Качество сварного шва напрямую влияет на надежность всего элемента, особенно это важно для деталей испытывающих повышенные или несущие нагрузки. Поэтому, для контроля качества, после основных работ проводится проверка с целью выявить дефекты. Существует множество способов диагностики, которые разделяют на
- разрушающие
- неразрушающие.
Первые подразумевают механическое или другое воздействие на сварной шов, с целью выявить его погрешности. При этом часть или весь сваренный участок теряет свои конструктивные свойства.
По этой причине более популярными и целесообразными считаются неразрушающие методы контроля сварных швов, которые мы рассмотрим далее.
Источник: https://svarkagid.ru/tehnologii/metody-kontrolya-svarnyh-shvov.html
Содержание
- 1 Содержание
- 2 Разрушающие методы контроля сварных соединений
- 3 Методы контроля проникающими веществами
- 4 Методы неразрушающего контроля
- 5 Визуально-измерительный контроль сварки внешним осмотром
- 6 Устранение дефектов сварки
- 7 Ультразвуковая дефектоскопия сварных швов
- 8 Магнитная дефектоскопия сварных соединений
Содержание
К неразрушающим методам контроля сварных соединений относятся контроль внешним осмотром и различные виды дефектоскопии. Неразрушающий контроль основан на получении информации о контролируемых материалах с помощью электромагнитных и акустических полей, а также от проникающих в металл изделия различных веществ.
Для выявления внутренних сварных дефектов широко используют дефектоскопию рентгеновскими лучами, дефектоскопию гамма-излучением, ультразвуковую дефектоскопию, магнитные методы дефектоскопия (например, магнитопорошковая дефектоскопия), контроль шва на проницаемость (в том числе, метод капиллярной дефектоскопии), вакуумную дефектоскопию.
Источник: https://taina-svarki.ru/kachestvo-i-kontrol-svarki/kontrol-svarnyh-soedineniy/metody-nerazrushayushchego-kontrolya-svarki.php
Внешний осмотр
Всякий контроль сварных соединений начинается с внешнего осмотра, с помощью которого можно выявить не только наружные дефекты, но и некоторые внутренние. Например, разная высота и ширина шва и неравномерность складок свидетельствуют о частых обрывах дуги, следствием которых являются непровары.
Перед осмотром, швы тщательного очищаются от шлака, окалины и брызг металла. Более тщательная очистка в виде обработки шва промывкой спиртом и травлением 10%-ным раствором азотной кислоты придает шву матовую поверхность, на которой легче заметить мелкие трещины и поры. После использования кислоты нужно не забыть удалить ее спиртом во избежание разъедания металла.
Визуальный контроль сварных соединений выявляет, прежде всего, наружные дефекты — геометрические отклонения шва (высоты, ширины, катета), наружные поры и трещины, подрезы, непровары, наплывы.
Для эффективности контроля используют дополнительное местное освещение и лупу с 5-10 кратным увеличением. Лупа — очень полезный инструмент в данном случае, она помогает выявить многие дефекты, которые нельзя рассмотреть невооруженным глазом — тонкие волосяные трещины, выходящие на поверхность, пережег металла, малозаметные подрезы. Она позволяет также проследить, как ведет себя конкретная трещина в процессе эксплуатации — разрастается или нет.
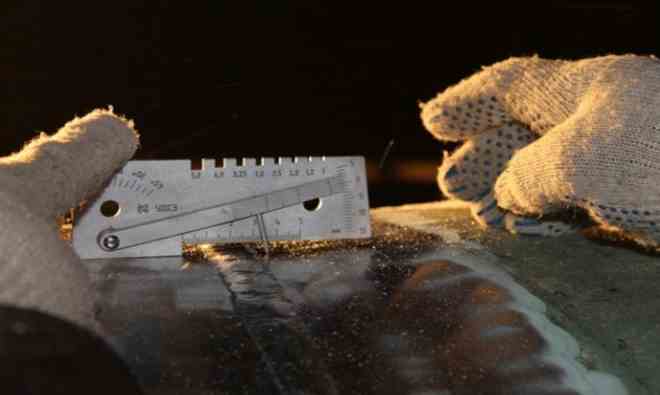
При внешнем осмотре применяется также измерительный инструмент для замера геометрических параметров сварного соединения и дефектов — штангенциркуль, линейка, различные шаблоны.
Источник: http://tool-land.ru/kontrol-svarnykh-shvov.php
Капиллярный контроль
Капиллярный контроль основан на капиллярной активности жидкостей — их способности втягиваться, проникать в мельчайшие каналы (капилляры), имеющиеся на поверхности материалов, в том числе поры и трещины сварных швов. Чем выше смачиваемость жидкости и чем меньше радиус капилляра, тем больше глубина и скорость проникновения жидкости.
С помощью капиллярного контроля можно контролировать материалы любого вида и формы — ферромагнитные и неферромагнитные, цветные и черные металлы и их сплавы, керамику, пластмассы, стекло. В основном, капиллярный метод применяют для обнаружения невидимых или слабовидимых невооруженным глазом поверхностных дефектов с открытой полостью. Однако с помощью некоторых материалов (керосина, например) можно с успехом обнаруживать и сквозные дефекты.
Для капиллярного контроля разработан ГОСТ 18442-80 «Контроль неразрушающий. Капиллярные методы. Общие требования».
Контроль сварных швов с помощью пенетрантов. К наиболее распространенным способам контроля качества сварных швов с использованием явления капиллярности относится контроль пенетрантами (англ. penetrant — проникающий) — веществами, обладающими малым поверхностным натяжением и высокой световой и цветовой контрастностью, позволяющей легко их увидеть. Сущность метода состоит в окраске дефектов, заполненных пенетрантами.
Пенетрант для контроля сварных швов
Существуют десятки рецептур пенетрантов, обладающих различными свойствами. Есть пенетранты на водной основе и на основе различных органических жидкостей (керосина, скипидара, бензола, уайт-спирита, трансформаторного масла и пр.). Последние (на основе различных органических жидкостей) особенно эффективны и обеспечивают высокую чувствительность выявления дефектов.
Если в рецептуру пенетрантов входят люминесцирующие вещества, то их называют люминесцентными, а способ контроля — люминесцентной дефектоскопией. Наличие таких пенетрантов в трещинах определяется при облучении поверхности ультрафиолетовыми лучами. Если в состав смеси входят красители, видимые при дневном свете, пенетранты называются цветными, а метод контроля — цветной дефектоскопией. Обычно в качестве красителей используются вещества ярко-красного цвета.
У разных пенетрантов разная чувствительность. Самые чувствительные (1-й класс чувствительносьи) способны выявлять капилляры с поперечным размером 0,1-1 мкм. Верхний предел капиллярного метода — 0,5 мм. Глубина капилляра должна быть минимум в 10 раз больше ширины.
Пенетрант может храниться в любой емкости и наноситься на контролируемый шов любым способом, но наиболее удобная форма выпуска — аэрозольные баллончики, с помощью которых смесь распыляется на поверхность металла. Обычно в комплект средства контроля швов входят три баллончика:
- сам пенетрант;
- очиститель, предназначенный для очистки поверхности от загрязнений перед проведением контроля и удаления излишков пенетранта с поверхности перед проявлением;
- проявитель — материал, предназначенный для извлечения пенетранта из дефекта и создания фона, для образования четкого индикаторного рисунка.
Баллончики могут быть разборными, позволяющими заряжать их на специальном зарядном стенде, входящем в комплект.
Методы контроля сварных соединений с использованием разных пенетрантов могут незначительно отличатся друг от друга, но в основном они сводятся к трем операциям — очистке поверхности, нанесению на неё пенетранта и проявлению дефектов с помощью проявителя. В деталях это выглядит следующим образом.
Контроль сварных соединений пенетрантом: 1 — очищенная поверхность с трещиной, 2 — нанесенный на поверхность пенетрант (пенетрант заполнил трещину), 3 — очищенная от пенетранта поверхность (пенетрант остался в трещине), 4 — нанесенный на поверхность проявитель (проявитель вытягивает пенетрант из трещины на поверхность, и может создавать светлый фон)
Поверхность шва и околошовной зоны очищается от загрязнения, обезжиривается и сушится. При очистке важно не внести в дефекты новых загрязнений, поэтому механический способ очистки, при котором повреждения могут забиться посторонними включениями, использовать нежелательно. Обычно рекомендуется заканчивать операцию очистки очистителем, идущим в комплекте, — протерев им поверхность материалом не оставляющим волокон. Если сварной шов перед контролем подвергался травлению, травящий состав нужно нейтрализовать 10-15% раствором соды (Na2CO3).
При контроле в условиях минусовых температур (если свойства используемого пенетранта допускают это), поверхность изделия рекомендуется протереть чистой тканью, смоченной в этиловом спирте.
Затем на поверхность распыляют пенетрант и дают выдержку в течение 5-20 минут (в соответствии с инструкций для конкретного состава). Это время необходимо на проникновение жидкости в имеющиеся дефекты.
После выдержки излишки пенетранта удаляются с поверхности. Способ удаления может различаться в зависимости от используемого состава. Водорастворимые смеси удаляют тканью без волокон, смоченной в воде, но обычно излишки пенетранта удаляются очистителем, входящим в состав комплекта. Независимо от способа удаления, нужно добиться того, чтобы поверхность была полностью очищена от препарата.
В заключительной стадии операции, из третьего баллончика наносится индикаторная жидкость, которая вытягивает пенетрант из полостей дефектов по принципу промокашки, отображая их расположение и форму в виде цветового рисунка. В случае необходимости, при осмотре применяют лупу с двукратным увеличением.
Контроль сварных швов пенетрантом
Проверка качества сварных швов с использованием пенетрантов имеет как достоинства, так и недостатки. В числе первых — простота использования, высокая чувствительность и достоверность обнаружения дефектов, многообразие контролируемых по виду и форме материалов, высокая производительность, относительная дешевизна. К основным недостаткам относится возможность обнаружения только поверхностных дефектов, необходимость тщательной очистки шва, невозможность применения после механической обработки поверхностного слоя. Применяя пенетранты, следует также иметь в виду, что широко раскрытые дефекты (более 0,5 мм) могут не проявиться — из-за особенности капиллярного явления.
Контроль швов на непроницаемость с помощью керосина. Несмотря на свою простоту, контроль качества сварных соединений с помощью керосина достаточно эффективен и к тому же не требует сколько-нибудь значительных материальных затрат. Недаром им продолжают широко пользоваться и в наше время, богатое на различные высокофункциональные устройства и приборы.
Керосин способен проникать сквозь мельчайшие трещины в сварных швах, благодаря чему позволяет обнаруживать мельчайшие дефекты. По своей эффективности способ контроля керосином эквивалентен гидравлическому испытанию с давлением 3-4 кгс/мм2. Он основан на том же явлении капиллярности, что и контроль пенетрантами. К слову сказать, в некоторые пенетранты фирменного изготовления керосин входит в качестве составляющего компонента.
Проверка керосином сводится к ряду последовательных операций:
- Очистка шва с двух сторон от шлака, грязи и ржавчины.
- Покрытие одной из сторон (той, за которой удобнее наблюдать) водной суспензией каолина или мела (350-450 г на 1 л воды). После нанесения суспензии необходимо подождать, пока она высохнет. Для ускорения процесса покрытие можно просушить горячим воздухом.
- Обильное смачивание обратной стороны керосином — 2-3 раза в течение 15-30 минут, в зависимости от толщины металла. Это можно делать струей из краскопульта или паяльной лампы, а также с помощью кисти или кусочка ветоши.
- Наблюдение за стороной, на которую нанесена меловая или каолиновая суспензия, и маркирование проявляющихся дефектов.
Негерметичность швов обнаруживает себя появлением темных полос или точек на меловом или каолиновом покрытии, которые с течением времени расплываются в более обширные пятна. Именно поэтому наблюдать за обратной стороной нужно сразу после нанесения керосина — чтобы зафиксировать первые проявления керосина, точно указывающие на место и форму дефекта. Проявляющиеся точки свидетельствуют о порах и свищах, полоски — о сквозных трещинах.
Цистерна подготовленная для проверки на герметичность с использованием керосина
Керосин и мел для проверки качества сварных соединений
Продолжительность испытания при комнатной температуре должна составлять несколько часов. Скорость проникновения керосина в дефекты зависит от его вязкости, которая уменьшается с повышением температуры.
Контроль сварных швов с помощью керосина предназначен в основном для стыковых соединений, в отношении нахлесточных он менее эффективен. Повысить его действенность в этом случае можно, просверлив отверстие и закачав или залив керосин между швами. Применяя этот прием нужно иметь в виду, что керосин, попавший в стык деталей, может впоследствии вызвать коррозию, поэтому его необходимо удалить после испытания подогревом детали горелкой или паяльной лампой.
Схема контроля керосином качества швов в нахлесточном соединении: 1 — испытуемое соединение, 2 — емкость с керосином
Источник: http://tool-land.ru/kontrol-svarnykh-shvov.php
Это интересно: Как проводятся механические испытания сварных соединений?
Разрушающие методы контроля сварных соединений
К разрушающим методам контроля относятся способы испытания контрольных образцов с целью получения необходимых характеристик сварного соединения. Эти методы могут применяться как на контрольных образцах, так и на отрезках, вырезанных из самого соединения. В результате разрушающих методов контроля проверяют правильность подобранных материалов, выбранных режимов и технологий, осуществляют оценку квалификации сварщика.
Механические испытания являются одним из основных методов разрушающего контроля. По их данным можно судить о соответствии основного материала и сварного соединения техническим условиям и другим нормативам, предусмотренным в данной отрасли.
К механическим испытаниям относят:
- испытание сварного соединения в целом на различных его участках (наплавленного металла, основного металла, зоны термического влияния) на статическое (кратковременное) растяжение;
- статический изгиб;
- ударный изгиб (на надрезанных образцах);
- на стойкость против механического старения;
- измерение твердости металла на различных участках сварного соединения.
Контрольные образцы для механических испытаний варят из того же металла, тем же методом и тем же сварщиком, что и основное изделие. В исключительных случаях контрольные образцы вырезают непосредственно из контролируемого изделия. Варианты образцов для определения механических свойств сварного соединения показаны на рис.4.
Статическим растяжением испытывают прочность сварных соединений, предел текучести, относительное удлинение и относительное сужение. Статический изгиб проводят для определения пластичности соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом.
Ударный изгиб — испытание, определяющее ударную вязкость сварного соединения. По результатам определения твердости можно судить о прочностных характеристиках, структурных изменениях металла и об устойчивости сварных швов против хрупкого разрушения. В зависимости от технических условий изделие может подвергаться ударному разрыву. Для труб малого диаметра с продольными и поперечными швами проводят испытания на сплющивание. Мерой пластичности служит величина просвета между поджимаемыми поверхностями при появлении первой трещины.
Металлографические исследования сварных соединений проводят для установления структуры металла, качества сварного соединения, выявляют наличие и характер дефектов. По виду излома устанавливают характер разрушения образцов, изучают макро- и микроструктуру сварного шва и зоны термического влияния, судят о строении металла и его пластичности.
Макроструктурный анализ определяет расположение видимых дефектов и их характер, а также макрошлифы и изломы металла. Его проводят невооруженным глазом или под лупой с 20-ти кратным увеличением.
Микроструктурный анализ проводится с увеличением в 50-2000 раз с помощью специальных микроскопов. При этом методе можно обнаружить окислы на границах зерен, пережог металла, частицы неметаллических включений, величину зерен металла и другие изменения в его структуре, вызванные термической обработкой. При необходимости делают химический и спектральный анализ сварных соединений.
Специальные испытания выполняют для ответственных конструкций. Они учитывают условия эксплуатации и проводятся по методикам, разработанным для данного вида изделий.
Источник: http://build.novosibdom.ru/node/288
Методы контроля проникающими веществами
Капиллярная дефектоскопия
Капиллярные методы НК предназначены для обнаружения открытых дефектов, выходящих на поверхность: трещин, пор, раковин, непроваров и других несплошностей поверхности изделий без их разрушения. Различают два основные метода капиллярной дефектоскопии: цветной и люминесцентный. Этими методами контролируют детали различной формы из аустенитных, титановых, алюминиевых, медных и других немагнитных материалов. Эти методы позволяют выявлять:
— трещины сварочные, термические, усталостные;
— пористость, непровары и другие дефекты типа открытых несплошностей различной локализации и протяженности, невидимые невооруженным глазом и лежащие в пределах чувствительности и надежности дефектоскопических средств.
Течеискание
Пузырьковый метод с использованием вакуумных камер
Вакуумный контроль сварных швов применяют в тех случаях, когда применение других способов почему-либо исключено. В частности, этот метод широко применяется при контроле сварных днищ резервуаров, газгольдеров, цистерн, гидроизоляционных ящиков. Он позволяет обнаружить отдельные поры диаметром до 0,004 0,005 мм, а производительность при его использовании достигает 40 – 60 м сварных швов в час. Вакуум создают при помощи переносной вакуум-камеры, которую устанавливают на наиболее доступной стороне проверяемого участка шва, предварительно обильно смоченной мыльным раствором. В результате разности давлений по обеим сторонам шва воздух будет проникать в камеру при наличии неплотностей в сварном соединении. В местах трещин, непроваров, газовых пор образуются стойкие мыльные пузырьки, хорошо видимые через прозрачный верх камеры. Отметив расположение дефектов мелом, цветным карандашом или краской, впускают атмосферный воздух, камеру снимают и сделанные отметки переносят на сварной шов.
Контроль швов газоэлектрическими течеискателями
В настоящее время применяют два вида газоэлектрических течеискателей: гелиевые и галоидные. Чувствительность газоэлектрических течеискателей к выявлению неплотностей в швах очень высока, но ввиду сложности конструкции и значительной стоимости изготовления их применяют только для контроля особо ответственных сварных конструкций.
Принцип работы гелиевого течеискателя основан на высокой способности гелия при определенном вакууме проходить сквозь неплотности сварных швов. При контроле сварные швы снаружи испытуемой емкости обдувают из резинового шланга тонкой струёй гелия, находящегося под небольшим давлением в специальном сосуде — газометре. При наличии неплотностей в швах гелий или его смесь с воздухом попадает из емкости в масс-спектрометрическую камеру, в которой поддерживается высокий вакуум. При попадании гелия в масс-спектрометрическую камеру в ней возникает ионный ток, который подается на индикаторы — миллиамперметр и сирену. Величина отклонения стрелки миллиамперметра позволяет судить о размерах дефекта.
Испытания плотности сварных швов
Испытаниям на плотность подвергают емкости для горючего, масла, воды, трубопроводы, газгольдеры, паровые котлы и др. Существуют несколько методов контроля плотности сварных швов: гидравлическое испытание, испытание водой без давления или наливом, испытание струей воды или поливом, пневматическое испытание, испытание аммиаком, испытание керосином.
Источник: https://weldering.com/nerazrushayushchiy-kontrol
Методы неразрушающего контроля
На данный момент различают следующие неразрушающие методы:
- внешний осмотр;
- радиационный метод;
- магнитное исследование;
- ультразвуковой метод;
- капиллярный метод;
- контроль проницаемости.

Внешний осмотр
Любой контроль качества сварных соединений начинается с простого внешнего осмотра. Этого бывает достаточно, чтобы определить как наружные, так и внутренние пробелы, плюс отсутствует необходимость использовать оборудование неразрушающего контроля. Например, разная высота шва может свидетельствовать о непроварах в различных участках. Перед осмотром швы отчищаются от технологичных загрязнений, а именно – шлака, окалин и брызг металла.
Визуальный осмотр сварного шва
Чтобы мелкие недочеты стали виднее, проводится обработка поверхности спиртовым раствором, а затем 10%-ным раствором азотной кислоты. После данной процедуры поверхность приобретет матовость и покажет поры и трещины.
Главное, не забыть очистить кислоту спиртом после дефектовки шва.
Осмотр – это основной способ выявить геометрические отклонения, такие как – поры, трещины, наплывы, подрезы. Более качественно провести данный пункт испытания можно с помощью дополнительных приборов.
Для этого лучше всего использовать лупу, а также более качественное освещение, желательно с мобильным источником света. Увеличительное стекло позволит обнаружить скрытые для глаза трещины и поры, а также проследить их путь. Для контроля ширины валиков, можно использовать измерительные приборы, вроде линейки или штангенциркуля.

Инструменты для визуально-измерительного контроля
Радиационная дефектоскопия
Радиографический метод контроля сварных соединений существует в двух вариациях:
- рентгеновское излучение;
- гамма-излучение.
Простейший из представленных способ выявить погрешности сварного шва – просветить изделие рентгеновскими лучами. Они обладают свойством проникать сквозь металлические предметы, действуя при этом на фотопленку. Таким образом, полученный снимок – прямая карта большей части дефектов. С помощью проникающих лучей выявляют – шлаковые включения, газовые поры, смещения кромок, прожоги и другие пробелы.
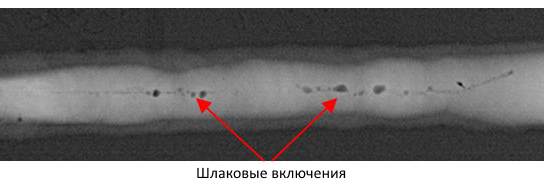
Включения шлака на рентгеновском снимке
Перед началом работ, исследуемый участок и близ лежащая плоскость должны быть должным образом очищены. Для этого снимают шлак, брызги, окалины и другие изъяны. Также перед просвечиванием в обязательном порядке проводится осмотр и при выявлении некачественных участки должны устранятся.
Начинать просвечивание при наличии внешних дефектов – запрещено, так как процедура предназначена для диагностики и выявления скрытых дефектов.
При обнаружении погрешностей, решение о допуске или переделке конкретной детали лежит на нормативной документации. Именно установленные правила и инструкции позволяют определить вхождение погрешностей в установленные для данного изделия нормы.
Для проведения процедуры рентгеновскую трубку располагают так, чтобы пучок попадал на шов под прямым углом. На другой стороне изделия расположена кассета с рентгеновской пленкой. Так как существующие дефекты меньше влияют на проницаемость рентгеновских лучей, то они будут видны как более темные участки на пленке. Рентгенографическое испытание длится в зависимости от – качества пленки, толщины и фокуса. После пленка проявляется и можно увидеть результат сваривания.
При радиографическом контроле не выявляют:
- любые несплошности и включения с размером в направлении просвечивания менее удвоенной чувствительности контроля;
- непровары и трещины, плоскость раскрытия которых не совпадает с направлением просвечивания;
- любые несплошности и включения, если их изображения на снимках совпадают с изображениями посторонних деталей, острых углов или резких перепадов трещин просвечиваемого металла.
Гамма – излучение по принципу работы практически не отличается от рентгеновского. Это радиоактивные лучи, способные проникать сквозь металл и реагирующие на его неравномерность. В такой способ инспектирую от 10 до 25% всех швов, если конструкция – ответственная, то все швы.
В качестве источника излучения используют различные химические элементы, подходящие под определенные металлы:
- Кобальт – 60 (сталь, чугун, медь, бронза и латунь толщиной до 25 см), благодаря жесткому проникновению элемент подходит для большинства сталей и больших толщин;
- Цезий – 137 (сталь до 10 см);
- Иридий-192 (сталь до 5 см, алюминий до10 см);
- Тулий-170 (сталь и алюминий до 20 см).
Со снижением проникаемости снижается вид сплавов и их толщина, но при этом среднее качество изображения остается и позволяет определить основные дефекты.

Портативный рентгеновский аппарат МАРТ-250
В отличие от рентгеновского, гамма-лучи имеют ряд преимуществ:
- изотопы сохраняют работоспособность долгое время;
- более легкое оборудование;
- возможность дефектовки сложных узлов;
- повышенная проницаемость лучей;
Важно! Оба вида излучения чрезвычайно опасны для человека. Именно поэтому допуск к работам может быть только у специально обученных сотрудников, одетых в полный комплект защитной экипировки. Защищенным должно быть и место базирования и работы проникающего оборудования, для этих целей используют свинцовые пластины, экраны и другие средства.
Магнитная дефектоскопия
Такой контроль сварных соединений основывается на свойстве магнитных силовых линий реагировать на изменения в толще металла. Фиксируя подобные отклонения специальными приборами можно с высокой точностью найти погрешности в толще и на верхней части сплавов.

На данный момент существуют три вариации метода:
- магнитно-порошковый;
- магнитно-индукционный;
- магнитно-графический.

Порошковый состоит в том, что на поверхность, заходя за стык шва, наносят сухой порошок или эмульсию, затем намагничивают сплав и определяют неточности. Если берется «сухой метод», то в качестве порошка выступает железная окалина или окислы. Намагничивают изделие электромагнитом, соленоидом или подавая ток на изделие. После, слегка постукивая молотком, дают порошку
возможность занять свое положение. Излишки снимаются струей воздуха и затем фиксируются изъяны. Последний шаг – размагничивание.
В мокром методе магнитный порошок смешивают с керосином или специальным маслом. Полученная суспензия наносится на шов, а ее подвижность, рассеивания или скопления порошка – прямые идентификаторы погрешностей.

Магнитный дефектоскоп
При индукционном методе все данные фиксируются индукционной катушкой. Специальные приборы – дефектоскопы, фиксируют магнитное рассеивание у металлов толщиной до 25 мм.
Графический заключается в фиксации магнитных потоков на специальной ленте. Она крепится вдоль шва, а затем отклонения определяются на экране электронно-лучевой трубки.
Магнитные методы подходят исключительно для ферромагнитных сплавов, другие металлы таким образом исследовать не получится.
Ультразвуковой метод контроля
Наравне с предыдущим способом, ультразвуковая дефектоскопия дает возможность зафиксировать отклонения, образующиеся при отражении волн от границ сред с различными свойствами.
Ультразвуковой источник посылает сигнал, который при достижении конца сплава отражается. Если на своем пути сигнал встречает дефект, то это отражается на волне, что в свою очередь фиксируется прибором. Различные дефекты имеют свои собственные отражения, поэтому определить природу изъяна достаточно просто.

Ультразвуковой дефектоскоп
Из описанных уже методов, данный считают наиболее удобным для использования. Это обусловлено возможностью определить изъян как на поверхности, так и в глубине металла. Также, метод не имеет таких строгих ограничений, как магнитный. Есть ряд металлов с крупным зерном, например чугун, которые не поддаются ультразвуковому исследованию, но для всех других сплавов можно без труда вести контроль качества сварочных работ.
Есть еще один недостаток – сложность расшифровки полученных данных. Увы, дефектоскопы дают пользователю очень специфические данные, которые следует расшифровать. Без предварительной подготовки сделать это практически невозможно, поэтому для работ нужен обученный специалист.
Капиллярная дефектоскопия
Данный способ основан на свойствах жидкостей с малым поверхностным натяжением. Такие жидкости не сбиваются в крупные капли в одном месте и стремятся стечь, но в то же время способны заполнить мельчайшие канавки и отверстия. Подобным образом определяются поверхностные дефекты и в редких случаях сквозные каналы.

Капиллярная дефектоскопия
На шов наносится специальный раствор, который мгновенно заполняет все канавки, поры и другие мелкие дефекты. Затем осматривая шов можно обнаружить крупные изъяны. Для большего удобства жидкости подкрашивают красителем, добавляют люминесцентные и другие окрашивающие добавки.
Контроль качества сварки на проницаемость
Метод является логическим продолжением капиллярного. Основная идея в том, что используя жидкости со свойствами глубокого проникновения, можно определить сквозные канавы шва.
Для этого берут простой керосин, наносят на одну сторону шва, а на другой фиксируют мокрые пятна, сигнализирующие о сквозных каналах. Из недостатков стоит отметить необходимость тщательно очистки поверхности и соблюдение точности на всех этапах для исключения случайного загрязнения противоположной стороны сварного шва.
Источник: https://svarkagid.ru/tehnologii/metody-kontrolya-svarnyh-shvov.html
Визуально-измерительный контроль сварки внешним осмотром
С помощью внешнего осмотра можно выявить только наружные дефекты сварного шва. Осмотр можно производить как невооружённым глазом, так и при помощи увеличительного стекла с многократным увеличением. Размеры сварных швов проверяют с помощью шаблонов и мерительного инструмента.
Внешний контроль обычно применяют ко всем сварным швам, независимо от степени ответственности конструкции и от применения других способов контроля. Подробнее о данном методе контроля рассказывается на странице: «Контроль сварных швов внешним осмотром и измерением».
Источник: https://taina-svarki.ru/kachestvo-i-kontrol-svarki/kontrol-svarnyh-soedineniy/metody-nerazrushayushchego-kontrolya-svarki.php
Устранение дефектов сварки
Выявленные в процессе контроля дефекты сварки, которые не соответствуют техническим условиям, должны быть устранены, а если это невозможно, изделие бракуют. В стальных конструкциях снятие бракованных сварных швов осуществляют плазменно-дуговой резкой или строжкой с последующей обработкой абразивными кругами.
Дефекты в швах, подлежащих термической обработке, исправляют после отпуска сварного соединения. При устранении дефектов следует соблюдать определенные правила:
- длина удаляемого участка должна быть с каждой стороны длиннее дефектного участка;
- ширина разделки выборки должна быть такой, чтобы ширина шва после заварки не превышала его двойную ширину до заварки.
- профиль выборки должен обеспечивать надежность провара в любом месте шва;
- поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев;
- при заварке дефектного участка должно быть обеспечено перекрытие прилегающих участков основного металла.
После заварки участок зачищают до полного удаления раковин и рыхлости в кратере, выполняют плавные переходы к основному металлу. Удаление заглубленных наружных и внутренних дефектных участков в соединениях из алюминия, титана и их сплавов следует выполнять только механическим способом — шлифовкой абразивными инструментами или резанием. Допускается вырубка с последующей шлифовкой.
Подрезы устраняют наплавкой ниточного шва по всей длине дефекта.
В исключительных случаях допускается применение оплавления небольших подрезов аргонно-дуговыми горелками, что позволяет выполнить сглаживание дефекта без дополнительной наплавки.
Наплывы и другие неровности формы шва исправляют механической обработкой шва по всей длине, не допуская занижения общего сечения.
Кратеры швов заваривают.
Прожоги зачищают и заваривают.
Все исправления сварных соединений должны выполняться по той же технологии и теми же материалами, что применялись при наложении основного шва.
Исправленные швы подвергают повторному контролю, по методикам, соответствующим требованиям к данному виду сварного соединения. Число исправлений одного и того же участка сварного шва не должно превышать трех.
Источник: http://build.novosibdom.ru/node/288
Ультразвуковая дефектоскопия сварных швов
Метод ультразвуковой дефектоскопии основан на свойстве ультразвуковых волн, проходить сквозь большую толщину металла, и отражаться от скоплений шлака, неметаллических включений и других дефектов сварного шва.
Ультразвуковые дефектоскопы работают по следующему принципу: пластинку из кварца или сегнетовой соли подвергают воздействию электрического поля высокой частоты. Под воздействием поля пластинка излучает ультразвуковые волны, которые направляются на сварное соединение.
На границе между однородным металлом и дефектом происходит отражение ультразвуковых колебаний, и отражённая волна воспринимается второй пластинкой. Под воздействием отражённой волны на этой пластинке образуется переменная разность потенциалов, величина которой зависит от интенсивности отражённой волны.
Далее электрические колебания, исходящие от пластинки, усиливаются и передаются в осциллограф. На экране осциллографа происходит одновременно изображение импульсов волны, направляемой на сварной шов, и волны, отражённой от дефекта в сварном шве. По расположению этих импульсов определяют расположение и характер сварного дефекта.
Ультразвуковой метод дефектоскопии позволяет выявить все известные дефекты сварных соединений. Более подробно о данном методе неразрушающего контроля рассказывается в статье: «Ультразвуковой контроль сварных швов. Ультразвуковая дефектоскопия».
Источник: https://taina-svarki.ru/kachestvo-i-kontrol-svarki/kontrol-svarnyh-soedineniy/metody-nerazrushayushchego-kontrolya-svarki.php
Магнитная дефектоскопия
При контроле качества сварки магнитными дефектоскопами используется явление электромагнетизма. Прибор создает вокруг исследуемой области магнитное поле, поток линий которого, проходя через металл, искривляется в местах дефектов. Это искажение фиксируется определенными способами, из которых в сварочном производстве используются два — магнитопорошковый и магнитографический. При первом, на поверхность сварного соединения наносят сухой или влажный (в смеси с маслом, керосином или мыльным раствором) ферромагнитный порошок (например железный), который скапливается в местах дефектов, свидетельствуя, таким образом, о наличие несплошностей.
Проверка качества сварных швов магнитной дефектоскопией
Более совершенный магнитографический способ предполагает наложение на шов ферромагнитной ленты, на которой после пропускания ее через прибор проявляются имеющиеся дефекты.
Проверка качества сварных швов магнитной дефектоскопией: 1 — магнит, 2 — сварной шов, 3 — дефект, 4 — магнитная пленка.
Магнитным способам контроля могут подвергаться только ферромагнитные металлы. Хромоникелевые стали, алюминий, медь, не являющиеся ферромагнетиками, магнитному контролю не подлежат.
Источник: http://tool-land.ru/kontrol-svarnykh-shvov.php
Магнитная дефектоскопия сварных соединений
Суть метода магнитной дефектоскопии состоит в возбуждении неоднородного магнитного поля, проходящего через сварное соединение с образованием рассеянных магнитных потоков на участках, содержащих сварные дефекты.
Существует несколько методов магнитного контроля: магнитопорошковая дефектоскопия, магнитографический контроль и индукционный контроль. Магнитопорошковая дефектоскопия — самый простой из них, но и достоверность контроля у этого метода ниже, чем у других.
При магнитопорошковой дефектоскопии проверяемое соединение намагничивается, на его поверхность наносится магнитный порошок (железная окалина или мелкие железные опилки) или суспензия и через соединение пропускают магнитное поле. Магнитный порошок или суспензия, под действием магнитного поля, распределиться равномерно. Но в местах расположения дефектов будут наблюдаться скопления магнитного порошка (суспензии).
При магнитографическом контроле магнитное поле, пропускаемое через сварное соединение, записывают на магнитную плёнку. Для этого магнитную плёнку накладывают на соединение, во время прохождения по нему магнитного поля. Далее, с помощью магнитографических дефектоскопов с плёнки считываю записанную информацию, и преобразуют её в звук, или в изображение на мониторе дефектоскопа. Кроме этих методов, существует индукционный метод магнитной дефектоскопии.
Более подробную информацию об этих методах контроля можно узнать на странице: «Магнитные методы контроля сварных швов. Магнитная дефектоскопия сварки».
Источник: https://taina-svarki.ru/kachestvo-i-kontrol-svarki/kontrol-svarnyh-soedineniy/metody-nerazrushayushchego-kontrolya-svarki.php
Ультразвуковая дефектоскопия
Ультразвуковой способ использует способность ультразвуковых волн отражаться от границ, разделяющих две упругие среды с разными акустическими свойствами. Посланная прибором ультразвуковая волна, пройдя металл, отражается от его нижней поверхности и возвращается обратно, фиксируясь датчиком. При наличии внутри металла дефекта, датчик отобразит искажение волны. Различные дефекты отображаются по-разному, что позволяет определенным образом классифицировать их.
Проверка сварных швов ультразвуковой дефектоскопией
Контроль качества сварных соединений с помощью ультразвуковых дефектоскопов в силу удобства его проведения получил очень широкое распространение — гораздо большее, чем магнитная и радиационная дефектоскопия. К его недостаткам относится сложность расшифровки сигнала (качественно сделать контроль сварного соединения способен только специалист, прошедший обучение), ограниченность использования для металлов с крупным зерном (аустенитные стали, чугун и пр.).
Источник: http://tool-land.ru/kontrol-svarnykh-shvov.php
Радиационная дефектоскопия
Радиационная дефектоскопия основана на способности рентгеновского и гамма-излучения проникать через металлы и фиксировать на фотопленке дефекты, встречающиеся на его пути. Недостатком радиационной дефектоскопии является дороговизна приборов и вредность для людей используемого радиационного излучения.
Схема просвечивания сварного соединения: 1 — источник излучения, 2 — дефект, 3 — контролируемое изделие, 4 — детектор.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Источник: http://tool-land.ru/kontrol-svarnykh-shvov.php
Количество использованных доноров: 7
Информация по каждому донору:
- https://svarkagid.ru/tehnologii/metody-kontrolya-svarnyh-shvov.html: использовано 2 блоков из 3, кол-во символов 9779 (25%)
- http://tool-land.ru/kontrol-svarnykh-shvov.php: использовано 5 блоков из 7, кол-во символов 13371 (34%)
- https://taina-svarki.ru/kachestvo-i-kontrol-svarki/kontrol-svarnyh-soedineniy/metody-nerazrushayushchego-kontrolya-svarki.php: использовано 5 блоков из 8, кол-во символов 5855 (15%)
- https://svarkaprosto.ru/tehnologii/nerazrushayushhie-metody-kontrolya-svarnyh-shvov-i-soedinenij: использовано 1 блоков из 4, кол-во символов 1007 (3%)
- https://prosvarku.info/tehnika-svarki/nerazrushayushchie-metody-kontrolya-svarnyh-soedinenij: использовано 1 блоков из 4, кол-во символов 556 (1%)
- https://weldering.com/nerazrushayushchiy-kontrol: использовано 1 блоков из 3, кол-во символов 3280 (8%)
- http://build.novosibdom.ru/node/288: использовано 2 блоков из 4, кол-во символов 5595 (14%)