Сварка аргоном, также именуемая, как TIG-сварка, является универсальной. С ее помощью можно сваривать любые виды металлов. От сварщика потребуются только мастерство, умение подбирать присадки и наличие баллона с инертным газом – аргоном. Основной принцип аргонодуговой сварки – сваривание металлов и их сплавов в среде инертного газа неплавящимся электродом.
Источник: https://club.dns-shop.ru/post/20097
Содержание
- 1 Общие данные
- 2 Факты о названии сварки
- 3 История появления
- 4 Мифы о TIG-сварке
- 5 Применение
- 6 Распространённые ошибки при работе
- 7 Особенности комплектации
- 8 Как варить TIG сваркой
- 9 НЮАНСЫ TIG СВАРКИ
- 10 Заключение
- 11 Оборудование для ТИГ сварки
- 12 ПОДВЕДЁМ ИТОГИ
- 13 Электроды и их характеристики
- 14 Распространенные ошибки
- 15 Выводы
Общие данные
 Аббревиатура TIG расшифровывается как аргонодуговая сварка. То есть это метод соединения объектов с применением вольфрамового неплавящегося электрода, помещённого в инертный газ, оберегающего свариваемые поверхности. Однако стоит сказать, что в ФРГ используют аббревиатуру WIG, а в Австрии — GTA. Тем не менее всё это аналоги TIG, поэтому не стоит задумываться, при встрече подобных обозначений.
Аббревиатура TIG расшифровывается как аргонодуговая сварка. То есть это метод соединения объектов с применением вольфрамового неплавящегося электрода, помещённого в инертный газ, оберегающего свариваемые поверхности. Однако стоит сказать, что в ФРГ используют аббревиатуру WIG, а в Австрии — GTA. Тем не менее всё это аналоги TIG, поэтому не стоит задумываться, при встрече подобных обозначений.
Когда сварщик начинает работу, в ручном или автоматическом режиме подаётся присадочная проволока. Как было сказано выше, TIG — это аргонодуговой метод сварки. Но с тем же успехом, вместо аргона можно использовать гелий или азот. Просто именно такая расшифровка закрепилась в умах людей.
Использование в TIG-сварке газовой смеси обосновывается тем, что вес аргона больше массы кислорода, и при контакте этих элементов друг с другом не возникает взрывоопасной ситуации. Поэтому такой метод более безопасен и удобен. Исходя из вышесказанного, стоит выделить преимущества использования этого способа:
- Безопасность.
- Аккуратный шов.
- Отсутствие «брызг» во время работы.
- Простое управление параметрами дуги.
- Хорошее соединение узких деталей.
Но вместе с тем у TIG-сварки имеется и ряд недостатков:
- Требование наличия газового баллона.
- Невысокая производительность.
- Высокие требования к мастерству сварщика.
Источник: https://stanok.guru/metalloobrabotka/svarka/chto-takoe-tig-svarka-i-kakovy-osobennosti-etogo-metoda.html
Это интересно: Сварка аргоном — преимущества и особенности
Факты о названии сварки
1. Маркировка буквами латинского алфавита
Интересно, что название данного вида сварки несколько отличается в разных странах, и незнание маркировки может ввести в заблуждение разнообразием аббревиатур. Например, в англоязычных странах аббревиатура, которой маркируется аргонодуговые сварочные инверторы – это TIG. Расшифровывается как «Tungsten Inert Gas» – сварка вольфрамовым (на шведском вольфрам – «tungsten») электродом в среде инертного газа. Именно эта маркировка часто употребляется на территории Европы и Средней Азии.
В Германии, в связи с особенностями немецкого языка маркировка состоит из букв WIG, то есть Wolfram Inert Gas. В Соединенных Штатах Америки аббревиатура GTAW или же Gas Tungsten Arc Welding, то есть сварка вольфрамовым электродом в среде защитного газа.

2. На территории Российской Федерации дуговая сварка в среде защитного газа имеет собственные обозначения
Согласно ГОСТ 14776-79, технология аргонодуговой сварки неплавящимся электродом обозначается ИН и ИНп. Маркировка ИН говорит о том, что сварочный процесс производится в среде инертного газа, при помощи неплавящегося электрода. Если же используются присадочные металлы, добавляется маленькая буква «п».
3. Как правильно говорить: «аргонно-дуговая» или «аргонодуговая» сварка?
Согласно ГОСТ 2601-84, существует единственно верное понятие аргонодуговой сварки.
Источник: https://club.dns-shop.ru/post/20097
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Источник: https://metalloy.ru/obrabotka/svarka/tig
Мифы о TIG-сварке
Существует ряд заблуждений и мифов, которые связаны со сварочным процессом в аргоновой среде. Важно знать, что сварочный процесс сам является опасным и вредным видом деятельности, а работа в среде защитных газов усугубляет ситуацию. В связи с этими факторами разработан комплекс обязательных мер и условий по обеспечению безопасности сварщика. Но при их несоблюдении может возникнуть целый ряд опасных ситуаций для жизни и здоровья рабочего, которые со временем превращаются в мифические утверждения о вреде и сложности сварочного процесса.
1. При сварке в аргоновой среде, аргон губительно воздействует на сварщика
Обратимся к химии. Данный газ является химически инертным и занимает третье место по объему в атмосфере планеты Земля после азота и кислорода. Аргон не обладает каким-либо характерным запахом, вкусом и цветом. Он не токсичен и не взрывоопасен.
Он весит практически в 1,4 раза тяжелее чем воздух и способен вытеснять кислород. И при работе с данным газом если не соблюдать меры безопасности он может привести к потере сознания и головокружению, если попадет в дыхательные пути человека.
Правила, которые обеспечат полную безопасность сварного при работе с аргоном:
- Работать нужно в помещениях, где установлены вытяжки в полу, или же на расстоянии 20-30 см от уровня пола. В таком случае аргон, который спускается вниз будет выводиться из помещения и будет поддерживаться оптимальный уровень кислорода в помещении.
- При осуществлении потолочных и вертикальных швов в аргоновой среде необходимо использовать средства индивидуальной защиты, например, шланговый противогаз.
- Контролировать уровень кислорода в рабочем помещении во время работы с аргоном. Ручные и автоматические измерительные приборы должны показывать, как минимум, 20% наличия O2 в помещении.

2. Аргонодуговая сварка влияет на мужское здоровье
Данный миф распространен среди учеников сварщиков и любителей. Возникновение убеждения связано с низкой осведомленностью о технологии сварки и сварочном процессе в среде инертного газа. По мнению распространителей мифа, все дело в использовании слабого радиоактивного металла – оксида тория. Он нужен для заточк вольфрамовых электродов, однако его содержание не превышает допустимого количества, поэтому мнение считается ошбочным.
Если соблюдать меры безопасности при заточке электрода – надевать респиратор, включать вытяжку и хранить не более трех килограммов ториево-вольфрамовых электродов в одном месте – все будет в порядке.

Вольфрамовая пыль, как и прочие мелкие частицы иных металлов, раздражает дыхательные пути, но радикально повлиять на здоровье человека не может. Важно учитывать, что современные технологии производства вольфрамовых электродов создают безопасные и эффективные соединения, которые не были доступны в начале и середине XX века – во время возникновения мифа.
3. TIG-сварка «капризна» в работе
В подавляющем большинстве аргоновые TIG-аппараты оснащены большим количеством надстроек и регуляторов, нежели MMA-инверторы для ручной дуговой сварки и MAG-инверторы для полуавтоматической сварки.
Поэтому сварщик, работающий с TIG, должен иметь либо специализацию на данном виде сварки, либо высший разряд. Тогда весь спектр возможностей используется, а сварное соединение будет оптимальным.

Для осуществления сварочного процесса каждый работник должен:
- настроить сварочный TIG-инвертор и выбрать оптимальный сварочный ток;
- в зависимости от тока, а также изделия подобрать диаметр вольфрамового неплавящегося электрода;
- определить вид металла и сплава изделия и выбрать присадочные прутки;
- по возможности выбрать оптимальный вариант инертного газа, точнее его состава (может использоваться как чистый аргон и его смеси, а также гелий).
При соблюдении всех этапов, сварщик осуществляет сварочный шов на любом металлическом изделии. Причем данный вид сварки является универсальным, но используется не часто из-за большей материалоемкости. А во время сварочного процесса отсутствуют искры и шлак.
Источник: https://club.dns-shop.ru/post/20097
Применение
Поскольку ТИГ технология позволяет соединять множество металлов и сплавов на их основе, её используют в различных направлениях промышленности:
- Автомобилестроение, изготовление деталей для промышленного оборудования.
- Космическая промышленность.
- Строение кораблей, самолётов.
- Изготовление медицинских инструментов.
- Строительство, создание электроинструментов.
Часто ТИГ технология применяется в домашних условиях. С помощью аппаратов с вольфрамовыми электродами заваривают детали от кузова автомобилей, чинят радиаторы.
Источник: https://metalloy.ru/obrabotka/svarka/tig
Распространённые ошибки при работе
Несмотря на отличные характеристики, у многих пользователей возникают определённые проблемы во время работы. Сюда можно отнести следующие моменты:
- Быстрое сгорание электрода.
- Шов неправильного цвета или его поверхность слишком пористая.
- Нестабильность сварной дуги.
- Попадание в шов вольфрама.
- На поверхности сопла пыль или жёлтый дым.
Если при TIG-сварке электрод сгорает слишком быстро, возможно, причина в недостатке поступающего газа (стандартный расход — 7-10 л/мин). Кроме того, причины неисправности могут скрываться в неправильном подключении электрода, использования электрода без присадок или диаметр электрода не соответствует уровню тока.
Также случается, что при TIG-сварке шов имеет неправильный цвет или слишком пористую поверхность. Как правило, причины этих неисправностей следующие:
- Образование конденсата на металле (высушить изделие или протереть сухой тряпкой).
- Недостаток газа (расход должен быть от 7 до 10 л/мин).
- Неисправность шланга или неплотное его подключение к горелке.
- Загрязнение самого металла (почистить изделие от жира, грязи, масла и т. д.).
- Неподходящий присадочный материал.
Нестабильная сварная дуга. У этой проблемы также есть несколько причин:
- Загрязнение свариваемого металла (достаточно просто почистить его).
- Загрязнение электрода (этот элемент нужно очистить от грязи, а затем переточить).
- Нарушение полярности (подключать электрод необходимо к «минусу»).
- Отсутствие подготовки электрода к работе (необходимо затупить или закруглить этот компонент).
Довольно часто при выполнении TIG-сварки происходит загрязнение шва вольфрамом. В большинстве случаев это происходит из-за касания электродом сварочной ванны. В таком случае его необходимо держать выше. Ещё одна причина — плавление электрода в сварочную ванну. Если это случилось, рекомендуется применять легитированный электрод.
Иногда во время TIG-сварки образуется жёлтый дым и электрод меняет цвет. Причина кроется в слишком быстром отключении газа. Поступление газа при TIG-сварке следует прекращать лишь спустя 10 секунд после гашения дуги.
Источник: https://stanok.guru/metalloobrabotka/svarka/chto-takoe-tig-svarka-i-kakovy-osobennosti-etogo-metoda.html
Особенности комплектации
Она довольно простая: нужен аппарат, для подсоединения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа установливается на газовый баллон. Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая их в минусовую погоду от переохлаждения.
Правильное использование инвертора
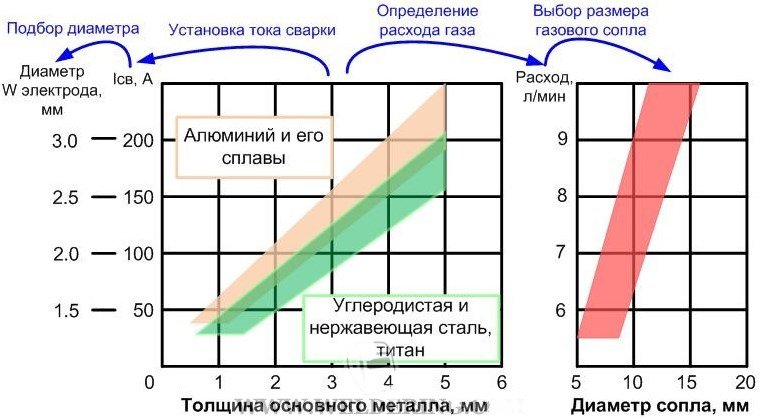
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на необходимую силу тока, подключить шланги. Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
| Расход газа, л/мин | Металлы |
| 15—20 | алюминий |
| 10—12 | медь |
| 6—8 | низколегированная сталь |
| 12—14 | сплавы магния |
| 10—12 | никелевые сплавы |
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.
Горелку сварщик держит под определенным углом, что позволяет ему визуально правильное выполнение соединения металлов.
Делаем аппарат в домашних условиях

Простой способ — это использовать уже обычный инвертор MMA с подходящими для сварки параметрами, но надо его доработать и перенастроить. В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Источник: https://svarka.guru/vidy/thermo/dugovaya/tig.html
Как варить TIG сваркой
Половина успеха заключена в правильном выборе режима работы. Но изначально следует потрудиться в подготовке свариваемой поверхности. Ее необходимо очистить от грязи, жира, остатков краски и т.п. Игнорировать процедуру не следует даже в том случае, когда кромки визуально кажутся чистыми. После этого можно перейти к определению нужной силы тока. Насколько правильно будет выбран данный параметр, настолько хорошо проплавится металл. В помощь приведена таблица со справочными данными.
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
|---|---|---|
| 1 | 45-55 | 1,5 |
| 2 | 80-90 | 2 |
| 3 | 120-150 | 3,2 |
| 4 | 170-190 | 5 |
Самое время определиться с полярностью. Здесь все достаточно просто. При работе на постоянном токе полярность выбирается прямая, и, наоборот, при переменном – обратная. Электрод подвергается заточке с дальнейшей полировкой. При сваривании тонких листов нужно брать специальные стержни, предназначенные для сварки тонкого металла. При заточке они затачиваются максимально остро. Соответственно, для толстого металла угол меняется в большую сторону.
Дуга поджигается по принципу спичек. Электродом проводят по поверхности металла. Как альтернатива – функция TIG lift, но поджигать следует в рабочей зоне. Наиболее практично пользоваться бесконтактным поджигом, если такая функция предусмотрена. Дело в том, что она есть только на профессиональных дорогостоящих моделях аппаратов.
Источник: https://vtmstol.ru/blog/tig-svarka
НЮАНСЫ TIG СВАРКИ

Большое значение для TIG сварки имеет правильный подобранный режим. Это напрямую связано с тем, какой электрод вы будете использовать. Об этих нюансах мы расскажем позже, а сейчас поговорим о подготовке металла.
Сперва необходима очистка краев от пятен масла, краски, от грязи или ржавчины. Не стоит пренебрегать этим, даже если вы думаете, что очистка не нужна. Следующий этап – это выбор силы тока. Значение этого показателя влияет на то, степень плавления металла.
Для вас мы подобрали таблицу с рекомендованными значениями силы тока для разных толщин металла и диаметров электрода.
После этого выбирается тип полярности. Для сварки постоянным током берется прямая полярность, а для переменного – обратная.
Важно приступать к работе с хорошо заточенным, отполированным электродом. Для сварки тонких деталей, используйте остро заточенный электрод. В других случаях угол заточенности электрода может изменяться в зависимости от толщины металла.
Есть пара способов поджигания дуги. Вы можете словно спичкой по коробку, чиркнуть электродом по детали, воспользоваться опцией TIG lift, которая облегчает этот процесс или вовсе применить способ бесконтактного зажигания.
Мы советуем вам прибегать к использованию последнего метода, хотя он имеется только в профессиональных дорогих инструментах.
Когда вы захотите освоить навыки сварки на уровне мастера или профессионала, будет необходимо иметь специальное оборудование.
Узнайте, какие режимы имеются в сварочном инструменте,что у вас имеется, есть ли кабель для крепления на массу, газовый баллон, редуктор.
Выясните тип горелки вашего аппарата. Их всего два: для металлов до 3 мм и для всех других. Первый удобен тем, что из-за своей небольшой мощностью, может быстро охладевать.
Горелки для металлов толще 3 мм требуют наличия вспомогательных систем охлаждения. Как, к примеру, система жидкостного охлаждения.
В аппарате находится трубка, которая подает холодную воду и спирт. Спирт – чтобы вода не замерзала, если система какое-то время не приводится в действие.
Источник: https://prosvarku.info/tehnika-svarki/tig-svarka
Заключение
Современный технологии, реализованный в аппаратах ТИГ-сварки, предоставляют много новых возможностей как новичкам, так и опытным специалистам. Можно сваривать заготовки из различных металлов разной толщины. Намного проще стали соединять цветные металлы, включая медь, титан и алюминий. Перестала быть проблемой сварка чугуна. Специалист избавлен от необходимости решать множество проблем, которые вызваны особенностями разных металлов.
Источник: https://vtmstol.ru/blog/tig-svarka
Оборудование для ТИГ сварки
Для выполнения процесса потребуется:
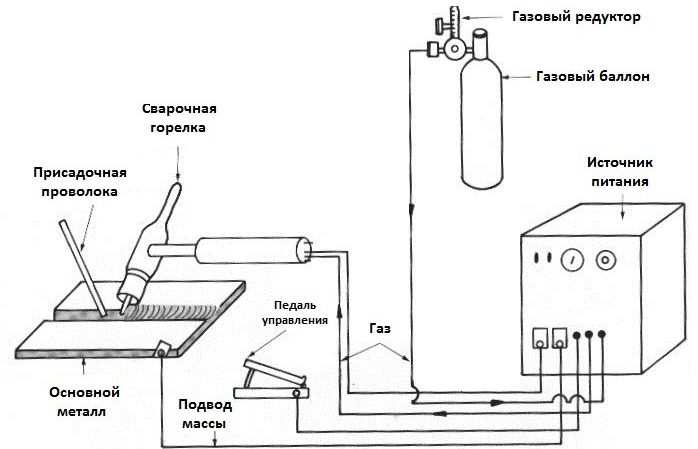
Схема аппарата для аргонодуговой ТИГ сварки
- Источник питания.
- Соединительные кабели.
- Баллон с газом.
- Горелка.
При диаметре до 3 мм горелка охлаждается естественным воздушным путем. При больших размерах через ручку подается охлаждающая жидкость — дистиллированная вода.
В качестве оборудования используется высокочастотный генератор, преобразующий переменный ток электросети 50 Гц в высокочастотный 50 КГц. Процесс сваривания можно выполнять как на прямой и обратной полярности, так и на переменном токе.
Последний вариант используется при соединении алюминиевых деталей. Металл хорошо прогревается в тот момент, когда на электрод подается отрицательное напряжение. В то время, когда на электроде плюс, плавятся окислы, имеющие высокую температуру плавления.
В продаже имеется оборудование, позволяющее создать переменный ток асимметричной формы для получения нужной температуры. При использовании постоянного тока минус подключают на электрод, в этом случае больше прогревается деталь. Чтобы исключить прожог тонких изделий, на электрод подают плюс.
Параметры сварки ТИГ
Видео по теме: Аргонная (аргоновая) сварка TIG
Источник: https://SpecNavigator.ru/instrumenty/svarochnye-apparaty/tig-svarki.html
ПОДВЕДЁМ ИТОГИ
TIG сварка – перспективна и актуальна, разрешает за счет наличию вольфрамового электрода и присадочной проволоки сваривать разные виды металлов.
Вы можете легко и добросовестно сваривать титан, алюминий, чугун, медь, не затрачивая время на трудности, обусловленные характеристиками каждого металла.
Аргоновой сварке отдают предпочтение многие мастера этого дела. Она существенно важна для многих отраслей человеческой деятельности, что приводит к нужде профессионалов сварочного производства.
Следуйте нашим советам и у вас преуспеть в этом деле. Однако желаем вам не останавливаться на достигнутом и ставить новые цели. Удачи вам в ваших начинаниях!
Источник: https://prosvarku.info/tehnika-svarki/tig-svarka
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный. Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги. А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Виды заточки

Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Источник: https://svarka.guru/vidy/thermo/dugovaya/tig.html
Распространенные ошибки
Уменьшение объема электрода происходит при неправильной регулировке силы тока и недостаточном давлении газа, подача которого продолжается не менее 10 секунд после деактивации дуги. Если же газ отключается сразу, то происходит окисление разогретого стержня.
Электрод изменяет цвет из-за небольшой скорости подачи защитного газа, а некачественный шов получается при попадании водяных паров, вследствие неплотного резьбового соединения шлангов, где происходит циркуляция охлаждения.
Источник: https://svarka.guru/vidy/thermo/dugovaya/tig.html
Выводы
Методика TIG основана на технологичном способе сварки различных металлов при защите от окисления нейтральными газами, с участием присадочной проволоки и неплавящегося вольфрамового электрода. Даже начинающий сварщик свободно соединяет черные и цветные металлы, а также тугоплавкие сплавы. Оборудование позволяет осуществить глубокую сварку различных конструкций, но теоретические знания и профессиональные навыки нужны, как и в любой другой профессии.
Источник: https://svarka.guru/vidy/thermo/dugovaya/tig.html
Количество использованных доноров: 7
Информация по каждому донору:
- https://stanok.guru/metalloobrabotka/svarka/chto-takoe-tig-svarka-i-kakovy-osobennosti-etogo-metoda.html: использовано 2 блоков из 5, кол-во символов 3350 (12%)
- https://metalloy.ru/obrabotka/svarka/tig: использовано 2 блоков из 8, кол-во символов 1222 (4%)
- https://SpecNavigator.ru/instrumenty/svarochnye-apparaty/tig-svarki.html: использовано 3 блоков из 6, кол-во символов 3585 (13%)
- https://prosvarku.info/tehnika-svarki/tig-svarka: использовано 5 блоков из 7, кол-во символов 6028 (22%)
- https://vtmstol.ru/blog/tig-svarka: использовано 2 блоков из 6, кол-во символов 1860 (7%)
- https://svarka.guru/vidy/thermo/dugovaya/tig.html: использовано 4 блоков из 12, кол-во символов 4062 (15%)
- https://club.dns-shop.ru/post/20097: использовано 4 блоков из 4, кол-во символов 7492 (27%)