
Температура плавления вольфрама сумасшедшая — 3422 °C, это абсолютный чемпион по тугоплавкости из всех существующих металлов. Вряд ли вы найдете готовые детали из чистого вольфрама, это очень экономный металл: вполне достаточно будет малых доз в качестве добавок, чтобы вновь образованные сплавы обладали уникальными свойствам.
На сварочные работы такая экономность тоже распространяется. На метр сварочного шва расходуются малые доли грамма чистого вольфрама. Современные сварочные технологии для новых сплавов – вот для чего вольфрамовые электроды производятся в огромных количествах и самых разных видов.
Источник: https://tutsvarka.ru/vidy/volframovyj-elektrod
Содержание
WC-20
Вольфрамовые электродыWC-20(в состав, помимо чистого вольфрама входит 2 % оксида церия)относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: нержавеющих сталей, молибдена, тантала, меди, никеля, титана, а также их сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, устойчивость к повышенным значениям сварочного тока, сбалансированное расходование электрода в процессе сварки.
Следует помнить, что чем ближе значение сварочного тока к максимуму при работе с электродом WC-20, тем больше оксида церия концентрируется на стыке со сварочной дугой, и это может влиять на качество сварочного шва.
Считается, что электроды марки WC-20 отлично подходят для сварки корневых швов трубопроводов, орбитальной сварки, а также сварки изделий из тонколистовой стали.
Источник: http://intersvarka-nn.ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html
Это интересно: Электроды для сварки — всё, что необходимо знать новичку
При чем здесь волчьи сливки?
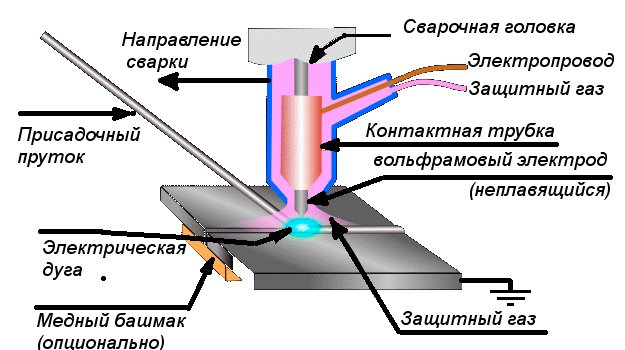
Схематическая сварка вольфрамовым электродом.
Вольфрам и высокие температуры – понятия в современной технике неразделимые. Его главное свойство – чрезвычайно высокая тугоплавкость, что и определяет значение и место вольфрама в отраслях промышленности. Это значение трудно пере появление вольфрама в качестве тугоплавкого компонента в самых разнообразных сплавах можно назвать настоящим промышленным переворотом. Открыли вольфрам очень давно – в 18-ом веке.
За светло-серый цвет он получил весьма экзотическое название от немецких слов Wolf – волк и Rahm – сливки: волчьи сливки. Но промышленный триумф этого чудесного металла состоялся только в начале 20-го века. В сварочном деле альтернативы вольфраму нет: вольфрамовый электрод с добавками или без них является лучшим помощником для варки самых проблемных или капризных металлов и сплавов. Промышленный вольфрамовый переворот произошел с паролем из двух слов: «электроды вольфрам».
Источник: https://tutsvarka.ru/vidy/volframovyj-elektrod
Не боимся китайских расходников
Не нужно отворачиваться от продукции китайского происхождения в магазинах: она отличается от расходников из других стран тем, что сделана из «родного» китайского вольфрама.
Дело в том, что в Китае обнаружены самые большие запасы этого металла, страна является настоящим мировым вольфрамовым монополистом. Поэтому практически все импортные европейские вольфрамовые расходники произведены из китайского материала, а это означает определенную надбавку в цене.
Источник: https://tutsvarka.ru/vidy/volframovyj-elektrod
Классификация и маркировка
В отличие от любых других электродов характеристики вольфрамовых электродов отлично уложены в стройную и понятную классификацию. Маркировка вольфрамовых электродов соответствует международному стандарту EN 26848. Их можно назвать самыми «дисциплинированными» расходниками в огромном массиве других сварочных материалов.
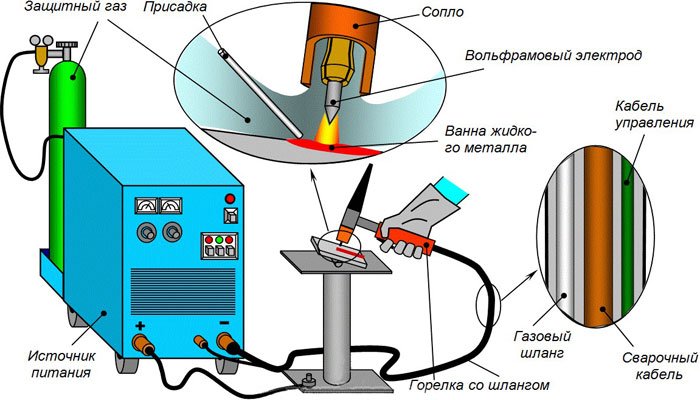
Сварочный аппарат для сварки вольфрамовым электродом.
Как и все расходники, они делятся на две большие группы:
- Электроды переменного тока для сварки алюминия и его сплавов, магния, смесей с ним и других сложных сплавов. Обычно выполнены из вольфрама без добавок.
- Электроды постоянного тока производятся с добавками из тория, церия, циркония, иттрия, лантана и др. Применяются в работах с нержавеющей сталью, высоколегированными сплавами с никелем, медью, углеродистыми сплавами и другими металлами или сплавами.
Дальнейшая классификация основана исключительно на содержании конкретных легирующих добавок к вольфраму: какая добавка – такая и буква на втором месте в маркировочных аббревиатурах. А на первом месте, конечно же, буква W – вольфрам.
Для исчерпывающей информации о технических свойствах расходника цифры обозначают долю в процентах легирующих добавок в основной материал. Например, первая в аббревиатуре цифра 30 показывает, что в наконечнике содержится 3,0% добавки. Вторая цифра указывает длину изделия в миллиметрах.
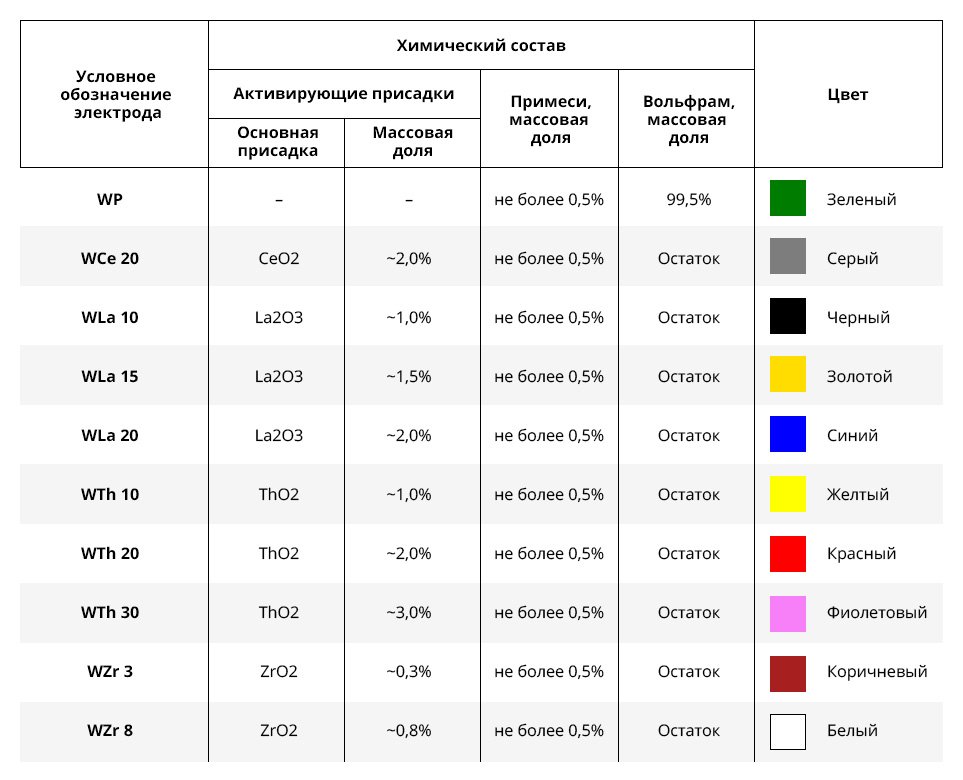
Химический состав вольфрамовых электродов.
Помимо букв и цифр в систему маркировки включена точная и понятная цветовая классификация: у каждой легирующей добавки – свой конкретный цвет вольфрамовых электродов.
Серые WC-20 содержат 2% оксида церия и являются типичными универсальными электродами для сварки любыми токами. Они дают отличную стабильную дугу. Очень популярны в соединении труб в прямых стыках. Сварка вольфрамовым электродом WC-20 производится в среде аргона высоколегированных сплавов стали и других металлов типа меди, никеля, титана.
Свойства:
- дуга зажигается легко и дает стабильное горение;
- длительный срок годности;
- отлично переносят сильное напряжение тока;
- безопасны для здоровья.
Белые WZ-8 содержат всего 0,8% оксида циркония, используются с переменным током в среде аргона. Весьма капризны к «чистоте» вокруг сварочной рабочей ванны – не терпят малейшего загрязнения. Очень устойчивы к высоким нагрузкам напряжения тока. Годятся для работы с алюминием, медью и разнообразными сплавами из этих металлов. Никель и магний тоже входят в сферу применимости этого расходника. Полноценная альтернатива электродам из чистого вольфрама.
Свойства:
- дуга зажигается легко;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
Черные WL-10, золотистые WL-15, синие WL-20 с добавкой лантана по 1%, 1,5% и 2% соответственно. Работают при постоянном токе прямой полярности. Также весьма устойчивая дуга, можно производить повторный розжиг. Швы получаются чистыми и долговечными. Имеется нюанс: электрод должен быть заточен под сферическую форму конца прутка. Применяются для напыления, плазменной сварки, соединения заготовок с тонкими кромками из разных марок стали, включая высоколегированные сплавы.
Свойства:
- дуга зажигается легко и быстро;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.

Ток сварки для вольфрамовых электродов.
Красные WT-20 электроды из вольфрама чрезвычайно популярны, содержат 2% оксида тория с массой отличных характеристик. Употребляются при постоянном токе прямой полярности для заготовок из высоколегированных нержавеющих сплавов, титана, никеля и их сплавов. На переменном токе тоже можно варить, но качество шва может получиться не очень высоким за счет «скачущей» дуги во время рабочего процесса.
Торий – радиоактивный элемент, поэтому его доля чаще всего не превышает 2%. Пары или пыль при вольфрамовой сварке могут нанести ущерб здоровью. Тем не менее эти электроды применяются чаще, чем расходники из чистого вольфрама: уж очень хорош торий в сварке самых капризных сплавов.
Свойства:
- дуга зажигается легко и быстро;
- угол заточки можно менять;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- опасны для здоровья без соблюдения техники безопасности.
Зеленые WP – расходники из чистого вольфрама. Это лучшие вольфрамовые электроды для сварки алюминия, его сплавов с медью, магнием, никелем с помощью аргонодуговой технологии. Использовать ток переменный.
Свойства:
- дуга зажигается плохо;
- длительный срок годности и службы;
- устойчивы к токовому напряжению;
- безопасны для здоровья.
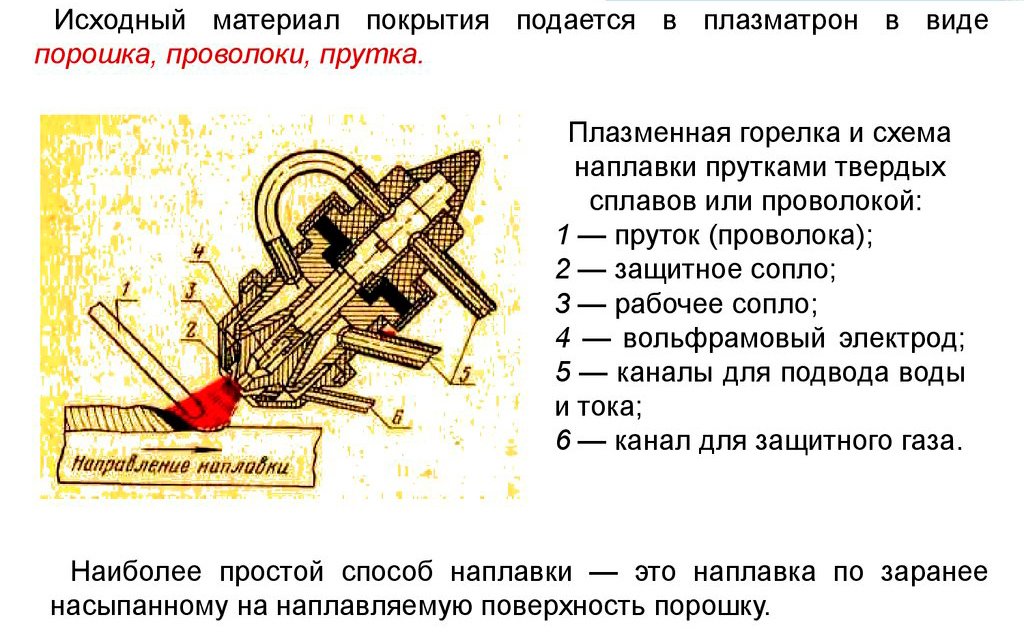
Способ наплавки при сварке вольфрамовым электродом.
Темно-синие WY-20 с покрытием из иттрия в доле 2%, самые устойчивые наконечники для сварки сложных и ответственных конструкций.
Лучшие марки вольфрамовых электродов типов WT-20, WL-20, WC-20, WZ-8, WP, WY-20 применяются в сварке TIG – Tungsten Insert Gas или WIG, GTA, АДС – все аббревиатуры обозначают одно: дуговая сварка неплавящимся электродом в среде инертного защитного газа в трех вариантах – ручном, полуавтоматическом или автоматическом. Российские разновидности вольфрамовых электродов выпускаются чаще под иной маркировкой: ЭВЧ, ЭВЛ, ЭВИ-1, ЭВИ-2, ЭВИ-3, ЭВТ-15 по ГОСТу 23949-80.
Но все они соответствуют международным стандартам, в чем можно убедиться в многочисленных справочниках по сварочному делу. На всякий случай добавим, что вольфрамовые расходники – лучшие электроды для аргонодуговой сварки.
Источник: https://tutsvarka.ru/vidy/volframovyj-elektrod
WL-20
Вольфрамовые электродыWL—20(в состав, помимо чистого вольфрама входит 2,0 % оксида лантана)относятся к группе универсальных, так как подходят для сварки на постоянном (прямой полярности) и переменном токе, а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (уступает лишь WL-15), легкий поджиг дуги, стабильная работа на малых токах (опережает WL-15).
Электроды марки WL—20отлично подходят для сварки любых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-, он справится и со сваркой алюминия, магния, а также их сплавов.
Источник: http://intersvarka-nn.ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html
Это интересно: Маркировка электродов — всё, что вам нужно знать
Заточка вольфрамовых электродов
Сварочные инверторы TIG технологии позволяют получить ровный шов, который зависит от множества технологических процессов, в их число входит знание, как заточить неплавящийся вольфрамовый электрод.
Каждый сварщик, работающий с аргонодуговым аппаратом должен знать все особенности этого процесса. Наконечник неплавящегося прутка играет роль проводника тока, вызывает образование дуги и отвечает за ее удержание. Если электрод будет заточен неправильно или вовсе не будет заточен, то дуга начнет «скакать», а значит получить качественный, ровный шов уже не получится.
Обратите внимание! Форма заточки зависит от типа электрода, а также от свариваемого металла.
Грубо говоря, существует лишь две формы, по которым необходимо делать заточку, это:
- Сфера;
- Конус.
Под сферу затачиваются окончания прутков из чистого вольфрама и с примесью лантана, то есть марки WP, WL. На грани между двумя формами располагаются электроды из вольфрама WT, которые имеют скругленное окончание конуса. Марки вольфрамовых электродов не вошедших в описание затачиваются строго под конус.
При сварке алюминия электроды для аргонодуговой сварки должны быть сферической формы на конце, но «шарик» формируется сам в процессе варки, поэтому делать его вручную нецелесообразно.
Особенности заточки
С формой заточки мы разобрались, но как узнать угол и длину затачиваемого участка? Чтобы узнать длину необходимо воспользоваться простой формулой. Для этого берем диаметр прутка и умножаем его на 2.5. Полученное число (в миллиметрах) и есть длина участка для заточки. Выдержать оптимальный угол заточки сложней.
Согласно ГОСТ вольфрамовые электроды точатся так, чтобы угол конуса составлял 28-30 градусов.
Споры по поводу оптимального угла заточки ведутся и по сей день, ведь при более остром угле в 17 градусов, можно получить наиболее качественный провар, что очень важно при работе с толстым металлом и несущими конструкциями. С другой стороны угол 60 градусов стабилизирует дугу, поэтому сам процесс сваривания проходит быстрей и проще, но при этом снижается провар. Поэтому используйте оптимальный угол заточки, подобранный под все случаи.

Влияние угла заточки на глубину провара
Ручная заточка – процесс не сложный, но выдержать значения, в пределах допуска заточки очень сложно. Наиболее точный результат можно получить если зажать пруток в патрон дрели и на малых оборотах точить наждаком или болгаркой.
Чтобы избежать погрешностей, можно приобрести специальное точильное оборудование. Оно позволит добиться идеальной, станочной заточки. Состоит такой станок из электродвигателя, алмазного диска, регулятора оборотов и угла заточки.
При ручной заточке могут проявиться следующие ошибки:
- Ширина больше или меньше нормы – приводит к снижению проплавления шва.
- Несимметричная заточка – неконтролируемое передвижение сварочной дуги.
- Слишком острый угол – электрод вольфрамовый начинает быстро плавится.
- Тупой угол заточки – снижается проварка шва.
- Риски – блуждание дуги.
Как видите, заточка влияет на множество параметров сварки, поэтому пренебрегать ее качеством не стоит. Если вы проводите много времени работая, с аргонодуговой сваркой, то есть смысл приобрести специальный затачивающий станок. В случае если сварочные работы проводятся нечасто, можно затачивать прутки у специалистов. Не забывайте и про то, что электроды вольфрамовые точатся не только под марку электрода, но и под конкретный металл.
Источник: https://svarkagid.ru/materialy/markirovka-volframovyh-elektrodov.html
WT-20
Вольфрамовые электродыWT—20(в состав, помимо чистого вольфрама входит 2,0 % оксида тория)имеют наибольшее распространение в России, так как на протяжении десятилетий показывали высокую эффективность, стабильность и относительную универсальность. Данные электроды подходят для сварки всех типов стали, а также тантала, молибдена и многих других материалов на постоянном токе.Технически способны работать и на переменном токе, но не предназначены для этого. Обладают легким поджигом дуги, относительной долговечностью. Но существенный минус WT-20в данный момент снижает их потребление — торий является радиоактивным химическим элементом. Пыль от электрода при его заточке, вдыхаемая в легкие человека, может оказать существенное воздействие на его здоровье. Также опасны и плохо проветриваемые помещения, предназначенные для работы с WT-20, и длительный характер самих работ. Все вышеперечисленное не означает, что сразу же стоит отказаться от ториевых вольфрамовых электродов, но желательно строго соблюдать технику безопасности при работе с ними.
Источник: http://intersvarka-nn.ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html
WY-20
Вольфрамовые электродыWY-20(в состав, помимо чистого вольфрама входит 2 % оксида иттрия)относятся к той же группе, что и WT-20, так как созданы для сварки на постоянном токе. Но в отличие от ториевых электродов, иттриевые безопасны для здоровья человека. Считаются самыми устойчивыми к высоким сварочным токам среди вольфрамовых электродов. Не загрязняют сварочный шов. Исходя из совокупности положительных сторон, данные электроды применяются при сварке особо ответственных конструкций. Заточка электродов требует навыка, так как, по отзывам, с ней возникают проблемы.
Источник: http://intersvarka-nn.ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html
WP
Вольфрамовые электродыWP(в составвходит не менее 99,5% чистого вольфрама)предназначены для сварки алюминия, магния и их сплавов на переменном токе.Обладают низкой устойчивостью к сварочному току (его тепловому воздействию) и долговечностью. Заточка электрода из-за этого производится в виде шарика (скругление). Несмотря на существенные недостатки, электроды WP-20 обладают важным плюсом: они не вносят никаких добавок в состав сварочного шва, так как состоят из чистого вольфрама, за что очень ценятся при работах, когда к химическому составу шва предъявляются высокие требования.
Источник: http://intersvarka-nn.ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html
Аргонодуговая сварка, советы

Принцип аргонодуговой сварки.
Ток должен быть постоянным прямой полярности – это классическое требование сварки в аргоне вольфрамовыми расходниками. Вольфрамовые электроды для аргонодуговой сварки нужно выбирать по диаметру электрода и форме его заточки. К этому выбору подойти нужно более чем внимательно. Конец нужно затачивать остро и очень точно. Если производится в кустарных условиях, заточку можно делать на точильном станке.
Не допускать перегрева наконечника, потому что, нагреваясь, вольфрам становится хрупким и может раскрошиться. Качество чистого аргона должно быть очень высоким с объемной долей не меньше 99,99%. Если это требование не выполнять, шов немедленно потемнеет. Варить нужно справа налево, горелку держать в правой руке под углом от 70° до 85°, присадочную проволоку – в левой руке под углом в 20°.
Переменный ток используется в сварке алюминия и его сплавов, при этой технологии электрод для аргонной сварки не требует столь тщательной заточки. Достаточно будет умеренного закругления. В работе с алюминием важнейшим требованием является предварительная максимально тщательная очистка поверхностей с особым вниманием удалению жировых остатков.
Главное – запомнить, что вольфрамовые электроды для аргонодуговой сварки будут великолепно работать лишь при соблюдении всех технологических требований. Это самый дисциплинированный электрод по своей сути, но он требует такой же дисциплины и от мастера.
Источник: https://tutsvarka.ru/vidy/volframovyj-elektrod
WZ-8
Вольфрамовые электродыWZ-8(в составвходит не менее ,% оксида циркония)предназначены для сварки алюминия, магния и их сплавов на переменном токе. В отличие от чисто вольфрамовых электродов, обладают достаточно хорошими характеристиками поджига и стабильного горения электрической дуги, а также устойчивости к высоким токам и долговечности. Заточка электрода производится в виде шарика (скругление).
Источник: http://intersvarka-nn.ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html
Количество использованных доноров: 3
Информация по каждому донору:
- https://tutsvarka.ru/vidy/volframovyj-elektrod: использовано 5 блоков из 7, кол-во символов 9148 (53%)
- https://svarkagid.ru/materialy/markirovka-volframovyh-elektrodov.html: использовано 1 блоков из 3, кол-во символов 3411 (20%)
- http://intersvarka-nn.ru/help/sovety-i-idei/kak-vybrat-volframovye-elektrody.html: использовано 6 блоков из 8, кол-во символов 4550 (27%)