Швеллер — стандартный профиль металлических элементов из черного проката. Характерная черта этой балки — п-образное сечение. При помощи него создают конструкции разных размеров для возведения малых и крупных построек.
Сами балки достаточно прочные, так что надёжность готового строения будет зависеть только от выполнения швов.
Источник: https://prosvarku.info/tehnika-svarki/svarnoj-shveller-svoimi-rukami
Содержание
Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Источник: https://svarkaprosto.ru/tehnologii/svarka-dvutavrovyh-balok
Это интересно: Сварка пластиковых бамперов своими руками (видео)
Что нужно знать
Расположение типоразмеров в местах стыковки выполняется несколькими главными способами: полками внутрь, гранями наружу, смешанное, со сторонами модели, перпендикулярными плоскости каркаса. Практикуется крестообразная стыковка швеллеров: профиля ставятся диагонально специальными связями.
Виды металлопрофилей – горячекатаный стальной профиль, гнутый типоразмер, сделанный холодной прокаткой – не сказываются на характер, выбор сварки. Самое прочное соединение получается у моделей с параллельными полками, которые имеют маркировку «П».
Источник: https://stall-invest.ru/articles/svarka-shvellerov/
К сварке швеллеров предъявляются требования:
-
Свариваются сначала толстые элементы профиля, то есть полки, затем приступают к свариванию тонких элементов.
-
Нельзя сваривать внутренние грани полок – углы соединений сторон. Такой подход приведет только к ослаблению целостности детали, всей конструкции.
-
Два швеллера должны иметь зазор 2-3 мм. Это поможет исключить частую проблему возникновения «горки», после которой придется зачищать поверхность, а значит – существенно ослаблять сварочный шов.
-
Для неответственных легких металлоконструкций, где не важны требования надежности, минимальный вес элементов строения, можно проводить соединение швеллеров встык сваркой с двух сторон.
-
Кромки торцов, где протекает сваривание, закручиваются V-, X- образно, для толстого, тонкого края, соответственно. Угол при этом от 30 до 60 градусов.
-
Исключаются переломы по вертикали, горизонтали на стыке свариваемых элементов.
-
Стыковка по правилам проводится при помощи листовых накладок. Они располагаются только симметрично продольной оси сечения.
-
Создавая проект, необходимо учитывать, что зона сварного шва слабее других частей типоразмера на 5-20%.


Источник: https://stall-invest.ru/articles/svarka-shvellerov/
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.
По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Источник: https://svarkaprosto.ru/tehnologii/svarka-dvutavrovyh-balok
Технологические особенности соединения швеллеров
Профиль П-образный за счет формы сечения может выдерживать значительные осевые нагрузки и обладает высокими показателями сопротивления изгибающему моменту. Поэтому швеллер, как элемент металлоконструкции, применяется для обеспечения высоких показателей прочности и увеличения жесткости всего изделия в целом. Самым востребованным профилем в строительстве является швеллер серии «П», так как он позволяет добиться максимальной прочности сварного соединения в сравнение с прочими сериями.
Сварное соединение обладает достаточно большой прочностью, но мельчайшие нарушения в технологии сварки может привести к ослаблению всей металлоконструкции. Поэтому этап сварки является наиболее сложным и ответственным при изготовлении строительных конструкций.
Источник: https://apex-metal.ru/articles/shveller_svarka/
Виды технологии
Для соединения швеллеров применяют несколько технологий, но самая распространённая из них — электродуговая сварка.
Она простая и удобная в исполнении. Эта технология лидирует в списке методов, используемых мастерами сварки. Это из-за возможности работать с любыми сплавами и сталями при помощи различных типов электродных стержней.
Сварочные аппараты с применением электрической дуги могут быть компактными и переносными, поэтому использовать их можно для сварки на высотках и других местах, в которые трудно «доставить» другие виды оборудования.
Для сварки швеллеров подходят стержни УОНИ, так как они прекрасно справляются с соединением стальных элементов. Однако, их использование требует от мастера знание многих нюансов, и новичкам нужно будет потренироваться, чтобы приступить к работе.
Но, освоив применение УОНИ, вы точно будете довольны результатом. Перед работой их обязательно нужно прогреть в электрической печи при температуре в 200-250 градусов. Так из стержня уйдёт лишняя влага.
Металлические детали тоже нуждаются в подготовке. В любых условиях важно, чтобы места соединения не были покрыты частичками пыли или грязи, не имели дефектов и не были окрашены. Так вы защитите шов от деформаций.
Не рекомендуем использовать переменный ток и прямую полярность — они не подходят для профиля сварных швеллеров. Кроме того, саму дугу лучше укоротить. Низкая температура не критична для электро дуги, но не должна быть ниже -35-40 по Цельсию.
Источник: https://prosvarku.info/tehnika-svarki/svarnoj-shveller-svoimi-rukami
Несколько советов
Листовые накладки лучше всего варить сразу по всему контуру прилегания. Это исключит проникновение между ними швеллерной поверхностью влаги, других ненужных составов. Влажность всегда губительна для металлов, особенно при сварочных работах, она грозит возникновением коррозии. Часто используются антикоррозийные материалы.
Проблемами здесь могут быть разные факторы: техника сваривания, человеческий фактор (отсутствие опыта, специализации), неправильно выбранный шов. Следует помнить, что сварка по ГОСТу всегда будет прочнее, рекомендациями пренебрегать нельзя.
Какая сварка бывает?
Электродуговая. Самый предпочтительный тип соединения. Здесь применяется короткая дуга средней мощности. Обязательно проводить проверки на внутренние дефекты.
Газовая кислородная. Применяется в редких случаях из-за получения большой зоны нагрева. Негативное термическое влияние ослабляет большую поверхность детали, приводит к внутренним напряжениям металла, сильной деформации всего металлопрофиля.
Источник: https://stall-invest.ru/articles/svarka-shvellerov/
Это интересно: Сварка тонкого металла электродом: виды, особенности
Заключение
Кажется, что создание массивных конструкций из сварного швеллера — задача сложная. Это не так, она лишь имеет свои нюансы.
В основном важны лишь две детали — точное совмещение балок перед варкой и соблюдение методики.
Последнее касается любого типа сварки и соединения. В любом случае, одна лишь теория не поможет вам совершенствоваться. Наш основной совет — практикуйтесь как можно чаще, и вы достигнете того уровня, к которому стремитесь!
Источник: https://prosvarku.info/tehnika-svarki/svarnoj-shveller-svoimi-rukami
Где заказать швеллерный металлопрокат?
Металлобаза «Сталь-Инвест» предлагает услуги по продаже, доставке, резке металлических профилей. К вашим услугам – большие объемы металлопродукции на складах, отсутствие долгого ожидания доставки, детали в соответствии ГОСТ. Позвоните по телефону +7 (863) 308-94-58, уточните все детали заказа, получите экспертную консультацию.
Источник: https://stall-invest.ru/articles/svarka-shvellerov/
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
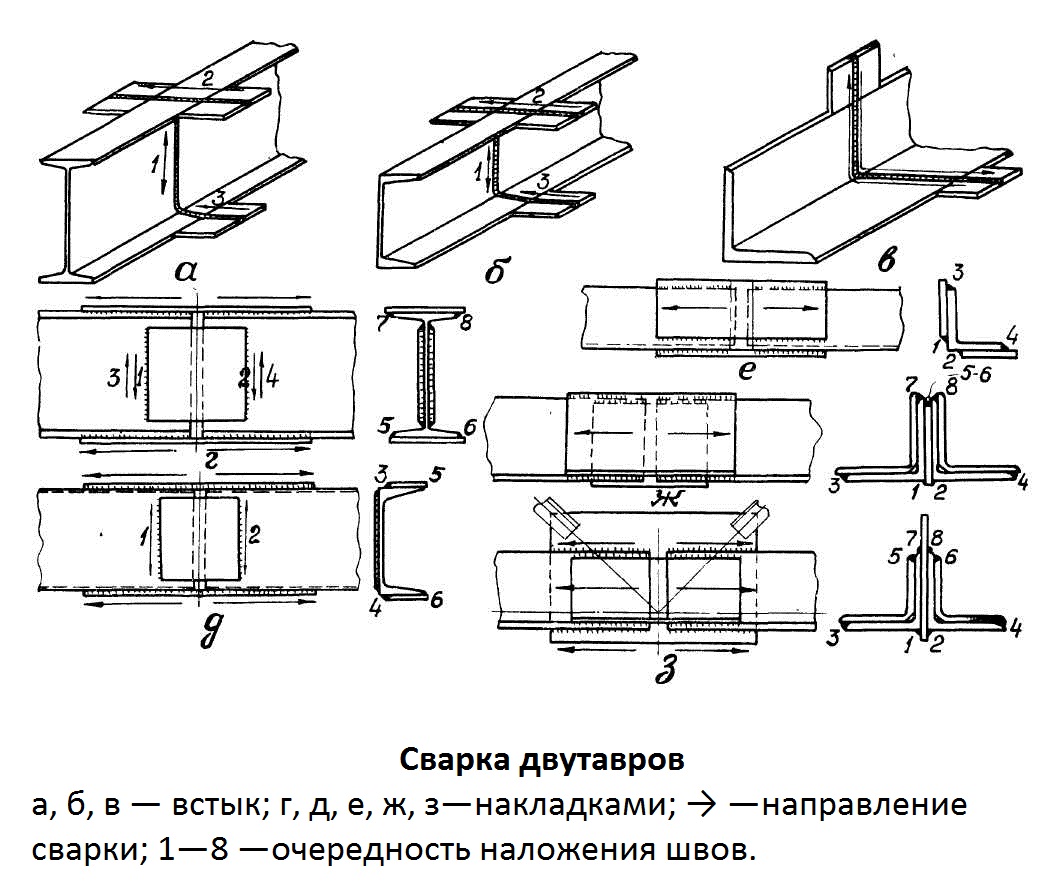
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Источник: https://svarkaprosto.ru/tehnologii/svarka-dvutavrovyh-balok
Количество использованных доноров: 5
Информация по каждому донору:
- https://prosvarku.info/tehnika-svarki/svarnoj-shveller-svoimi-rukami: использовано 4 блоков из 5, кол-во символов 3859 (23%)
- https://svarkaprosto.ru/tehnologii/svarka-dvutavrovyh-balok: использовано 5 блоков из 6, кол-во символов 5784 (35%)
- https://stall-invest.ru/articles/svarka-shvellerov/: использовано 4 блоков из 5, кол-во символов 3303 (20%)
- https://the-master.ru/shvellery/kak-privarit-shveller: использовано 2 блоков из 7, кол-во символов 1491 (9%)
- https://apex-metal.ru/articles/shveller_svarka/: использовано 3 блоков из 6, кол-во символов 2083 (13%)