Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Источник: https://plavitmetall.ru/svarka/poluavtomatom-dlya-nachinayushhix.html
Содержание
- 1 Полезное видео
- 2 Сварочный полуавтомат: принцип работы
- 3 Подготовка полуавтомата, проволоки и газа
- 4 Возможные регулировки в процессе сварки
- 5 Базовые правила сварочного процесса
-
6 Возможные дефекты шва при сварке полуавтоматом и как их не допустить
- 6.1 На что следует обратить особое внимание при выборе сварочного аппарата
- 6.2 Предупреждение
- 6.3 Дуговая сварка полуавтоматом алюминия
- 6.4 Достоинства сварки в углекислом газе
- 6.5 Сварка порошковой проволокой и под флюсом
- 6.6 Способы правильной сварки полуавтоматом
- 6.7 Виды сварных швов
- 6.8 Сварка вертикального шва
- 6.9 Возникающие при сварке на полуавтомате проблемы и пути их устранения
- 6.10 Заключение
- 7 Полезное видео
Полезное видео
В заключение, рекомендуем посмотреть видеоролик о правильной сварке на полуавтомате.
Разделы: Сварочные работы — как варить
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
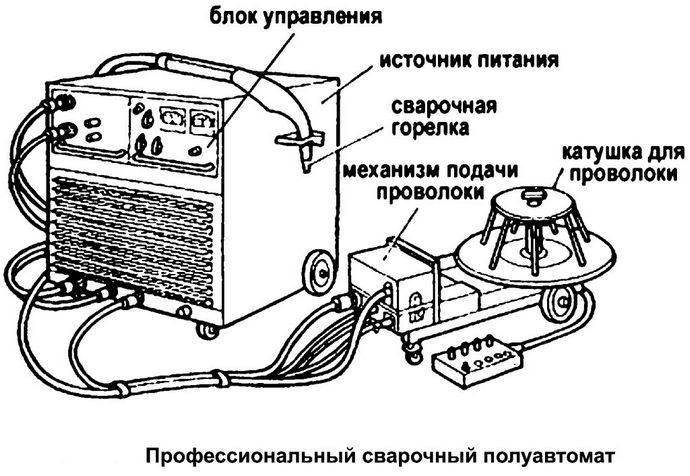
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Источник: https://plavitmetall.ru/svarka/poluavtomatom-dlya-nachinayushhix.html
Подготовка полуавтомата, проволоки и газа
Полуавтомат должен быть настроен с учетом двух факторов: марки металла и его толщины. От этого будет зависеть выбор диаметра проволоки, расход газа при сварке в защитном газе и расход флюса при соединении под его слоем. Нормы расхода указаны на шильдике и в технической документации к аппарату. Проволока на кассете должна быть чистой, без налета ржавчины и следов влаги. Ее необходимо правильно установить в механизм подачи. Нужно проследить за величиной вылета проволоки. Как это правильно это сделать, указано в инструкции по эксплуатации конкретной модели аппарата. Установив кассету с необходимым диаметром и подготовив кромки заготовок в зависимости от толщины и загрязненности, поступают следующим образом:
- включают подачу газа, если установлен баллон высокого давления;
- возбуждают дугу, коснувшись проволокой заготовки;
- нажимают на кнопку, с помощью которой осуществляется подача проволоки.
Необходимо соблюдать такие правила:
- варить так, чтобы видеть сварочную ванну, т. е. держать проволоку, а значит и горелку, прямо или под небольшим углом наклона;
- соблюдать одинаковый зазор между деталями (при толщине деталей 1 см он должен составлять не менее 1 мм, далее его рассчитывают исходя из толщины свариваемого металла – 10% от толщины);
- при необходимости вести соединение на подкладке ее размещают плотно к деталям снизу.
Внимание! Настройка сварочного полуавтомата зависит от модели аппарата и должна соответствовать толщине изделия и марке металла. Поэтому необходимо прочитать указания производителя, которые он описывает в сопроводительных документах, и только после этого варить.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-poluavtomatom.html
Cварочный полуавтомат
Сварочный полуавтомат предназначен для выполнения дуговой сварка с помощью плавящегося электрода (в полуавтоматах в качестве электрода используется алюминиевая или стальная проволока) в защитной среде. Он имеет в своём составе механизм, подающий в автоматическом режиме сварочную проволоку в рабочую зону (к точке сварки). Сварщик вручную перемещает электрод с требуемой скоростью и осуществляет сварку.
Описываемый технологический процесс имеет целый ряд «плюсов»:
- при такой организации процесса сварки возрастает производительность труда;
- значительно улучшается качество сварочного шва;
- увеличивается защищённость шва от ржавчины и т. п.
Кроме того, стало возможным производить ювелирную сварку очень тонких металлов.
Подробнее про сварочные полуавтоматы + обзоры моделей здесь
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Возможные регулировки в процессе сварки
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-poluavtomatom.html
Базовые правила сварочного процесса
 Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Как новичкам, так и опытным сварщикам рекомендуется сделать первый пробный шов на скрытом участке, а лучше на черновой детали, таким образом, настройки полуавтомата будут более точными. При первом использовании аппарата обязательно прочитайте инструкцию и применяйте полученную информацию в работе. Старайтесь избегать перегрузок сварочного полуавтомата — это продлит его срок службы.
Неважно какая сварка, автомат или полуавтомат, необходимо получить теоретические и практические знания по работе с ними. Хоть обучение — это длительный процесс, требующий терпения и концентрации, но разобравшись во всем, сварочный процесс будет казаться лёгкой прогулкой. Некоторые новички задаются вопросом — чем отличается автоматическая сварка от полуавтомата? Ответ:
- Сварка автоматом — это автоматический процесс, который применяется в основном на производстве и не требует непосредственного участия человека.
- Сваривание полуавтоматом — процесс, в котором проволока (электрод) подаётся механизировано, а зажигание дуги и перемещение держателя по телу детали осуществляется человеком.
Источник: https://tokar.guru/svarka/tehnologiya-svarki-poluavtomatom-s-gazom-i-provolokoy.html
Типы сварочных полуавтоматов
Сварочные полуавтоматы делятся на типы по следующим признакам:
- компоновочным:

Однокорпусной сварочный полуавтомат «Kind MIG 300».
- однокорпусные. В этой конструкции все основные узлы находятся в одном корпусе;

Двухкорпусной сварочный полуавтомат «Сварог MIG 350 J1601».
- двухкорпусные. Полуавтомат разделен на два, составляющие его, блока:
- механизм подачи проволоки со сварочной горелкой и пультом управления;
- источник сварочного тока с монитором управления и пускорегулирующей аппаратурой;
- по характеру их перемещения на рабочем объекте:
- стационарные. Эти конструкции используются, в основном, для комплектации специализированных сварочных постов в крупносерийных и серийных производствах;
- передвижные. Переносные и перемещаемые на шасси, имеющем колёса;
- по подключению к электросети:
- однофазные. Это маломощные инверторы, которые, как правило, можно включить в обычную бытовую электророзетку;
- трёхфазные. Подключаются через специализированные электроразъёмы;
- по способу подачи электродной проволоки делятся на:
- толкающего типа. Привод подачи толкает проволоку в рукав сварочной горелки;
- тянущего типа. Привод подачи проволоки размещен в ручке горелки. Он тянет проволоку с катушки, находящейся в корпусе полуавтомата;
- тянуще — толкающего типа. «Гибрид» двух выше указанных типов;
- по количеству пар роликов (одна или две), транспортирующих проволоку. Количество пар роликов зависит от свариваемых металлов;
- режиму подачи сварочной проволоки (скорость и прерывистость);
- по форме сварочного тока. Сварочные инверторы позволяют применть разной формы сварочный ток (постоянный, пульсирующий и импульсный);
- по полярности подключения. В основном, полуавтоматическая сварка выполняется на обратной полярности подключения (плюс на электроде), но в отдельных случаях — на прямой полярности.
Полученные знания об устройстве и разнообразии существующих конструкций сварочных полуавтоматов позволят вам, уважаемые посетители сайта, легче в них ориентироваться и лучше понять изложенные далее принципы сварки на этом оборудовании. Кроме того, они позволят сделать правильный выбор при покупке оборудования, что позволит обеспечить выполнение необходимых сварочных работ с самым высоким качеством.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Виды сварочных полуавтоматов
По способу защиты создаваемого сварочного шва, полуавтоматы делятся на несколько технологических видов выполнения сварки:
- под слоем флюса;
- в защитных газах;
- при помощи порошковой проволоки.
Следует заметить, что полуавтоматы для сварки под слоем флюса в настоящее время применяются редко. Наиболее распространены полуавтоматы для сварки в защитных газах. В том числе, полуавтоматическая сварка порошковой проволокой, как правило, производится, так же, в защитных газах.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Возможные дефекты шва при сварке полуавтоматом и как их не допустить
Дефекты шва возникают, если варить с нарушением технологии и неправильно осуществлять подбор расходных материалов. В этом случае не избежать трещин, подрезов, пор в металле шва, неравномерность его по ширине и длине, а также прожогов, наплывов и других дефектов. Неверно подобранные следующие величины сказываются на таких факторах:
- Диаметр проволоки: с меньшим ширина шва будет недостаточной, с большим – увеличится, что скажется на глубине провара.
- Сила тока. Скажется тоже на глубине проваривания: чем больше величина, тем глубже шов, что приводит к прожогам, особенно если варить тонкостенный металл.
- Напряжение дуги увеличит ширину шва.
- Скорость сварки. При большой величине уменьшается глубина проваривания, шов становится узким, при недостаточной величине возникают прожоги, шов будет неравномерным, а в некоторых случаях это приведет к короблению изделия.
Чаще всего дефекты возникают в случае, если варит человек, у которого отсутствуют навыки ведения сварочного процесса. Поделитесь своим опытом сварки полуавтоматом в комментариях к статье.
Поиск записей с помощью фильтра:
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-poluavtomatom.html
На что следует обратить особое внимание при выборе сварочного аппарата
При выборе сварочного полуавтомата, обратите особенное внимание на его основные характеристики:
- для выполнения каких работ предназначен полуавтомат и как его возможности перекликаются с вашими потребностями. Если у него не окажется какой-либо из необходимых вам опций, то модернизация, в целом ряде случаев, может оказаться дорогостоящим мероприятием, а иногда – и, вообще, не осуществимым;
- сопоставьте потребляемую сварочником электрическую мощность с возможностями вашего источника электропитания. Перегрузка может привести к выходу из строя генератора или пожару электропроводки.
При выборе сравните различные модели сварочных полуавтоматов и выберите тот, который по своим характеристикам наиболее соответствует предполагаемым у вас сварочным работам. А теперь перейдём непосредственно к сварке.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Предупреждение
К сварке нужно подготовиться:
- сварщик должен иметь специальную экипировку. Сварку можно осуществлять только в сварочной маске, специальной робе и перчатках;
- следует оборудовать рабочее место (убрать всё лишнее, подготовить противопожарные средства и средства первой медицинской помощи).
Подробно об этом рассказано в статье «Как правильно варить сварочным инвертором».
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Дуговая сварка полуавтоматом алюминия
В этом случае в качестве сварочной применяется алюминиевая проволока. Это – мягкий материал, который в процессе подачи может образовывать петли. Для предотвращения этого, при сварке необходимо применять специальное приспособление.
В качестве защитного газа при работе с алюминием используется аргон. Защитный газ должен соответствовать необходимым для выбранного режима сварки техническим требованиям и его количество в баллоне должно быть достаточным для создания рабочего давления.
Особое внимание следует уделить очистке поверхности металла. Очистки по указанной выше методике не достаточно, т. к. поверхность этого металла быстро покрывается прочной окисной плёнкой. Поэтому, подготовку поверхности рекомендуется осуществлять непосредственно перед сваркой. При соблюдении указанных требований, сварка алюминия будет выполнена правильно и вы получите качественный сварочный шов.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Достоинства сварки в углекислом газе
Защита сварного соединения углекислым газом даёт следующие преимущества:
- появляется возможность выполнить небольшой и узкий сварочный шов. Такой шов позволяет приваривать мелкие детали к крупным металлическим поверхностям. Эта возможность актуальна, например, при кузовном ремонте автомобилей. В этом случае, при сварке повреждается лишь небольшой узкий слой лакокрасочного покрытия, а это значительно сокращает трудоёмкость и материальные затраты на последующие отделочные работы;
- возможна высокая скорость подачи сварочного электрода (проволоки). Это значительно повышает производительность труда, снижает продолжительность сварочных работ и, как следствие, повышает прибыль;
- получаемый сварочный шов имеет высокое качество и высокие прочностные характеристики;
- возможно получать сварные соединения различной толщины;
Кроме того, из всех используемых при сварке защитных газов, углекислый — является самым доступным, и обучение рабочих сварке в среде углекислого газа не является продолжительным.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Сварка порошковой проволокой и под флюсом
Если сварочные работы выполняются сравнительно редко, то экономически не выгодно приобретать баллон для углекислого газа со всеми его комплектующими (транспортная тележка, рукав, редуктор и т. п.), да ещё его и обслуживать (хранение, проверка, перезарядка и т. д.). В этом случае целесообразно применять порошковую сварочную проволоку или осуществлять сварку под флюсом.
Сварка под флюсом.
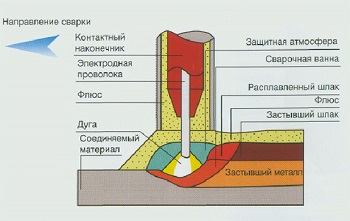
Порошковая сварочная проволока представляет собой стальную трубку, внутри которой находится флюс. В процессе сварки флюс сгорает и создаёт в свариваемой зоне облачко защитного газа. Оно и защищает сварной шов. Подробнее о порошковой сварочной проволоке.
Жидкий флюс, при необходимости его использования, наливается в предназначенную для него в корпусе сварочного аппарата воронку. При его сгорании в рабочей зоне образуется, такое же, как указано выше, облачко защитного газа.
Следует иметь ввиду, что при защите порошковой сварочной проволокой и жидким флюсом сварку необходимо выполнять прямым током.
Рассмотрим особенности правильной сварки на сварочном полуавтомате часто встречающихся элементов конструкций.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Способы правильной сварки полуавтоматом
Существуют два основных способа сварки полуавтоматом:
- сварка встык. Производя сварку тонкого листа таким способом, не надо убирать фаску (её следует обязательно снимать, если толщина металла больше 2 мм). До начала сварки необходимо выполнить точную подгонку деталей. После подгонки не должны остаться зазоры между их краями. Если не выполнять подгонку, то могут возникнуть деформации деталей и поверхности металла, к которой их будут приваривать. Сварку встык используют в тех случаях, когда требуется высокая точность сварки. Например, при замене не всей, а только части какой-либо детали. Для этого выполняют сварку встык сплошным швом, а затем — следует зачистка. Обращаем внимание, что соединение металла, имеющего большую толщину, выполняют сплошным точечным швом (что это такое — смотри ниже). При качественной сварке после зачистки, зачастую, не приходится даже производить шпаклевку. Эта операция является достаточно сложной, и её могут выполнять только опытные сварщики;
- сварка внахлест. При такой сварке одну часть металла накладывают на другую. При этом не требуется точная подгонка кромок (например, при наложении заплат) и эту операцию, в отличие от описанной выше, могут выполнять не имеющие большого опыта сварщики.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Виды сварных швов
Существуют следующие виды сварных швов:
- точечные;
- сплошные;
- сплошные прерывистые.

Точечный шов.
Точечный шов представляет собой сварочные точки, которые расположены на определенном расстоянии друг от друга: от 1 мм до нескольких десятков миллиметров. Это шов создаёт пластичное соединение.
Сплошной шов состоит из точек, которые находятся рядом друг с другом, касаются друг друга или даже заходят одна на другую. Его часто используют при сваривании встык деталей, имеющих различную толщину. Такой шов обеспечивает высокую прочность, но у него отсутствует эластичность соединениям. Сплошной шов используют, например, для сварки баков для воды, которые устанавливаются в бане, или при сварке металлоконструкций из стального профиля.
Сплошной прерывистый шов – это чередование сплошных участков шва и промежутков. Длину промежутков и сплошных участков определяет сварщик (в зависимости от стоящей перед ним задачи). Таким швом сваривают различные силовые элементы конструкции.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Сварка вертикального шва
При выполнении вертикального шва, тепло, по законам физики, перемещается вверх. Поэтому, горелку сварочного аппарата следует вести по направлению вниз. Рекомендуется наклонять её слегка кверху. Это будет способствовать сохранению тепла в сварочной ванне. Перемещать горелку следует настолько быстро, чтобы опережать перемещение раскалённого металла. Сварочная проволока при выполнении вертикальной сварки должна находиться в передней части ванны.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Возникающие при сварке на полуавтомате проблемы и пути их устранения
При выполнении сварочных работ на полуавтомате могут возникнуть следующие проблемы:
- при неправильно выбранном сварочном токе может получиться непроваренный сварочный шов или прожог металла. Следует выбрать и установить ток в соответствии с указанной выше рекомендацией;
- на конце электрода может образоваться большая капля металла. Этой каплей он приваривается к медному наконечнику, и дальнейшая сварка становится невозможной. Для устранения этой неисправности, следует снять сопло и наждаком спиливать край наконечника до тех пор, пока проволока не освободится от него. После устранения неисправности следует правильно установить необходимый сварочный ток и продолжить сварку;
- на выходе из сопла ломается сварочная проволока. Это значит, что произошло нарушение регулировки прижима проволоки в роликах механизма подачи. Следует отрегулировать прижим;
- если сварка становится пористой, то это говорит о том, что слишком мал расход защитного газа. Надо его увеличить, правильно отрегулировав редуктор. В «Инструкции», в соответствии с которой мы устанавливали расход газа, указаны ориентировочные значения для настройки. Идеальные для работы значения определяются методом проб и могут несколько отличаться от них;
- во время сварки слышны щелчки. При этом дуга горит неравномерно и не происходит сварка. Причиной этого может быть изношенность медного наконечника или его эрозия от воздействия сильного тока. Проверьте его техническое состояние и, при необходимости, замените;
-
во время сварки не удаётся сварить шов хорошего качества. Следует проверить три параметра:
- величину сварочного тока;
- скорость подачи сварочной проволоки;
- величину электрического напряжения в источнике электропитания.
Первые два параметра можно и нужно отрегулировать. С электрическим напряжением сложнее. Если источником электропитания служит бензогенератор (или аналогичное устройство), то следует повысить выходное напряжение. Если питание от электросети, то следует проверить напряжение в ней без нагрузки и под нагрузкой. Обнаружение большой разницы говорит о том, что этой электросетью пользоваться для сварки нельзя (она имеет недостаточную мощность или, банально, неисправна). Продолжение эксплуатации может привести к пожару.
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Заключение
И так, первые две задачи, поставленные в начале этой статьи, мы выполнили. Выполнение третьей задачи, целиком и полностью, зависит от вас, уважаемый посетитель нашего сайта. Если у вас ещё нет своего сварочного полуавтомата, то определитесь с вашими потребностями и приобретите нужное оборудование (можно, конечно, не задумываясь купить самый хороший со множеством опций, но и стоит он тоже «хорошо»). И начинайте учиться правильно варить. Постепенно вы наберётесь опыта и всё у вас получится. Желаем успехов!
Полезное видео
В заключение, рекомендуем посмотреть видеоролик о правильной сварке на полуавтомате.
Разделы: Сварочные работы — как варить
Источник: https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/
Количество использованных доноров: 4
Информация по каждому донору:
- https://kovka-svarka.net/2015/10/praviln-varit-poluavtomat/: использовано 15 блоков из 18, кол-во символов 14422 (56%)
- https://WikiMetall.ru/metalloobrabotka/svarka-poluavtomatom.html: использовано 4 блоков из 6, кол-во символов 6163 (24%)
- https://plavitmetall.ru/svarka/poluavtomatom-dlya-nachinayushhix.html: использовано 3 блоков из 4, кол-во символов 3497 (14%)
- https://tokar.guru/svarka/tehnologiya-svarki-poluavtomatom-s-gazom-i-provolokoy.html: использовано 1 блоков из 4, кол-во символов 1618 (6%)