Техническая документация — это своеобразная книга для конструкторов, проектировщиков, инженеров, мастеров и рабочих. Составляется (пишется) по определенным правилам и требованиям. Это требуется для правильного понимания изложенной информации. Одна из областей технического текста — обозначение сварных швов на чертежах.
Источник: https://WikiMetall.ru/metalloobrabotka/oboznachenie-svarochnyih-shvov-na-chertezhah.html
Содержание
- 1 Общие принципы
- 2 Что такое сварной стык
- 3 Типы швов и их расшифровка
- 4 Необходимость обозначения
- 5 2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
- 6 Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения применяемые в строительстве.
- 7 Расшифровка технической аббревиатуры
- 8 ПРИЛОЖЕНИЕ 2 (справочное). ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ НЕСТАНДАРТНОГО ШВА СВАРНОГО СОЕДИНЕНИЯ
- 9 Использование САПР
- 10 Заключение
Общие принципы
В состав ЕСКД входит ГОСТ 2.312-72, «Условные изображения и обозначения швов сварных соединений».
На его страницах инженер-конструктор найдет всю необходимую информацию и показать условное обозначение сварки в рабочей документации не составят труда.
Действительно, в обозначении швов на чертежах нет ничего сложного, особенно если следовать требованиям, которые описаны в указанном ГОСТ.
Для детального обозначения швов на чертеже применяют линию выноску с полкой, на которой указывают параметры шва, условия дополнительной обработки и пр.
Видимую часть сварочного стыка на чертеже условно изображают с использованием основной линии, невидимую показывают штриховой линией.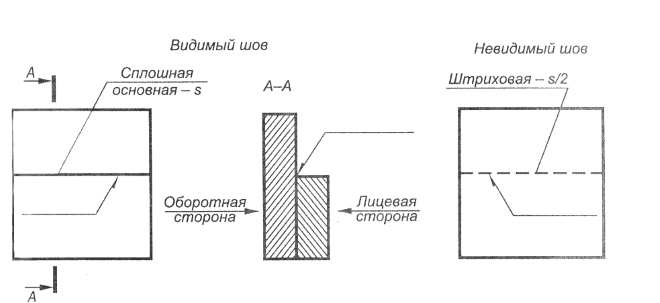
Если стык выполняют за несколько проходов, то в сечении допустимо показывать каждый слой отдельным контуром. Более того, каждому из них необходимо присвоить буквенное обозначение. Таким образом , при чтении чертежа станет понятно, что слой А наносят первым, слой Б вторым и так далее.
Источник: https://svarkagid.ru/tehnologii/kak-oboznachaetsya-svarka-na-chertezhah.html
Это интересно: Как заполнить наряд на допуск на сварочные работы? (видео)
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
Виды
Сварной стык подразделяется:
- Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
- Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
- Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».
- Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».
- Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
Шов выполняется:
- Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
- Двусторонний. Обработка происходит с двух сторон.
Необходимость обозначения сварки
Любая конструкция состоит из отдельных деталей (узлов), соединенных между собой тем или иным способом. Один из них — сварка. Стык обладает своими характеристиками, влияющими на работоспособность изделия в целом.
Обозначение сварки на чертеже — это пояснение способа стыковки, формы шва и его геометрические параметры, способ выполнения и другая дополнительная информация. Грамотный инженер почерпнет дополнительные сведения:
- о прочности — соединение сплошное или прерывистое; кроме этого, в зоне шва образуются термические напряжения;
- о размерах и форме наплавленного металла;
- герметичности стыка;
- время выполнения соединения — до монтажа или в его процессе, и другое.
Источник: https://WikiMetall.ru/metalloobrabotka/oboznachenie-svarochnyih-shvov-na-chertezhah.html
Типы швов и их расшифровка

Обозначение сварочного шва на чертеже и их расшифровка зависит от типа соединения. К основным способам соединения относят:
- Стыковой шов. Характеризуется торцевой стыковкой деталей. В случае необходимости, можно произвести предварительную подготовку кромок. На чертежах обозначается буквой «С».
- Нахлесточный шов. Данный тип подразумевает параллельную стыковку элементов с частичным заходом друг на друга относительно плоскости сваривания. Имеет обозначение «Н».
- Тавровый шов. В этом случае к плоскости одной детали под определенным углом приваривают торцевую часть второй заготовки. В технической документации маркируется как «Т».
Подавляющая часть деталей соединяется под углом 90º — это обеспечивает необходимую крепость.
- Угловой. Следуя из названия, детали сваривают под углом в 90º, с предварительной подготовкой кромок или без нее. Обозначается буквой «У».
- Торцовой. Данный метод соединяет элементы с соосным расположением. При этом торцевая часть является зоной наплавки присадочного материала.
Наплавку могут осуществлять только с одной стороны. В этом случае шов называют односторонним. Двустороннее соединение подразумевает сварку с двух сторон.
Источник: https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oboznacheniya-shvov-na-chertezhah-po-gostu.html
Необходимость обозначения
Все современные строительные и промышленные конструкции состоят из множества элементов. От качества монтажа зависит надежность и срок эксплуатации объекта. Обозначение сварки на чертежах по ГОСТ является основным требованием к любой проектной документации.
После изучения чертежа опытный специалист получит следующую информацию:
- Используемые материалы.
- Предварительная подготовка и необходимые допуски.
- Способ стыковки и его геометрические параметры.
- Прочность шва и его качественные характеристики.
- Форма и размер наплавочной смеси.
- Герметичность соединения.
- Очередность выполнения монтажа.
- Характер финишной обработки плоскости.
Источник: https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oboznacheniya-shvov-na-chertezhah-po-gostu.html
2. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
|
Вспомогательный знак |
Значение вспомогательного знака |
Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва |
|
|
с лицевой стороны |
с оборотной стороны |
||
|
Усиление шва снять |
|||
|
Наплывы и неровности шва обработать с плавным переходом к основному металлу |
|||
|
|
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения |
||
|
Шов прерывистый или точечный с цепным расположением |
|||
|
Шов прерывистый или точечный с шахматным расположением |
|||
|
|
Шов по замкнутой линии. Диаметр знака — 3…5 мм |
|
|
|
Шов по незамкнутой линии. |
|||
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).
Черт.5-10
Черт.5
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).
Черт.6
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7б).
Черт.7
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов…».
Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
Черт.8
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
Черт.9
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не указывать.
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (черт.10б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10в).
Черт.10
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10а).
Примечание. Швы считают одинаковыми, если:
одинаковы их типы и размеры конструктивных элементов в поперечном сечении;
к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
Источник: http://docs.cntd.ru/document/gost-eskd-2-312-72
Настоящий стандарт устанавливает условные изображения и обозначения швов сварных соединений в конструкторских документах изделий всех отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения применяемые в строительстве.
Изображение швов сварных соединений
Условное обозначение швов сварных соединений
Упрощенное обозначение швов сварных соединений
Примеры условных обозначений швов сварных соединений
Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый — сплошной основной линией (рис. 1Р°, РІ);
невидимый — штриховой линией (рис. 1Рі);
Видимую одиночную сварную точку, не зависимо от способа сварки, условно изображают знаком «+» (рис.1Р±), который выполняют сплошными сплошными линиями (рис. 2).
Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (см. рис. 1). Линию-выноску предпочтительно проводить от видимого шва.
|
а) |
б) |
в) |
г) |
|
Рисунок 1. Условное изображение сварного соединения |
|||
|
Рисунок 2. Условное изображение |
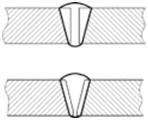
На изображение сечения многопроходного шва допускается наносить контуры отдельных проходов, при этом их необходимо обозначить прописными буквами русского алфавита (рис. 3). Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображаются с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (рис. 4). Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва — сплошными тонкими линиями. |
|
Рисунок 3. Изображение сечения многопроходного шва |
Рисунок 4. Изображение нестандартного шва |
Вспомогательные знаки для обозначения сварных швов приведены в таблице 1.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Таблица 1. Вспомогательные знаки для обозначения сварных швов.
Примечание:
1. Залицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (рис.5).
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
|
Рисунок 5. Структура условного обозначения стандартного шва |
Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (рис. 6)
| Рисунок 6. Структура условного обозначения нестандартного шва или одиночной сварной точки |
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 7Р°);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. 7Р±).
|
а) с лицевой стороны |
б) с оборотной стороны |
|
Рисунок 7, Условное обозначение сварного шва |
|
|
а) с лицевой стороны |
б) с оборотной стороны |
| Рисунок 8. Обозначение шероховатости механически обработанной поверхности шва | |
|
Рисунок 9. Обозначение контрольного комплекса |
Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (рис.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов …» Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируется. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (рис. 9) |
В технических требованиях или в таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не указывать.
При наличие на чертеже одинаковых швов обозначение наносится у одного из изображений, от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (рис. 10Р°);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (рис. 10Р±);
в) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (рис. 10РІ);
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением шва (см. рис. 10Р°).
|
а) |
б) |
в) |
|
Рисунок 10. Обозначение одинаковых швов |
||
|
Примечание. Швы считаются одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляются одни и те же требования. |
||
При наличии на чертеже швов, выполненных по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: «Сварные швы … по …») или таблице.
Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (рис. 11).
| Рисунок 11. Обозначение швов с помощью линий-выносок |
На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и изображать швы только на одной из симметричных частей изображения изделия.
На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции)
Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания о сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
Одинаковые требования ко всем швам или группе швов, приводят один раз — в технических требованиях или таблице швов.
|
Характеристика шва |
Форма поперечного сечения шва |
Условное обозначение шва, изображенного на чертеже |
|
|
с лицевой стороны |
с оборотной стороны |
||
|
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Усиление снято с обеих сторон. Параметр шероховатости шва: — с лицевой стороны — Rz 20 мкм; — с оборотной стороны Rz 80 мкм |
|||
|
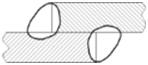
Шов углового соединения без скоса кромок, двусторонний, выполняемый автоматической сваркой под флюсом по замкнутой линии |
|||
|
Шов углового соединения со скосом кромок, выполненный электрошлаковой сваркой проволочным электродом. |
|||
|
Шов точечный соединения внахлестку, выполненный дуговой сваркой в инертном газе плавящимся электродом. Расчетный диаметр точки 9 мм. |
|||
|
Шов стыкового соединения без скоса кромок, односторонний, на остающейся подкладке, выполненный сваркой нагретым газом с присадкой |
|||
|
Одиночные сварные точки соединения внахлестку, выполненные дуговой сваркой под флюсом. Диаметр электрозаклепки-11мм. Усиление должно быть снято. Параметр шероховатости обработанной поверхности Rz 80 мкм. |
___________________ |
||
|
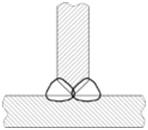
Шов таврового соединения без скоса кромок, двусторонний, прерывистый с шахматным расположением, выполняемый дуговой ручной сваркой в защитных газах неплавящимся металлический электродом по замкнутой линии. Катет шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм. |
|||
|
Одиночные сварные точки соединения внахлестку, выполняемые контактной точечной сваркой. Расчетный диаметр точки 5 мм. |
|||
|
Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой. Ширина шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм. |
|
||
|
Шов соединения внахлестку без скоса кромок, односторонний, выполняемый дуговой полуавтоматической сваркой в защитных газах плавящимся электродом. Шов по незамкнутой линии. Катет шва 5 мм. |
|
||
ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ НЕСТАНДАРТНОГО ШВА
СВАРНОГО СОЕДИНЕНИЯ
| Характеристика шва | Условное изображение и обозначение шва на чертеже |
|
Шов соединения без скоса кромок, односторонний, выполненный ручной дуговой сваркой при монтаже изделия |
Примечание. В технических требованиях делают следующее указание: «Сварка ручная дуговая».
Источник: https://graph.power.nstu.ru/wolchin/umm/eskd/eskd/GOST/2_312.htm
Расшифровка технической аббревиатуры
Изучение обозначения сварного шва на чертеже можно выполнить двумя способами:
- начать с азов — чтения специальной литературы, в том числе ГОСТов (аналог — изучение букв по Азбуке);
- пойти от обратного, то есть начать с рассмотрения примеров как обозначается сварка на чертежах, с постепенным углублением своих знаний.
Примеры
Маркировка сварочного стыка регламентируется ЕСКД. В нее входит:
- ГОСТ 2.312-72.
- ГОСТ 5264-80.
- ГОСТ 14771-76.
Пример 1.
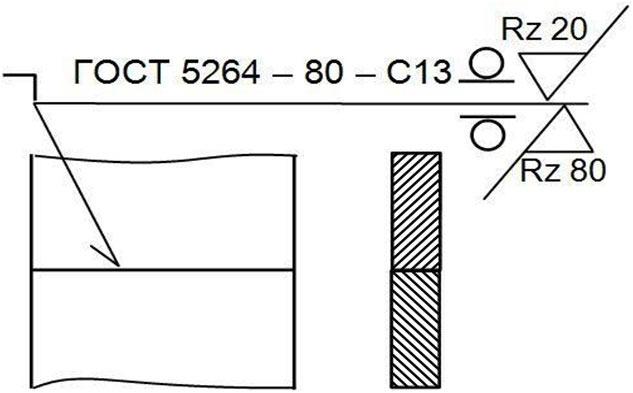
По ГОСТ, сварной стык обозначается в технической документации выносной стрелкой:
Расположение надписи сверху стрелки, ниже ее или с обеих сторон показывает на расположение соединения:
- с лицевой части детали;
- с обратной (невидимый стык);
- двусторонняя обработка.
Надпись и стрелка обозначают обратную (закрытую) или лицевую часть, соответственно.
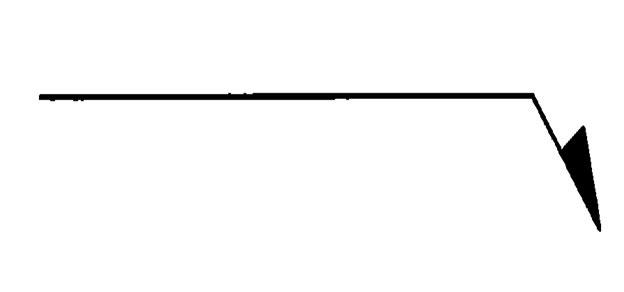
Пример 2.

Стыковка с тыльной стороны
- Выполнен с одной стороны, с загибом края, разомкнутый контур, по нормативам ГОСТ 5264-80, электродуговая сварка.
Пример 3.
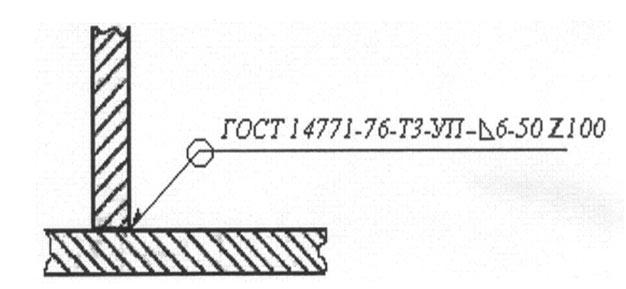
Сварной стык под наклоном
- — соединение произведено по сплошной линии в виде кольца;
- ГОСТ 17771-76 — сварка в облаке газов;
- Т3 — тавровый стык с обработкой каждой из сторон; разделка кромок отсутствует;
- УП — газообразная окись углерода, расплавляемый электрод;
- 6 — величина катета сварочного стыка 6мм;
- Периодическое исполнение с проваренным сплошным участком 50мм в шахматном порядке (Z), шаг 100мм.
Маркировочные знаки условно чертят над (под) полочкой выносной стрелки:
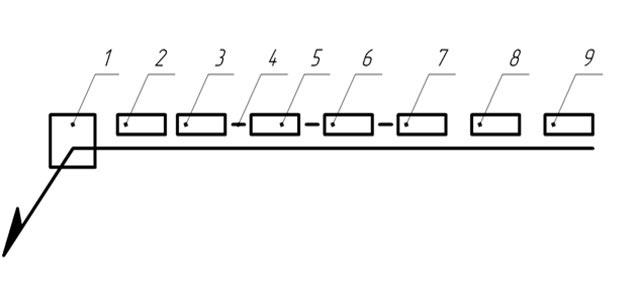
- поз. 1 — (, ) дополнительное обозначение монтажных условий, замкнутость шва;
- поз.2 — ГОСТ, норматив на вид, конструкцию части элемента стыка;
- поз.3 — маркировка буквами и цифрами по регламентирующей документации;
- поз.4 — дефис;
- поз.5 — варианты сварных связок (ручная электродуговая — Р, на автоматическом оборудовании — А, механическая с применением флюса — П, в среде инертных газов — П3, электрошлаковая — Ш ) могут не указываться;
- поз.6 — , размеры катета в мм;
- поз.7 — величина прерывистого соединения в мм;
- поз.8 — дополнительные знаки, кроме , ;
- поз.9 — показатель чистоты поверхности шва по Rz при его механической обработке.
Источник: https://WikiMetall.ru/metalloobrabotka/oboznachenie-svarochnyih-shvov-na-chertezhah.html
ПРИЛОЖЕНИЕ 2 (справочное). ПРИМЕР УСЛОВНОГО ОБОЗНАЧЕНИЯ НЕСТАНДАРТНОГО ШВА СВАРНОГО СОЕДИНЕНИЯ
ПРИЛОЖЕНИЕ 2
Справочное
|
Характеристика шва |
Условное изображение и обозначение шва на чертеже |
|
Шов соединения без скоса кромок, односторонний, выполняемый ручной дуговой сваркой при монтаже изделия |
|
Примечание. В технических требованиях делают следующее указание: «Сварка ручная дуговая».
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2010
Источник: http://docs.cntd.ru/document/gost-eskd-2-312-72
Использование САПР
В настоящее время все чертежи выполняют с помощью специального программного обеспечения. Разработчики предлагают множество продуктов, среди которых наибольшую популярность приобрели следующие программные комплексы:
- AutoCAD;
- Kompas;
- SolidWorks;
Все студенты высших учебных заведений технической направленности умеют выполнять чертежи вручную. Это является данью традициям, ведь настоящий инженер должен не только читать чертеж, но и сделать его своими руками.
Использование программ позволяет существенно повысить производительность работ, ведь время на создание любого чертежа сокращается в несколько раз.
На Горьковском автомобильном заводе, при расчетах затрат времени на разработку первых моделей ГАЗелей, на составление проектно-технической документации, закладывалось 8 лет. Использование САПР сократило эту цифру более чем в 2 раза. Для полной подготовки и проверки технической документации понадобилось всего 3 года.
Программное обеспечение помогает не только разрабатывать узлы и агрегаты. Некоторые продукты позволяют производить расчет максимальной нагрузки, с помощью реализации программы моделирования рабочих условий. Это позволяет применять верные решения еще на стадии разработки, практически полностью исключая этап изготовления и проверки опытных образцов.

Источником информации в программах являются базы данных. Они позволяют оперативно получить нужную информацию, например, выбрать нужный тип сварочного соединения и указать его на чертеже.
Все программы отечественного производства разработаны с учетом всех требований нормативно-правовых документов, которые регламентируют порядок составления технической и проектной документации.
Источник: https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oboznacheniya-shvov-na-chertezhah-po-gostu.html
Заключение
Сегодня каждый работник, имеющий отношение к сварке, обязан уметь читать все чертежи. Без этого навыка невозможно правильно определить тип соединения и технические характеристики шва, что в условиях повышенных требований к качеству работ, является недопустимым. Для изучения условных обозначений рекомендуем работать с готовыми чертежами – они позволят гораздо быстрее воспринимать всю необходимую информацию.
Инженер-технолог высшей категории Поротиков Сергей Викторович, опыт работы – 25 лет: «Когда я оканчивал институт, свою дипломную работу я выполнял самостоятельно, по причине отсутствия нужных программ. После приема на работу в проектное бюро при небольшом заводе я узнал, что кроме технологов, грамотно разобраться в чертеже мог только старший мастер, который осуществлял производственный контроль над выполнением работ. Он ценился на вес золота. Сейчас все чертежи выполняются в АвтоКаде – это очень удобно. А самое главное, что их могут читать все опытные сварщики. А вот бывшие студенты в них практически не разбираются. В современных учебных заведениях этому, к сожалению, не уделяют должного внимания».
Источник: https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oboznacheniya-shvov-na-chertezhah-po-gostu.html
Количество использованных доноров: 5
Информация по каждому донору:
- http://docs.cntd.ru/document/gost-eskd-2-312-72: использовано 2 блоков из 6, кол-во символов 4461 (17%)
- https://graph.power.nstu.ru/wolchin/umm/eskd/eskd/GOST/2_312.htm: использовано 1 блоков из 2, кол-во символов 11720 (45%)
- https://svarkagid.ru/tehnologii/kak-oboznachaetsya-svarka-na-chertezhah.html: использовано 1 блоков из 5, кол-во символов 975 (4%)
- https://svarka.guru/sertifikatsiya-i-obuchenie/pravila-oboznacheniya-shvov-na-chertezhah-po-gostu.html: использовано 4 блоков из 12, кол-во символов 4642 (18%)
- https://WikiMetall.ru/metalloobrabotka/oboznachenie-svarochnyih-shvov-na-chertezhah.html: использовано 3 блоков из 4, кол-во символов 4017 (16%)