Электромуфтовая сварка предназначена для соединения полиэтиленовых труб. Специально разработанная технология такого соединения материалов позволяет сварочными муфтами нагревать и расплавлять полимеры, например, полиэтилен. За счет своей универсальности, мобильности и удобной технологичности электромуфтовая сварка полиэтиленовых труб возможна даже в стесненных условиях и на маленьких пространствах.
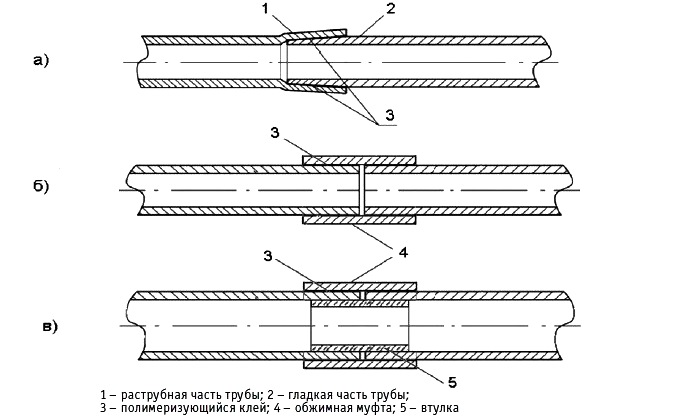
Схемы электромуфтовой сварки труб.
Источник: https://expertsvarki.ru/tehnologii/elektromuftovaya-svarka.html
Содержание
- 1 Особенности стыковой сварки
- 2 Преимущества сварочных технологий
- 3 Что такое электромуфтовая сварка?
- 4 Последовательность действий
- 5 Сварочный аппарат в муфтовом соединении
- 6 Электромуфтовая сварка. Технологический процесс:
- 7 Порядок выполнения электромуфтовой сварки труб ПНД
- 8 Параметры ввода информации со штрих-кода
- 9 Важно!
Особенности стыковой сварки
Сваривание полиэтиленовых труб встык – это простое нагревание торцов пластикового трубопровода. За цель ставится сообщение всем свариваемым частям состояния вязкости и текучести, в определенных пределах. После этого происходит соединение концов полиэтиленовых изделий под давлением.
Чтобы эта работа была проведена качественно, важно надежно зафиксировать изделие. По ходу соединения любые сдвигания или другого рода смена положения труб недопустима. Тот же самый режим должен сопровождать и процедуру остывания сваренных заготовок.
Для данной технология характерна простота, однако применять ее можно далеко не всегда. Стыковая сварка возможна лишь в тех случаях, когда соединяемые трубы имеют идентичный диаметр и изготовлены с аналогичной марки полиэтилена. Категорически запрещается сваривание пластиковых изделий, имеющих различные характеристики.

Сварка труб ПНД встык может быть реализована при следующих условиях:
- Трубы должны иметь толщину стенок не менее 4,5 мм.
- Температурный диапазон проведения сварки – от -15 до +45 градусов.
- Данный способ соединения характеризуется незначительным уровнем энергопотребления.
- Сваривание полиэтиленовых труб не предусматривает наличие сложных приспособлений.
- Реализация метода возможно только при наличии возможности надежно фиксировать концы сваренных труб.
Сложные, труднодоступные участки не подходят для стыковой сварки: в таком случае приходится использовать электромуфтовую сварку труб ПНД. Подобным образом выполняется и врезка в ПНД трубу, но там есть свои нюансы.
Источник: https://trubaspec.com/soedinenie-trub/tekhnologiya-elektromuftovoy-svarki-trub-pnd-preimushchestva-metoda.html
Это интересно: Сварка полиэтиленовой пленки, какими инструментами можно соединить куски полиэтилена, в чем особенности технологии
Преимущества сварочных технологий
Муфтовая сварка не оказывает влияние на гибкость и прочность материала, поэтому полиэтиленовые и полипропиленовые трубы, соединенные таким способом, соответствуют всем нормам дальнейшей эксплуатации и способны полноценно функционировать в любых условиях. Помимо вышеописанных свойств, у электромуфтовой сварки полиэтиленовых труб есть еще ряд существенных преимуществ:
- широкая композиционная вариативность для узловых развязок;
- легкий монтаж трубопроводных систем;
- долговечность труб и отсутствие воздействия на них коррозии;
- возможность сваривать трубы разных полиэтиленовых марок, давления и с разной толщиной стенок.
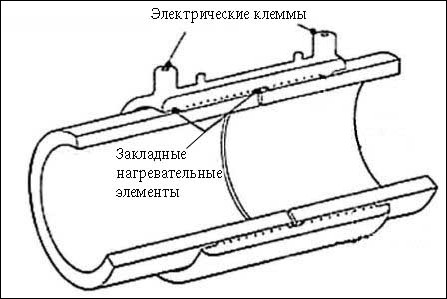
Схема элементов электронагревательной муфты.
Учитывая последний пункт, стоит отметить, что описываемая сварка допускается на трубах с тончайшей толщиной стенок – до 4 мм, а сами диапазоны диаметров колеблются от 20 до 800 мм. Благодаря такой ювелирной технологичности сварочный процесс муфтами широко применяется в ремонтных работах, на действующих трубопроводных системах и на сложнейших развязках трубопроводов.
Технология автогена данным способом заключается в нагреве металлической спирали, которая находится внутри закладного элемента – электромуфты. Ее конструкция может быть в трех вариантах: открытой, частично и полностью утопленной. Подача тока до определенных ампер нагревает спираль до необходимой температуры, при которой начинается процесс плавления полиэтиленового материала, обеспечивающий его первичную сцепку с муфтой и дальнейшее сверхпрочное соединение.
Знание технологий обеспечивает простоту работы через оборудование для электромуфтовой сварки. Однако в любом случае процесс сварочной стыковки материалов лучше доверять профессионалам, поскольку даже в начале и в самом процессе варки полиэтиленового трубопровода требуется соблюдение определенных норм:
- концы труб обязаны быть чистыми и очищенными от оксидного слоя;
- их поверхности нужно обезжирить;
- конец трубы лучше очищать на большую часть длины половины муфты;
- сварка, как и ее остывание, обязательно производится в естественном положении.
Источник: https://expertsvarki.ru/tehnologii/elektromuftovaya-svarka.html
Что такое электромуфтовая сварка?
Электромуфтовая сварка предназначена для сварки труб и подразумевает использование для сварки специальных нагревательных элементов. Нагревательный элемент – электромуфта – накладывается на место соединения двух труб, после чего нагревает их до частичного расплавления и сваривания между собой. В основном под словами «электромуфтовая сварка» подразумевается электромуфтовая сварка полиэтиленовых труб (ПНД-труб) или подобных им пластмассовых труб.
Электромуфта представляет собой пластиковую муфту, по которой проложена электрическая спираль. При прохождении тока спираль нагревается и разогревает пластмассу муфты и труб, находящихся под ней. Трубы и электромуфта свариваются между собой, после чего соединение оставляется для естественного охлаждения. После охлаждения и застывания образуется прочное, герметичное и надежное неразъемное соединение.
Преимущества электромуфтовой сварки
Электромуфтовая сварка ПНД-труб является удобной и эффективной технологией, имеющей большое количество достоинств.
- Простота монтажа. Для того, чтобы сварить ПНД-трубы, достаточно свести вместе концы труб и соединить их нагревательной деталью, после чего подать на выводы муфты электрический ток (для генерации последнего используется аппарат для электромуфтовой сварки). Далее процесс будет идти сам. Многие аппараты для электромуфтовой сварки ведут его в автоматическом режиме.
- Универсальность. Свойства расплавленного полиэтилена позволяют применять такой метод для соединения пластмассовых труб с разной толщиной стенок и диаметром. Помимо этого, сварка легко может проводиться в ограниченном, стесненном пространстве.
- Надежность. Соединение ПНД-труб таким методом отличается долговечностью и надежностью. Материалы на стыках электромуфты и труб полностью взаимопроникают друг в друга, и плотность сварного шва идентична плотности остальных участков трубы.
- Экономичность. Сварочные аппараты для электромуфтовой сварки отличаются компактностью, небольшой массой и низким энергопотреблением. Технология сварки ПНД-труб электромуфтовым методом отлично подходит для оперативного ремонта.
Так выглядят соединения электромуфтовым аппаратом
Источник: http://zavarimne.ru/texnologiya/elektromuftovyj-sposob-svarki-polietilenovyx-trub/
Последовательность действий
Чтобы весь процесс завершился успехом и в конечном итоге вы получили максимально прочный и качественный шов, следует соблюдать всю точность и последовательность действий выполнения технологии.
Скребки для зачистки труб
Изначально надо все трубы подготовить: очистить их от загрязнений до гладкого состояния, важно чтобы все торцы были ровными и плотно прилегали друг к другу. Все загрязненные участки чистятся щеткой и обезжириваетелем. Затем при помощи зачистного инструмента с трубы удаляется небольшой слой стружки.
На заметку! Если труба имеет овальное сечение, то ее необходимо выровнять.
После того как подготовительный этап завершен, на торцы ПДН труб надо надеть муфту и закрепить узел в позиционере. Затем, сварочный аппарат для электромуфтовой свраки надо подключить к сети, проверить его исправность и подсоединить кабеля к выводам нагревателя. На следующем этапе надо выбрать нужный режим, задать параметры требуемого температурного режима, устанавливается время работы и прибор запускается. Контролируется процесс по индикаторам сварки. Человеку, выполняющему соединение следует быть очень внимательным и постоянно следить визуально за работой, чтобы ничего не вышло из-под контроля. Стоит отметить, что некоторые сварочники сами могут настраиваться на нужный режим – это происходит путем считывания информации со штрих-кода фитингов специальным устройством, которое идет в комплекте с этими аппаратами для электромуфтовой сварки.
Когда работа завершена и вы имеете готовый шов, надо отключить кабель и дать время для остывания узла. После чего на него наносятся порядковый номер и другие данные.
соединения электромуфтовым аппаратом
В заключении стоит отметить, что электромуфтовая сварка – технология, отличающая не только высоким качеством, но и удобством. Используя такой метод вы значительно облегчите процесс прокладывания трубопровода. Как и при выполнении любых других сварочных работ, следует соблюдать правила техники безопасности и свою личную. Поэтому защитный костюм, очки и перчатки – обязательные атрибуты сварщика. И конечно, для получения максимального результата, стоит выполнение работы поручить опытному специалисту.
Источник: http://home.nov.ru/texnologiya-elektromuftovoj-svarki/
Сварочный аппарат в муфтовом соединении

Современный аппарат для сварки ПНД труб обеспечивает такую прочность шва, что он получается более прочным, чем сама труба.
Принцип сварки заключается в том, чтобы электромуфта была зафиксирована на конце одной из свариваемых труб через совмещение ПНД трубы и торца муфты. Вторая труба с первой совмещается торцом к торцу, а сама муфта накручивается в противоположную сторону на половину своей длины.
Поскольку свариваемые полиэтиленовые трубы могут быть разной толщины и диаметров, то оптимальным вариантом для сцепления должен выступать универсальный сварочный аппарат. Современные модели оборудования позволяют работать даже с минимальными величинами образцов, применяя автоматический режим.
Это объясняется тем, что аппарат для электромуфтовой сварки выпускается на базе микропроцессоров, благодаря которому есть возможность регулировки параметров, протоколирования данных и выявления всех недочетов работы.
Помимо этого, сварочный аппарат имеет прочную конструкцию, которая исключает температурное воздействие на сварочный шов.
В начале работы аппарат электромуфтовой сварки должен быть подключен к муфте через ее клеммы, поэтому шов во время сварочных работ создается прочным и надежным.
Сварка трубопровода электромуфтовым способом считается завершенной в том случае, если из контрольных отверстий фитинга выступает уже расплавленный полиэтиленовый материал.
Источник: https://expertsvarki.ru/tehnologii/elektromuftovaya-svarka.html
Это интересно: Сварка полиэтилена, основные способы создания шва
Электромуфтовая сварка. Технологический процесс:
- обработанные концы труб вводят внутрь соединительной детали до упора(для седловых отводов – одевают отвод на трубу);
- закрепляют трубы вместе с соединительной деталью в специальном центрирующем и фиксирующем приспособлении (позиционере);
- подсоединяют аппарат к электрической сети или автономному электрогенератору, обеспечивающему необходимое напряжение и мощность;
- присоединяют сварочный кабель к выводам закладного нагревателя детали;
- вводят в память аппарата требуемый режим сварки (предпрогрева) и контролируют по его дисплею заданное напряжение и время;
- запускают процесс сварки (предпрогрева) нажатием кнопки «пуск» (после запуска цикла весь необходимый технологический процесс проходит в автоматическом режиме);
- контролируют визуально прохождение процесса сварки (по дисплею аппарата) и образование сварного соединения (по выдвижению индикаторов сварки);
- после окончания сварки и естественного остывания полученного соединения извлекают трубы из зажимов позиционера и проставляют на сварном соединении его порядковый номер краской или маркерным карандашом.
Аналогичным способом сварное соединение маркируют, проставляя на нем номер клейма сварщика. Параметры режимов сварки вводят в память сварочного аппарата в соответствии с принятыми для используемого типа детали принципами и возможностями самого сварочного аппарата (штриховой код, система обратной связи или ручной ввод).
Источник: https://montagtrub.ru/elektromuftovaya-svarka/
Порядок выполнения электромуфтовой сварки труб ПНД
Технология сварки полиэтиленовых труб муфтами электрического типа:
- В процессе реализации подготовительных мероприятий потребуется зачистить поверхности стыкуемых заготовок. С них убирают оксидный слой и грязь. Для этого можно использовать нож, скребок или специальное механизированное приспособление. Его стоимость довольно значительна, однако, когда требуется соединить трубы большого диаметра, одним ножом управиться достаточно проблематично.
- Одевают муфту при помощи специального позиционера, который гарантирует правильность положения всех соединяемых частей. Для сглаживания некоторой овальности изделия применяют специальную округляющую накладку.
- Процедура обезжиривания является обязательной для всех свариваемых поверхностей. Это касается как внутренних, так и наружных полостей трубы.
- В случае дождя или снега на улице нужно переместить все составные части, трубы и муфты под навес, после чего продолжить сварочные работы уже в укрытии. Это правило является обязательным к исполнению: в противном случае, достичь надежного соединения вряд ли удастся.
- По окончанию подготовительных мероприятий начинают сварку полиэтиленовых труб. Электромуфту следует поместить на конец одной заготовки: для совмещения торцов трубы и муфты применяется обычный молоток. Далее конец второй трубы оснащается пометкой, до ее половины. При совмещении торцов соединяемых труб соблюдают соосность. Муфту же следует надеть до нанесенной пометки. Для зажимания проводов сварочного аппарата на муфте имеются клеммы. Сам процесс сваривания реализуется автоматически. На современных сварочных аппаратах для сваривания труб из пластика предусмотрена специальная функция настройки температурного режима работы через считывание штрих-кода, содержащегося на этикетке электрической муфты.
- Для простоты определения того, что процедура сварки завершена, электромуфту оснащают серией одинаковых отверстий. Когда из них начинает вытекать полиэтилен, это свидетельствует о готовности соединения. После этого нужно обязательно вытащить провода сварочного аппарата из клемм муфты.
- Завершающим этапом стыковки полиэтиленовых труб является полное остывание готового участка. Пока это происходит, очень важно не прикасаться к нему и не смещать трубы, иначе вся процедура пойдет насмарку. В тех случаях, когда по неосторожности смещение все-же произошло, потребуется обрезать сваренные заготовки на расстояние 10-20 мм от расплавленных концов, и провести всю процедуры сначала.

Благодаря простоте реализации этого метода для стыковки полиэтиленовых трубопроводов ПВД, соединение электромуфтой и сваркой приобрело значительную популярность. Его берут на вооружение не только домашние мастера, но и профессиональные сантехники.
Для соединений данного типа характерен высокий уровень прочности и надежности – протечки и другие дефекты по месту стыковки обычно не возникают. Смонтированный подобным образом полиэтиленовый трубопровод способен эффективно использоваться почти сто лет. Однако, чтобы достичь такого результата, в процессе работы необходимо неукоснительно соблюдать все рекомендации для обеспечения качественного соединения.
Источник: https://trubaspec.com/soedinenie-trub/tekhnologiya-elektromuftovoy-svarki-trub-pnd-preimushchestva-metoda.html
Параметры ввода информации со штрих-кода
Основным способом ввода информации является штриховой код, информация с которого с помощью фотооптического карандаша вводится в систему управления сварочного аппарата. Считывание производят с главного штрихового кода, расположенного в верхней части этикетки-наклейки. После считывания штрих-кода данные электросварного фитинга должны соответствовать данным, появившимся на дисплее аппарата.

Штрих-код, расположенный на фитинге
Штриховой код, находящийся под главным штрих-кодом, содержит данные для обратного отслеживания изделий и при сварке изделий не используется. Штрих-код сварки нанесен на этикетке белого цвета, штрих-код предпрогрева (для муфт, имеющих этот режим) на этикетке желтого цвета.
В случае ввода параметров сварки вручную необходимо пользоваться прилагаемой к деталям с ЗН информационной карточкой, содержащей информацию о величине корректировки времени сварки в зависимости от окружающей температуры.
Информация о процессе сварки регистрируется в памяти аппарата. Распечатка протокола сварки может производиться как по окончании сварки каждого стыка, так и через определенные промежутки времени, в зависимости от объема памяти аппарата. Нагружать сваренный трубопровод внутренним давлением можно через 10 – 30 мин после охлаждения соединения.
Муфты с закладными нагревателями могут предусматривать возможность повторной сварки. Повторная Электромуфтовая сварка производится в том случае, когда есть сомнения в качестве полученного соединения.
Источник: https://montagtrub.ru/elektromuftovaya-svarka/
Важно!
К производству работ по сварке и контролю за ее проведением допускаются аттестованные сварщики и специалисты сварочного производства, прошедшие специальную подготовку и аттестацию с проверкой теоретических и практических навыков и имеющие удостоверение установленной формы.
Желательно, чтобы срок действия их квалификационных удостоверений перекрывал планируемый срок выполнения работ. Сведения о сварщиках и выполняемых ими работах должны ежедневно фиксироваться в журнале сварочных работ. Журнал сварочных работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения сварочных работ.
Электромуфтовая сварка, перед началом работ принимаются необходимые меры по защите людей от поражения электрическим током (защитное заземление, разделительные трансформаторы и другие мероприятия, предусмотренные Правилами устройства электроустановок). В случае проведения сварочных работ в темное время суток организуется местное освещение. Потребность в защитных палатках, защищающих место сварки от влаги и ветра, определяется в зависимости от климатических условий (во время дождя, снегопада, тумана и при ветре свыше 10 м/с). Автономный источник электроснабжения располагают на расстоянии в несколько метров с подветренной стороны.
Электромуфтовая сварка труб большого диаметра
Источник: https://montagtrub.ru/elektromuftovaya-svarka/
Количество использованных доноров: 5
Информация по каждому донору:
- http://home.nov.ru/texnologiya-elektromuftovoj-svarki/: использовано 1 блоков из 4, кол-во символов 2178 (9%)
- https://montagtrub.ru/elektromuftovaya-svarka/: использовано 4 блоков из 6, кол-во символов 9082 (39%)
- http://zavarimne.ru/texnologiya/elektromuftovyj-sposob-svarki-polietilenovyx-trub/: использовано 1 блоков из 3, кол-во символов 2159 (9%)
- https://trubaspec.com/soedinenie-trub/tekhnologiya-elektromuftovoy-svarki-trub-pnd-preimushchestva-metoda.html: использовано 3 блоков из 4, кол-во символов 6009 (26%)
- https://expertsvarki.ru/tehnologii/elektromuftovaya-svarka.html: использовано 3 блоков из 3, кол-во символов 3913 (17%)