Магистральные трубопроводы, изготовленные из цветных металлов, обладают повышенной устойчивостью к коррозии. Для соединения элементов используется заливка стыков припоями. Пайка медных труб может выполняться самостоятельно, для выполнения работы не потребуется специальная оснастка или инструмент.
Источник: https://vodatyt.ru/mednye-truby/kak-payat-svoimi-rukami.html
Содержание
- 1 Пайка меди: почему стоит этому научиться
- 2 Подготовка медных труб
- 3 Особенности труб из меди
- 4 Материалы, необходимые для работы
- 5 Материалы для соединения меди
- 6 Что понадобится в процессе
- 7 Типы медных фитингов под пайку
- 8 Пайка мягким припоем
- 9 Расходные материалы и инструменты
- 10 Возможные ошибки
- 11 Основные ошибки при пайке своими руками
Пайка меди: почему стоит этому научиться
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.

Трубопроводы из меди считаются лучшими, так как срок их службы сопоставим со сроком эксплуатации здания, в котором они установлены
Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.
Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Источник: https://sovet-ingenera.com/santeh/trubodel/pajka-mednyx-trub.html
Это интересно: Возможна ли сварка алюминия в домашних условиях инвертором?
Подготовка медных труб
Данные изделия отличаются прочностью, долговечностью, выдерживают высокие значения давления и температуры, а также не боятся ультрафиолетового излучения.
Для спаивания труб из меди понадобятся труборез, расширитель, молоток, рулетка и фаскосниматель. Выбор трубореза определяется диаметром используемых изделий. Он позволяет получить ровный срез, который перпендикулярный к оси трубы. Фаскосниматели применяются для снятия грата и фаски с краев изделий. Снятие заусенцев с внешних и внутренних краев труб облегчает их всовывание друг в друга. Фаскосниматели бывают в круглом корпусе (с ограничением диаметра трубы в 3,6 см) либо в виде карандаша.
Если соединение медных труб не предполагает использование фитингов, то используется труборасширитель.
Важно! Расширяемое медное изделие должно быть или мягким или отожженным.
В помещении проведения пайки медной трубы не должно находиться легковоспламеняющихся и горючих веществ. Также необходимо обеспечить хорошую вентиляцию и проветривание.
Для качественного соединения важен ровный срез, поэтому трубу нужно обрезать специальным приспособлением — труборезом
Источник: http://TrubaMaster.ru/pajka/pajka-mednyh-trub.html
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
-
 долговечность эксплуатации;
долговечность эксплуатации; - прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Источник: https://pochini.guru/sovety-mastera/payka-mednyih-trub
Материалы, необходимые для работы
Пайку медных труб можно выполнять самостоятельно. Для работы потребуются:
- припой;
- стальная щетка;
- флюс;
- кисть;
- паяльник или газовая горелка.
Припой имеет вид проволоки с температурой плавления меньшей, чем у меди. Это позволяет выполнять соединение изделий нагреванием. С помощью стальной щетки при подготовительных работах очищаются внутренняя поверхность фитинга и внешняя часть трубы.
Припой бывает высокотемпературный, представляющий собой тонкую проволоку из меди с добавлением до 6% фосфора и имеющий температуру плавления 600-800 °С, и низкотемпературный – из олова, плавящегося при 300-400 °С.
Жидкий флюс наносится на муфту и трубу до сборки соединительного узла, твердый – расплавляется в зоне пайки. Флюс в виде пасты представляет собой загустевшую смесь, которая может быть нанесена как до, так и после процесса стыковки. Флюс очищает от окислов поверхность трубы, защищает место пайки от кислорода, способствует растекание припоя и улучшает сцепления соединяемых деталей.
Для разогрева металла и припоя необходима газовая горелка
Различают газовые горелки со стационарным баллоном или одноразовым. Существует отдельный вид горелок – ацетилен-кислородные, которые отличаются своей конструкцией. Выбор мощности аппарата для пайки осуществляется по температуре плавления припоя. Профессиональными инструментами проводится пайка медных труб твердым припоем, полупрофессиональными – твердым и мягким припоем.
Источник: http://TrubaMaster.ru/pajka/pajka-mednyh-trub.html
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
 Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
 При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Источник: https://pochini.guru/sovety-mastera/payka-mednyih-trub
Что понадобится в процессе

Перед тем, как спаять медные трубки, потребуется подготовить флюс, способный очистить поверхность от налета окислов. От корректности подготовки поверхности зависит качество выполнения работ. Флюс дополнительно способствует растеканию сплава по поверхности трубки, что улучшает внешний облик шва. Затем необходимо определиться с технологией соединения, от которой зависит выбор, чем паять медные трубы.
При высокотемпературной сварке используется припой, не имеющий в составе свинца (с пометкой на упаковке Lead Free). Для низкотемпературной технологии используется стандартный припой ПОС, выпускаемый в виде прутка диаметром 3 мм. Допускается использование сплавов с введением легирующих элементов (например, висмута или свинца), которые положительно влияют на прочность соединения.

Пайка медных труб своими руками подразумевает нарезку деталей на элементы соответствующего размера. Для разделения трубы на отрезки используется труборез, кромки заготовок обрабатываются инструментом для снятия фасок. Поскольку при соединении трубопроводов требуется расширять один из концов магистрали (для обеспечения плотной и надежной посадки), то потребуется расширитель, представляющий собой клещи со специальной втулкой, рассчитанной на несколько диаметров трубы.
Для нагрева припоя и элементов из цветных металлов применяется газовая горелка с форсункой, формирующей узкий направленный факел пламени. Оборудование оснащается баллоном, который заправлен чистым бутаном или пропано-бутановой смесью. Допускается выполнение работы при помощи электрического паяльника, инструмент применяется в зонах, где использование открытого пламени запрещено. Также мастеру понадобится комплект чертежных инструментов, позволяющих разметить заготовки.
Источник: https://vodatyt.ru/mednye-truby/kak-payat-svoimi-rukami.html
Типы медных фитингов под пайку
Вообще, есть более двух десятков различных фасонных элементов для медных труб — фитингов, но чаще всего применяются три вида :
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.

Муфты для пайки медных труб
Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число необходимых уголков. Также при желании можно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтобы в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм). При создании расширения, трубы должны перекрываться не менее чем на 5 мм, но лучше — больше.
Без чего сложно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к профессиональному и стоит немало. Так что в данном случае дешевле и проще обойтись тройниками.

Есть фитинги для пайки медных труб с впаянным припоем
Есть два типа фитингов — обычные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с вмонтированным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусок припоя, что делает процесс пайки проще — надо всего лишь нагреть зону сварки, но ведет к удорожанию фитингов.
Источник: https://stroychik.ru/strojmaterialy-i-tehnologii/pajka-mednyh-trub
Пайка мягким припоем
Низкотемпературная пайка применяется при установке водопроводных и отопительных сетей с температурой теплоносителя до 130 °С и диаметром труб до 10 см.
Пайка при низкой температуре подходит для монтажа водопроводов
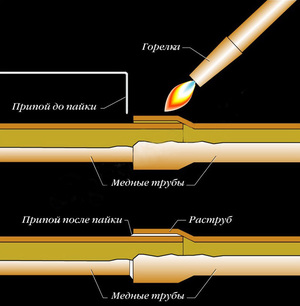
Технология соединения медных изделий мягким припоем предполагает предварительную зачистку поверхностей, нанесение кисточкой флюс-пасты и вставку элементов друг в друга. Далее, место соединения раскаляется газовой горелкой до 200-250 градусов. Припой наносится на край соединения.
Во время пайки важно помнить, что температура пламени горелки может достигать 1 тыс. градусов, поэтому для разогрева элементов достаточно 15-20 секунд. Для равномерности нагрева пламя необходимо постоянно перемещать. Контроль степени прогрева выполняется по цвету флюса. После его потемнения необходимо брать припой.
После введения мягкого припоя в зону пайки при соприкосновении с нагретой медной трубой оловянная проволока начинает таять и скользить по флюсу в шов. Постепенно разогретая масса заполняет пространство между раструбом и трубой.
Источник: http://TrubaMaster.ru/pajka/pajka-mednyh-trub.html
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.

Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.

Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.

Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.

Труборез
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Источник: https://stroychik.ru/strojmaterialy-i-tehnologii/pajka-mednyh-trub
Возможные ошибки
Несмотря на простоту процесса пайки, новички совершают промахи, ведущие к резкой потере качества соединений.
Избегайте следующих моментов:
- Детали небрежно зачищены и обезжирены. Попадание грязи и посторонних частиц в припой существенно снижает качество работы.
- Недостаточный нахлест деталей. При малом нахлесте площадь соединения будет мала для безупречного «удержания» сегментов.
- Недостаточное или избыточное нанесение флюса. Флюс должен покрывать детали равномерным, но тонким слоем – так, чтобы его излишки не появлялись наружу.
- Перегрев. При перегреве флюс обгорает, образуя окалину и налёт оксида на поверхности трубы или фитинга. Горелку следует держать только до первого потемнения флюса.
- Недостаточный нагрев. Флюс расплавится, но не образует нужной сцепки.
- Несоблюдение техники безопасности. Проведение работ без защитной одежды приводит к травмированию.
Источник: https://InfoTruby.ru/soedinenie/pajka-mednyh-trub
Основные ошибки при пайке своими руками
Перед тем, как паять медные трубы необходимо убедиться в отсутствии дефектов на их поверхности, которые часто появляются при нарезке изделий. Надежность шва во многом зависит от чистоты материалов, используемых в работе. Для труб диаметром 6-108 мм ширина полученного соединения может составлять 7-50 мм.
Важно! При недостаточном прогреве медной трубы либо припоя оловянная или медная проволока последнего не прилипнет на флюс и не размягчится. Это приведет к протечке в месте стыка.
Иногда при нанесении флюса некоторые участки трубы пропускаются, что влечет за собой некачественное сцепление припоя с изделием. К похожему результату приводит перегрев трубы, при котором флюс сгорает.
Во время пайки важно выполнять требования техники безопасности, поскольку работы связаны с применением открытого пламени и химически активных веществ. Перед тем, как паять медные трубы, необходимо позаботиться о средствах индивидуальной защиты: рукавицах, очках и т. д.
Правильно организованные и выполненные работы по соединению медных труб обеспечит долгий срок службы трубопровода.
Источник: http://TrubaMaster.ru/pajka/pajka-mednyh-trub.html
Количество использованных доноров: 7
Информация по каждому донору:
- https://sovet-ingenera.com/santeh/trubodel/pajka-mednyx-trub.html: использовано 1 блоков из 8, кол-во символов 1324 (5%)
- https://pochini.guru/sovety-mastera/payka-mednyih-trub: использовано 3 блоков из 8, кол-во символов 6311 (26%)
- https://vodatyt.ru/mednye-truby/kak-payat-svoimi-rukami.html: использовано 2 блоков из 8, кол-во символов 2046 (8%)
- https://stroychik.ru/strojmaterialy-i-tehnologii/pajka-mednyh-trub: использовано 2 блоков из 6, кол-во символов 4974 (21%)
- http://TrubaMaster.ru/pajka/pajka-mednyh-trub.html: использовано 4 блоков из 7, кол-во символов 4754 (20%)
- https://InfoTruby.ru/soedinenie/pajka-mednyh-trub: использовано 2 блоков из 5, кол-во символов 2650 (11%)
- https://samastroyka.ru/pajka-mednyx-trub-svoimi-rukami.html: использовано 1 блоков из 3, кол-во символов 2182 (9%)