Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-vertikalnyih-shvov.html
Содержание
- 1 Проблемы вертикального сваривания
- 2 Электрошлаковый метод
- 3 Инвертор или полуавтомат
-
4 Безопасность при вертикальной сварке
- 4.1 Виды сварочных полуавтоматов
- 4.2 Типы сварочных полуавтоматов
- 4.3 На что следует обратить особое внимание при выборе сварочного аппарата
- 4.4 Предупреждение
- 4.5 Подготовка сварочного полуавтомата к работе
- 4.6 Сварка
- 4.7 Дуговая сварка полуавтоматом алюминия
- 4.8 Достоинства сварки в углекислом газе
- 4.9 Сварка порошковой проволокой и под флюсом
- 4.10 Виды сварных швов
- 4.11 Сварка вертикального шва
- 4.12 Возникающие при сварке на полуавтомате проблемы и пути их устранения
- 4.13 Заключение
- 5 Полезное видео
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки.
Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках.
Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-vertikalnyih-shvov.html
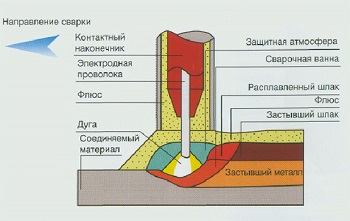
Электрошлаковый метод
Электрошлаковой сваркой можно варить детали практически любой толщины. Соединение происходит за один проход, независимо от толщины металла. Это ее функциональная особенность.
Причем сварка вертикальных швов при этом способе получается лучше всего опять-таки из-за принципа используемого метода. Благодаря однопроходной сварке происходит экономия электроэнергии и расходных материалов, производительность увеличивается на порядок. Сварка вертикальных стыков резервуаров получается высокого качества.

При электрошлаковой сварке, в области между кромками стыков заготовок и медными пластинами, возникает ванна из жидкого шлака. Процесс сваривания можно описать так:
- после погружения в шлаковую ванну электрода, сварочный ток проходит через нее и нагревает до такой температуры, что начинают плавиться кромки деталей и сам электрод;
- расплав образует сварочную ванну, после остывания которой происходит кристаллизация и образование сварного соединения;
- по мере остывания шва электрод с медными пластинами, образующими замкнутую область сварочной ванны, поднимается.
Так, за один проход производят вертикальную сварку швов любой толщины. Жидкий шлак, как более легкий компонент все время находится сверху, защищая шов от воздействия атмосферного кислорода. После завершения процесса сваривания, остывший шлак постукивают молотком и удаляют.
Источник: https://svaring.com/welding/teorija/svarka-vertikalnyh-shvov
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод.
Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.
Так чем же лучше варить вертикальный шов?
В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получиться.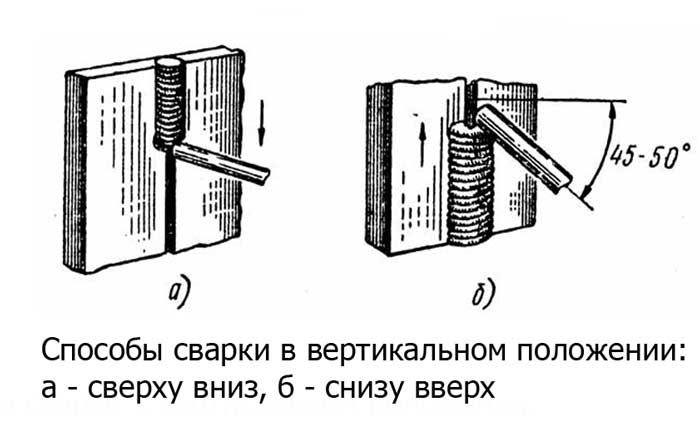
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов.
Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости.
Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-vertikalnyih-shvov.html
Cварочный полуавтомат
Сварочный полуавтомат предназначен для выполнения дуговой сварка с помощью плавящегося электрода (в полуавтоматах в качестве электрода используется алюминиевая или стальная проволока) в защитной среде. Он имеет в своём составе механизм, подающий в автоматическом режиме сварочную проволоку в рабочую зону (к точке сварки). Сварщик вручную перемещает электрод с требуемой скоростью и осуществляет сварку.
Описываемый технологический процесс имеет целый ряд «плюсов»:
- при такой организации процесса сварки возрастает производительность труда;
- значительно улучшается качество сварочного шва;
- увеличивается защищённость шва от ржавчины и т. п.
Кроме того, стало возможным производить ювелирную сварку очень тонких металлов.
Подробнее про сварочные полуавтоматы + обзоры моделей здесь
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Комплектация сварочного полуавтомата

Схема сварочного инверторного полуавтомата.
В состав сварочного полуавтомата входят:
- источник сварочного тока – выпрямитель или инвертор;
- механизм, который подаёт сварочную проволоку;
- сварочная горелка;
- комплект кабельных устройств, необходимых для подключения аппарата к электрической сети;
- комплект сварочных кабелей:
- сварочный кабель с держателем;
- сварочный кабель с зажимом (например, типа «крокодил») для соединения второго полюса источника сварочного тока со свариваемым изделием;
- рукав для подсоединения к источнику защитного газа;
- баллон с защитным газом (углекислый газ, аргон или гелий);
- терминал управления сварочным аппаратом с пускорегулирующей и контрольной аппаратурой.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов.
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора.
Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки.
Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
А что Вы можете добавить к материалу этой статьи. Поделитесь свои опытом сварки вертикальных швов. Чем лучше всего пользоваться, по Вашему мнению: полуавтоматом или ручной сваркой? Оставьте свои в блоке обсуждения этого материала.
Поиск записей с помощью фильтра:
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-vertikalnyih-shvov.html
Виды сварочных полуавтоматов
По способу защиты создаваемого сварочного шва, полуавтоматы делятся на несколько технологических видов выполнения сварки:
- под слоем флюса;
- в защитных газах;
- при помощи порошковой проволоки.
Следует заметить, что полуавтоматы для сварки под слоем флюса в настоящее время применяются редко. Наиболее распространены полуавтоматы для сварки в защитных газах. В том числе, полуавтоматическая сварка порошковой проволокой, как правило, производится, так же, в защитных газах.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Типы сварочных полуавтоматов
Сварочные полуавтоматы делятся на типы по следующим признакам:
- компоновочным:

Однокорпусной сварочный полуавтомат «Kind MIG 300».
- однокорпусные. В этой конструкции все основные узлы находятся в одном корпусе;

Двухкорпусной сварочный полуавтомат «Сварог MIG 350 J1601».
- двухкорпусные. Полуавтомат разделен на два, составляющие его, блока:
- механизм подачи проволоки со сварочной горелкой и пультом управления;
- источник сварочного тока с монитором управления и пускорегулирующей аппаратурой;
- по характеру их перемещения на рабочем объекте:
- стационарные. Эти конструкции используются, в основном, для комплектации специализированных сварочных постов в крупносерийных и серийных производствах;
- передвижные. Переносные и перемещаемые на шасси, имеющем колёса;
- по подключению к электросети:
- однофазные. Это маломощные инверторы, которые, как правило, можно включить в обычную бытовую электророзетку;
- трёхфазные. Подключаются через специализированные электроразъёмы;
- по способу подачи электродной проволоки делятся на:
- толкающего типа. Привод подачи толкает проволоку в рукав сварочной горелки;
- тянущего типа. Привод подачи проволоки размещен в ручке горелки. Он тянет проволоку с катушки, находящейся в корпусе полуавтомата;
- тянуще — толкающего типа. «Гибрид» двух выше указанных типов;
- по количеству пар роликов (одна или две), транспортирующих проволоку. Количество пар роликов зависит от свариваемых металлов;
- режиму подачи сварочной проволоки (скорость и прерывистость);
- по форме сварочного тока. Сварочные инверторы позволяют применть разной формы сварочный ток (постоянный, пульсирующий и импульсный);
- по полярности подключения. В основном, полуавтоматическая сварка выполняется на обратной полярности подключения (плюс на электроде), но в отдельных случаях — на прямой полярности.
Полученные знания об устройстве и разнообразии существующих конструкций сварочных полуавтоматов позволят вам, уважаемые посетители сайта, легче в них ориентироваться и лучше понять изложенные далее принципы сварки на этом оборудовании. Кроме того, они позволят сделать правильный выбор при покупке оборудования, что позволит обеспечить выполнение необходимых сварочных работ с самым высоким качеством.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
На что следует обратить особое внимание при выборе сварочного аппарата
При выборе сварочного полуавтомата, обратите особенное внимание на его основные характеристики:
- для выполнения каких работ предназначен полуавтомат и как его возможности перекликаются с вашими потребностями. Если у него не окажется какой-либо из необходимых вам опций, то модернизация, в целом ряде случаев, может оказаться дорогостоящим мероприятием, а иногда – и, вообще, не осуществимым;
- сопоставьте потребляемую сварочником электрическую мощность с возможностями вашего источника электропитания. Перегрузка может привести к выходу из строя генератора или пожару электропроводки.
При выборе сравните различные модели сварочных полуавтоматов и выберите тот, который по своим характеристикам наиболее соответствует предполагаемым у вас сварочным работам. А теперь перейдём непосредственно к сварке.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Предупреждение
К сварке нужно подготовиться:
- сварщик должен иметь специальную экипировку. Сварку можно осуществлять только в сварочной маске, специальной робе и перчатках;
- следует оборудовать рабочее место (убрать всё лишнее, подготовить противопожарные средства и средства первой медицинской помощи).
Подробно об этом рассказано в статье «Как правильно варить сварочным инвертором».
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Подготовка сварочного полуавтомата к работе
Сварочные работы следует начинать с регулировки аппарата. Производим следующие его настройки:
- выбираем и выставляем силу сварочного тока. Правильность выбора определяем по результатам пробной сварки. Сила тока зависит от толщины металла и обычно указывается в «Инструкции по эксплуатации» (далее — «Инструкция»). В большинстве случаев таблица имеется на корпусе сварочника.
Таблица определения силы тока в зависимости от толщины металла
| Толщина металла, мм | Диаметр свар. пров, мм | Сила тока, А | Напряжение дуги, В | Скорость подачи пров, м/час | Расход защитного газа, л/мин | Вылет электрода, мм |
| 1,5 | 0,8 – 1,0 | 95 — 125 | 19 — 20 | 150 — 220 | 6 — 7 | 10 — 13 |
| 1,5 | 1,2 | 130 — 150 | 20 — 21 | 150 — 200 | 6 — 7 | 10 — 13 |
| 2,0 | 1,2 | 130 — 170 | 21 – 21,5 | 150 — 250 | 6 — 7 | 10 — 13 |
| 3,0 | 1.2 – 1,4 | 200 — 300 | 22 — 25 | 380 — 490 | 8 — 11 | 10 — 13 |
| 4,0 – 5,0 | 1,2 – 1,6 | 200 — 300 | 25 — 30 | 490 — 680 | 11 — 16 | 10 — 20 |
| 6,0 – 8,0 и более | 1,2 – 1,6 | 200 — 300 | 25 — 30 | — | 11 — 16 | 10 — 20 |
Возможны следующие варианты:
- выставленный сварочный ток не достаточен. В этом случае расплавленный металл не растекается, и детали не провариваются. Следует увеличить силу тока и повторить сварку еще раз;
- сварочный ток несколько велик. В этом случае сварная точка «проседает», а на обратной стороне детали повисает большая вытянутая капля. Ток следует несколько уменьшить и повторить настройку;
- сварочный ток настолько большой, что при сварке в металле прожигается сквозное отверстие. В этом случае необходимо этот параметр значительно уменьшить и продолжить выбор его оптимального значения.
Когда сварочный ток выбран правильно, то расплавленный металл хорошо растекается. В результате, сварка выполняется качественно. Проверьте: на обратной стороне детали должна образоваться небольшая правильной формы капля расплавленного металла. Пробную сварку следует выполнять до тех пор, пока не получится правильной формы сварная «точка» и капля.
После выставления сварочного тока следует отрегулировать скорость подачи сварочной проволоки и расход защитного газа;
- выбираем по таблице в «Инструкции» и настраиваем скорость подачи электрода. Для этой настройки используем комплект шестерней из комплектации сварочника. Рекомендуем воспользоваться советами из «Инструкции»;
- вентилем на редукторе баллона устанавливаем рекомендуемую «Инструкцией» скорость подачи защитного газа.
Осуществляем проверочную сварку на каком-нибудь куске металла (не забудьте удалить с него всю грязь) и оцениваем настройку. Правильная настройка характеризуется следующими признаками:
- получаем плотный сварочный шов;
- в аппарат подаётся необходимое количество сварочной проволоки и защитного газа.
Выставляем оптимальное значение расхода защитного газа. При его недостатке, сварка получается пористой. Избыточного значения практически (со стандартными сварочными баллоном и редуктором) не существует, но, в этом случае, газ бесполезно уходит в атмосферу и увеличиваются материальные затраты на сварку.
Проверяем качество сварочного шва. Если сварка некачественная, то следует провести дополнительную настройку аппарата.
После выполнения настроек проверяем количество защитного газа в баллоне и приступаем к сварке. Количество газа должно быть достаточным для создания рабочего давления. Рабочим называется давление, которое позволит надежно защитить сварочную ванну в рабочей зоне. Его значение указано в «Инструкции». Защита должна, кроме того, исключить попадание разреженного воздуха в аппарат.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Сварка
При выполнении сварочных работ следует неукоснительно выполнять требования «Инструкции по технике безопасности при выполнении сварочных работ». Сварщик должен изучить технологию полуавтоматической сварки в специализированной литературе и рекомендации в «Инструкции». Наши советы и рекомендации являются лишь дополнением к указанным материалам.
В процессе подготовки к сварке, обязательно следует очистить металл от различных загрязнений, ржавчины, красителей, покрытий и смазки. Для этого используются растворители, механические средства очистки и т. д.
После этого их необходимо совместить друг с другом без зазоров и закрепить при помощи зажимов или креплений на болтах.
Регулятор подачи проволоки следует переключить в положение «Вперед».
В зависимости от выбранного защитного материала, производим одно из следующих действий:
- воронку на сварочнике наполняем сварочным флюсом;
- устанавливаем порошковый электрод;
- открываем доступ защитного газа (вентиль на баллоне и заслонка на сварочнике).

Горелка для полуавтоматической сварки плавящимся электродом:
1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло.
Осуществляем сварку. Наконечник держателя приближаем к поверхности сварочной зоны на расстояние 4 мм и нажимаем кнопку “Пуск” (на держателе), при этом чиркая наконечником по месту сварки. Кнопку держим нажатой до момента поджига дуги, но не более 3 секунд. Происходит поджиг дуги. Механизм подачи проволоки подаёт её в наконечник. Процесс сварки начался. Для его прекращения выполняем все действия в обратном порядке.
Отдельно рассмотрим особенности сварки алюминия.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Дуговая сварка полуавтоматом алюминия
В этом случае в качестве сварочной применяется алюминиевая проволока. Это – мягкий материал, который в процессе подачи может образовывать петли. Для предотвращения этого, при сварке необходимо применять специальное приспособление.
В качестве защитного газа при работе с алюминием используется аргон. Защитный газ должен соответствовать необходимым для выбранного режима сварки техническим требованиям и его количество в баллоне должно быть достаточным для создания рабочего давления.
Особое внимание следует уделить очистке поверхности металла. Очистки по указанной выше методике не достаточно, т. к. поверхность этого металла быстро покрывается прочной окисной плёнкой. Поэтому, подготовку поверхности рекомендуется осуществлять непосредственно перед сваркой. При соблюдении указанных требований, сварка алюминия будет выполнена правильно и вы получите качественный сварочный шов.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Достоинства сварки в углекислом газе
Защита сварного соединения углекислым газом даёт следующие преимущества:
- появляется возможность выполнить небольшой и узкий сварочный шов. Такой шов позволяет приваривать мелкие детали к крупным металлическим поверхностям. Эта возможность актуальна, например, при кузовном ремонте автомобилей. В этом случае, при сварке повреждается лишь небольшой узкий слой лакокрасочного покрытия, а это значительно сокращает трудоёмкость и материальные затраты на последующие отделочные работы;
- возможна высокая скорость подачи сварочного электрода (проволоки). Это значительно повышает производительность труда, снижает продолжительность сварочных работ и, как следствие, повышает прибыль;
- получаемый сварочный шов имеет высокое качество и высокие прочностные характеристики;
- возможно получать сварные соединения различной толщины;
Кроме того, из всех используемых при сварке защитных газов, углекислый — является самым доступным, и обучение рабочих сварке в среде углекислого газа не является продолжительным.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Сварка порошковой проволокой и под флюсом
Если сварочные работы выполняются сравнительно редко, то экономически не выгодно приобретать баллон для углекислого газа со всеми его комплектующими (транспортная тележка, рукав, редуктор и т. п.), да ещё его и обслуживать (хранение, проверка, перезарядка и т. д.). В этом случае целесообразно применять порошковую сварочную проволоку или осуществлять сварку под флюсом.
Сварка под флюсом.
Порошковая сварочная проволока представляет собой стальную трубку, внутри которой находится флюс. В процессе сварки флюс сгорает и создаёт в свариваемой зоне облачко защитного газа. Оно и защищает сварной шов. Подробнее о порошковой сварочной проволоке.
Жидкий флюс, при необходимости его использования, наливается в предназначенную для него в корпусе сварочного аппарата воронку. При его сгорании в рабочей зоне образуется, такое же, как указано выше, облачко защитного газа.
Следует иметь ввиду, что при защите порошковой сварочной проволокой и жидким флюсом сварку необходимо выполнять прямым током.
Рассмотрим особенности правильной сварки на сварочном полуавтомате часто встречающихся элементов конструкций.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Виды сварных швов
Существуют следующие виды сварных швов:
- точечные;
- сплошные;
- сплошные прерывистые.

Точечный шов.
Точечный шов представляет собой сварочные точки, которые расположены на определенном расстоянии друг от друга: от 1 мм до нескольких десятков миллиметров. Это шов создаёт пластичное соединение.
Сплошной шов состоит из точек, которые находятся рядом друг с другом, касаются друг друга или даже заходят одна на другую. Его часто используют при сваривании встык деталей, имеющих различную толщину. Такой шов обеспечивает высокую прочность, но у него отсутствует эластичность соединениям. Сплошной шов используют, например, для сварки баков для воды, которые устанавливаются в бане, или при сварке металлоконструкций из стального профиля.
Сплошной прерывистый шов – это чередование сплошных участков шва и промежутков. Длину промежутков и сплошных участков определяет сварщик (в зависимости от стоящей перед ним задачи). Таким швом сваривают различные силовые элементы конструкции.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Сварка вертикального шва
При выполнении вертикального шва, тепло, по законам физики, перемещается вверх. Поэтому, горелку сварочного аппарата следует вести по направлению вниз. Рекомендуется наклонять её слегка кверху. Это будет способствовать сохранению тепла в сварочной ванне. Перемещать горелку следует настолько быстро, чтобы опережать перемещение раскалённого металла. Сварочная проволока при выполнении вертикальной сварки должна находиться в передней части ванны.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Возникающие при сварке на полуавтомате проблемы и пути их устранения
При выполнении сварочных работ на полуавтомате могут возникнуть следующие проблемы:
- при неправильно выбранном сварочном токе может получиться непроваренный сварочный шов или прожог металла. Следует выбрать и установить ток в соответствии с указанной выше рекомендацией;
- на конце электрода может образоваться большая капля металла. Этой каплей он приваривается к медному наконечнику, и дальнейшая сварка становится невозможной. Для устранения этой неисправности, следует снять сопло и наждаком спиливать край наконечника до тех пор, пока проволока не освободится от него. После устранения неисправности следует правильно установить необходимый сварочный ток и продолжить сварку;
- на выходе из сопла ломается сварочная проволока. Это значит, что произошло нарушение регулировки прижима проволоки в роликах механизма подачи. Следует отрегулировать прижим;
- если сварка становится пористой, то это говорит о том, что слишком мал расход защитного газа. Надо его увеличить, правильно отрегулировав редуктор. В «Инструкции», в соответствии с которой мы устанавливали расход газа, указаны ориентировочные значения для настройки. Идеальные для работы значения определяются методом проб и могут несколько отличаться от них;
- во время сварки слышны щелчки. При этом дуга горит неравномерно и не происходит сварка. Причиной этого может быть изношенность медного наконечника или его эрозия от воздействия сильного тока. Проверьте его техническое состояние и, при необходимости, замените;
-
во время сварки не удаётся сварить шов хорошего качества. Следует проверить три параметра:
- величину сварочного тока;
- скорость подачи сварочной проволоки;
- величину электрического напряжения в источнике электропитания.
Первые два параметра можно и нужно отрегулировать. С электрическим напряжением сложнее. Если источником электропитания служит бензогенератор (или аналогичное устройство), то следует повысить выходное напряжение. Если питание от электросети, то следует проверить напряжение в ней без нагрузки и под нагрузкой. Обнаружение большой разницы говорит о том, что этой электросетью пользоваться для сварки нельзя (она имеет недостаточную мощность или, банально, неисправна). Продолжение эксплуатации может привести к пожару.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Заключение
И так, первые две задачи, поставленные в начале этой статьи, мы выполнили. Выполнение третьей задачи, целиком и полностью, зависит от вас, уважаемый посетитель нашего сайта. Если у вас ещё нет своего сварочного полуавтомата, то определитесь с вашими потребностями и приобретите нужное оборудование (можно, конечно, не задумываясь купить самый хороший со множеством опций, но и стоит он тоже «хорошо»). И начинайте учиться правильно варить. Постепенно вы наберётесь опыта и всё у вас получится. Желаем успехов!
Полезное видео
В заключение, рекомендуем посмотреть видеоролик о правильной сварке на полуавтомате.
Разделы: Сварочные работы — как варить
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Количество использованных доноров: 3
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/svarka-vertikalnyih-shvov.html: использовано 4 блоков из 5, кол-во символов 4560 (17%)
- https://svaring.com/welding/teorija/svarka-vertikalnyh-shvov: использовано 2 блоков из 4, кол-во символов 3893 (15%)
- https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/: использовано 16 блоков из 18, кол-во символов 18199 (68%)