Самым распространённым видом контактной сварки – точечная сварка (ТС).
С ее помощью оперативно и качественно соединяют листовой металл небольших толщин.
В данной статье опишем, что такое ТС, методы и изъяны таких работ при неверном выполнении.
Источник: https://prosvarku.info/tehnika-svarki/vse-o-tochechnoj-svarke
Содержание
- 1 Общие сведения
- 2 Принцип работы аппаратов контактной сварки
- 3 Преимущества и недостатки
- 4 Оборудование и материалы для точечной сварки
- 5 Расходные материалы сварочного аппарата
- 6 Технология контактной сварки
- 7 Виды контактной сварки
- 8 Техника безопасности при точечной сварке
- 9 Процесс сварки
- 10 Дефекты ТС
- 11 Дефекты и причины их возникновения при точечной сварке
- 12 Подытожим
- 13 Покупать или сделать своими руками?
Общие сведения
При точечной контактной сварке прочность соединения определяется размером и структурой сварной точки. Это, в свою очередь, зависит от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. Производительность точечной сварки может достигать 600 соединений в 1 минуту. Применяется для соединения тончайших деталей (от 0,02 мкм) электронных приборов, для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле-, самолёто- и судостроении, в сельскохозяйственном машиностроении и других отраслях промышленности.
Частным случаем этого вида сварки является точечная конденсаторная сварка.
Источник: https://ru.wikipedia.org/wiki/%D0%A2%D0%BE%D1%87%D0%B5%D1%87%D0%BD%D0%B0%D1%8F_%D0%BA%D0%BE%D0%BD%D1%82%D0%B0%D0%BA%D1%82%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Это интересно: Что такое ММА сварка и каковы ее особенности? (видео)
Принцип работы аппаратов контактной сварки
 Такие аппараты могут быть подвесными, стационарными и переносными, в зависимости от условий производства. Чаще всего аппараты имеют очень узкую специализацию, но есть и универсальные.
Такие аппараты могут быть подвесными, стационарными и переносными, в зависимости от условий производства. Чаще всего аппараты имеют очень узкую специализацию, но есть и универсальные.
Электроконтактная сварка требует определенной подготовки, поэтому чаще всего применяется в промышленности. Реже используется ручная контактная сварка, подобные аппараты можно встретить в автомастерских и на стройплощадках.
Внутреннее устройство:
- Механическая часть кроме электродов включает элементы для сжатия соединяемых поверхностей, роликов. На стационарных аппаратах для создания необходимого давления и проката изделия часто используется гидравлика.
- Электрическая часть состоит из сварочного трансформатора, прерывателя первичной цепи и других элементов, необходимых для подачи тока к месту соединения и создания необходимого напряжения в режиме переменного или постоянного тока.
- В сложных современных аппаратах много электроники, позволяющей использовать различные режимы контактной сварки и регулировать мощность подаваемого тока и другие параметры.
В зависимости от области применения основные элементы могут иметь различную конструкцию.
Контактная сварка имеет некоторые ограничения по свариваемым металлам. Металлы небольшим переходным электрическим сопротивлением плохо поддаются сварке с помощью электрического тока.
Поэтому контактная сварка меди применяется редко – это очень энергозатратный и не самый эффективный метод соединения медных деталей.
Источник: https://metallmaster.org/svarochnoe-oborudovanie/kontaktnaya-svarka.html
Преимущества и недостатки
Как и для всех видов технологических операций, контактная сварка имеет свои преимущества и ограничения. Начнем с преимуществ:
- Cварка проводится тремя способами, которые увеличивают функциональность метода: рельефная; шовная (может выполняться как контактная стыковая сварка); точечная;
- Возможно соединение элементов неодинаковой толщины;
- Возможность соединения сплавов с различным химическим составом;
- Возможность менять мощность и временные режимы контактной сварки;
- Шов выдерживает высокие нагрузки на разрыв, динамические, давление (стыки рельс, паровых котлов);
- Благодаря очень высокой производительности (1точка – 0,02-1 сек) сварка применяется в потоке на производстве;
- Автоматизация производства и снижение человеческого фактора;
- Большая вариантность исполнения сварочных агрегатов:
- стационарные;
- подвесные (клещи);
- передвижными.
- Не требуется проводить предварительные работы; нагрев заготовки, погружение в защитную атмосферу и т.д.;
- Высокая экологичность.
Тем не менее, контактная сварка имеет свои минусы, сводятся они, в основном к организационным вопросам и стоимости технологической операции. Недостатки контактной сварки:
- Соединение происходит на ограниченной площади;
- Высокая стоимость оборудования;
- Узкая специализация машин;
- Высокая мощность питания эл.станций;
- Жесткие требования на допуски (толщина стенок, диаметр).
Источник: https://svarkaipayka.ru/tehnologia/termomehanicheskaya/kontaktnaya-svarka.html
Оборудование и материалы для точечной сварки
Чтобы варить точками необходимы:
- аппарат для точечной сварки;
- свариваемые зачищенные детали;
- для защиты деталей от коррозии можно применять токопроводящий грунт или мастику.
Источник: https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka
Расходные материалы сварочного аппарата

Самый важный элемент сварочного аппарата – электроды или сварочная проволока. В процессе располагаются с одной или обеих сторон соединяемых деталей.
Односторонняя контактная сварка считается менее эффективной, ее применяют, когда нет возможности подвести электроды с двух сторон соединяемых деталей.
В этом случае ток замыкается по контуру поверхностей. Электроды в разных аппаратах имеют разнообразную форму, в зависимости от назначения оборудования.
Чаще всего используются неплавящиеся электроды, они изготавливаются из металлов, температура плавления которых выше, чем температура плавления соединяемых металлов.
При работе с подобными аппаратами используется припой для контактной сварки, чаще всего – медные, бронзовые сплавы с добавлением других металлов.
Изготовленные из тех же металлов, бронзовые, медные электроды для контактной сварки используются в аппаратах с расплавляемыми электродами, но такие выпускаются довольно редко.
Источник: https://metallmaster.org/svarochnoe-oborudovanie/kontaktnaya-svarka.html
Это интересно: Ручная электродуговая сварка — особенности применения
Технология контактной сварки
Простая, на первый взгляд, технология контактной сварки состоит из ряда процедур, обязательных к выполнению. Достичь качественного соединения можно только в случае соблюдения всех технологических особенностей и требований процесса.
Сущность процесса
Для начала стоит разобраться, как работает данная система?
Суть электроконтактной сварки это два неразрывных физических процесса – нагрев и давление. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла. Чтобы обеспечить достаточное выделение тепла сила тока должна достигать нескольких тысяч или даже десятков тысяч ампер. Одновременно с этим на деталь воздействует некоторое давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов.
Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально. По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
Подготовка поверхностей
Существует множество технологий, которые позволяют обработать поверхность перед использованием контактной сварки. Сюда относят:
- зачистку от грубых загрязнений;
- обезжиривание;
- снятие оксидной пленки;
- сушку;
- пассирование и нейтрализацию.
Порядок и сами технологии обуславливаются конкретным процессом и видом заготовок.
В целом, перед началом сваривания поверхность должна:
- обеспечивать минимальное сопротивление между деталью и электродом;
- обеспечивать равное сопротивление на всей протяженности контакта;
- свариваемые детали должны иметь гладкие поверхности без выпуклостей и впадин.
Машины для контактной сварки
Оборудование для контактной сварки бывает:
- неподвижным;
- передвижным;
- подвешенным или универсальным.
Разделяют сварки по роду тока на постоянного и переменного тока (трансформаторные, конденсаторные). По способам сваривания бывают точечные, шовные стыковые и рельефные, о которых мы поговорим чуть ниже.

Оборудование может быть как стационарным, так и переносным
Все сварочные устройства точечной сварки состоят из трех частей:
- электросистемы;
- механической части;
- водяного охлаждения.
Электрическая часть отвечает за расплавление деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы. Механическая составляющая представляет собой пневматическую или гидравлическую систему с различными приводами. Если установлен только привод сжатия, то перед нами точечная разновидность, шовные имеют еще и ролики, а стыковые систему сжатия и осадки изделий. Водяное охлаждение состоит из первичного и вторичного контура, разводящих штуцеров, шлангов, вентилей и реле.
Электроды для контактной сварки
В данном случае электроды не только замыкают электрический контур, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, в ряде случаев помогают передвигать заготовку (роликовые).

Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Такое использование обуславливает ряд жестких требований, которым должны соответствовать электроды. Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2. Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ. Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
Источник: https://svarkagid.ru/tehnologii/vidy-kontaktnoj-svarki.html
Виды контактной сварки
Электрическая контактная сварка подразделяется на несколько видов, в зависимости от характера сварного шва и ведения технологической операции:
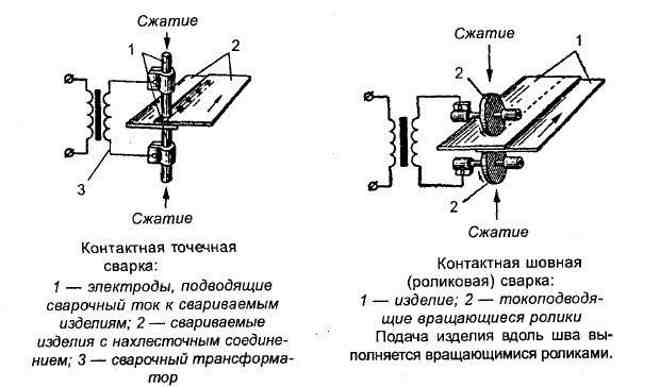
Контактная точечная сварка — две плоскости соединяются отдельными, точечными касаниями равными по площади сечению электродов, которые одновременно работают на сжатие и являются источником тока. Может выполняться как двух, так и односторонняя контактная точечная сварка,
- Рельефная — технология аналогична контактной сварке; но с отличием в конфигурации рабочего края. Для этого метода подготавливают выступы, форма и размер, которых и определяют сварное соединение;
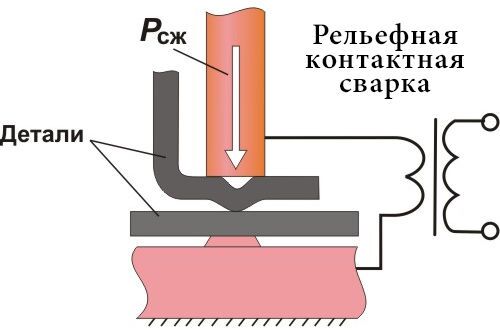
Схема рельефной контактной сварки
- Контактная шовная (роликовая) сварка — представляет собой цельный шов, состоящий из множества отдельных точек, Сила сжатия передается валками, через которые проходят сварные плоскости. В зависимости от скорости прохождения через валки и периодичности подачи тока, шов разделяется на: непрерывный, прерывистый и шаговый;
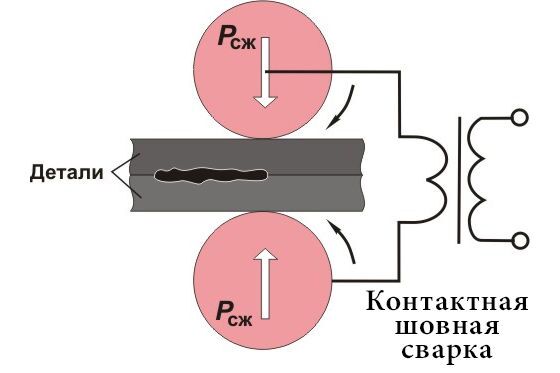
Контактная шовная сварка
- Стыковая контактная сварка — позволяет соединить заготовки большого сечения и легированных сплавов, плохо поддающиеся свариванию. Зажатые в электродах–держателях, заготовки нагреваются и осевым смещением соединяются. Сварка таких поверхностей может происходить дополнительно с помощью трения.
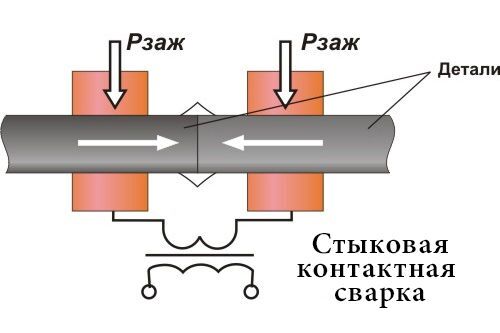
Стыковая контактная сварка
Разновидности контактной сварки определяются узкой специализацией, и, соответственно конструкцией машин. Проводятся по методу сопротивления и оплавления (с нагревом и без). Метод сопротивления используется для малогабаритных деталей, с максимальной площадью сечения 200 мм². Контактная сварка методом оплавления способна прочно соединить более крупные изделия. Наиболее востребована контактная сварка:
- профлиста (строительные кровельные работы, декоративные);
- труб (для давления любой силы, для работы в агрессивных средах и т.д.);
- меди (ЖД рельс, автомобильном транспорте, элементов машин).
Характеристики контактной сварки
Для исключения деформации в свариваемых изделиях необходимо соблюдать требования «контактная точечная сварка ГОСТ 15878-79». Существует закономерность между размером электрода, силой и временем подаваемого тока, силой давления и толщиной свариваемого изделия. Обозначение контактной сварки на чертеже не указывает на методы и условия. Параметры приведены в таблице.
|
Толщина детали (мм) |
Размеры электродов (ММ) | Ток | t тока | F эл-ов | ||
| D | d3 | R | кА | сек | кг*с | |
|
0.5 |
12 | 4 | 25-50 | 5,5-6 | 0,08-0,1 | 120-180 |
| 1.0 | 12 | 5 | 75-100 | 7,5-8 | 0,12-0,16 |
250-300 |
|
1.5 |
16 | 7 | 100-150 | 10,5-11,5 | 0,16-0,22 | 400-500 |
| 2.0 | 20 | 8 | 100-150 | 13-15 | 0,18-0,24 |
600-700 |
|
3.0 |
25 | 10 | 150-200 | 20-22 | 0,24-0,3 |
900-1000 |
|
4.0 |
25 | 12 | 200-250 | 23-25 | 0,4-0,56 |
1300-1500 |
При этом область применения контактной сварки не ограничивается ни маркой стали, ни способами, которыми она будет проводиться.
Технология сварки
Контактная сварка очень практичный современный метод, но здесь важно учитывать временные интервалы при нагреве и охлаждении.
«Важно!
Если сильно расплавить зоны, то при быстром отведении тепла от расплава, образуется нежелательная структура, которая делает шов хрупким.»
Поэтому нагрев должен быть кратковременным и быстрым, ровно таким, чтобы при дополнительном механическом воздействии, произошло взаимодействие на молекулярном уровне. Контактная стыковая сварка может осуществляться спец электродами по окружности.
Быстрому отведению тепла способствуют низкие температуры, при которых проводится контактная сварка, поэтому желательно технологическую операцию проводить в теплом помещении, и, обеспечить медленное охлаждение, вне зависимости от того, какие виды контактной сварки применяются.
Виды аппаратов
Аппараты для контактной сварки подходят одновременно для шовного, стыковочного и точечного соединения. Форма шва зависит от типа электродов, которые выпускаются в различных вариантах. Сварочные агрегаты по мощности и назначению разделяются на:
- Стационарные – представляют собой тяжелые станки, со встроенным трансформатором и конденсатором, предназначены для контактной сварки с применением большого давления. У них сверхбольшая производительность, но ограниченный функционал. Как правило, используются на предприятиях и участвуют в поточных технологических линиях: контактной стыковой сварке, контактная точечная сварка или шовной.
Стационарные аппараты контактной сварки
- Ручные полуавтоматы – используются для штучных работ, где прижимное усилие обеспечивают клещи. Контактная сварка полуавтоматом эффективно используются в частных мастерских, для бытовых нужд, где производительность заменяется увеличенным функционалом. Их вес составляет всего 15 кг. У таких аппаратов толщина свариваемого слоя ограничивается мощностью трансформатора.

Ручные аппараты контактной сварки
По конструкции агрегаты разделяются на:
- специализированные;
- подвесные — дополнительно на:
- автоматы,
- полуавтоматы.
По типу вырабатываемой электроэнергии агрегат разделяется:
- переменным током;
- низкочастотный;
- конденсаторные;
- постоянным током, — наиболее распространены аппараты переменного тока и конденсаторного.
Устройство работы аппаратов для точечной сварки
Принцип работы контактной сварки основан на эффекте короткого замыкания.
Наиболее экономичный и эффективный из аппаратов относится к конденсаторному типу. Каждый из них рассчитан на конкретный вид нагрузок, а его мощность определяется мощностью трансформатора и емкостью конденсаторов, в которых аккумулируется электроэнергия, т.е. происходит зарядка.
«Обратите внимание!
Мгновенная разрядка конденсатора, при которой происходит контактная точечная сварка, позволяет выдать силу тока большой величины, используя обычную сетевую мощность.»
Расход энергии всегда равномерный, что обеспечивает стабильный результат.
Сварочные материалы
Контактная точечная сварка применяется для соединения низкоуглеродистых, низколегированных сталей, а также цветных сплавов на медной, хромоникелевой, алюминиевой основе. Это рельсы, полые трубы, пруты и полосы, используемые в ответственных узлах деталей конструкций и агрегатов под различными видами давления. Позволяет соединять тонкие листы аустенитной стали.
Техника безопасности
Агрегаты, которыми проводится контактная сварка, выполнены в закрытом безопасном корпусе, и в таком виде должен эксплуатироваться. Перед началом работ необходимо проверить правильность соединения электродов, цельность обмотки проводов, работоспособность блокировок и аварийных выключателей.
В течение все работы необходимо использовать защитные очки, перчатки и диэлектрические коврики и обувь. В мастерской должна находиться аптечка с такими препаратами как пантенол, капли для глаз.
Дефекты точечной сварки
При правильно выполненной работе, контактная сварка не имеет дефектов, присущих остальным видам сварки. Но при несоблюдении требований ГОСТ, использовании не соответствующей силы тока, возникают следующие виды брака:
- непровар;
- трещины;
- разрывы у кромок нахлестки;
- следы от электродов;
- внутренний/ наружный выплеск металла;
- смещение ядра;
- прожог.
Особенности контактной сварки позволяют исправить нескорые дефекты, высверлив их и поставив на их место заклепку или исправить недочет повторной сваркой.
Заключение
Контактная сварка это универсальный метод, позволяющий соединить практически все виды черных и цветных сплавов, а также заготовок различных размеров сечения и толщины. Достигается это благодаря большой вариантности изготовления сварочных аппаратов по мощности, форме электродов и принципу соединения.
Способ контактной точечной сварки настолько прост, что умельцы собирают аппараты буквально из подручных средств, и проводят ее в домашних условиях. Для этого достаточно знать элементарные законы физики и строения металлов. Контактная сварка еще не раскрыла полностью своих возможностей и пределов развития.
Источник: https://svarkaipayka.ru/tehnologia/termomehanicheskaya/kontaktnaya-svarka.html
Техника безопасности при точечной сварке
Главное при использовании аппаратов точечной сварки — соблюдение правил электробезопасности. При эксплуатации техники не должно быть оголенных контактов, нарушений изоляции кабелей. Все контакты при подключении аппарата к сети должны соответствовать номинальным параметрам, обязательно применение дифавтоматов и заземления.
При удерживании металлов используйте диэлектрические перчатки, рукоять клещей должна быть надежно заизолирована.
Средства защиты
Стандартный набор сварщика вполне подойдет для работы с точечной сваркой. Плотная роба, хлопчатобумажные или спилковые перчатки, прозрачный щиток или очки, респиратор или вытяжка — вот весь набор средств защиты.
Меры безопасности
Всегда проверяйте оборудование перед началом работ! Детали корпуса должны быть надежно заземлены, ручки и держаки — заизолированы.
Обслуживание и перенастройка аппарата производится в выключенном состоянии.
Педаль или кнопка управления должна находиться в удобном месте.
Сварщик должен прочно держать заготовку или инструмент, твердо и устойчиво стоять.
Источник: https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka
Процесс сварки

Независимо от применяемой технологии сварка производится в несколько этапов:
- Соединяемые поверхности обрабатываются, чтобы получить более точное соприкосновение деталей. Электрическое напряжение на всей поверхности деталей должно быть одинаковым. Для этого поверхности делают как можно более ровными, обрабатывая их механически, с помощью травления, зачистки, рихтовки или обезжиривания.
- Затем детали зажимаются специальным механизмом или просто прижимаются в ручную – в этом случае качество шва будет ниже из-за недостаточного давления. Давление усиливает диффузию металла и позволяет создать однородный прочный шов.
- На соединяемые поверхности подается электрический ток, тепловая энергия расплавляет нужный участок металла, образуя жидкое ядро, в котором образуются связи между поверхностями. Давление, оказываемое на металл, препятствует выплескиванию жидкого ядра за пределы рабочей зоны.
- После выключения тока жидкое ядро остывает, образуя сварочный шов. По прочности он при соблюдении технологии не уступает металлу соединяемых деталей.
Для работы с тугоплавкими и мягкими металлами лучше использовать плазменный аппарат. Такой аппарат для плазменной сварки способен работать с любыми металлами и поверхностями.
Нужно провести сварочные работы в домашних условиях? Узнайте из этой публикации можно ли пользоваться сварочным аппаратом дома.
В процессе проведения таких работ не забывайте о защите глаз. Детальнее про выбор маски сварщика хамелеон можно прочитать тут.
Разные металлы требуют обработки по специальной технологии, например, поверхности алюминиевых деталей нужно обрабатывать не ранее, чем за 10 часов до процедуры соединения.
Контактная сварка очень широкого применяется в промышленности, когда надо соединить множество однотипных деталей, для решения многих задач это один из самых экономичных и эффективных способов.
Основные плюсы такого метода: высокая производительность, возможность автоматизации и роботизации с относительно небольшими затратами и высокое качество самих соединительных швов, дающее возможность интенсивно использовать готовое изделие.
Источник: https://metallmaster.org/svarochnoe-oborudovanie/kontaktnaya-svarka.html
Дефекты ТС

При наличии знаний и опыта ТС получиться хорошего качества. Учитывая простоту работы с ней — освоить азы достаточно легко.
Но если допускать ошибки или работу человеку, не имеющему хотя бы небольшого опыта, возможен брак. Он образуются на самих заготовках, а не в сварочном месте.
Есть несколько типов дефектов. К примеру:
- центр в итоге огромный;
- центр в итоге очень маленький;
- центр смещен в право или лево от стыка.
Также когда интервал между точками большой, шов не получается сплошным. А в случае неверно подобранным параметров на агрегате детали сильно деформируются. Самый страшный брак — не проваренный центр, а и отсутствие такового.
Малые нагрузки деталь может выдержать, но через некоторое время все равно сломается. Такой дефект не сразу заметен, а проявиться он может, например, при перепадах температур (теплый цех – холодная улица).
Можно допустить ошибки и это не спровоцирует поломку, но это не везение. В том самом месте непроверенного центра или другой деформации уже образуется коррозия, пока не видна на первый взгляд. Все дело во времени до полного разрушения конструкции.
Для правильного выполнения ТС рекомендуем:
- точку сваривания размещать посередине стыка;
- контролируйте размер литого центра;
- убедитесь в отсутствие шлака, трещин;
- не давайте большого напряжения.
Больше практики и вы справитесь. Только опыт поможет понять тонкости точечной сварки.
Источник: https://prosvarku.info/tehnika-svarki/vse-o-tochechnoj-svarke
Дефекты и причины их возникновения при точечной сварке
Несмотря на технологичность, точечная сварка требует точных настроек и постоянного контроля за качеством на производстве. Среди дефектов можно выделить:
- Прожог. Он выглядит как отверстие в обеих деталях, сплавленные края легко отрываются.При слишком высокой силе тока, большой длительности импульса или избыточной силе сжатия металл перегревается и стекает. Для снижения риска прожога стоит снизить силу тока или прижима.
- Выплески. При сильном сжатии или долговременном слабом импульсе металл выходит из расплавленного ядра, на его месте образуется пустота. При работе выплески выглядят как искры, вылетающие из точек. До известного предела выплеск не вредит, так как компенсируется сжатием деталей, но точка будет менее надежной — толщина вокруг точки неизбежно уменьшается.
- Непровар. Слабый импульс, недостаточная сила сжатия, ослабление клещей при сваривании приводят к непрогреву ядра. Такая точка будет «склеена», но при нагрузке оторвется. Непровар может возникнуть, если сварные точки расположены рядом — соседняя точка выступает шунтом, через который проходит часть электрической энергии. Соответственно, она не будет затрачена на расплав металла.
- Уменьшение диаметра сварки. Если импульс будет коротким или детали не будут прилегать плотно, образуется недостаточная площадь расплава. В этом случае в одной точке может быть один или несколько микрорасплавов, которые в сумме значительно слабее монолитной точки.
Трещины и разрушение основного металла. Возникают в случае отсутствия сжатия, близости точки к краю нахлесточной полосы, грязном металле. Визуально при помощи увеличительного стекла этот дефект обнаружить легко.
Исправление дефектов сварки
Диагностика точечной сварки довольно сложная процедура. Привычные ультразвуковые методы исследования не дают точной картины, поэтому на производствах с автоматизацией проводят тесты с разрушением контрольных образцов.
Выявленные дефекты исправляются следующими методами:
- повторным провариванием точкой;
- высверливание и последующая сварка полуавтоматом;
- наружные выплески поддаются зачистке;
- проковка горячей точки;
- установка сварной или вытяжной заклепки.
Источник: https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka
Подытожим
Точечная сварка — удобная и простая в работе. Не предусматривает использование проволоки или флюса. Существует широкий выбор аппаратов для сварки.
Как для ручной, так и для автоматической работы еще и разного бюджета. В интернете вы можете найти детальное видео о создании ТС своими руками.
Для ее конструирования не понадобятся особые знания, хватит минут 15 вашего времени и агрегат будет готов. Удачи!
Источник: https://prosvarku.info/tehnika-svarki/vse-o-tochechnoj-svarke
Покупать или сделать своими руками?
Несмотря на распространенность технологии, стоимость профессионального оборудования довольно высока. Поэтому среди домашних мастеров ходят схемы самостоятельного изготовления устройства для точечной сварки из простейшего трансформатора и механических клещей. Сделать своими руками можно как мощный аппарат для соединения 4-5 мм металла, так и ювелирный прибор, способный помочь радиомеханику. Ручная работа в гараже не требует дорогого оборудования.

Самодельный аппарат точечной сварки
Такой аппарат вполне способен варить неответственные стыки. Если же от прочности сварки зависит жизнь человека (например, кузовной ремонт), лучше приобрести заводское устройство машинной точечной сварки с пневматическим приводом клещей и настраиваемым контроллером или применить другие виды сварки.
Качество изготовления заводских аппаратов выше, они рассчитаны под конкретные задачи, прочность соединений выше, присутствует техника безопасности. Эти аппараты позволяют варить много, и настроены на работу на производствах.
Источник: https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka
Количество использованных доноров: 7
Информация по каждому донору:
- https://ru.wikipedia.org/wiki/%D0%A2%D0%BE%D1%87%D0%B5%D1%87%D0%BD%D0%B0%D1%8F_%D0%BA%D0%BE%D0%BD%D1%82%D0%B0%D0%BA%D1%82%D0%BD%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0: использовано 1 блоков из 5, кол-во символов 731 (2%)
- https://svarkagid.ru/tehnologii/vidy-kontaktnoj-svarki.html: использовано 2 блоков из 5, кол-во символов 4318 (14%)
- https://svarka-weld.ru/kontaktnaya-tochechnaya-svarka-principy-sposoby-raboty-i-ee-vidy: использовано 1 блоков из 4, кол-во символов 1002 (3%)
- https://svarkaipayka.ru/tehnologia/termomehanicheskaya/kontaktnaya-svarka.html: использовано 2 блоков из 3, кол-во символов 8920 (28%)
- https://svarkaprosto.ru/tehnologii/chto-takoe-tochechnaya-svarka: использовано 5 блоков из 8, кол-во символов 7902 (25%)
- https://prosvarku.info/tehnika-svarki/vse-o-tochechnoj-svarke: использовано 5 блоков из 6, кол-во символов 4336 (14%)
- https://metallmaster.org/svarochnoe-oborudovanie/kontaktnaya-svarka.html: использовано 3 блоков из 5, кол-во символов 4539 (14%)