
MIG/MAG — Metal Inert / Active Gas — дуговая сварка плавящимся металлическим электродом (проволокой) в среде инертного/активного газа с автоматической подачей присадочной проволоки. Это полуавтоматическая сварка в среде защитного газа — наиболее универсальный и распространенный в промышленности метод сварки.
Источник: http://www.goodwill-ru.com/index.php?option=com_content&view=article&id=76:poluavtomaticheskaya-svarka-mig-mag&catid=50&Itemid=180
Содержание
- 1 Актуальность
- 2 Принцип действия
- 3 Оборудование для сварки MIG/MAG
- 4 Таблицы расчета
- 5 Защитный газ
- 6 Заключение
- 7 Подготовка металла к сварке
- 8 Как держать сварочную горелку
- 9 Движение сварочной горелкой во время сварки
- 10 Скорость сварки
- 11 Скорость потока защитного газа
- 12 Угол сварочной горелки во время сварки
- 13 Сварочное напряжение (длина электрической дуги)
- 14 Сварочная проволока
- 15 Длина выхода сварочной проволоки
- 16 Cварка самозащитной проволокой без газа
- 17 Полярность при сварке без газа
- 18 Звук правильной сварки полуавтоматом
- 19 Меры безопасности
Актуальность

Первое, на что обязательно стоит обратить внимание, если решили использовать этот метод работы – это квалификация мастера. Новичку будет сложно разобраться в настройках, грамотно выбрать материалы.
Опыт работы играет важную роль, и его не нужно недооценивать. Профессионалы особенно любят повторять насколько важно потратить не один десяток лет на самообучение, подружиться с книгами, изучить стандарты и, конечно, практиковаться.
Без этого сложно добиться успеха и качества. Сложно не согласиться с этим, но давайте не будем ставить крест на молодых специалистах, ведь все мы с чего-то начинали.
Именно для желающих обучиться всем тонкостям этой работы, правильного расчета режима сварки полуавтоматом в среде защитных газов и была написана эта статья.
Внимательно изучите теорию и побольше применяйте на практике – вот и весь секрет. Здесь собраны не только знания специалистов, но и информация из справочников и профессиональной литературы.
Источник: https://prosvarku.info/tehnika-svarki/rezhimy-svarki-poluavtomatom-v-srede-zashchitnyh-gazov
Это интересно: Что такое MIG сварка и где она применяется?
Принцип действия

Сварка MIG/MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
При MIG/MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Оборудование для сварки MIG/MAG
Сварочный аппарат MIG/MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Режимы сварки в защитных газах ( СO2)
горизонтальных швов проволокой Св-08Г2С (обратная полярность).
| Толщина металла, мм | Соединение | Зазор, мм | Диаметр проволоки, мм | Сила сварочного тока, А | Напря- жение сварки, В |
Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,8-1 | 0-0,5 | 0,8-1 | 70-130 | 17-18,5 | 25-30 | 8-10 | 6-7 | |
| 1,5 | 1-1,5 | 0,8-1,2 | 100-150 | 17,5-19,5 | 19-24 | 8-12 | 6-8 | |
| 3 | 1,5-2 | 1-1,4 | 140-190 | 20-23 | 16-18 | 10-12 | 7-9 | |
| 5-6 | 0-1 | 1-1,4 | 150-250 | 20-23 | 10-14 | 12-14 | 8-10 |
Таблица 6.
Источник: http://weldzone.info/technology/gas-shieldedarcwelding/400-rezhimy-svarki-v-zashhitnyx-gazax15
Таблицы расчета

С опытом вы обязательно наработаете и сразу подберете необходимые настройки сварки полуавтоматом в среде защитных газов. Метода проб и ошибок не избежать новичкам, однако облегчить труд вначале помогут специально созданные для этого таблицы.
Комбинируйте эти теоретические знания со своим опытом и экспериментами – и вы точно достигнете больших успехов.
Таблица No1. Рекомендации по настройке при сварке низкоуглеродистой или низколегированной стали при формировке стыкового шва в среде защитного газа в нижнем положении током обратной полярности (например углекислого газа, и его смеси с кислородом или аргоном).
Таблица No2. Рекомендации по настройке для работы с поворотно-стыковыми соединениями с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
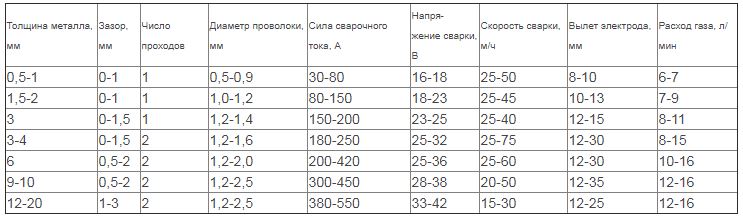
Таблица No3. Рекомендации по настройке при создании нахлесточного шва, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.

Таблица No4. Рекомендации при работе с углеродной сталью, в вертикальном пространственном положении, с использованием углекислого газа, и его смеси с кислородом или аргоном, ток обратной полярности.
Таблица No5. Рекомендации по настройке сварки полуавтоматом в среде защитных газов при создании горизонтального соединения с использованием углекислого газа, ток обратной полярности.
Таблица No6. Рекомендации по настройке при работе с потолочными швами с использованием углекислого газа, ток обратной полярности.
Таблица No7. Рекомендации при работе методом «точка».
Самый простой способ рассчитать режим сварки полуавтоматом в среде защитных газов — воспользоваться таблицами
Источник: https://prosvarku.info/tehnika-svarki/rezhimy-svarki-poluavtomatom-v-srede-zashchitnyh-gazov
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Перенос металла при импульсном режиме дуговой сварки
Главной особенностью процесса импульсно-дуговой сварки является возможность получения мелкокапельного переноса электродного металла при среднем значении тока сварки (Iм) ниже критического, который в обычных условиях определяет границу между крупнокапельным и мелкокапельным переносом металла. В этом методе управления переносом металла ток принудительно изменяется между двумя уровнями, называемыми базовым током (Iб) и током импульса (Iи) Рис. 5. Уровень базового тока выбирается из условия достаточности для обеспечения поддержания горения дуги при незначительном влиянии на плавление электрода. Функцией тока импульса, который превышает критический ток, является форма тока, показанная на Рисунке 5 (типа «одна капля за один импульс»).
Рис. 5. Импульсная дуговая сварка
Для практических показателей взята стальная электродная проволока СВ08Г2С диаметром 1,2 мм; защитный газ Аг+5%02; ток импульса Iи = 270 A; время импульса tи = 5,5 мс; базовый ток Iб = 70 A; время паузы tп = 10 мс; скорость подачи проволоки во время импульса Vпи = 3,5 м/мин; скорость подачи проволоки во время паузы Vпп = 28 см/мин; вылет электрода — 18 мм.
Плавление торца электрода, формирование капли определённого размера и срыв этой капли с торца электрода происходит под действием электромагнитной силы (Пинч-эффект). В течение одного импульса тока может быть сформировано и перенесено в сварочную ванну от одной до нескольких капель. Частота следования импульсов тока, их амплитуда и длительность (tи) определяют выделяемую энергию дуги, а следовательно, скорость расплавления электрода. Сумма длительностей импульса tu и паузы (tп) определяет период пульсации тока, а её обратная величина даёт частоту пульсации. Перенос электродного металла при дуговой сварке с импульсом характеризуется следующими параметрами:
- числом капель сформированных и перешедших в сварочную ванну под действием одного импульса тока;
- размером капли;
- временем от начала импульса тока до срыва первой капли;
- моментом, когда происходит отделение капли от электрода (на фазе импульса или на фазе паузы).
Рис. 6. Перенос капли электродного металла.
В связи с тем, что формирование и отрыв капли управляется амплитудой и длительностью тока импульса (Iи и tu), базовый ток сварки (Iб) может быть уменьшен существенно ниже уровня критического тока, что достигается либо простым увеличением времени базы (tб), т.е., снижением частоты импульсов, либо снижением базового тока (Iб). Например, применительно к малоуглеродистой электродной проволоке диаметром 1 мм при сварке в защитной среде на базе аргона можно поддерживать управляемый мелкокапельный перенос металла на токе сварки менее 50 А, хотя критический ток для этих условий равен примерно 180 … 190 А. Благодаря низкой мощности дуги и скорости расплавления электрода, сварочная ванна имеет малые размеры и легко управляема. Таким образом, становится возможным реализация желаемого мелкокапельного переноса электродного металла, как при сварке тонколистового металла, так и при сварке металла больших толщин во всех пространственных положениях.
Другим преимуществом импульсного режима является возможность использования проволок больших диаметров для скоростей наплавки характерных для проволок малых диаметров, что снижает стоимость единицы веса наплавленного металла. При этом также возрастает эффективность наплавки благодаря снижению потерь на разбрызгивание электродного металла.
К недостаткам этого процесса можно отнести возможное отсутствие проплавления, вследствие низкого тепловложения в сварочную ванну. Кроме того, повышенные требования к квалификации сварщиков, а также использование значительно более сложного и дорогого сварочного оборудования в совокупности с более низкой гибкостью (универсальностью) процесса.
Источник: http://www.goodwill-ru.com/index.php?option=com_content&view=article&id=76:poluavtomaticheskaya-svarka-mig-mag&catid=50&Itemid=180
Это интересно: Плазменная сварка — суть метода и разновидности технологий
Заключение
Хоть эта статья и не раскрывает всех тонкостей расчета режима сварки полуавтоматом в среде защитных газов, таких как необходимое для работы давление углекислого газа, как рассчитать настройки в углекислом или других защитных газов.
Это всего лишь начало на пути от новичка к опытному мастеру. И этот сайт создан, чтобы облегчить ваш путь рекомендациями и советами, которые выведут вас на новый уровень гораздо быстрее.
Не бойтесь пробовать и ошибаться, ведь только так опыт приобретает свою цену. Успехов вам!
Источник: https://prosvarku.info/tehnika-svarki/rezhimy-svarki-poluavtomatom-v-srede-zashchitnyh-gazov
Подготовка металла к сварке
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут ухудшать качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Типы переноса металла при сварке MIG/MAG
При сварке MIG/MAG перенос металла осуществляется, в основном, двумя формами. При первой форме капля касается поверхности сварочной ванны ещё до отделения от торца электрода, образуя короткое замыкание, отчего этот тип переноса получил название переноса с короткими замыканиями. При второй форме капля отделяется от торца электрода без касания поверхности сварочной ванны и, поэтому, этот тип переноса называется переносом без коротких замыканий. Последняя форма переноса металла подразделяется на 6 отдельных типов согласно особенностям формирования и отделения капель электродного металла от торца электрода. Таким образом, согласно классификации предложенной Международным Институтом Сварки, существует 7 основных типов переноса металла, проиллюстрированных на Рис. 4 (условия этих сварок приведены в Табл. 3)
Рис. 4. Типы переноса металла при сварке MIG/MAG
Условия сварки экспериментов для иллюстрации различных типов переноса металла, представленных на Рис. 4 (электронный источник питания).
Таблица 3. Типы переноса металла при сварке MIG/MAG.
|
Типы переноса металла |
Электродная проволока |
Тип ВВАХ |
Защитный газ |
Скорость подачи проволоки, м/мин |
Сварочный ток, А |
Сварочное напряжение, В |
| С короткими замыканиями | ER70S-6 СВ08Г2С 1,0 мм |
Жесткая | Ar+2%O2 | 6,8 | — | 22,0 |
| Крупнокапельный | Штыковая | Ar+2%O2 | 6,7 | 180,0 | — | |
| Крупнокапельный отклоненный | Жесткая | СO2 | 7,0 | 171,8 | 36,7 | |
| Мелкокапельный | Штыковая | Ar+2%O2 | 8,7 | 211,0 | — | |
| Струйный | Штыковая | Ar+2%O2 | 10,5 | 250,0 | — | |
| Взрывной | ER5356 (AlMg5) 1,2 мм. |
Жесткая | Чистый Ar | 12,0 | 224,2 | 24,5 |
При переносе металла с короткими замыканиями торец электрода с находящейся на нём каплей расплавленного электродного металла периодически касается поверхности сварочной ванны, вызывая короткие замыкания и погасания дуги. Обычно, перенос металла с короткими замыканиями имеет месте при низких режимах сварки, т.е., малом токе сварки и низком напряжении дуги (короткая дуга гарантирует, что капля коснётся поверхности ванны раньше своего отделения от торца электрода). Этот тип переноса металла имеет место как при сварке MIG , так и при сварке MAG. В начале короткого замыкания напряжение дуги резко падает (до уровня напряжения короткого замыкания) и остаётся низким до его окончания, в то время как ток короткого замыкания быстро повышается. Разогрев перемычки жидкого металла между торцом электрода и сварочной ванной (вызываемый проходящим высоким током короткого замыкания) способствует её разрыву.
Источник: http://www.goodwill-ru.com/index.php?option=com_content&view=article&id=76:poluavtomaticheskaya-svarka-mig-mag&catid=50&Itemid=180
Как держать сварочную горелку

Сварочной горелкой полуавтомата MIG/MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Движение сварочной горелкой во время сварки
- Существует множество движений сварочной горелкой при формировании шва. Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Особенности сварки в среде углекислого газа
Углекислый газ является активным газом. При высоких температурах происходит диссоциация (разложение) его с образованием свободного кислорода:
2СО2 ► 2СО + О2
Молекулярный кислород под действием высокой температуря сварочной дуги диссоциирует на атомарный по формуле:
О2 ► 2О
Атомарный кислород, являясь очень активным, вступает в реакцию с железом и примесями, находящимися в стали, по следующим уравнениям:
Fe + O =FeO,
C + O =CO,
Mn + O =MnO,
Si + 2O = SiО2.
Чтобы подавит реакцию окисления углерода и железа при сварке в углекислом газе, в сварочную ванну вводят раскислители (марганец и кремний), которые тормозят реакции окисления и восстанавливают окислы по уровням:
FeO + Mn = MnO + Fe,
2FeO + Si = SiО2 + 2Fe и т.д.
Образующиеся окислы кремния и марганца переходят в шлак. Исходя из этого при сварке в углекислом газе малоуглеродистых и низкоуглеродистых сталей необходимо применять кремний-марганцовистые проволоки, а для сварки легированных сталей – специальные проволоки.
Таблица 4. Сварочные проволоки для сварки малоуглеродистых и легированных сталей.
| Свариваемый металл | Сварочная проволока |
|
Малоуглеродистые стали |
Св08ГС, Св08Г2С |
|
Теплоустойчивые стали 15ХМА, 20ХМА |
Св08ХГ2СМ |
|
Низколегированные |
Св08Г2С, Св18ХГСА, Св18ХМА |
|
Сталь 15Х1М1Ф |
Св08ХГСМФ |
|
Сталь 1Х13 |
Вс08Х14ГТ, Св10Х17Т |
|
Сталь Х18Н9Т |
Св06Х19Н9Т, Св07Х18Н9ТЮ |
|
Сталь 20ХМФЛ |
Св08ХГСМФ |
Подготовка металла под сварку состоит в следующем. Чтобы в наплавленном металле не было пор, кромки сварных соединений необходимо зачищать от ржавчины, грязи, масла и влаги на ширину до 30мм по обе стороны от зазора. В зависимости от степени загрязнения зачищать кромки можно протиркой ветошью, зачисткой стальной щёткой, опескоструиванием, а также обезжириванием с последующим травлением. Следует заметить, что окалина почти не влияет на качество сварного шва, поэтому детали после газовой резки могут свариваться сразу после зачистки шлака. Разделывают кромки под сварку так же, как и при полуавтоматической сварке под слоем флюса.
Источник: http://www.goodwill-ru.com/index.php?option=com_content&view=article&id=76:poluavtomaticheskaya-svarka-mig-mag&catid=50&Itemid=180
Скорость сварки

Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Угол сварочной горелки во время сварки
Сварка MIG/MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG/MAG, которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода (CO2) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
Диаметр сварочной проволоки
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Длина выхода сварочной проволоки

До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.

Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
При сварке с газом – электрод (+), масса (-).
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Звук правильной сварки полуавтоматом
При обучении сварки MIG/MAG, важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Меры безопасности
- Свет, который образуется в процессе любого вида электродуговой сварки, очень яркий. Нужно защищать глаза и кожу. Для этого важно использовать сварочную маску. Сейчас продаются сварочные маски с автозатемнением, которые автоматически защищают от яркого света, как только он появляется. Это позволяет пользоваться двумя руками, не заботясь о маске.
- Важно использовать перчатки для защиты от брызг расплавленного металла. Они важны для защиты также и от нагрева и ультрафиолетового излучения, образуемого в процессе сварки. Если сварка длится больше минуты, то ультрафиолетовое излучение губительно воздействует на незащищённые участки кожи.
- Защитный костюм должен быть сделан из материала, который хорошо выдержит воздействие расплавленных брызг металла. Если нет возможности использовать защитный костюм, то материал одежды не должен содержать синтетических материалов, которые легко плавятся и могут причинить вред сварщику.
- Нужно надевать закрытую обувь, внутрь которой не попадут брызги раскалённого металла при сварке.
- Помещение, в котором осуществляется сварка должно хорошо вентилироваться. В процессе сварки выделяются вредные испарения, которые нельзя вдыхать.
Печатать статью
Источник: https://kuzov.info/tehnologia-svarki-poluavt-migmag/
Количество использованных доноров: 4
Информация по каждому донору:
- https://prosvarku.info/tehnika-svarki/rezhimy-svarki-poluavtomatom-v-srede-zashchitnyh-gazov: использовано 3 блоков из 5, кол-во символов 3145 (11%)
- http://www.goodwill-ru.com/index.php?option=com_content&view=article&id=76:poluavtomaticheskaya-svarka-mig-mag&catid=50&Itemid=180: использовано 4 блоков из 9, кол-во символов 8790 (30%)
- http://weldzone.info/technology/gas-shieldedarcwelding/400-rezhimy-svarki-v-zashhitnyx-gazax15: использовано 1 блоков из 4, кол-во символов 527 (2%)
- https://kuzov.info/tehnologia-svarki-poluavt-migmag/: использовано 16 блоков из 17, кол-во символов 16928 (58%)
Нужна таблица «Режимы полуавтоматической сварки угловых швов углеродистых и низколегированных сталей в среде аргона.»