбуждения дуги;
- высокая скорость охлаждения изготовленных швов.
Но для полноценной характеристики сварки неплавящимся электродом важно понимать технологическую суть процесса. Операция осуществляется путем подачи защитного газа через сопло в зону дуги, которая горит между расходным материалом и изделием.
Газ выполняет защитную функцию, предохраняя несгораемые сварочные электроды и расплавленный основной металл от негативного влияния активных атмосферных газов. Кромки свариваемого изделия плавятся под воздействием теплоты дуги и образуют сварной шов, кристаллизируясь.
При использовании сварочного аппарата и неплавящихся электродов важно правильно установить полярность. Она может быть прямой или обратной. В первом случае нужно установить массу на минус, держатель – на плюс. Во втором масса устанавливается на плюс, а держатель – на минус.

Марка и назначение неплавящихся электродов.
От правильности выбора режима полярности зависит форма проваренного металла:
- работа с помощью постоянного тока при прямой полярности позволит создать глубокий и узкий сварной шов;
- широкого и поверхностного шва можно достичь путем выбора постоянного тока и обратной полярности.
Защитный газ для аргонодуговой сварки с применением электродов непременно должен демонстрировать инертность к рабочим металлам, поэтому при работе вольфрамовыми электродами в качестве такого вещества используют аргон, гелий, смесь аргона и гелия.
Если сварочные работы ведутся над проводами из меди или с помощью медных электродов со вставкой из гафния, можно воспользоваться азотом.
Важно! В случае использования при сварке дорогостоящих инертных газов, к примеру Ar или He, стоит создать комбинированную защиту. Это позволит расходовать газ рационально.
Если работать приходится с металлом большой толщины, то обеспечить плавление основного металла и получить актуальные геометрические параметры сварного шва можно при варении по зазору или с разделкой кромок с добавлением присадки.
Источник: https://tutsvarka.ru/vidy/svarka-neplavyashhimsya-elektrodom
Типичные параметры технологического процесса
- Сварочный ток: 5…600 A (постоянный либо импульсный)
- Напряжение: 10…30 В
- Скорость сваривания: 0,04…0,4 м/мин
- Диаметр электрода: 0,5…8,0 мм
- Расход защитного газа: 5…20 л/мин
- Частота источника сварочного тока (для метода TIG AC): 60…200 Гц
- Баланс источника сварочного тока (для метода TIG AC): −45 % …+ 45 % (Европа), 10 % … 90 % (США)
Источник: https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BD%D0%B5%D0%BF%D0%BB%D0%B0%D0%B2%D1%8F%D1%89%D0%B8%D0%BC%D1%81%D1%8F_%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4%D0%BE%D0%BC
Особенности технологии
За счёт применения неплавящихся расходных материалов удаётся получить высококачественные сварные соединения, однако производительность операций с покрытыми электродами оставляет желать лучшего.
Они не в состоянии конкурировать с полуавтоматическими сварочными технологиями, при которых используются специальные плавящиеся электроды.

Таким образом, при изучении действующих методик обнаруживается, что используемый при дуговой сварке электрод может быть плавящимся и неплавящимся (покрытым). Рассмотрим каждую их этих разновидностей более основательно.
Достоинство технологии с неплавящимся электродом состоит в том, что можно сплавлять черный металл с заготовками, которые отличаются от него по структуре (включая изделия из высоколегированных и низкоуглеродистых сталей).
С учётом возможности работы с изделиями из цветных металлов этот метод успешно применяется также и при соединении разнородных по составу материалов.
 Сварка с использованием неплавящихся электродов характеризуется двумя отличительными чертами. Одна из них заключается в использовании специальных веществ, покрывающих рабочие электроды (природного вольфрама, графита и другие).
Сварка с использованием неплавящихся электродов характеризуется двумя отличительными чертами. Одна из них заключается в использовании специальных веществ, покрывающих рабочие электроды (природного вольфрама, графита и другие).
Второй особенностью этой технологии является использование инертных газов, ограничивающих доступ кислорода к месту сварки и защищающих как сам электрод, так и сварочную ванну от окисления.
Источник: https://svaring.com/welding/teorija/svarka-neplavjashhimsja-elektrodom
Виды неплавящихся электродов
В сварочных работах используют три основных типа электродов:
- Угольные.
- Графитовые.
- Вольфрамовые.
Все они относятся к классу неплавящихся, однако назначение их различное.
Угольные типы расходников применяют в основном в воздушно-дуговой резке металла, а также устранения различных дефектов на поверхности изделий. Сварочные работы с использованием угольных стержней проводят на токах силой максимум 580 Ампер. Существует три основных разновидности электродов:
- Круглые марки для воздушно-дуговой резки (ВДК).
- Плоские виды для воздушно-дугового разрезания (ВДП).
- Круглые типы для сварки (СК).
Воздушно-дуговая резка — это способ реза металла электрической дугой, когда расплавленный металл удаляется с помощью струи сжатого воздуха.
В сваривании угольные электроды используют при соединениях тонкостенных конструкций из стали и цветных металлов, а также заварки браков на поверхности литых деталей.
Сваривание угольными стержнями можно проводить как без присадки, так и с присадочным материалом, уложенным по линии варки или подающимся в сварочную ванну.
Электроды графитового типа используют для сварки цветных металлов и их сплавов (алюминия и меди). Такой тип расходников более доступен, в отличие от угольных аналогов.
Наиболее часто используют графитовые стержни при сварке медных проводов.
Такие стержни обладают массой преимуществ: они лучше переносят температурное воздействие и имеют меньший износ, а также лучше обрабатываются (режутся).
Вольфрамовые неплавящиеся электроды — это наиболее широко применяемые типы в производстве и домашних мастерских. С их помощью можно сваривать различные металлы, в том числе и с использованием защиты из газа. Вольфрамовые электроды для аргонодуговой сварки бывают различного состава и, в зависимости от этого, их делят на такие группы:
- Лантанированные.
- Иттрированные.
- Торированные.
- Обычные.
Изготавливаются они в виде прутка диаметром от 1 миллиметра до 4 мм. Вольфрамовый электрод очень тугоплавкий и имеет температуру плавления намного выше, чем температура самой электрической дуги, что позволяет использовать его для сварки различных типов металла (стали, но чаще алюминия, меди, нержавейки и прочих).
Стрежни с добавлением тория (торированные) радиоактивны и, хотя величина излучения невелика, крупные промышленные предприятия их уже не используют.
Источник: https://WikiMetall.ru/oborudovanie/neplavyashhiesya-elektrodyi.html
Разновидность сварочных технологий
- TIG — сварка вольфрамовым электродом с ручной подачей присадок;
- MIG — система механизированная аргонодуговой сварки плавящимся электродом, подающимся автоматически.
Существуют и другие разновидности, но они предназначены для работы с высокоточными изделиями и промышленных работ. Мы же поговорим, как выглядит технология сварки аргоном, применимая в домашних условиях. Оба аппарата имеют главный пляс – простоту работы, и им будет рад каждый начинающий сварщик. В данной статье более детально рассмотрим первый метод.
Источник: https://instanko.ru/osnastka/svarka-plavyashchimsya-elektrodom.html
Чем лучше варить
Для правильного выбора нужного метода желательно оценить каждый из них с точки зрения потребности в данных конкретных условиях. Для этого надо сравнить возможности разных электродов и определимся с наиболее оптимальным вариантом.
Прежде всего, необходимость сварки неплавящимися (или покрытыми) стержнями возникает лишь в тех случаях, когда предстоит работать с разнородными по структуре материалами. При этом характер сварных процедур (их подготовка и само сплавление) заметно усложняется и требует значительных усилий со стороны сварщика.
Таким образом, выбор операций с неплавящимся электродом целесообразен лишь как крайний случай, когда без него невозможно решение поставленной перед сварщиком задачи.
Во всех же остальных ситуациях вполне можно обходиться достаточно простыми и дешёвыми плавящимися электродами. Тем более что данный метод с течением времени постоянно совершенствуется и позволяет получить достаточно качественный сварной шов.
Источник: https://instanko.ru/osnastka/svarka-plavyashchimsya-elektrodom.html
Сфера применения
Во многих отраслях промышленности GTAW используется для сварки тонких заготовок, в первую очередь из цветных металлов. Эта технология находит всё более и более широкое применение при изготовлении космических транспортных средств, и часто также применяется для сварки тонкостенных трубок малого диаметра, подобных используемым в производстве велосипедов. Кроме того, GTAW часто используется для создания заготовок, или же для первого прохода при сварке трубопроводов различных диаметров. Процесс также широко используют при работах по обслуживанию и ремонту, например, при ремонте инструментов и приборов, в первую очередь это относится к деталям, изготовленным из алюминия и магния.
Поскольку металл при данном методе не переносится напрямую электрической дугой, здесь становится доступным обширный ассортимент металлов, используемых в качестве присадочных материалов. Фактически, никакой другой процесс сварки не позволяет сварку столь широкой номенклатуры сплавов при самых разнообразных конфигурациях изделий. Сплавы металлов для присадочных прутков, такие как элементарные алюминий и хром, из-за испарения под воздействием электрической дуги могут просто улетучиться. Но этого не произойдёт в случае использования процесса GTAW. Поскольку изделия, полученные в результате сварки, будут иметь тот же самый или близкий химический состав, что и оригинальный основной компонент (или соответствующие основные компоненты) сплава, сварка, полученная по методу GTAW получается очень стойкой к коррозии и механическим повреждениям в течение длительных периодов времени, что т.о. делает данную технологию почти незаменимым выбором для столь ответственных операций, как заваривание контейнеров с отработанным ядерным топливом перед их захоронением.
Источник: https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BD%D0%B5%D0%BF%D0%BB%D0%B0%D0%B2%D1%8F%D1%89%D0%B8%D0%BC%D1%81%D1%8F_%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4%D0%BE%D0%BC
Безопасность
Сварщик в процессе проведения работ должен пользоваться защитной спецодеждой, включая костюм сварщика, состоящий из штанов и куртки с длинными рукавами,перчаток и маски и для защиты от жёсткого ультрафиолета. В связи с тем, что при GTAW не испускается дым, который при обычной дуговой сварке является продуктами реакции флюса с кислородом воздуха и свариваемыми изделиями, то здесь при горении электрической дуги не образуется газообразных и твердых частиц (шлака); но сама дуга горит много ярче, чем при обычной дуговой сварке, подвергая оператора воздействию жёсткого ультрафиолетового излучения. Ультрафиолетовое излучение дуги может иметь различные уровни и длины волн, в отличие от солнечного ультрафиолета; но ввиду того, что сварщик присутствует непосредственно вблизи источника излучения, его интенсивность будет очень сильной.
Горящая дуга способна потенциально нанести вред здоровью, в том числе яркими вспышками повредить зрение (электроофтальмия) нанести повреждение коже, подобно сильному загару. Для защиты от нежелательных воздействий ультрафиолета сварщики надевают непрозрачные шлемы с темными стёклами, полностью покрывающие голову и шею. Современные шлемы часто снабжены жидкокристаллическими самозатемняющимися (фотохромными) стёклами, которые самозатемняются под воздействием яркого света сварочной дуги. Кроме того, для защиты находящихся неподалёку рабочих и других людей от ультрафиолетового излучения сварочной дуги часто используются прозрачные сварочные экраны (щитки), изготовленные из поливинилхлоридной плёнки.
Сварщику также часто приходится иметь дело с опасными газами и макрочастицами. Несмотря на то, что в процессе сварки не испускается дыма, яркая дуга в процессе GTAW может пробить окружающий воздушный промежуток, образуя озон и оксиды азота. Озон и оксиды азота реагируют с тканью легких, из-за чего во влажной среде происходит реакция образования азотной кислоты, а также горения озона. Хотя воздействия перечисленных процессов и умеренны, однако их продолжительное воздействие, а также неоднократное периодическое воздействие могут вызвать эмфизему и отек легких, что может привести к преждевременной смерти. Поэтому необходимо контролировать параметры воздуха в помещении, где производятся работы. Точно так же дуга, благодаря её высокой температуре, может вызвать образование ядовитых газов и токсичных соединений из материалов, применяемых в целях очистки и обезжиривания места сварки. Поэтому вблизи места сварки нельзя производить операции по очистке с использованием этих агентов, а также требуется надлежащим образом обеспечить необходимую вентиляцию для защиты сварщика.
Источник: https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BD%D0%B5%D0%BF%D0%BB%D0%B0%D0%B2%D1%8F%D1%89%D0%B8%D0%BC%D1%81%D1%8F_%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4%D0%BE%D0%BC
Свойства

Отечественные производители используют следующие обозначения тугоплавких неплавящихся стержней: ЭВЛ (лантинированные), ЭВИ (иттриевые), ЭВЧ (для сварки на переменном токе).Они чаще всего используются в работах.
ЭВЛ и ЭВИ подходят для работы с разным током, и позволяют менять полярность. Чтобы легче было отличать электроды по типам, достаточно запомнить цвета. Через некоторое время вы перестанете обращать внимание на маркировки.
Постоянный ток используется при работе с медью и нержавеющей сталью, а постоянный — с алюминием.
Важно помнить, что тугоплавкие электроды из вольфрама могут затупиться во время работы, поэтому желательно иногда их затачивать. Для этого нужно заточить их под углом в 30 градусов, а потом слегка притупить конец.
Таким образом срок службы стержней увеличится в несколько раз. Рекомендуем перед тем, как поджечь дугу, сначала включить подачу защитного газа в точку сварки.
Ни в коем случае не нужно стучать стержнем по поверхности. Сначала зажгите дугу, а потом начинайте сваривать. Не забывайте установить необходимую полярность. Подойдет прямая и обратная.
В первом случае нужно установить массу на отрицательное положение, а держатель на положительное. Во втором случае всё делают с точностью наоборот.
Полярность определяет качество и форма сварочного соединения. Первая настройка обеспечит глубину и узкость шва. Другая сделает шов широким. Не забывайте об этом нюансе при использовании неплавящихся стержней.
Источник: https://prosvarku.info/elektrody/tugoplavkie-ehlektrody
Литература
- Cary, Howard B. & Helzer, Scott C. (2005), Modern welding technology, Upper Saddle River, New Jersey: Pearson Education, ISBN 0-13-113029-3
- Jeffus, Larry F. Welding: Principles and applications (неопр.). — Fourth. — Thomson Delmar, 1997. — ISBN 978-0-8273-8240-4.
- Jeffus, Larry. Welding: Principles and applications (неопр.). — Fifth. — Thomson Delmar, 2002. — ISBN 1-4018-1046-2.
- Lincoln Electric. The procedure handbook of arc welding (неопр.). — Cleveland: Lincoln Electric, 1994. — ISBN 99949-25-82-2.
- Miller Electric Mfg Co. Guidelines For Gas Tungsten Arc Welding (GTAW) (нем.). — Appleton, Wisconsin: Miller Electric Mfg Co, 2013. Архивная копия от 8 декабря 2015 на Wayback Machine
- Minnick, William H. Gas tungsten arc welding handbook (неопр.). — Tinley Park (англ.), Illinois: Goodheart–Willcox (англ.) Company, 1996. — ISBN 1-56637-206-2.
- Watkins, Arthur D. & Mizia, Ronald E, Optimizing long-term stainless steel closure weld integrity in DOE standard spent nuclear canisters, ASM International
- Дуга электрическая — статья из Большой советской энциклопедии.
Источник: https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BD%D0%B5%D0%BF%D0%BB%D0%B0%D0%B2%D1%8F%D1%89%D0%B8%D0%BC%D1%81%D1%8F_%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4%D0%BE%D0%BC
Преимущества и недостатки
К преимуществам можно отнести:
- Минимальные деформации в свариваемых металлах из-за маленькой зоны прогрева;
- Высокое качество соединения, за счет защиты сварочной ванны аргоном, который вытесняет кислород;
- Скорость выполнения работ;
- Не требует трудозатрат на пост обработку шва;
- Более широкий спектр свариваемых материалов по сравнению с MMA;
Недостатки:
- Сложность работы на улице во время ветреной погоды. Ветер выдувает защитный газ из зоны сварки, бороться с этим можно используя заграждения либо увеличивая подачу газа, что приведет к его увеличенному расходу;
- Требуется более качественная подготовка металлов перед сваркой в сравнении MMA;
- Конструкция горелки делает не очень удообным сваривание деталей под острым углом;
- После розжига вне зоны сварки остается след, который необходимо зачищать;
Источник: https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BD%D0%B5%D0%BF%D0%BB%D0%B0%D0%B2%D1%8F%D1%89%D0%B8%D0%BC%D1%81%D1%8F_%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4%D0%BE%D0%BC
Настройка параметров
В первую очередь выбирают оптимальный режим, благодаря которому качество и эффективность сварки получается выше. Направление тока, полярность выбирают, учитывая свойства свариваемых металлов, а величина тока зависит от марки и химического состава деталей, учитывают и диаметр используемого электрода. Правильные параметры опытные мастера выбирают по справочнику.
Напряжение напрямую зависит от длины дуги, поэтому работы производят при минимуме аналогичных размеров и пониженном напряжении, так как при увеличении ухудшается качество соединения.
Источник: https://instanko.ru/osnastka/svarka-plavyashchimsya-elektrodom.html
Режимы аргонодуговой сварки
- Способ сварки подразумевает защиту шва от кислорода с помощью инертного газа – аргона. Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд. Для лучшего эффекта аргон подается с обеих сторон соединения.
- Скорость подачи проволоки должна быть постоянной, стоит исключить подачу припоя рывками. Если проволока подается автоматически, то оптимальные параметры можно найти в специальных таблицах. При ручной подаче припоя все зависит от самого сварщика. Пруток должен подаваться под правильным углом, перед горелкой и строго по направлению движения шва.
- Расход газа – величина постоянная, прописанная в ГОСТах. Там же можно найти оптимальный баланс между аргоном и другими примесями.
- Настройки тока – один из наиболее сложных, после работ с горелкой, пунктов. Особенно это касается начинающих сварщиков. Основная идея заключается в том, что не стоит настраивать режимы аргонодуговой сварки вручную, не имея опыта. Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.
Рекомендуем! Применение алюминотермитной технологии для сварки рельс на железной дороге

Внимание! Для каждого типа свариваемых металлов настройки оборудования будут различны.
Источник: https://instanko.ru/osnastka/svarka-plavyashchimsya-elektrodom.html
Количество использованных доноров: 7
Информация по каждому донору:
- https://WikiMetall.ru/oborudovanie/neplavyashhiesya-elektrodyi.html: использовано 2 блоков из 3, кол-во символов 2486 (8%)
- https://prosvarku.info/elektrody/tugoplavkie-ehlektrody: использовано 2 блоков из 6, кол-во символов 1987 (7%)
- http://instrument-blog.ru/svarka/neplavyashhiesya-svarochnye-elektrody-vidy-osobennosti-preimushhestva.html: использовано 2 блоков из 4, кол-во символов 1062 (4%)
- https://svaring.com/welding/teorija/svarka-neplavjashhimsja-elektrodom: использовано 1 блоков из 5, кол-во символов 1362 (5%)
- https://instanko.ru/osnastka/svarka-plavyashchimsya-elektrodom.html: использовано 7 блоков из 18, кол-во символов 7995 (27%)
- https://ru.wikipedia.org/wiki/%D0%A1%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BD%D0%B5%D0%BF%D0%BB%D0%B0%D0%B2%D1%8F%D1%89%D0%B8%D0%BC%D1%81%D1%8F_%D1%8D%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%B4%D0%BE%D0%BC: использовано 8 блоков из 11, кол-во символов 11988 (40%)
- https://tutsvarka.ru/vidy/svarka-neplavyashhimsya-elektrodom: использовано 1 блоков из 4, кол-во символов 3061 (10%)