Наше производственное объединение 10 лет оказывает услуги по рентгенографическому контролю сварных соединений. Для проведения данного анализа у нас имеется все необходимое современное оборудование и опытные специалисты, четко владеющие технологией.
Благодаря информативности и точности рентгенографического метода контроля, он обязателен к применению в областях, где существуют высокие требования к качеству и надёжности изделия. Информативность метода уже давно сделала его безальтернативным во многих областях машиностроения, металлообработки и строительства.
Источник: https://n-control.ru/%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9-%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C
Содержание
- 1 Общая информация
- 2 Что такое радиографический контроль
- 3 Радиографический контроль сварных соединений
- 4 Недостатки
- 5 Суть рентгенографического метода контроля
- 6 Принцип работы
- 7 Свойства рентгеновских лучей
- 8 Радиографический контроль и цели его проведения
- 9 Литература: Стандарты
- 10 Дефектоскопия с помощью рентгеновского метода контроля
- 11 Требования к аппаратам
- 12 Оборудование для радиографического контроля
- 13 Безопасность
- 14 Применение радиографического контроля
- 15 Недостатки рентгенографического метода контроля
- 16 Достоинства рентгенографического контроля
- 17 Заключение
- 18 Стоимость оказываемой услуги
- 19 Преимущества заказа услуги ПО «ВЗРК»
- 20 Для заказа услуги по рентгенографическому контролю ПО «ВЗРК»
Общая информация
У радиографического метода контроля есть несколько названий. Его называют также рентгенографией, рентгеноскопией, рентгенографическим контролем. Он основан на использовании рентгеновского излучения.
На место соединения деталей устанавливают специальный рентген-аппарат. Он работает так же, как и аппарат для рентгена человеческих костей. Радиоизлучение проходит сквозь металл.
Если в шве есть трещины или поры, излучение без проблем выходит через них. Если соединение плотное, излучение «останется» внутри.
Принимающий прибор запечатляет то, где и как проходят лучи, и закрепляет это на снимке. С его помощью можно увидеть, какие дефекты образовались внутри шва, и где именно они находятся.
Контроль с использованием рентгеновского излучения — метод, который с большой точностью может выявить проблемные места соединений.
Способ радиографического контроля сварных соединений хорошо проявляет себя в проверке трубопроводных конструкций, металлических изделий с серьезными требованиями к качеству и крупногабаритных соединений. На стройплощадках радиография пользуется особым признанием мастеров.
Источник: https://prosvarku.info/tehnika-svarki/radiograficheskij-kontrol-svarnyh-soedinenij
Это интересно: Пожарная безопасность при сварочных работах — основные правила при строительных работах
Что такое радиографический контроль
При соединении или обработке металлических деталей с помощью любого вида сварки могут образоваться дефекты швов в результате неправильной технологии сваривания, недостаточно обработанная поверхность, попадание инородных частиц. Такие дефекты могут существенно влиять на работу соединения и его прочностные характеристики.
Методика радиографии сварных швов помогает выявить такие дефекты на их ранней стадии развития. Таким образом, радиографический метод контроля сварных соединений представляет собой неразрушающий способ для проверки материалов на наличие скрытых дефектов. Такой вид проверки использует способность рентгеновских волн глубоко проникать в различные материалы.
Раннее обнаружение дефектов в сварных швах и их устранение предотвратит аварийно-опасные ситуации в будущем.
Рентгеновский метод неразрушающего контроля признан одним из наиболее точных и объективных способов подтверждения качества выполненных соединений металлических деталей и конструкций. С помощью рентгенографии можно выявить большинство серьезных дефектов, определить их характер и размеры.
Методика пригодна для радиографического контроля сварных соединений трубопроводов, силосов, резервуаров и резервуарного оборудования, противопожарного и нефтеналивного оборудования, дымовых труб, нестандартных металлоконструкций и любых изделий, где была использована сварка, в качестве соединительного элемента.
Источник: https://n-control.ru/%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9-%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C
Радиографический контроль сварных соединений
Со времен разработки первых методов соединения элементов с использованием сварочных технологий возник вопрос о контроле за качеством сварочных швов. Учитывая существующие технологии, конструкторы разработали различные способы, обеспечивающие довольно точно обнаружить дефекты конструкций, грозящие разрушению. Однако, универсального метода, способного удовлетворить запросы производственников, пока не существует. Поэтому сегодня, при выполнении сварочных работ, производственники вынуждены выбирать, наиболее подходящие для них методы контроля, которые их удовлетворяют:
• Более дешёвым и несложным процессом, без использования сложного оборудования, способного обеспечить удовлетворяющую оценку качества сварного шва.
• Достаточно сложным и дорогостоящим способом, применяемым только на производстве, которое располагает технологическими возможностями, показывая, при этом, объективную и полную картину.
Точные варианты дефектоскопии, приходится задействовать в таких обстоятельствах, когда качество шва составляет ключевую роль и дефекты недопустимы даже ничтожные. Именно, радиографическая проверка качества сварочных соединений удовлетворяет таким требованиям.
Предлагаемая методика радиографического контроля сварочных швов, основанная на свойствах просвечивания проверяемого участка гамма-лучами или рентгеновским излучением, относится к одной из наиболее точной.
В то же время, промышленная радиография относится к профессии, являющейся одной из наиболее вредных для здоровья людей. В методе применяются мощные гамма-источники (> 2 CI).
Источник: https://www.okorrozii.com/radiograficheskij-kontrol.html
Недостатки
- Сложен в исполнении, так что не каждому человеку и организации он доступен;
- Требует применения дорогостоящего оборудования;
- Необходимо использовать уникальные расходные материалы;
- Представляет опасность для здоровья человека, так как работа ведется с вредными излучениями.
Устройство и принцип работы радиографической установки
Радиографический контроль сварных соединений производятся при помощи специального устройства, которым выступает радиографическая установка. Радиационное изображение, которое поступает на нее, преобразуется в цифровое изображение. Это изображение затем обрабатывается и выводится на отображающее устройства. Данный метод становится возможным благодаря тому, что детектором для контролирования процедуры выступает фотодиод, на котором установлен сцинтиллятор. Лучи воздействуют на сцинтиллятор, после чего выпускают видимый свет. Выход данного света пропорционален полученной квантовой энергии. Таким образом, исходящее излучение света вызывает ток в самом фотодиоде.

Радиографическая установка
Радиографический метод контроля базируется на преобразовании детектором проходящего сигнала, проникающего сквозь металлическое изделие. Чем выше интенсивность пройденных гамма лучей, а это возможно только при наличии полых дефектов, тем выше уровень освещенности на получаемом изображении. Стоит отметить, что контроль стыков радиографическим методом требует не один детектор, а несколько. Каждый из них снабжается собственным усилителем, которые объединяются в один независимый канал, куда входят все имеющиеся детекторы. Чем больше необходимая ширина контролируемого участка, тем большее количество детекторов требуется. Все каналы в данном случае опрашиваются по очереди.

Радиографическая установка для контроля сварных швов
Такое устройство способно контролировать практически все виды сварных соединений и швов. Стоит отметить, что световое излучение является аналоговым сигналом, поэтому, для его преобразования в цифровой формат требуется специальный аналогово-цифровой преобразователь. Весь массив информации передается на компьютерное устройство. Там данные сохраняются для архивирования и дальнейшего, более детального, изучения. На экране данные отображаются в виде полутонового изображения.
Методика проведения контроля
Радиографический контроль сварных соединений при настроенной аппаратуре проводится достаточно просто:
- На первом этапе изделие подготавливают к просвечиванию, для чего нужна очистка поверхности от шлака и других лишних предметов;
- Затем изделие помещается так, чтобы шов находился между излучателем и приемником машины;
- Затем идет включение лучей аппарата, которые проходят сквозь металл шва и попадают на датчик с другой стороны;
- Затем датчик считывает полученную информацию и выводит данные на экран или на специальную пленку, где их можно сохранить для дальнейшего использования.
Требования к устройствам
Когда происходит радиографический контроль сварных соединений, то на интенсивность проходящих лучей нельзя оказать ни какого действия. Это же касается чувствительности контроля. Изображение, которое фиксируется на пленке, определяется посредством интегральной дозы излучения, которое проходило в период экспозиции.

Контроль сварных соединений радиографическим способом
Это является одной из причин, что в то время, когда происходит радиографический контроль сварных соединений, разрешают применять практически любые рентгеновские аппараты. Такая величина как флуктуация для данного метода не является критичной. Все время сканирования занимает десятые доли секунды. Исходя из этого, выделяют два основных требования:
- Плотность гамма-лучей в потоке, который проходит сквозь толщину контролируемого изделия, должна быть достаточно большой, чтобы можно было зарегистрировать изменение толщины объекта на сканируемой области;
- На протяжении всего времени изучения интенсивность лучей должна иметь постоянный характер.
Все этого говорит о том, чтобы радиографический контроль сварных швов прошел как можно более качественно, необходимо иметь стабильный источник ионизирующего излучения с максимально большой плотностью потока лучей и максимальным энергетическим спектром.
Меры по технике безопасности
Инструкция техники безопасности, при таком процессе как радиографический контроль сварных соединений, предполагает выполнения ряда требований, таких как:
- Экранирование самого прибора, чтобы не было широкого распространения вредного излучения;
- Сделать расстояние от человека до устройства как можно большим;
- Ограничить промежуток времени пребывания в зоне потенциальной опасности;
- Использовать средства индивидуальной защиты, такие как свинцовые щитки.
Место, где проходит радиографический контроль сварных швов, должно иметь защитное покрытие, которым зачастую выступают свинцовые листы. В помещении не должно быть посторонних людей, так как проводить процедуру должны только специалисты. Если техника не исправна, то использовать ее нельзя, потому что это может вызвать непредсказуемые последствия. Радиографический метод неразрушающего контроля оказывает минимальное воздействие на человека, но при частом столкновении с ним полученная радиация накапливается, поэтому, необходимо следить за тем, чтобы не превысить минимально допустимую дозу облучения.
Источник: https://svarkaipayka.ru/tehnologia/drugoe/radiograficheskiy-kontrol-svarnykh-soedineniy.html
Суть рентгенографического метода контроля
Принцип рентгенографического контроля основан на исследовании образца в токе рентгеновских лучей. С одной стороны расположен источник излучения, с другой — чувствительная плёнка или матрица. После прохождения через однородный материал получается одинаковая равномерная засветка. В случае нахождения в образце изъянов и неоднородностей, засветка на плёнке или матрице изменяется.
Рентгенографический метод контроля сварных соединений — один из самых достоверных методов неразрушающего контроля. Его применяют повсеместно в случаях, когда требуется высокий уровень качества и надёжности сварного шва соответствующего стандартам. Несмотря на несколько более высокую цену рентгеновского контроля, его применение обязательно для подтверждения годности ответственных изделий.

Источник: https://n-control.ru/%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9-%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C
Это интересно: Как рассчитать катет сварного шва самому: читаем суть
Принцип работы

«Сердцевиной» рентген-аппарата можно назвать излучатель, генерирующий и выпускающий свободные частицы. Он состоит из вакуумного сосуда с анодом, катодом и его накалом.
Каждая деталь заряжена и по сути представляет собой электрод. Они направляют частицы, придавая им ускорение, тем самым создавая рентгеновский луч.
Для тех, кто хочет понимать процесс радиографического контроля сварных соединений в подробностях, мы расширим объяснение. Электроны, испускающиеся катодом, через потенциал электрического поля между положительным и отрицательным электродами набирают ускорение.
На этом этапе излучение уже появляется, но еще не обладает достаточной силой. Но лучи «врезаются» в анод и тормозятся, из-за чего образовываются еще больше.
Во время столкновения лучей с анодом, последний тоже отдает электроны. Вместе все эти частицы формируют целостное рентгеновское излучение.
Выходящие лучи направляются вакуумной трубкой и внешними деталями аппарата. Частицы попадают на металл, и, если он дефектный, то проходят через шов насквозь.
Если же соединение нормальное, лучи остаются внутри него. Но не все электроны «встраиваются» в металл. Те, что задерживаются на поверхности, служат основой рентгеновского снимка.
На нём можно определить, сколько лучей прошло через соединение. Если металл пронизан трещинами и сквозными порами, на снимке можно будет увидеть много прошедших лучей.
Так можно узнать не только о присутствии деформации, но и о её размере и размещении.
Источник: https://prosvarku.info/tehnika-svarki/radiograficheskij-kontrol-svarnyh-soedinenij
Свойства рентгеновских лучей
Рентгеновские лучи — это один из видов электромагнитного излучения. Длина волны рентгеновских лучей существенно отличается от длины волны видимого света и составляет 6*10-13 — 10-9м. Лучи рентгена ионизируют газы и воздействуют на живых существ. Они обладают способностью нагревать предметы на которые воздействуют и они не отклоняются электрическими и магнитными полями.
Рентгеновское излучение обладает большей энергией, чем лучи видимого света и способно воздействовать на фотоплёнку и фотобумагу и поглощаться разными веществами в различной степени. Например, металлом и неметаллическими включениями такие лучи поглощаются по-разному.
Такие особенности рентгеновских лучей обусловили их широкое применение в различных областях, в том числе и для неразрушающего рентгеновского контроля сварных соединений.
Источник: https://taina-svarki.ru/kachestvo-i-kontrol-svarki/kontrol-svarnyh-soedineniy/radiograficheskiy-kontrol-svarnyh-shvov-ch1-kontrol-rentgenom.php
Радиографический контроль и цели его проведения
Рентгеновская дефектоскопия или же радиографический контроль сварочных швов, соединений чаще всего применяется с целью проверки уровня качества магистральных газо- и нефтепроводов, технологических трубопроводов, промышленных трубопроводов, металлоконструкций, а также композитных материалов и технологического оборудования в самых разных отраслях промышленности.
Рентгенографический контроль производят с целью выявления поверхностных и внутренних дефектов, к примеру, шлаковых включений, газовых пор, микротрещин, подрезов и шлаковых включений.
Наряду с другими физическими методами контроля радиографический выступает одним из самых эффективных и надёжных средств выявления всевозможных дефектов.  Выявленные дефекты: искусственные включения, нарушения геометрии
Выявленные дефекты: искусственные включения, нарушения геометрии
Основан данный метод дефектоскопии на различном поглощении рентгеновских лучей материалами.
Такие дефекты, как включения инородных материалов, различные трещины, поры и шлаки проводят к ослаблению в той или иной степени рентгеновских лучей. Регистрация интенсивности лучей при помощи рентгенографического контроля помогает определить не только наличие, а и расположение разнообразных неоднородностей проверяемого материала.
Данный метод показал свой высокий уровень эффективности на практике в процессе контроля качества, которому подвергаются сварочные швы и соединения.
Преимущества рентгенографического метода:
- Максимально точная локализация даже самых мельчайших дефектов;
- Молниеносное обнаружение дефектов сварочных соединений и швов;
- Возможность произведения чёткой оценки микроструктуры: величины вогнутости, выпуклости корня шва даже в самых недоступных местах для внешнего осмотра.
Радиографическая дефектоскопия, контролирующая сварочные конструкции также даёт возможность обнаруживать внутренние дефекты в виде пор, непроваров, вольфрамовых, шлаковых, окисных и других включений, подрезов и трещин, усадочных раковин и прочего.
Согласно общим положениям ГОСТа 7512 82
 Установки неразрушающего контроль
Установки неразрушающего контроль
Радиографический контроль не используют при:
- Наличии непроваров и трещин, величина раскрытия которых меньше стандартных значений, а плоскость раскрытия не соответствует направлению просвечивания;
- Любых несплошностях и включениях, имеющих размер в направлении просвечивания меньше удвоенной чувствительности контроля;
- Всяческих несплошностях и включениях в случае, когда их изображения на снимках совершенно не соответствуют изображениям построенных деталей, резких перепадов трещин металла, который просвечивается, а также острых углов.
Наиболее достоверный способ проконтролировать основной металл и сварной шов – провести дефектоскопию с рентгеновским просвечиванием металлов. Только так можно определить и вид, и характер обнаруженных дефектов, с высокой точностью определить их месторасположение и заархивировать результаты контроля в конечном итоге.
Источник: https://elsvarkin.ru/texnologiya/radiograficheskij-kontrol-svarnyx-shvov-i-texnologiya-ego-provedeniya
Литература: Стандарты
Международная организация по стандартизации (ISO)
- ISO 4993, просвечивание стального и чугунного литья
- ISO 5579, неразрушающий контроль — Рентгенографический контроль металлических материалов с помощью рентгеновских и гамма-лучей — основные правила
- ISO 10675-1, неразрушающий контроль сварных соединений. Часть 1: сталь, никель, титана и их сплавы
- ISO 11699-1, неразрушающий контроль — промышленной радиографической плёнки — Часть 1: Классификация пленочных систем для промышленной радиографии
- ISO 11699-2, неразрушающий контроль, промышленная радиографическая плёнка
Европейский Комитет по стандартизации (CEN)
- EN 444, неразрушающий контроль;принципы рентгенологического исследования металлических материалов с использованием рентгеновских лучей и гамма-лучей
- EN 462-1:: неразрушающий контроль качества изображения рентгенограмм — Часть 1: индикаторы качества изображения
- EN 462-2, неразрушающий контроль качества изображения рентгенограмм — Часть 2: индикаторы качества изображения
- EN 462-3, неразрушающий контроль качества изображения Часть 3: классы качества изображения для цветных металлов
- EN 462-4, неразрушающий контроль качества изображения рентгенограмм — Часть 4. Экспериментальная оценка качества изображения
Источник: https://ru.wikipedia.org/wiki/%D0%A0%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9_%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C
Дефектоскопия с помощью рентгеновского метода контроля
С помощью рентген контроля достоверно выявляются невидимые дефекты, с высокой точностью определяется их пространственное положение, производятся замеры, выявляется геометрическая форма.
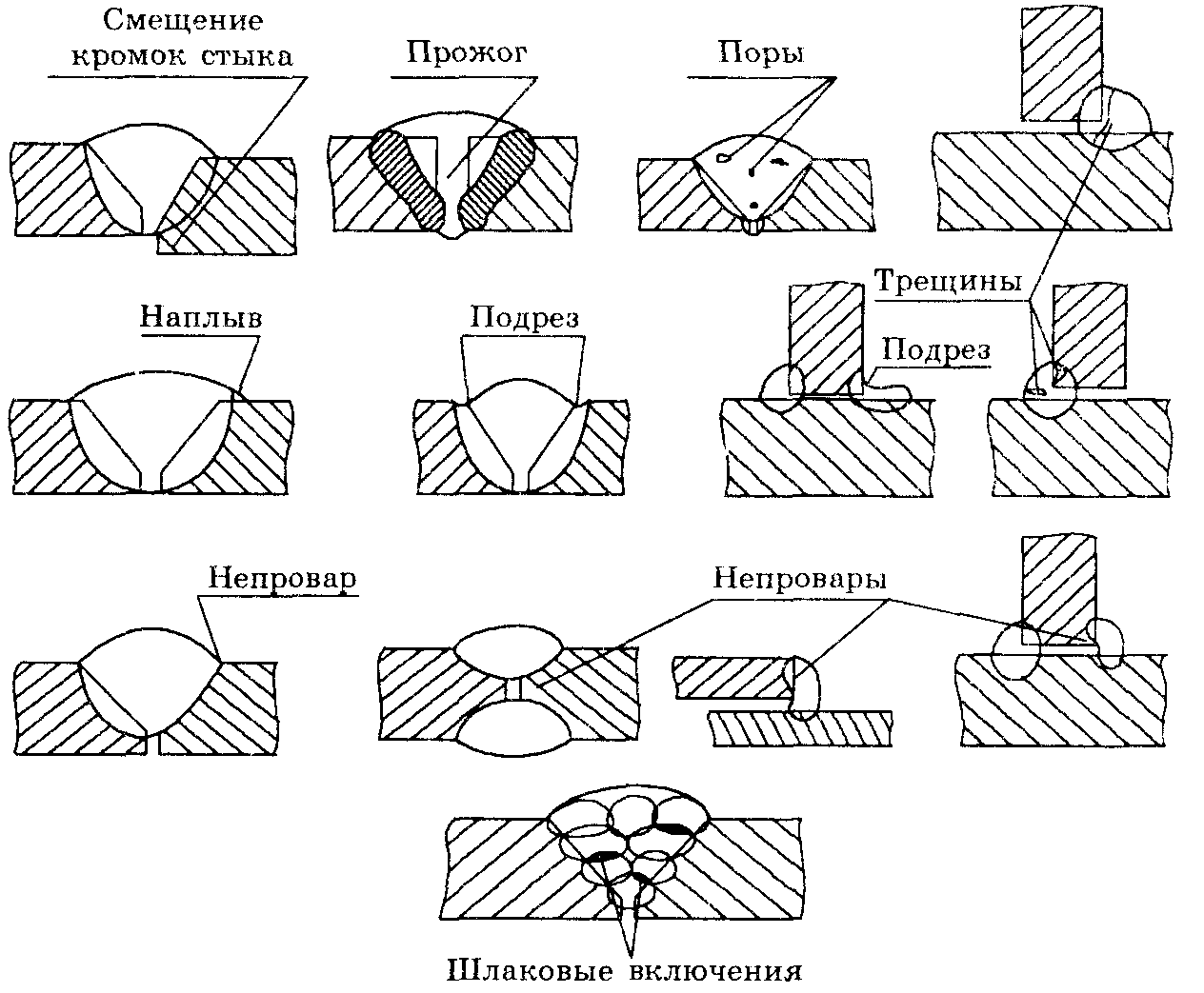
Рентгенография информативно и достоверно позволяет выявить и охарактеризовать ряд неприемлемых дефектов сварки:
- Холодные и горячие трещины. Холодные трещины возникают после затвердевания шва и зачастую невидимы человеческому глазу. Горячие трещины соответственно появляются до момента затвердевания шва;
- Образование пор – самый часто встречающийся дефект сварки из-за плохо подготовленной поверхности, сквозняка в зоне сварки и др.;
- Вкрапления инородных материалов, шлака;
- Прожог шва – образование сквозных отверстий в шве;
- Подрезы – дефект в виде канавки в основном металле по краю сварочного шва;
- Наплывы – образовывается вследствие натекания присадочного материала на основной металл без образования сплавления между ними;
- Непровары – возникают из-за недостатка сварочного тока, вследствие чего он не проникает глубоко в металл;
- Рыхлые участки сварного шва.
Источник: https://n-control.ru/%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9-%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C
Требования к аппаратам
Рентгеноконтроль сварочных швов зависит от нескольких факторов:
- интенсивности пропускаемого потока, чтобы с учетом рассеивания получалось четкое изображение;
- генератор должен работать с одинаковой мощностью на протяжении исследования, только при этом условии показания будут достоверными;
- требуется высокая чувствительность элемента, улавливающего световой сигнал, иначе картинка будет смазанной;
- способность прибора улавливать дефекты определяется минимальными размерами распознаваемого объекта, от размера пустот или включений напрямую зависит прочность сварного соединения.
Для радиографического контроля используют приборы различных типов, марок. Их подбирают в зависимости от толщины проверяемого металла, химического состава, предполагаемой зернистости.

Аппарат рентгенографического контроля Кроулер JME 24
Источник: https://svarkaprosto.ru/tehnologii/radiograficheskij-kontrol
Оборудование для радиографического контроля
Контроль может выполняться: промышленной рентгеновской аппаратурой, гамма — дефектоскопами.
На выбор требуемого источника излучения влияет толщина материала, а также заданный класс геометрии и чувствительности просвечивания.
Рентгеновские дефектоскопы
К достоинству рентгеновских дефектоскопов стабильного излучения относится:
- Более высокая мощность.
- Способность к регулировке.
- Долговечность.
- Четкое и контрастное изображение.
Недостатком рентгеновских дефектоскопов является высокая стоимость, большие размеры и опасность для работников.
Гамма-дефектоскопы
Не взирая на то, что проверку сварочных швов рекомендуется выполнять рентгеновской аппаратурой, которая в сравнении с гамма-дефектоскопами создает более качественные радиографические снимки, гамма-дефектоскопы тоже обладают рядом достоинств, а именно:
- Низкой стоимостью.
- Небольшими габаритами.
- Малым оптическим фокусом.
К главному недостатку данной аппаратуры относится отсутствие возможности регулировки мощности, слабая контрастность, медленное затухание излучения источника и потребность в его замене.
Гамма-дефектоскопы, как правило, применяются, когда отсутствует возможность применить рентгеновскую аппаратуру постоянного действия (при проверке изделий небольшой толщины, если отсутствуют источники питания, при проверке труднодоступных участков).
Источник: https://www.okorrozii.com/radiograficheskij-kontrol.html
Безопасность
Опасные факторы при радиографическом контроле:
- загрязнение радиоактивными веществами спецодежды,тела работающих, рабочих мест, оборудования;
- превышение нормы дозовых пределов, установленных НРБ-76/87;
- замыкание электрической цепи через тело работающего при эксплуатации рентгеновских аппаратов.
Промышленная радиография является одной из наиболее опасных для людей профессий. В ней используются сильные гамма — источники (> 2 CI).
Источник: https://ru.wikipedia.org/wiki/%D0%A0%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9_%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C
Применение радиографического контроля
Несмотря на некоторые трудности, в отношении использования радиоактивной аппаратуры, радиография приобретает всё большую популярность. Причина такой популярности – высокая точность показаний. Не малое значение имеет способность обнаружения внутренних изъянов. При грамотном подходе, методика с успехом может применяться почти во всех сферах промышленного производства и в строительстве, к примеру, при:
- монтаже безопорных перекрытий или несущих конструкций многоэтажных зданий;
- изготовлении корпусов судов не зависимо от конструктивных характеристик, их набора и обшивки;
- прокладывании трубопроводов, для перекачивания разных марок топлива или воды, жидкой пищевой продукции или ядовитых химикатов;
- изготовлении деталей ракет и самолётов, подвергающихся огромным нагрузкам;
- проверке путепроводов, мостов и металлических конструкций, находящихся в длительном использовании;
- исследованиях коррозии;
- проверке состояния сварочных соединений оружейных деталей;
- изготовлении медицинского оборудования высокой точности.
Во всех перечисленных вариантах допускается использование радиографического метода контроля.
Источник: https://www.okorrozii.com/radiograficheskij-kontrol.html
Недостатки рентгенографического метода контроля
У каждого метода неразрушающего контроля существуют недостатки. Рентгенография не исключение, однако, ее недостатков немного:
- Сравнительно высокая цена исследований;
- Нечувствительность к некоторым видам дефектов;
- Опасность радиационного излучения для здоровья человека без специальной защиты;
- Высокие требования к квалификации персонала, занятого в осуществлении процедур рентгенографического контроля.
Источник: https://n-control.ru/%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9-%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C
Достоинства рентгенографического контроля
Метод контроля сварных соединений с помощью рентгеновского просвечивания, несмотря на несколько высокую стоимость, имеет ряд важных преимуществ:
- Большая точность и информативность;
- Возможность выявления видимых и невидимых дефектов сваривания;
- Возможность определения внутренних изъянов и их локализации;
- Быстрое получение результатов;
- Наглядность результатов;
- Объективность результатов и возможность их регистрации.
Источник: https://n-control.ru/%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9-%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C
Заключение
Это основы, которые нужно знать о методе радиографического анализа сварных соединений. Использование излучения помогает найти дефекты даже в самых глубоких слоях шва.
В производственных цехах используют стационарные модели рентген-аппаратов, на выездных работах — более компактные. Но в обоих случаях эффективность этой технологии на уровне.
Чтобы понимать характеристики дефектов на снимках, нужно практиковаться. Но эта практика подарит вам полезные навыки в точном поиске трещин и других недочётов сварного соединения, которое на вид может казаться целостным.
Если вы пользовались рентгенографией, можете поделиться своим опытом с новичками в комментариях. Желаем удачи!
Источник: https://prosvarku.info/tehnika-svarki/radiograficheskij-kontrol-svarnyh-soedinenij
Стоимость оказываемой услуги
При использовании радиографии важную роль играет понимание ценообразования в этой области. Удельная величина расходов на контрольные функции с использованием радиационного излучения зависит от многих факторов, связанных с грамотным распределением рабочего времени, использованием приборов и специальных средств.
Как правило, выполнение таких работ собственными силами нецелесообразно по причине высокой стоимости начальных затрат на приобретение оборудования и материалов, обучение персонала, получение требуемых разрешительных документов.
В силу указанных причин чаще всего процессы, связанные с радиографическим контролем поручают специализированным организациям, имеющим в распоряжении:
- Сертифицированное оборудование и материалы;
- Опыт организации работ с минимальным уровнем производственных и временных затрат;
- Подтверждающие документы и сведения об уровне технической оснащённости и компетенций;
- Квалифицированный опытный персонал в достаточном количестве.
Прейскурант цен на работы по неразрушающему контролю сварных соединений рентгенографическим методом
Окончательная цена рентгенографического контроля сварных соединений зависит от количества элементов требующих контроля, временных рамок и других факторов, которые могут затруднять обследование.
Источник: https://n-control.ru/%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9-%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C
Преимущества заказа услуги ПО «ВЗРК»
- Гарантируем качество оказываемой услуги.
- Наши клиенты всегда могут рассчитывать на предельное внимание к деталям и упреждающее решение проблем.
- Конкурентоспособная цена.
- Выполнение в короткие сроки.
- Отработанный механизм работы.
- Опытные сотрудники.
- Поверенное современное оборудование.
Источник: https://n-control.ru/%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9-%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C
Для заказа услуги по рентгенографическому контролю ПО «ВЗРК»
Для связи с нашим предприятием Вы можете воспользоваться онлайн формой на сайте, в таком случае в короткие сроки мы сами свяжемся с Вами. Также Вы сами можете позвонить нам по указанным в начале страницы телефонам. Наши сотрудники ответят на все интересующие вопросы, проконсультируют по имеющимся возможностям оказания услуги и примут Ваш заказ.
Источник: https://n-control.ru/%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9-%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C
Количество использованных доноров: 8
Информация по каждому донору:
- https://elsvarkin.ru/texnologiya/radiograficheskij-kontrol-svarnyx-shvov-i-texnologiya-ego-provedeniya: использовано 2 блоков из 5, кол-во символов 4695 (16%)
- https://prosvarku.info/tehnika-svarki/radiograficheskij-kontrol-svarnyh-soedinenij: использовано 4 блоков из 8, кол-во символов 4259 (15%)
- https://svarkaprosto.ru/tehnologii/radiograficheskij-kontrol: использовано 1 блоков из 8, кол-во символов 836 (3%)
- https://www.okorrozii.com/radiograficheskij-kontrol.html: использовано 3 блоков из 6, кол-во символов 4138 (14%)
- https://ru.wikipedia.org/wiki/%D0%A0%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9_%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C: использовано 2 блоков из 7, кол-во символов 1690 (6%)
- https://svarkaipayka.ru/tehnologia/drugoe/radiograficheskiy-kontrol-svarnykh-soedineniy.html: использовано 1 блоков из 3, кол-во символов 5194 (18%)
- https://taina-svarki.ru/kachestvo-i-kontrol-svarki/kontrol-svarnyh-soedineniy/radiograficheskiy-kontrol-svarnyh-shvov-ch1-kontrol-rentgenom.php: использовано 1 блоков из 6, кол-во символов 878 (3%)
- https://n-control.ru/%D1%80%D0%B0%D0%B4%D0%B8%D0%BE%D0%B3%D1%80%D0%B0%D1%84%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9-%D0%BA%D0%BE%D0%BD%D1%82%D1%80%D0%BE%D0%BB%D1%8C: использовано 9 блоков из 11, кол-во символов 6981 (24%)