
- Что такое сварка алюминия полуавтоматом.
- Отличительные особенности сварки MIG/MAG от TIG.
- Преимущества и особенности.
- Требования к оборудованию и расходным материалам.
- Выбираем полуавтомат.
Источник: https://www.triton-welding.ru/article.html?itemid=6
Содержание
- 1 В чем заключаются особенности и сложности сварки деталей из алюминия
- 2 Технологические особенности сварки
- 3 Какой полуавтомат подойдет для сварки алюминия
- 4 Требования к оборудованию для полуавтоматической сварки алюминия
- 5 Настройка сварочного полуавтомата
- 6 Как правильно настроить оборудование
- 7 Выбираем аппараты для полуавтоматической сварки алюминия
- 8 Основы техники безопасности
- 9 Виды проволоки
- 10 Начало и окончание шва
- 11 Скорость потока защитного газа
В чем заключаются особенности и сложности сварки деталей из алюминия
Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.
Зачистка алюминиевой заготовки углошлифовальной машиной
Подготовка деталей из алюминия и сплавов на основе данного металла к сварке должна решить сразу две задачи: удаление с поверхности металла тугоплавкой окисной пленки и исключение возможности деформации соединяемых заготовок в процессе выполнения сварочных работ.
Пленку удаляют при помощи механической зачистки области соединения металлическими щетками, напильниками и шлифовальными машинками либо специальными флюсами. Чтобы избежать деформации соединяемых деталей в процессе сварки, их предварительно нагревают в печах или при помощи газовой горелки.
Качественно выполненное сварное соединение алюминиевых деталей
Источник: http://met-all.org/obrabotka/svarka/svarka-alyuminiya-poluavtomatom.html
Что такое сварка алюминия полуавтоматом
Полуавтоматическая сварка алюминия MIG/MAG в среде защитных газов – это один из методов обработки цветных металлов с применением специальной присадочной сварочной проволоки. Для обеспечения защиты сварочного шва алюминия от воздействия кислорода (окисления) применяется инертный газ, преимущественно смесь или чистый аргон. Сварщик вручную перемещает горелку, через которую автоматически подается присадочная проволока и защитный газ с заданной скоростью и требуемым давлением.
Полуавтоматическая сварка изделий из алюминия без подачи защитного газа не рекомендуется по следующим причинам:
- увеличивается разбрызгивание металла;
- наблюдается плохое отделение застывшего шлака;
- понижается прочность шва;
- увеличивается пористость шва.
Сварка алюминия существенно отличается от сварки обычной стали, так как алюминиевые заготовки обладают высокой теплопроводностью. По этой причине рекомендуется предварительный прогрев заготовок и увеличенная скорость подачи присадочного материала. Как правило, сварка алюминия полуавтоматом применяется в мелкой и крупной производственной и промышленной сфере, при работах на судоремонтных и строительных предприятиях, в авиационной, пищевой и химической отраслях, в мастерских, сервисных станциях и т.д.
Сварка алюминия MIG/MAG требует:
- профессионального оборудования и расходных материалов;
- качественной присадочной проволоки;
- высокой квалификации сварщика;
- качественного инертного газа или смеси.
При наличии всех вышеперечисленных факторов достигается высокое качество сварочного соединения алюминиевых заготовок методом сварки MIG/MAG.

Источник: https://www.triton-welding.ru/article.html?itemid=6
Технологические особенности сварки
Полуавтоматическая сварка алюминия должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности
Процесс выполнения такой сварки изображен на рисунке:
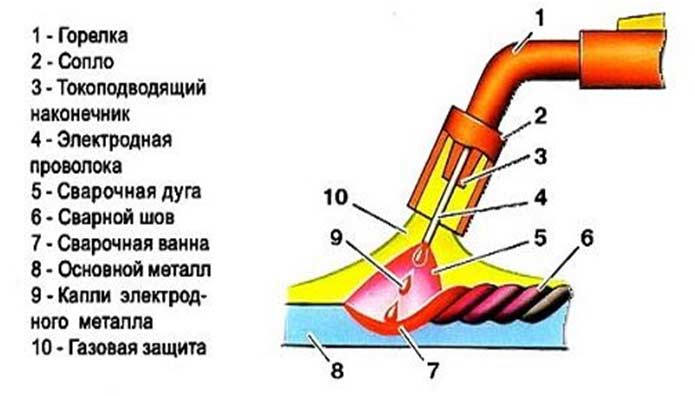
При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-poluavtomatom.html
Отличительные особенности сварки MIG/MAG от TIG
Алюминий относится к цветным металлам, отличается высокой температурой плавления за счет наличия на его поверхности тугоплавкой оксидной пленки. При этом изделия из алюминия при нагреве не меняют свой цвет.
Процесс сварки алюминия MIG/MAG и TIG имеет свои существенные отличия:
- При сварке полуавтоматом применяется присадочная плавящаяся проволока, в то время как при аргонодуговой сварке используют присадочные прутки.
- В полуавтомате сварочная дуга образуется между сварочной проволокой и обрабатываемым металлом, а в ТИГ-инверторах между вольфрамовым электродом и свариваемым металлом.
- Полуавтоматическая сварка MIG/MAG является более производительной, чем ручная TIG-сварка.
- Полуавтоматическую сварку MIG/MAG проще освоить начинающим сварщикам, чем аргонодуговую сварку TIG.
- Режим «Double pulse» (Двойной пульс) в полуавтомате. Во время сварочного цикла происходит наложение импульсов с двумя величинами тока на импульсный ток дуги. В период высокого импульса сварочная капля «вгоняется» в зону шва, а в низкий период охлаждается заготовка, исключая наплывы и подтеки. В результате обеспечивается точный контроль над сварочным циклом, тепловложением. Формируется красивый «чешуйчатый» шов с глубоким проваром, как при более трудоемком режиме TIG-сварки.
- Сварка алюминия методом TIG в несколько раз медленнее, чем сварка полуавтоматом.
- При аргонодуговой сварке обеспечивается более прочное сварочное соединение, поэтому ее используют для всех ответственных участков и задач – трубопроводов высокого давления, соединительных элементов (муфты, переходники) с высокой нагрузочной способностью, сварка сталей марки 40Х и т.д.
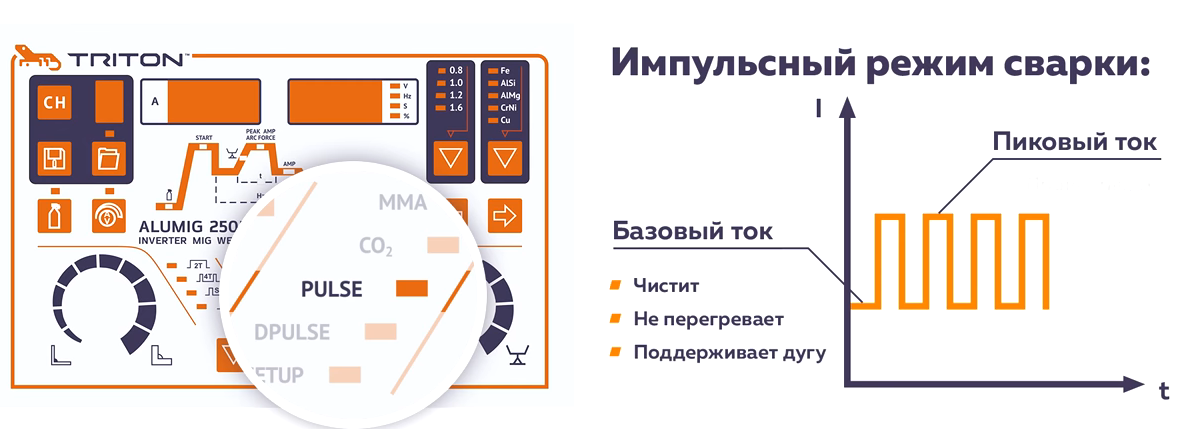
Современные полуавтоматы могут работать в нескольких режимах и с разными настройками, иметь классический режим сварки, импульсный, «двойной пульс» и т.д. Наличие этих функций помогает добиться более качественного провара алюминия, быстрого пробития на поверхности заготовок оксидной пленки. Например, при импульсном режиме каждая отдельная капля присадочного материала будет вдавливаться (вбиваться) в поверхность металла. В итоге мы получаем качественный провар, высокую прочность шва, сниженное разбрызгивание и более однородную структуру сварочного соединения.
Источник: https://www.triton-welding.ru/article.html?itemid=6
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Источник: https://instanko.ru/osnastka/svarka-alyuminiya-poluavtomatom.html
Преимущества и особенности
Полуавтоматическая сварка MIG/MAG алюминия в среде защитных газов имеет ряд особенностей и достоинств:
- Более простой процесс сварки, чем режим аргонодуговой TIG. Для работы полуавтоматом не нужно много опыта и высокой квалификации, как при режиме TIG-сварки алюминия.
- Большая скорость сварки по сравнению с режимом TIG-сварки – до 3-х раз выше производительность.
- Импульсный режим сварки для работы с алюминием играет важную роль для повышения качества сварки, прочности шва и более эффективной работы.
- Применение качественного присадочного материала повышает стабильность сварочного цикла, улучшает качество шва и глубину провара.
- При сварке алюминия полуавтоматом увеличивается расход присадочного материала до 20%, по сравнению со сваркой черных металлов.
- Более высокая температура плавления алюминия в сравнении с черными металлами за счет наличия оксидной пленки на его поверхности.

Источник: https://www.triton-welding.ru/article.html?itemid=6
Требования к оборудованию для полуавтоматической сварки алюминия
Сварка алюминия полуавтоматом может выполняться на любом оборудовании, но лучших результатов позволяют добиться импульсные сварочные аппараты. Инверторные устройства (ТИГ), на которых сварка выполняется на переменном токе высокой частоты, также обеспечивают высокое качество получаемого соединения, но процесс на них происходит в три раза медленнее, по сравнению с импульсным оборудованием. Однако для тех домашних мастеров, которые собираются варить детали из алюминия своими руками, ТИГ-аппараты являются оптимальным выбором.
Технология сварки алюминия полуавтоматом подразумевает использование защитного газа, в качестве которого используется аргон или смесь этого газа с гелием (если варить необходимо заготовки большого сечения). В отдельных случаях полуавтоматическая сварка данного металла может выполняться и без газа, но тогда необходимо использовать специальную порошковую проволоку, испарения которой формируют защитную среду, либо осуществлять процесс под слоем флюса.
Полуавтомат для сварки алюминия должен соответствовать ряду требований, которые учитывают особенности как свариваемых деталей, так и расходных материалов, используемых для выполнения соединения. Среди таких требований необходимо выделить следующие:
- Диаметр отверстия в наконечнике, через которое подается сварочная проволока, должен иметь некоторый запас по своему размеру. Объясняется это требование тем, что алюминиевая проволока, используемая для сварки, в процессе нагрева значительно расширяется, что может привести к ее застреванию в подающем отверстии.
- Шланг полуавтомата, через который подается сварочная проволока, должен быть не слишком длинным (не более 3 метров), что объясняется мягкостью используемой проволоки из алюминия, которая может деформироваться. Не допускается, чтобы на таком шланге были скручивания и сильно изогнутые участки.
- Чтобы минимизировать силу трения сварочной проволоки, подающейся через шланг полуавтомата, рекомендуется заменить обычный канал подачи на тефлоновый.
- Чтобы механизм подачи сварочного полуавтомата не заминал мягкую алюминиевую проволоку, он должен быть оснащен 4 роликами, имеющими U-образные канавки. Использование такого подающего механизма позволит обеспечить минимальное механическое воздействие на поверхность проволоки.
Четырехроликовый механизм, обеспечивающий плавную подачу алюминиевой проволоки
Если вы собираетесь выполнять сварку заготовок из алюминия своими руками достаточно часто и вам важна производительность данного технологического процесса, то лучше использовать для этих целей специализированное оборудование, работающее в импульсном режиме. В таком полуавтомате изначально заложен синергетический режим сварки, что дает возможность эффективно использовать это устройство для соединения деталей, изготовленных из алюминия.
Если же вас в первую очередь интересует качество формируемого сварного шва, а не скорость технологического процесса, то лучше использовать для сварки алюминиевых деталей в среде аргона упомянутый выше инвертор ТИГ. Такое оборудование стоит значительно дороже, но обеспечивает высокое качество сварного шва, его однородность и отсутствие в нем пор.
Инверторный полуавтомат марки «Кедр» с выносным механизмом подачи проволоки
Источник: http://met-all.org/obrabotka/svarka/svarka-alyuminiya-poluavtomatom.html
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-alyuminij-poluavtomatom
Это интересно: Что такое MIG сварка и где она применяется?
Как правильно настроить оборудование
Сложность сварки алюминия обусловлена не только химическими свойствами данного металла, но также необходимостью строго придерживаться оптимальных режимов выполнения данной технологической операции. Для того чтобы хорошо усвоить правила выполнения такого непростого процесса, недостаточно будет просто посмотреть обучающее видео, важно понимать нюансы осуществления данной операции.
К особенностям рассматриваемого процесса, о которых не расскажет обучающее видео, относятся следующие.
- Перед началом сварки важно правильно выбрать и выставить рабочие режимы полуавтомата (напряжение, силу тока, скорость подачи сварочной проволоки, полярность).
- Чтобы полученный сварной шов обладал требуемым качеством и надежностью, необходимо правильно подобрать расходные материалы.
- Если посмотреть видео, демонстрирующее сварку алюминия полуавтоматом, можно обратить внимание на то, что данный процесс сопровождается образованием большого количества копоти. Это также следует учитывать при выполнении такой технологической операции.
Как и любой сложный технологический процесс, сварка деталей из алюминия при помощи полуавтомата требует тщательной подготовки, в рамках которой выполняются следующие мероприятия:
- подбираются наконечники для сварочного оборудования, которые оптимально подойдут для присадочной проволоки определенного диаметра;
- выполняется тщательная зачистка поверхностей деталей, которые необходимо варить;
- выбираются режимы сварки полуавтоматом, которые зависят от нескольких параметров: толщины соединяемых деталей, типа соединения и др. (чтобы облегчить себе выбор режимов сварки, можно использовать специальные таблицы или параметры, которые оговорены требованиями соответствующих ГОСТов);
- при выполнении сварки алюминия полуавтоматом наконечник устройства располагают под требуемым углом к поверхности соединяемых деталей.
Схема наложения шва при сварке алюминия
При сварке алюминия, который отличается высокой теплопроводностью, очень важно контролировать степень нагрева соединяемых заготовок, чтобы не допустить их перегрева и, как следствие, деформации.
Источник: http://met-all.org/obrabotka/svarka/svarka-alyuminiya-poluavtomatom.html
Выбираем аппараты для полуавтоматической сварки алюминия
Для сварки алюминия, которую вы собираетесь выполнять своими руками, очень важно правильно выбрать оборудование, позволяющее получать качественное и надежное соединение.
При выборе подходящего агрегата следует учитывать ряд параметров.
Мощность оборудования
В том случае, если варить алюминий вы собираетесь постоянно, лучше выбрать полуавтомат профессионального типа, отличающийся высокой мощностью.
Режим работы сварочного аппарата
Оптимальным по своим характеристикам является оборудование, работающее в импульсном режиме (PULSE). Использование такого полуавтомата не только обеспечивает разрушение окисной пленки и предотвращает риск прожигания соединяемых деталей, но и гарантирует получение качественного и надежного сварного шва.
Тип напряжения
Отдельные модели сварочного оборудования могут работать от обычной электросети, но более стабильную работу демонстрируют те из них, которые подключаются к трехфазной электрической сети с напряжением 380 В. Такие аппараты обеспечивают стабильность сварочной дуги и равномерность распределения нагрузки на электрическую сеть.
На выбор оборудования для выполнения сварочных работ с алюминием и сплавами на основе данного металла оказывает влияние и торговая марка, под которой оно выпускается. Среди опытных специалистов большой популярностью пользуются полуавтоматы от немецких и итальянских производителей, а также аппараты отечественного производства.
Сварка деталей из алюминия и сплавов на основе данного металла является достаточно сложным технологическим процессом, к выполнению которого следует привлекать только квалифицированных специалистов, обладающих опытом работы в данной области.
Источник: http://met-all.org/obrabotka/svarka/svarka-alyuminiya-poluavtomatom.html
Выбираем полуавтомат
Как и все инверторы, полуавтоматы делятся на три
- аппараты бытового уровня;
- инверторы среднего уровня (с импульсным режимом);
- профессиональные и промышленные модели (с импульсным режимом, водяным охлаждением и высоким ПВ).
Полуавтоматические инверторы MIG/MAG для сварки алюминия должны иметь импульсный режим. Данная функция применяется для пробития оксидной пленки на поверхности заготовок, снижает вероятность прожига и перегрев алюминия. Наличие в инверторе режима «Double pulse» позволяет добиться более качественного глубокого провара, красивой чешуйчатой формы шва и увеличенной прочности соединения.
Источник: https://www.triton-welding.ru/article.html?itemid=6
Основы техники безопасности
Обязательно следует использовать различные средства защиты дыхания, кожи и зрения. В частности, перед началом работ нужно надевать респиратор, защитную маску, специальную уплотненную одежду, которая будет предохранять поверхность кожи от попадания брызг расплавленного металла. В процессе проведения работ выделяется весьма едкий белый дым, который при попадании в органы дыхания становится причиной сильного кашля и головных болей.
Еще одним немаловажным фактором является сильное ультрафиолетовое излучение, которое возникает при проведении работ. Если не защитить от излучения кожу, буквально через несколько минут будет явно заметен так называемый эффект солярия.
Данная технология представляет собой идеальное решение в случае, если имеется необходимость наплавить металл либо заполнить значительный зазор. В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
Источник: https://instanko.ru/osnastka/svarka-alyuminiya-poluavtomatom.html
Виды проволоки
Проволока для сварки алюминия полуавтоматом является присадочным материалом. Она, в процессе сварки, плавясь, входит в состав шва. Поэтому основное требование к ее выбору — должна по химическому составу приближаться к химическому составу материала, который будет свариваться. Также ее температура плавления должна быть или такой же, как свариваемые элементы или чуть ниже.
Алюминиевая сварочная проволока для полуавтомата выпускается производителями российскими и зарубежными Ø 0,8 ÷ 3,2 мм. Сварка алюминия проволокой осуществляется марками, указанными в таблице.
| Марка по международной классификации | Отечественный аналог |
| ОК Autrod 1070 (18.01) | Св. — А85, Св.- А97, Св. — Амц |
| ОК Autrod 1450 (18.11) | Св. — 1201 |
| ОК Autrod 4043 (18.04) | Св. – АК5, Св. – АК6 |
| ОК Autrod 5183 (18.16) | Св. – АМг5 |
| ОК Autrod 5356 (18.15) | Св. – АМг3 |
Проволока для сварки алюминия полуавтоматом по еще одной распространенной классификации EN ISO 18273 может иметь маркировку ER 4043, ER 5356. Это чаще всего используемые присадочные материалы для сварки литейных сплавов типа АД31, АД33и АД35, если им не нужна операция анодирования. Поставляется в бухтах или на кассетах разного веса.

Сварка алюминия полуавтоматом без газа ведется с применением порошковой проволоки, ее еще называют самозащитной. Имеет трубчатую конструкцию внутри которой находится порошкообразный наполнитель. Он одновременно выполняет несколько функций — раскисляет, легирует, защищает от вредного воздействия воздуха, формирует шов и т. д.
Выбор диаметра и марки самозащитной проволоки зависит от толщины изделий, которые будут свариваться и состава алюминиевого сплава.
Источник: https://instanko.ru/osnastka/svarka-alyuminiya-poluavtomatom.html
Начало и окончание шва
При газоэлектрической сварке нередко приходится уделять особое внимание началу шва и его окончанию. В начале сварного шва всегда имеется участок выхода на стационарный режим сварки, где некоторые параметры свайки и сварного шва еще не достигли своего оптимального или расчетного значения, а значит, и качество сварного соединения не отвечает заданному. При окончании шва также есть участок, где незаверенный или плохо заваренный кратер представляет собой дефект, устранить который повторным переплавлением невозможно.
Следовательно, во всех случаях по возможности нужно предусматривать вывод начала и окончания шва за пределы сварного соединения на специальные технологические планки. Планки для начала и окончания шва приваривают к собранным под сварку деталям полуавтоматической или ручной сваркой. Они должны иметь ту же разделку, что и свариваемые детали. Зазор между планкой и деталью не должен превышать 0,3—0,5 мм. Если начало и окончание шва вывести за пределы сварного соединения невозможно (кольцевые и круговые швы; непредвиденные остановки), то необходимо заранее предусмотреть способы устранения дефектов в начале и в конце шва. При сварке неплавящимся электродом наиболее характерным дефектом начала шва являются вольфрамовые включения, образующиеся в момент возбуждения дуги. Поэтому целесообразно возбуждать дугу на металлической или графитовой пластине, а затем дугу переводить на стык, а пластину убирать.
Окончание сварки необходимо осуществлять так, чтобы избежать появления кратера. При ручной сварке это достигается постепенным увеличением скорости сварки при одновременном удлинении дуги до обрыва. Для заварки кратера при автоматической сварке неплавящимся электродом требуется, как правило, специальное устройство в схеме управления сварочным током. Известны, например, резисторные, тиратронные, тиристорные и другие схемы плавного уменьшения сварочного тока.
При сварке плавящимся электродом начало и окончание шва, не выведенные на технологические планки, должны быть удалены и повторно переплавлены.
Источник: https://instanko.ru/osnastka/svarka-alyuminiya-poluavtomatom.html
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Источник: https://instanko.ru/osnastka/svarka-alyuminiya-poluavtomatom.html
Количество использованных доноров: 5
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/svarka-alyuminiya-poluavtomatom.html: использовано 1 блоков из 6, кол-во символов 2478 (9%)
- https://instanko.ru/osnastka/svarka-alyuminiya-poluavtomatom.html: использовано 6 блоков из 14, кол-во символов 7071 (27%)
- https://svarkaprosto.ru/tehnologii/kak-varit-alyuminij-poluavtomatom: использовано 2 блоков из 7, кол-во символов 1043 (4%)
- http://met-all.org/obrabotka/svarka/svarka-alyuminiya-poluavtomatom.html: использовано 5 блоков из 6, кол-во символов 10358 (39%)
- https://www.triton-welding.ru/article.html?itemid=6: использовано 5 блоков из 6, кол-во символов 5635 (21%)