Неповоротные стыки труб свариваются особым способом, более известным как орбитальная сварка. Сам процесс аналогичен дуговой сварке при помощи обычных электродов с применением защитного газа (аргона или водорода). О специфике процесса, отличиях данного способа и используемом оборудовании — далее.
Источник: https://WikiMetall.ru/metalloobrabotka/orbitalnaya-svarka.html
Содержание
Что означает орбитальная сварка?
Орбитальной сварка стала называться из-за того, что головка двигается, огибая трубу по орбите. Целесообразнее всего использовать данную технологию в случае, когда требуется сделать сварочный шов с повышенными характеристиками надёжности. Таким образом, механическая система будет вращать сварочную горелку относительно стыков трубных конструкций.

Орбитальная сварка чаще всего используется для соединения труб друг с другом (стыковая сварка, соединение фланцев, тройника, отводов и клапанов), а также для того, чтобы сварить трубу и трубную доску. Это будет включать в себя производство котлов, другие задачи при сварке труб в соответствующие доски и при изготовлении теплообменников.
Сам процесс представляет собой использование электрической дуги, которая накаляется между неплавящимся вольфрамовым электродом и самим материалом. Металл детали плавится, в результате чего и образуется сварочная ванна.
Чтобы обеспечить изоляционную среду, которая препятствует проникновению кислорода, используется инертный газ, чаще всего аргон. Присадочный материал нужно подать в сварочную ванну, там он и расплавится благодаря энергии дуги.
Источник: https://electrod.biz/vidy/izuchaem-tehnologiyu-orbitalnoy-svarki.html
Автоматы для орбитальной сварки
Применение этих устройств связано с широким использованием трубных конструкций в современной промышленности. Орбитальные сварочные головки необходимы в тех случаях, когда возникает необходимость избежать поворота самого свариваемого изделия (трубы) во время сварки: при сварке неповоротных стыков трубопроводов, приварке фланцев и отводов к трубам и вварке труб, штуцеров и патрубков в трубные доски. Наибольшее распространение головки для орбитальной сварки нашли при изготовлении и монтаже объектов теплоэнергетики (котлов, бойлеров, парогенераторов), оборудования для химической, пищевой, фармацевтической промышленности, в двигателестроении, судостроении, авиастроении, при строительстве магистральных трубопроводов.

Создание оборудования комплексов орбитальной сварки требует больших инвестиций из-за сложности самой технологии орбитальной сварки, и его производство под силу только крупным компаниям, специализирующимся на разработках именно в этой области. Поэтому многие фирмы, выпускающие сварочное оборудование, не производят орбитальные головки сами, а заказывают их под своей торговой маркой. На мировом рынке представлено оборудование для орбитальной сварки под торговыми марками Air Liquide (Франция), ESS Schweisstechnik (Германия), Maus (Италия), Oerlicon Schweiss-technik (Швейцария), Orbitec (Германия), SAF (Франция), TIG-A-MATIC (Германия), Protem (Германия). На российском рынке оборудование для орбитальной сварки предлагают в основном крупные иностранные производители — Polysoude (Франция), Axxair (Франция), ESAB (Швеция), Arc Machine Inc. (США). В СССР разработка и производство такого оборудования велись в организациях Минмонтажспецстроя, Минатомэнерго и Минавиапрома. Однако производилось его мало, и поступало оно только на специализированные предприятия. Сейчас такие установки изготавливают НПО НИКИМТ (Москва), ОАО «Электромеханика» (Ржев), НПФ «Технотрон» (Чебоксары), ООО «Констар» (Обнинск) и различные небольшие организации (в основном это монтажные управления бывших советских министерств).
В статье мы не будем касаться специальных видов оборудования (каждая такая установка требует отдельной статьи, а то и книги) и рассмотрим только те типы орбитальных сварочных головок, которые выпускаются серийно и предназначены для решения наиболее широкого круга задач.
Источник: https://www.intertehno.ru/articles/c5/8/
Применяемые методы сварки
Из-за перемещения сварочной ванны вокруг стыка по круговой орбите (откуда и пошло название орбитальных сварочных головок) для данных устройств можно использовать только методы сварки в защитных газах. Чаще всего применяют метод сварки непла-вящимся электродом в среде аргона (TIG или WIG, или GTAW); для труб большого диаметра — сварку плавящимся электродом в углекислом газе или его смесях с автоматической подачей присадочной проволоки (MIG/MAG или GMAW); для труб из титана, алюминиевых сплавов и прочих специальных сплавов возможно использование плазменной или микроплазменной сварки. Сварка методом TIG (GTAW) и плазменная сварка в зависимости от толщины стенки трубы и применяемой разделки кромок могут вестись как с подачей присадочной проволоки, так и без нее.
При сварке стыков толстостенных труб (толщина стенки более 4 мм), когда возникает необходимость снятия фаски под сварку, подойдет комплексный метод — корневой проход сваривается методом TIG или плазменной сваркой, а заполняющий и облицовочный валики накладываются методом MIG/MAG. Такое сочетание позволяет получить соединение высокого качества, которое практически нет необходимости подвергать дальнейшей обработке (зачистке, снятию усиления шва и т. д.).
Одним из самых современных методов орбитальной сварки является плазменная сварка глубоко проникающей импульсной дугой с подачей подогретой присадочной проволоки.
Источник: https://www.intertehno.ru/articles/c5/8/
Это интересно: Лазерная сварка — преимущества и недостатки
Общая информация
Орбитальная сварка зачастую используется для соединения труб. Во время работы сварочная дуга движется вокруг стыка. Принцип действия и лег в основу названия этого метода. При выполнении свивания специальным оборудованием работа происходит в авторежиме.
Мастеру нужно только настроить аппарат. В авторежиме в сварочную зону подается защитный газ, а также присадочный пруток. При этой методике производства главная роль предоставляется не мастеру, а аппаратуре, которая двигает по кругу горелку. Это очень похоже на сварку полуавтоматом.
Процесс сваривания достаточно ясен. На сварочный вращатель помещается деталь. Здесь происходит ее фиксация, но остается возможность перемещения. Во время сварки труб используются центраторы.
К стыку придвигается «голова» сварочного механизма. С помощью электрической дуги она формирует сварочный шов. Здесь нет особых деталей и функционала, способного вызвать удивление у квалифицированного мастера.
Источник: https://prosvarku.info/tehnika-svarki/orbitalnaya-svarka
Что такое орбитальная сварка?
Орбитальная сварка труб – это автоматическая процедура, выполняемая на специализированном оборудовании квалифицированным оператором. При сварке данным методом дуга между электродами проворачивается на 360 градусов, позволяя равномерно проварить трубу со всех сторон.
Наиболее распространенные работы, для которых оправдано использование орбитальной сварки, представлены:
- стыковочной сваркой;
- соединением фланцев;
- соединением тройников;
- созданием сварных швов между отводами.
Кроме этого орбитальная методика применяется при соединении трубы и трубной доски.
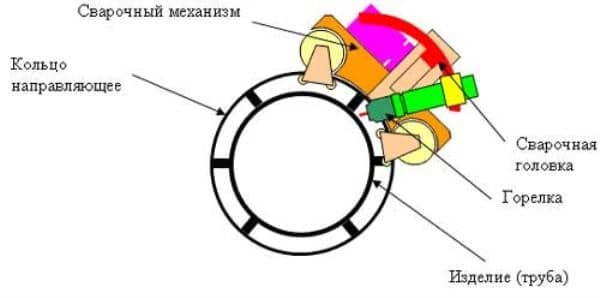
Схема орбитальной сварки.
Ключевые преимущества орбитального метода:
- Низкое количество брака и дефективных швов.
- Соединение в любом положении.
- Возможность сваривания почти всех металлов.
- Возможность соединения различных типов стали. Кроме этого, метод позволяет соединить такие сложные для сваривания металлы, как: алюминий, тантал, титан и цирконий.
- Контроль всех параметров аппаратуры.
- Отсутствие дыма и шлака в процессе работ по свариванию металлов.
- Возможность соединения металлов как с использованием присадочной проволокой, так и без нее.
Конечно не обошлось и без недостатков, среди которых можно выделить:
- сравнительно низкая скорость сварки трубопроводов по орбите малого диаметра;
- дороговизна и сложность оборудования;
- используемые виды соединений требует существенных материальных вложений и трудовых ресурсов.
Источник: https://tutsvarka.ru/vidy/orbitalnaya
Отличия орбитальной сварки от ручной
К числу основных отличий относятся:
- Возможность поворота орбитальной головки на угол до 360 градусов вокруг обрабатываемой детали.
- Минимизация усилий оператора (ручного труда) за счет внедрения в современные устройства компьютерного управления.
- В 90% случаев используются вольфрамовые электроды.
Во многом чистота аргона определяет эффективность всего процесса. Например, для работы в обычных промышленных условиях используют газ чистотой 99,95%. Орбитальная же сварка нержавеющих труб иногда требует аргона ультравысокой частоты (до 99,9998%).
Источник: https://WikiMetall.ru/metalloobrabotka/orbitalnaya-svarka.html
Основные принципы работы
Оборудование для сварки дорогостоящее, и представляет собой полностью автоматизированную систему, которая практически не требует человеческого вмешательства, следовательно, обеспечивает высокое качество соединения любых металлов.
Оборудование
Качественное оборудование играет ключевую роль в процессе. Несмотря на высокую цену, его можно встретить на всех современных крупных производствах. У аппаратов имеются:
- инвертор (источник питания), выдающий до 400 А;
- вольфрамовый электрод;
- голова;
- система крепления головы непосредственно на трубе;
- система подачи газа;
- блок управления.
 Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Основными узлами оборудования для орбитальной сварки являются источник тока и орбитальная голова.
Источник тока
Чаще всего это инвертор, задачей которого является подача электрического тока к месту контакта и контроль за всеми параметрами процесса соединения метала, такими, как:
- напряжение;
- сила тока;
- скорость ведения электрода и подача проволоки;
- частота вращения головки;
- количество подачи газа и его расход;
- диаметр и толщина стенок трубы.
Каждый аппарат соединен с принтером, благодаря которому, можно распечатать информацию о параметрах и настройках.
Её прикладывают к документам о выполненных работах, как доказательство соблюдения стандартов.
 Примерная стоимость инверторов на Яндекс.маркет
Примерная стоимость инверторов на Яндекс.маркет
Орбитальная голова (сварочная)
Существует три основных типа сварочных голов, их использование позволяет соединять металл толщиной до 170 мм:
- Закрытая. Применяется в закрытых камерах, наполненных инертным газом для полной защиты всех элементов. Основное достоинство – надежность. При частичном нарушении герметизации стыка качество шва все равно останется высоким, так как кислород не сможет попасть внутрь.
- Открытая. Тип сварочных голов применим к толстым трубам, когда есть необходимость в многократном повторении цикла. К достоинствам можно отнести то, что во время всего процесса у оператора есть возможность контролировать длину дуги.
- Для трубных досок. Используется для починки теплообменников, которые состоят из большого количества элементов. При этом процесс соединения значительно упрощается, а влияние человеческого фактора снижается.
Процесс сварки
Получить качественные и надежные швы можно только в том случае, если соединяемые элементы прямолинейны и имеют равную толщину. На этапе подготовки концы свариваемых деталей очищают и при необходимости шлифуют. Центруют и укладывают на заранее установленном расстоянии друг от друга. Орбитальный аппарат крепится в месте будущего шва на стыке, разделенным на секторы.
Параметры задает оператор для каждого участка отдельно с учетом формы заготовки и марки стали. Сварка происходит в автоматическом режиме, и по ее окончании оборудование отключается самостоятельно.
Источник: https://elsvarkin.ru/texnologiya/vidy/orbitalnaya-svarka/
Это интересно: Что такое подводная гипербарическая сварка?
Оборудование для орбитальной сварки труб
У аппарата для сварки трубопроводов имеется:
- источник электропитания – инвертор, выдающий от 30 до 400 А, подключаемый к однофазной сети напряжением 220 В или трехфазной 380 В, с ним просто контролировать силу рабочего тока;
- вольфрамовый электрод;
- соединительная головка, образующая шов;
- клещевая система крепления, фиксирующая головку на трубе;
- система подачи газа с регулируемым соплом для проволоки;
- блок управления, регулируется:
- частота вращения головки;
- скорость подачи прутка;
- расход инертного газа (объем впрыскивания);
- угол наклона электрода.
Некоторые модели оснащены печатающим устройством, информацию о режиме работы можно вывести на бумагу.
Оборудование для орбитальной сварки применяется при монтаже труб с наружным диаметром от 17 до 170 мм. Выпускают аппараты для аргонодуговой и ручной дуговой сварки в защитной атмосфере трех основных типоразмеров (величина свариваемых труб указана в мм): 17–50; 33–90; 60–170. По согласованию с заказчиком некоторые производители делают фиксирующие клещи другого размера. Верхний предел увеличивают до 275 мм. Разработаны модели для тонкого трубного проката, минимальный наружный размер – 1,6 мм.
Виды орбитальных головок, удерживающих горелку на фиксированном расстоянии от свариваемого металла:
- Закрытого типа рассчитана на соединение труб небольшого диаметра. Стык располагается в камере, заполненной защитным газом. Такие головки считаются самыми надежными, они образуют герметичный шов, не содержащий окислов.
- Открыто типа, аргон или другой инертный газ или специальная смесь поступает в рабочую зону под давлением. Такие головки используют на толстостенных трубах, где стык заваривается за несколько циклов. Горелка для удобства наклоняется под нужным углом до 45°.
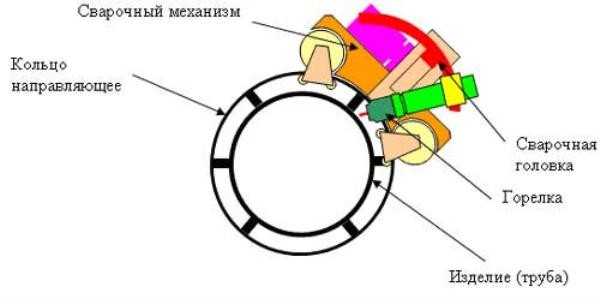
Схема орбитальной сварки
Для трубных досок, головки созданы для ремонта теплообменников, регулировка процесса происходит в автоматическом режиме, оператору достаточно установить клещевое крепление.
Предусмотрена система предварительного прогрева электрода и свариваемого металла до необходимой температуры, имеется система охлаждения, по замкнутому контуру циркулирует вода.
Источник: https://svarkaprosto.ru/tehnologii/orbitalnaya-svarka
Процесс сварки
Орбитальная методика сваривания может обеспечить качественное соединение лишь при однородных параметрах труб.
Например, соединяемые элементы:
- Должны быть прямолинейными.
- Должны иметь одинаковую толщину по всей длине.
При несоответствии данного параметра полученный при сварке шов может быть неравномерным.
Эти свойства соединяемых труб должны тщательно контролироваться с помощью специализированного оборудования и подготовленных инженеров.
Подготовка перед сварочными работами включает:
- Обеспечение необходимого зазора между соединяемыми трубами.
Для разрешения этой задачи используют отрезные станки. - Центрирование труб и сваривание в нескольких местах.
После проверки качества центрирования можно переходить к выполнению работ.
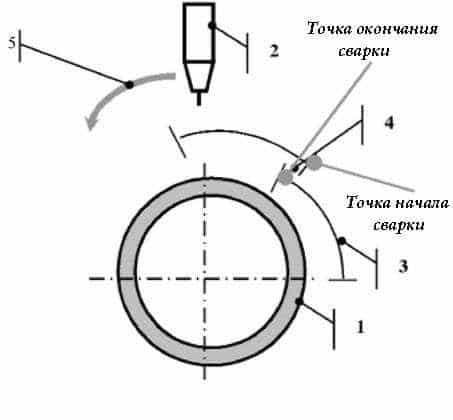
Схема процесса орбитальной сварки.
Помимо этого, перед непосредственным началом сварочных работ окружность труб необходимо разбить на сектора. После этого, оператор аппарата должен выставить индивидуальные параметры для каждого сектора, чтобы в процессе сварки металл не провисал внутрь труба, а лишь немного плавился.
Особенности процесса работ по свариванию металлов зависят, в первую очередь, от вида соединяемых материалов и формы изделия.
Для соединения нержавеющих труб орбитальной сваркой оператору необходимо:
- настроить орбитальную систему;
- выбрать и установить подходящую под текущие условия головку;
- закрепить аппарат вдоль линии, по которой планируется выполнить сварочный шов;
- включить сварку.
При правильной настройке сварочный агрегат самостоятельно выполнит следующие процедуры:
- выход на режим, путем прогрева электродов;
- создание сварочного шва в первом секторе соединяемого изделия;
- соединение нержавеющих труб в остальных секторах.
Во время работы орбитального сварочного аппарата квалифицированному оператору, облаченному в маску и другие средства защиты, остается лишь следить за параметрами и наблюдать за качеством шва. После завершения цикла сварки, аппарат самостоятельно выключится и позволит оценить качество выполненных работ.
Важно отметить! Для получения максимально качественного сварного шва поверхность металлов необходимо тщательно очистить от загрязнений и частиц инородных материалов.
Источник: https://tutsvarka.ru/vidy/orbitalnaya
Литература
- Krüger, Jürgen; Schnee, Dieter (2007). Rundum sicher. bbr 3 (2007): 40-42.
- ASME Bio Process Specification BPE 2014
- Horizon Industrial Systems, Specification for Automatic Orbital Welding in Semiconductor Process
- Chemical Engineering, March 2001 «Pipe & Fittings Make Easy Connections» pg 39, 40
Источник: https://ru.wikipedia.org/wiki/%D0%9E%D1%80%D0%B1%D0%B8%D1%82%D0%B0%D0%BB%D1%8C%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Правила работы
Теперь — пара слов о контроле процесса. При орбитальной сварке необходимо следить за рядом параметров, а также провести небольшую подготовительную работу. В частности:
- зазор между заготовками не превышает 5% от толщины трубы, иначе качество шва ухудшится;
- аналогичное отклонение допустимо в отношении толщины стенки в районе сварки;
- подготовить и использовать зажимы, стенды, позволяющие выстроить рядом две трубы.
Широкий спектр возможностей орбитальной сварки сделал ее востребованной в машиностроении, электротехнике, пищевой промышленности, судостроении, аэрокосмической отрасли, фармацевтике. Автоматизированный процесс востребован при строительстве ТЭС и ТЭЦ. Здесь применяется дорогостоящее оборудование ценой около миллиона рублей. Для работы с трубами малых диаметров достаточно приобрести съемную головку не дороже нескольких сотен рублей.
Если вам известны нюансы работы с оборудованием для орбитальной сварки или другие особенности вопроса, поделитесь своим опытом в обсуждении к статье.
Поиск записей с помощью фильтра:
Источник: https://WikiMetall.ru/metalloobrabotka/orbitalnaya-svarka.html
Количество использованных доноров: 8
Информация по каждому донору:
- https://svarkaprosto.ru/tehnologii/orbitalnaya-svarka: использовано 1 блоков из 6, кол-во символов 2142 (10%)
- https://www.intertehno.ru/articles/c5/8/: использовано 2 блоков из 5, кол-во символов 3848 (19%)
- https://ru.wikipedia.org/wiki/%D0%9E%D1%80%D0%B1%D0%B8%D1%82%D0%B0%D0%BB%D1%8C%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0: использовано 1 блоков из 6, кол-во символов 310 (2%)
- https://electrod.biz/vidy/izuchaem-tehnologiyu-orbitalnoy-svarki.html: использовано 3 блоков из 6, кол-во символов 2078 (10%)
- https://tutsvarka.ru/vidy/orbitalnaya: использовано 2 блоков из 6, кол-во символов 3629 (18%)
- https://elsvarkin.ru/texnologiya/vidy/orbitalnaya-svarka/: использовано 2 блоков из 5, кол-во символов 3443 (17%)
- https://WikiMetall.ru/metalloobrabotka/orbitalnaya-svarka.html: использовано 4 блоков из 6, кол-во символов 3330 (16%)
- https://prosvarku.info/tehnika-svarki/orbitalnaya-svarka: использовано 3 блоков из 6, кол-во символов 1833 (9%)