Из поливинилхлоридной (ПВХ) пленки в настоящее время выпускается огромное количество товаров. Это могут быть фасовочные мешки, геомембраны для бассейнов и прудов, тенты для автомобилей и летних кафе, надувные лодки и плоты, линолеум, билборды и множество других изделий.
Разнообразие размеров и форм предполагает их соединение каким-нибудь надежным способом. Самым качественным вариантом соединения полимерной пленки оказалась сварка горячим воздухом.

Источник: https://svaring.com/welding/detali/svarka-pvh-plenki
Содержание
Способы сварки полиэтиленовой пленки
Температура плавления полиэтилена зависит от его толщины. При сварке полиэтилена в домашних условиях необходимо соблюдать технологический режим. Полиэтилен – очень тонкий материал, от 30 до 200 микрон. Как сварить его, чтобы образовалось прочное соединение:
- необходим нагрев оборудования до нужной температуры (от 130 до 160°С);
- выбирается оптимальная скорость сварки, при медленной — полимер повреждается, при большой — не образуется прочный шов.
Некоторые нюансы:
- монтируются только однородные материалы, они должны совпадать по фактуре, толщине, плотности;
- поверхность в области шва хорошо очищается, посторонние включения нарушают герметичность соединения;
- свариваются только нетронутые участки, необходимо отступать от кромки хотя бы 5 мм, иначе не получится однородной структуры.
Разметочный шаблон помещают под прозрачную пленку или накладывают сверху, тогда бумага предохраняет полимер, ее убирают после окончания работ. На качество шва она не влияет, так как не успевает плотно приклеиться. На поверхности остаются только микроскопические волокна.
Источник: https://svarkaprosto.ru/tehnologii/kak-svarit-polietilenovuyu-plenku-svoimi-rukami
Это интересно: Пруток для сварки пластика — как выбрать и использовать?
Основные принципы сваривания пленки и применяемые методы
Под сваркой полиэтилена понимают соединение отдельных слоев материала путем нагрева до температуры плавления и сжатия слоев с образованием сварочного шва. В период расплавления поверхности пленки происходит соединение слоев на молекулярном уровне, в результате после остывания образуется моноструктура в теле сварочного шва. Коэффициент прочности стыка равняется приблизительно 0.7-0.85. То есть 70-85% от исходной прочности свариваемого полиэтилена. В идеальных условиях коэффициент может быть и выше, но для этого требуется специальное оборудование, чистота материала и подобранная температура нагрева. Температура расплавления полиэтиленовой пленки приблизительно равна 120-160°С и зависит от ее применения.
Если свариваются загрязненные поверхности, то прочностные характеристики стыка снижаются, так как в расплавленную массу попадают примеси, нарушающие молекулярную структуру в шве. Для получения качественного и прочного соединения требуются следующие условия:
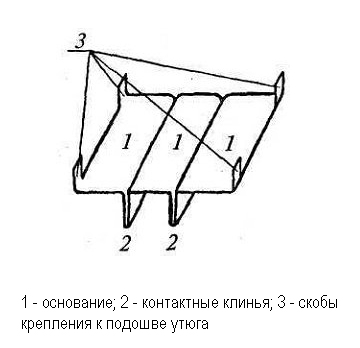
Рисунок 2. Схема насадки для утюга.
- однородность свариваемых кусков пленки (имеется в виду ее принадлежность к одной партии изготовления);
- чистота соединяемых поверхностей;
- подобранный температурный режим (при недогреве резко падает прочность, а при перегреве возможна деформация стыка и предшовного участка);
- приложение нужного сжатия во время нагрева.
Для качественного соединения не допускается повторное сваривание кусков по тем же кромкам, в подобных случаях их обрезают.
Чаще всего в быту и при выполнении строительных операций применяются следующие способы соединения нагревом:
- сварка при помощи паяльника (может включать использование насадок);
- стыковка в результате нагрева и расплавления слоев пленки утюгом;
- нагрев выжигателем;
- использование для создания шва специальных промышленных приспособлений.
Источник: https://vsyaizolyatsiya.ru/montazh/svarka-polietilenovoi-plenki.html
Инструменты и приборы

Прочное соединение полиэтиленовой пленки может быть произведено утюгом, паяльником, либо специальным оборудованием.
Спайка утюгом

Это достаточно простой способ соединения частей полотен, ведь бытовые утюги есть почти в каждом доме.
Чтобы соединить полиэтилен таким способом, нужно установить на стол деревянный брусок. На этой своеобразной подставке располагаются края соединяемых полотен.
Они должны выступать от кромок бруска миллиметров на двадцать. Сверху полиэтилен накрывается листом тугоплавкого материала (целлофана, фторопластовой пленки).
Ускорить формирование шва можно последующим охлаждением. Для этого после воздействия высоких температур стык обрабатывается мокрой тряпкой.
Важно помнить про пороги температур. Регулятор на утюге должен находиться на уровне 120-150 градусов.
Полотнища пленок складываются внахлест. Вместо целлофана можно использовать листы бумаги.
При проведении по месту соединения утюг наклоняется на пять градусов. Продвигать его нужно медленно, вдоль стыка. Одного раза для формирования прочного шва недостаточно, процедуру нужно повторить около четырех-пяти раз.
Также для работы с утюгом применяются специальные паяльные насадки, которые закрепляются поверх прибора. Они имеют плоскую форму ребристой основы.
Эта ребристость помогает крепче соединить полотна. Насадка формирует сразу два параллельных соединения.
Спайка паяльником

Для сварки двух полотнищ пленки применяется домашний паяльник мощностью в 40-60Вт. Однако для выполнения такой работы этот аппарат требует некоторого улучшения.
Использование паяльника без модификаций в виде насадок вероятно испортит материал, переплавив его, либо неравномерно сформировав шов.
Для работы с полиэтиленовым материалом с паяльника снимается окончание жала. После этого создается пропил, в который вставляется пластина из алюминия либо меди. Пластина закрепляется заклепкой, обрабатывается и округляется надфилем.
Воздействие на стык полотен производится под углом в сорок пять градусов. Паяльник прижимается к поверхности, после чего медленно продвигается вдоль стыка. Движение должно быть равномерным, без рывков и остановок.
Как и в случае со сваркой утюгом под полотна стоит положить основу из дерева (брусок или доску).
Как сварочную насадку можно применять колесико. Для этого глубина пропила должна быть больше, чем радиус подобранного колеса. Помимо пропила создается отверстие-ось, диаметр которого около трех-пяти миллиметров.
Колесико представляет собой диск диаметром восьми-десяти миллиметров. Материалом диска может служить алюминий или медь.
Его можно изготовить самому. Металлическое колесико помещается в пропил, в котором закрепляется осью. Метод соединения колесиком основан на его разогреве с дальнейшим прокатыванием вдоль стыка.
Источник: https://prosvarku.info/tehnika-svarki/osobennosti-svarivaniya-polietilenovoj-plenki-tehnologiya-oborudovanie-nyuansy
Работа автоматом
 При сваривании ПВХ тента, одну из соединяемых частей раскатывают по длине так, чтобы отсутствовали морщины. Затем расправляют второй кусок ткани и с нахлестом укладывают на первый. Величина нахлеста зависит от толщины материала и длины шва.
При сваривании ПВХ тента, одну из соединяемых частей раскатывают по длине так, чтобы отсутствовали морщины. Затем расправляют второй кусок ткани и с нахлестом укладывают на первый. Величина нахлеста зависит от толщины материала и длины шва.
После этого устанавливают аппарат для сварки на линии соединения. Прижимное колесо должно проходить по краю пленки, при необходимости добавляется груз.
Сопло сварочного аппарата устанавливается между соединяемыми поверхностями, и устройство автоматически начинает двигаться. Пока идет процесс сваривания ПВХ пленки нужно контролировать траекторию движения прижимного колеса.
Оно должно перемещаться вдоль по краю верхнего полотна без каких-либо отклонений. При сварке пленки шов будет немного дымить, это нормально.
Источник: https://svaring.com/welding/detali/svarka-pvh-plenki
Виды сварки полиэтилена
Контактная сварка

Вначале работы выставите на приборе режим, его выбор зависит от свойств полимера, типа пленки и толщины.
Наиболее простой и экономичный способ соединения отдельных фрагментов пленки. В результате получается очень надежное соединение. Для этого края полиэтилена соединяются и нагреваются горячим воздухом, или так называемым горячим клином, до достижения температуры плавления. Соединение краев пленки и ее сжатие происходит с помощью специальных зажимных роликов. Получается одинарный или двойной шов очень высокой прочности.
Горячий воздух представляет собой воздушный поток, нагретый до определенной температуры. Он доводит свариваемую пленку до температуры, при которой она начинает плавиться. По такому же принципу работает горячий клин. Это обыкновенный нагревательный элемент. Он контактирует со свариваемым материалом с 2 сторон и образует прочный шов. Прочность его достигает 90%.
Экструзионная сварка
Работает по следующему принципу: расплавленный полимер под давлением подается на место сварки, свариваемые поверхности становятся тягучими. В таком состоянии они плотно прижимаются и свариваются. Прочность сварки около 70%.
Горячая сварка
Специальный аппарат через нагревательный элемент, выполненный из металла, нагревает полиэтилен. Далее происходит то же, что и при других способах соединения. Горячую сварку применяют для соединения не только полиэтилена, но и для сварки полипропилена, ПНД, ПВХ и других полимеров.

Схема сварки аппаратом серии ТН.
Аппарат для сварки пленки имеет довольно простой принцип работы. Двигатель приводит через редуктор в движение 2 колеса. С помощью штатива между листами свариваемого материала вставляется горячий клин. Специальный терморегулятор обеспечивает поддержание постоянной температуры горячего клина. Скорость движения материала регулируется. Аппарат соответствует всем требованиям противопожарной и электробезопасности.
В результате применения такого аппарата получается двойной шов. Прочность его составляет около 85%. Процесс сварки происходит автоматически. Вручную только изменяется температура горячего клина, а также скорость подачи пленки. Используется аппарат в основном в промышленности, но можно его применять и для личного использования.
Ручной аппарат горячего воздуха является разновидностью фена промышленного применения. Он имеет ряд преимуществ. Аппарат отличается малым весом, большой мощностью, соответствием техническим требованиям. Может работать с ПВД, ПНД и ПВХ.
Источник: https://vseoteplicah.ru/instrumenty/apparat-dlya-svarki-polietilenovoj-plenki.html
Это интересно: Электромуфтовая сварка: что это? Технология выполнения
Применение паяльника для сваривания пленки
Соединение листов полиэтилена с помощью обычного паяльника (40-60 Вт) позволяет получить прочный шов, при этом потребуется незначительная доработка инструмента. Использование паяльника без специальных насадок не даст качественного результата. Стык будет неравномерным, возможно образование мест растекания материала. Стыковку слоев пленки паяльником без насадок можно рекомендовать при малых объемах работ (например, аварийное заделывание разорвавшейся части полиэтилена).

Схема сваривания пленки.
Для получения хорошего результата и сварки значительных по длине стыков потребуется использование дополнительных приспособлений. Существует несколько вариантов доработки паяльника.
Берется обычный паяльник, затем у него удаляется окончание жала. При помощи ножовки создается пропил. После этого в пропил вставляется пластина из меди или алюминия, которая закрепляется заклепкой. Поверхность пластины обрабатывается, ее края скругляют надфилем. Сваривание ведется путем небольшого прижима паяльника под углом 45° и равномерного движения им. Температура и прижим выбирается опытным путем. Во время создания стыка рекомендуется подложить под нижний слой пленки ровную деревянную или текстолитовую подложку, а паяльник центровать по ровному бруску. В некоторых случаях между пластиной и пленкой помешают тонкую бумагу. Это актуально, если ведется сварка тонкой пленки. После создания шва бумагу аккуратно отделяют.
Примерный образец насадки показан на рис.1 (1 – пластина; 2 – паяльник и его стержень).
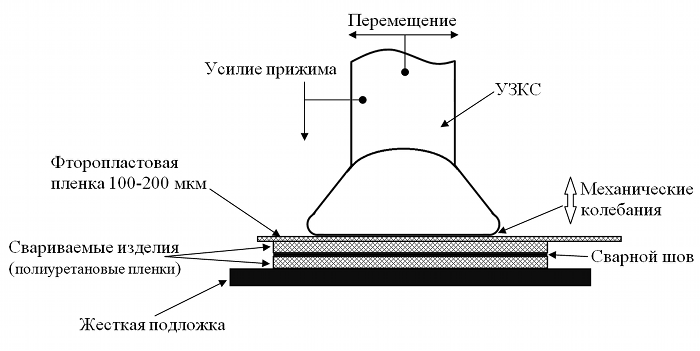
Схема ультразвуковой сварки.
Один из вариантов насадки предусматривает использования колесика. Для этого удаляется окончание жала, создается пропил несколько больший, чем радиус колесика. Сверлится отверстие в теле жала под нужную ось колеса (3-5 мм), после чего изготавливают диск из алюминия или меди (8-10 мм). Диск вставляется в прорезь жала и закрепляется с помощью оси. Возможна установка диска в отдельную трубочку-наконечник, а она, в свою очередь, надевается на жало паяльника. Сварка кусков пленки ведется путем прокатывания разогретого паяльника на требуемое расстояние. Величина прижима регулируется в зависимости от проваривания шва. Данный метод позволяет проводить значительный объем работ.
Источник: https://vsyaizolyatsiya.ru/montazh/svarka-polietilenovoi-plenki.html
Ручная сварка
При ручной сварке, прежде чем приступить к соединению материалов, нужно сварить обрезки ПВХ пленки, потренировавшись на них. Отрегулировав температуру и прижим, можно приступать к работе с основным материалом.
По возможности все швы нужно делать в горизонтальной плоскости, тогда можно точно отрегулировать усилие прижима. Используемое сопло должно быть 20 мм, а ролики 20 и 40 мм.
Для получения качественного шва необходимо предварительно прогреть свариваемый участок ПВХ пленки, слегка придавливая его роликом. Сама сварка производится следующим образом.
Фен перемещается вдоль линии соединения. Сопло и соответственно ролик находятся под углом 45 ° к краю пленки, при этом нужно избегать перегрева нижнего слоя материала.
 Если требуется сварка широкого шва, то она производится по методу предварительного сваривания. Сначала формируется шов в глубине, на расстоянии 2 см от края ПВХ пленки.
Если требуется сварка широкого шва, то она производится по методу предварительного сваривания. Сначала формируется шов в глубине, на расстоянии 2 см от края ПВХ пленки.
Затем осуществляется окончательное формирование шва. На последней стадии нужно следить за тем, чтобы верхний край сопла выходил за границу пленки на 3 мм.
Ролик передвигают параллельно срезу сопла, следя, чтобы расстояние между ними было 10-15 мм.
Источник: https://svaring.com/welding/detali/svarka-pvh-plenki
Заключение
Сварка пленочного полиэтилена вполне осуществима в домашних условиях. Для нее применяются простые бытовые приборы вроде утюга или паяльника. Паяльник, правда, потребует некоторых модификаций.
Для более крупных работ стоит использовать специальное оборудование. Оно имеет список улучшающих качество и скорость формирования швов настроек.
Выполнение сваривания полиэтиленовых материалов любым из возможных приборов требует четкого соблюдения технологий и внимательности. Помимо этого нужно соблюдать личную безопасность, защитившись от вероятных травм.
В этом поможет защитная одежда, не оставляющая обнаженных участков кожи, перчатки. Желательны также очки и маска для защиты лица, глаз.
При отсутствии понимания нюансов технологий и минимального опыта сварки полиэтилена нужно обратиться к профессионалам.
Источник: https://prosvarku.info/tehnika-svarki/osobennosti-svarivaniya-polietilenovoj-plenki-tehnologiya-oborudovanie-nyuansy
Рекомендации
Перед тем как проводить сварку ПВХ своими руками, необходимо изучить инструкцию по эксплуатации и режимы работы устройства. У разных производителей для одних и тех же пленок режимы могут быть разные, потому что сварка зависит и от скорости потока горячего воздуха.
В качестве прокаточных роликов предпочтительнее использовать тефлоновые или силиконовые. При вытекании расплавленного ПВХ не будет прилипания.
Сварка ПВХ пленки для изготовления бассейнов имеет свои особенности. Сначала нужно подготовить геотекстиль. Он защитит пленку от линейных деформаций и трения о чашу бассейна.
Раскрой материалов нужно проводить при температуре выше +10 ⁰C, встраиваемые детали необходимо смонтировать заранее. При сваривании используется специальный фен с автоматическим контролем и поддержанием необходимой температуры потока горячего воздуха.
Перед свариванием поверхности тщательно очищают растворителем. Режимы фена и устанавливаемых насадок выбирают в строгом соответствии с параметрами ПВХ пленки. Сварка чаш бассейнов трудоемкий и ответственный процесс, который рекомендуется доверить профессионалам.
Источник: https://svaring.com/welding/detali/svarka-pvh-plenki
Сварка с прутком
Кроме сваривания внахлест существует метод сварки пленочных материалов с использованием прутка. Выбор метода зависит от толщины и свойств материала.
 Например, при укладке линолеума из ПВХ требуется сваривание с использованием присадочного прутка. Линолеум предварительно готовят. Он должен быть плотно уложен на пол.
Например, при укладке линолеума из ПВХ требуется сваривание с использованием присадочного прутка. Линолеум предварительно готовят. Он должен быть плотно уложен на пол.
Все стыки должны подгоняться без образования щелей или зазоров. Качественный шов без использования специального оборудования очень трудно. Обычный фен сделать это не способен из-за значительной толщины линолеума.
Требуется специальное приспособление и оборудование. Перед свариванием прутком кромки необходимо подготовить, расплавленный пруток обеспечит их надежное соединение. Образовавшиеся наплывы удаляют специальным ножом.
Источник: https://svaring.com/welding/detali/svarka-pvh-plenki
Сварка током
Для соединения ПВХ и других полимерных пленок используются токи высокой частоты (ТВЧ). Такие технологии обычно встречаются в станках для производства натяжных потолков и спецодежды.
Суть метода заключается в нагреве свариваемых поверхностей за счет действия токов высокой частоты, примерно как в СВЧ-печке. За счет электронной регулировки параметров швы получаются высокого класса, главное, чтобы толщина материала была постоянной.
 Сварка полиэтиленовой пленки осуществляется теми же аппаратами, как и ПВХ. При их отсутствии полиэтиленовую пленку можно сварить простым утюгом благодаря низкой температуре плавления материала.
Сварка полиэтиленовой пленки осуществляется теми же аппаратами, как и ПВХ. При их отсутствии полиэтиленовую пленку можно сварить простым утюгом благодаря низкой температуре плавления материала.
Куски пленки накладывают с нахлестом, укладывают на ровную поверхность, покрывают термостойким по сравнению с полиэтиленом материалом, типа бумаги, и проглаживают. В результате получается соединение, не уступающее по прочности основному полотну полиэтилена.
Все свариваемые поверхности пленки предварительно нужно очистить от загрязнений, в первую очередь от жировых. Это делается с помощью различных растворителей
Сварка должна осуществляться на ровной поверхности. Если по каким-то причинам шов получился некачественным при сварке ПВХ, то повторять операцию по тому же месту не следует. Нужно отрезать испорченный участок пленки и провести сварку заново.
На качество сварного шва, кроме загрязнений, большое влияние оказывают погодные условия, особенно влажность и температура. Физические и химические параметры свариваемых ПВХ и полиэтиленовых материалов также влияют на результат.
Кроме этого, сварка зависит и от температуры горячего воздуха, скорости потока, перемещения вдоль шва и давления на него. Научиться соблюдать все требования технологии можно при многократных тренировках.
Источник: https://svaring.com/welding/detali/svarka-pvh-plenki
Количество использованных доноров: 6
Информация по каждому донору:
- https://svarkaprosto.ru/tehnologii/kak-svarit-polietilenovuyu-plenku-svoimi-rukami: использовано 2 блоков из 5, кол-во символов 2021 (7%)
- https://vsyaizolyatsiya.ru/montazh/svarka-polietilenovoi-plenki.html: использовано 4 блоков из 5, кол-во символов 6574 (21%)
- https://prosvarku.info/tehnika-svarki/osobennosti-svarivaniya-polietilenovoj-plenki-tehnologiya-oborudovanie-nyuansy: использовано 3 блоков из 5, кол-во символов 5024 (16%)
- https://vseoteplicah.ru/instrumenty/apparat-dlya-svarki-polietilenovoj-plenki.html: использовано 4 блоков из 5, кол-во символов 6344 (21%)
- https://expertsvarki.ru/tehnologii/svarka-polietilena.html: использовано 3 блоков из 6, кол-во символов 4801 (16%)
- https://svaring.com/welding/detali/svarka-pvh-plenki: использовано 6 блоков из 7, кол-во символов 5987 (19%)