Студентам-сварщикам на лекциях рассказывают основы и важность каждого подготовительного этапа перед сваркой. Ученики знают, с какой целью выполняют разделку кромок, а на практических занятиях тренируются с различными видами сварных соединений и их подготовкой.
Меню статьи:
Эта статья расскажет о базовых особенностях сварки: о правильной подготовке кромок металла, видах соединений и способах подготовки согласно ГОСТу.
Источник: http://UkrAbraziv.com.ua/novosti/45-razdelka-kromok-pod-svarku-vidy-razdelki-dlya-trub-i-s-kakoj-tselyu-ee-vypolnyayut
Содержание
- 1 Назначение разделки кромок под сварку
- 2 Зачем подготавливать кромки и как правильно обработать поверхность
- 3 Предварительная подготовка для сварки металлической поверхности
- 4 Скосы
- 5 Типы готовых кромок — какие бывают и как выбирать
- 6 Виды (типы, формы) скосов для швов при РДС (ручной дуговой сварке)
- 7 Способы обработки кромок
- 8 Особенности методов резки
- 9 Требования к готовым поверхностям
- 10 Технология (разделки кромок)
- 11 Разделка трещин в металле перед сваркой
- 12 Для элементов различной толщины
Назначение разделки кромок под сварку
Правильно сформированная ванна – залог прочного соединения сварных деталей, образуется глубокий однородный слой, после кристаллизации в диффузном слое не возникает внутренних напряжений.
Процессом разделки кромок под сварку подразумевают изменение геометрии стыка, его увеличивают с одной или двух сторон. Разделку выполняют с целью упрочнения соединения толстых деталей, проварить встык на всю глубину невозможно. Появляется доступ к центральной части шва, увеличивается размер ванны расплава.
При правильной подготовке деталей снижается риск брака, не образуются пустоты, раковины, несплошности в месте шва.
Источник: https://svarkaprosto.ru/tehnologii/razdelka-kromok-pod-svarku
Это интересно: Сварка полуавтоматом для начинающих: основные аспекты и азы
Зачем подготавливать кромки и как правильно обработать поверхность
Предварительная разделка кромок под сварку при толщине металла 5 миллиметров выполняется обязательно, согласно сварочным нормам. Это делается для того, чтобы проварка элементов была глубокой, жидкий металл электрода заполнил полости между соединяемыми частями, и застывший шов обеспечил прочность конструкции.
Государственные стандарты подготовки кромок индивидуально подобраны для всех типов сварочных соединений (швов) листового металла:
-
Стыковое;
-
Угловое;
-
Тавровое (Т-образное);
-
Нахлестовое.
Разделка кромок под сварку труб — отдельный сборник сертифицированных стандартов по обработке кромок трубных соединений. ГОСТы также отделяют стыковые, нахлесточные и угловые соединения, где скос кромок подбирается исходя из толщин свариваемых металлов.
Когда сечения и скосы выполнены согласно стандартам, сварщики приступают к другому, не менее важному этапу подготовки — зачистке и обезжириванию. Для этого мастер использует специальную ручную стальную щетку или абразивные зачистные круги, а затем — растворитель или ацетон для химического обезжиривания поверхности.
Обезжиривание и зачистка перед сваркой — неотъемлемые особенности качественной профессиональной работы. Элементы сварки зачищаются после среза и обезжириваются от следов ржавчины, маслянистых структур, влаги, окалин. Невыполнение этого этапа приводит к необратимым последствиям:
-
Хрупкий сварный шов;
-
Неоднородный шов (включения шлаков в металл);
-
Появление пор и микро завоздушин в шве;
-
Появления трещин по шву;
-
Пережог, перегрев металла.
Важно соблюдать последовательность действий:
-
Отрезать.
-
Подготовить кромку (снять фаски).
-
Зачистить от следов коррозии, старой краски, лака и прочих материалов.
-
Обезжирить.
Только после этого можно делать наметку и прихваты, и возможности обработать кромки больше не будет.
Источник: http://UkrAbraziv.com.ua/novosti/45-razdelka-kromok-pod-svarku-vidy-razdelki-dlya-trub-i-s-kakoj-tselyu-ee-vypolnyayut
Предварительная подготовка для сварки металлической поверхности
В процессе предварительной подготовки свариваемых металлических элементов производятся следующие мероприятия:
- правка, разметка материала;
- резка металла;
- подготовка к соединению кромок изделия;
- гибка металла горячим, холодным способом.
Подготовка металла может производиться ручным, механическим способами:
- ручная обработка осуществляется на специализированных правильных плитах, выполненных из чугуна, стали. При этом используется винтовой ручной пресс, правка выполняется ударами кувалды;
- механическая правка выполняется на листоправильных вальцах;
- правка угловой стали осуществляется на правильном прессе;
- обработка швеллеров, двутавровых элементов производится на ручных, механических правильных вальцах;
- разметка материала определяет будущую фигуру изделия;
- резка механическая металлических листов может быть прямолинейной, криволинейной. Для этого предназначены специальные ножницы роликовые, оборудованные ножами дискового типа;
- резка заготовок из углеродистых сталей осуществляется дуговой плазменной или газокислородной резками, механическим или ручным способом;
- резка заготовок из легированных сталей производится дуговой плазменной или флюсовой газовой резкой.
Важно! При сварке металл самой конструкции, присадочный материал должны в обязательном порядке предварительно зачищаться от различных загрязнений, конденсата, сколов, жирных, масляных пятен, ржавчины.
Присутствие на поверхности свариваемых деталей любых загрязнений способствует формированию в швах пор и шлаковых отложений, которые значительно ухудшают качество, прочность соединения.
Источник: https://electrod.biz/tehnologii/razdelka-kromok-pri-svarke.html
Скосы
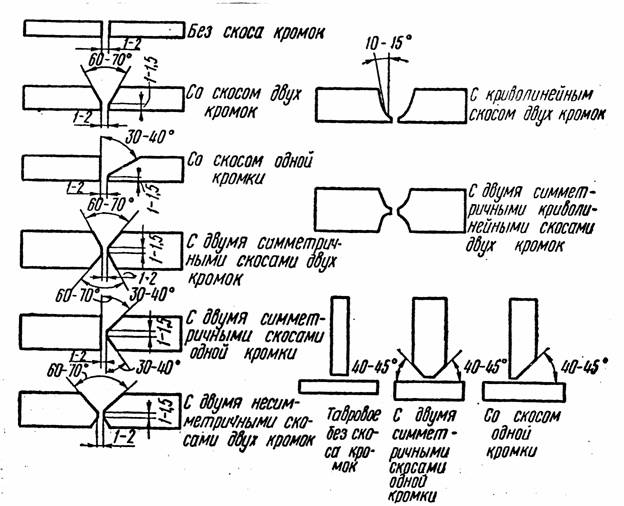
 Стыки с разделкой кромок бывают с односторонним скосом одной или двух кромок и с двусторонним скосом одного или двух стыков. Скосы могут быть прямолинейными или криволинейными, с притуплением или без него.
Стыки с разделкой кромок бывают с односторонним скосом одной или двух кромок и с двусторонним скосом одного или двух стыков. Скосы могут быть прямолинейными или криволинейными, с притуплением или без него.
При односторонней сварке разделку стыков делают в виде буквы V или U. При сварке с обеих сторон реализуется K или X-образные разделки. Разделка для односторонней сварки более трудоемка, чем при сваривании с двух сторон.
Выбор скосов кромок под сварку определяется конструкцией свариваемых изделий, толщиной металла и диаметром электрода. Форму разделки определяет угол и форма скоса, а также высота притупления.
Притуплением называют нескошенную часть стыка. Оно нужно для правильного образования сварного шва и предотвращения прожога. Притупление бывает толщиной от 1 до 3 мм.
Иногда обходятся совсем без него. Тогда предусматриваются специальные мероприятия предотвращающие прожог сварного шва. Сваривание производят на подкладке, основе из флюса или используют замковое соединение.
При использовании ручной электродуговой сварки подготовку кромок у металла толщиной менее 5 мм не делают. Если изделие более толстое, то обычно используют одностороннюю симметричную разделку с углом в 60 °-80 °и притуплением 1-3 мм.
Для соединений в стык с К-, V-, и Х-образной обработкой кромки, совокупный угол скоса равен 45 °-55 °, а при сваривании с подкладкой – 10 °-12 °. Эти параметры влияют на свойства шва и прямо определяют его характеристики.
Источник: https://svaring.com/welding/teorija/razdelka-kromok-pod-svarku
Типы готовых кромок — какие бывают и как выбирать
Виды разделки кромок по Госстандартам учитывают массу параметров, которые имеют свои термины:
Угол разделки кромки (α) — его наличие обеспечивает плотный шов и качественную сварную ванну.
Длина скоса кромки (L) — обеспечивает плавный переход толщины металла.
Размер притупления кромок (S) — начинается там, где заканчивается скос и обеспечивает устойчивость сварки, равномерное наложение шва.
Зазор между двумя кромками (а) — требует внимательности и правильного подхода, т.к. от его величины зависит полнота провара.
Смещение кромок относительно друг друга (δ) — влияет на прочность соединения и допускается не более 10% от толщины металла.
Опытный сварщик знает все виды разделки кромок под сварку по ГОСТу и умеет их подобрать в зависимости от толщины металла, типа соединения и способа сварки. Стандарт для наиболее распространенной ручной дуговой сварки (ГОСТ 5264-80) включает по 4 и более типов форм кромок для каждого типа соединения:
-
Для стыкового — 15 видов кромок;
-
Для углового — 5 видов кромок;
-
Для таврового — 4 вида кромок;
-
Для нахлесточного — один вид: без скоса кромок.
Такие линейные типы сварных соединений, где требуется предварительная разделка кромок, встречаются на каждом шагу:
-
Металлоконструкции;
-
Металлические инсталляции — предметы искусства;
-
Винтовые и пожарные лестницы;
-
Отдельные виды перил и ограждений;
-
В судостроении и ремонте.
Источник: http://UkrAbraziv.com.ua/novosti/45-razdelka-kromok-pod-svarku-vidy-razdelki-dlya-trub-i-s-kakoj-tselyu-ee-vypolnyayut
Виды (типы, формы) скосов для швов при РДС (ручной дуговой сварке)
Различают несколько типов скосов, каждый из которых следует использовать при работе с определенными изделиями и при особых требованиях к сварочному соединению.
V-образная
 V-образный скос – односторонний прямолинейный скос одной или двух кромок. Данный тип применяется при работе с листовым металлом, толщина которого варьируется в диапазоне от 3 до 26 мм. Угол разделки двух кромок – 60 градусов; одной кромки – 50 градусов.
V-образный скос – односторонний прямолинейный скос одной или двух кромок. Данный тип применяется при работе с листовым металлом, толщина которого варьируется в диапазоне от 3 до 26 мм. Угол разделки двух кромок – 60 градусов; одной кромки – 50 градусов.
X-образная
 X-образный скос – двухсторонний прямолинейный скос двух кромок, который используется при сварке изделий толщиной 12-60 мм. Угол разделки – 60 градусов.
X-образный скос – двухсторонний прямолинейный скос двух кромок, который используется при сварке изделий толщиной 12-60 мм. Угол разделки – 60 градусов.
U-образная
 U-образный скос – односторонний криволинейный скос обеих кромок, применяется для металла толщиной от 20 до 60 мм. Данный тип особенно активно используется именно при проведении ручной дуговой сварки, так как происходит значительное уменьшение расхода электродов за счет сокращения объема наплавленного металла.
U-образный скос – односторонний криволинейный скос обеих кромок, применяется для металла толщиной от 20 до 60 мм. Данный тип особенно активно используется именно при проведении ручной дуговой сварки, так как происходит значительное уменьшение расхода электродов за счет сокращения объема наплавленного металла.
Также иногда выделяют K-образный скос, который применяется, когда одно из одна из кромок имеет двухсторонний скос, а другая – односторонний.
Обозначения
При ознакомлении с чертежами сварных соединений можно встретить буквенные обозначения. Каждому исполнителю необходимо знать их значение.
 Элементы, встречающие на чертежах по подготовке кромок для сварки:
Элементы, встречающие на чертежах по подготовке кромок для сварки:
- в – ширина шва;
- h – высота шва;
- β – угол скоса кромки;
- α – угол раскрытия кромок;
- К – катет шва – наиболее короткое расстояние от плоскости соединяемой первой заготовки до границы углового соединения, которое расположено на плоскости второй заготовки;
- b – величина зазора – расстояние между заготовками, стандартный диапазон величин 1,5-2,0 мм.;
- С – величина притупления – нескошенная часть торца кромки, обычно составляет 1-3 мм.
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
#3
Отправлено 13 Февраль 2017 — 13:28
Конструктор обычно пишет гост и условное обозначение сварочного соединения, там уже забиты все конструктивные элементы швов, ну во всяком случае в ГОСТ 5264-80, ГОСТ 23518-79,14771-76,ГОСТ 16037-80… В качестве жеста доброй воли можно изобразить разделку кромок, на чертеже, если она нужна.
На самом деле разделка кромок назначается по минимуму и если можно обойтись без нее, то стараются ее не делать.
Источник: https://www.i-mash.ru/forum/topic/5184-razdelka-kromok-svarka/
Способы обработки кромок
Практикуются два основных способа разделки кромок перед сваркой:
- Термическая
- Механическая
Термический способ обработки представляет собой газовую резку скосов. Она применяется редко из-за проблем с газовыми баллонами. Механическая разделка производится на металлорежущих станках.
Опытные сварщики работают также шлифовальной машинкой, так называемой «болгаркой» и абразивными инструментами. Этот способ обтачивания кромок подразумевает и ручную работу с применением напильников, режущего зубила.
Вручную обычно устраняют все недоделки разделки после газовой или механической обработок, так сказать, « доводят до ума».
Необходимо помнить: ГОСТы допускают определенные смещения кромок при сварке. Все зависит от исходного материала, от того, какой прочности должен быть шов готового изделия и так далее.
Обо всех тонкостях разделки перед сваркой можно узнать в соответствующих правовых документах. Требуемых стандартов нужно придерживаться при подготовке кромок под сварку трубопроводов, где бесспорно необходима особая точность.
Источник: https://prosvarku.info/tehnika-svarki/razdelka-kromok-pod-svarku
Особенности методов резки
 При газовой кислородной резке легированных сталей свободный углерод образует карбиды, удалить которые очень трудно. Поэтому подготовку таких сплавов, как хромированная нержавейка, например, проводят другими способами. Газовую разделку кромок применяют в основном к углеродистым сталям.
При газовой кислородной резке легированных сталей свободный углерод образует карбиды, удалить которые очень трудно. Поэтому подготовку таких сплавов, как хромированная нержавейка, например, проводят другими способами. Газовую разделку кромок применяют в основном к углеродистым сталям.
Качество термической резки, проведенной вручную, почти всегда оставляет желать лучшего, поэтому требуется дополнительно обрабатывать срез абразивом. К тому же изменяется состав и свойства верхнего слоя, что приводит к деформации изделий.
Плазменная резка позволяет получить качественный срез практически любых металлов. В роли плазмообразующего газа применяют воздух. Переносные устройства терморезки оснащаются газовыми и плазменными горелками. При установке трех горелок можно делать скосы кромок К-образной формы.
При машинной термической резке, качество кромок получается высоким, и удовлетворяет требованиям ГОСТов. Лазерная разделка кромок используется, когда ее нечем заменить, стоит она очень дорого.
Механическая резка обеспечивает получение качественных скосов кромок. К достоинствам относится создание скосов сложной формы. Но есть и существенные недостатки, среди которых невысокая производительность и трудность формирования кромок на крупных заготовках.
При формировании двусторонних скосов механическим методом требуется кантовка заготовок. Резка стыков абразивами является вредным производством и требует много ручного труда. Элементы абразива вызывают трещины.
Источник: https://svaring.com/welding/teorija/razdelka-kromok-pod-svarku
#4
Отправлено 13 Февраль 2017 — 13:44
Вопрос 1: требуется ли конструктору заложить разделку кромок в КД или это задача технолога?
Вопрос 2: регламентируется ли данное требование ГОСТом?
Спасибо.
На самом деле разделка кромок назначается по минимуму и если можно обойтись без нее, то стараются ее не делать.
Конструктору требуется послать технолога к козе под хвост! Не хватало еще над стандартными профилями изгаляться.
Источник: https://www.i-mash.ru/forum/topic/5184-razdelka-kromok-svarka/
Требования к готовым поверхностям
 Перед выполнением сварки кромки должны соответствовать следующим требованиям:
Перед выполнением сварки кромки должны соответствовать следующим требованиям:
- очищены от различных загрязнений: пыль, грязь, ржавчина, краски, лаки, масла;
- иметь ровную поверхность, без кривизны;
- не должно быть перепадов или изменения угла скоса.
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
#5
Отправлено 13 Февраль 2017 — 14:38
Как это не странно, конструктор не обязан указывать и рисовать разделку кромок, так как в ГОСТ все это прописано и это задача технолога работать по ГОСТ или ОСТ. Аналогично, поковки, литье и всякие ОСТ, где указанны допуска и термички к примеру.
Это сравни записи в Т.Т, H14, h14. Мол относится к размерам где не указан допуск на чертеже. Попадались чертежи без такой надписи, а со словами выполнять по ОСТ такому то, а в самом ОСТ уже допуска.
Прим.
Тут уже как договоритесь, конструктор не обязан рисовать разделку, но технологу удобнее и быстрее (как и рабочему) если на чертеже это отображено. Иногда соглашаются рисовать, иногда говорят читайте ГОСТ , там все есть и не обязан на чертеже выписывать и дублировать ГОСТ.
Исходите из рациональности и удобства, одно дело делаете.
Источник: https://www.i-mash.ru/forum/topic/5184-razdelka-kromok-svarka/
#6
Отправлено 13 Февраль 2017 — 20:13
В европейских чертежах стык обозначается линией и всё! Информация о сварном шве описывается в обозначении на полке стрелки, указывающей на эту линию…
Источник: https://www.i-mash.ru/forum/topic/5184-razdelka-kromok-svarka/
#7
Отправлено 13 Февраль 2017 — 21:41
Если кромка не стандартная разделку рисовать обязательно. Почему заставляют конкретно у нас на предприятии узнавал. Все очень просто цех сварки в одном месте и со своим начальником, а цех мехобработки в другом и со своим начальником, поэтому если не указана разделка на чертеже обычно деталь тащат сразу на сварку, а оттуда с криками тащат на мехобработку кромок.
Источник: https://www.i-mash.ru/forum/topic/5184-razdelka-kromok-svarka/
Технология (разделки кромок)
 Сущность технологии разделки кромок состоит в снятии части металла под определенным углом (углом скоса) с изделия, который в последствии будет подвергаться свариванию.
Сущность технологии разделки кромок состоит в снятии части металла под определенным углом (углом скоса) с изделия, который в последствии будет подвергаться свариванию.
При снятии необходимо оставить притупление. Оно нужно для того, чтобы во время процессов прихватки и сварки расплавляющиеся кромки не создавали щель, которую будет сложно заварить.
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
#8
Отправлено 14 Февраль 2017 — 03:54
Странно берут и тащат? И в сварочном и в механическом профессионалы. Может проверить кто этот пацан который тащит? Что это за пионер-стахановец?
Источник: https://www.i-mash.ru/forum/topic/5184-razdelka-kromok-svarka/
Разделка трещин в металле перед сваркой
Трещины обязательно разделывать полностью, чтобы имелась возможность проварить их на всю глубину. Разделка осуществляется строго по всей длине трещины, с одной или с двух сторон, в зависимости от толщины детали и удобства проведения процесса.
Разделка может проводиться следующими способами:
- механические: вырубка или шлифовка;
- термические: дуговая или кислородная строжка или резка.
После разделки углы трещины необходимо засверлить по краям, чтобы предотвратить появление подобных дефектов.
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
#9
Отправлено 14 Февраль 2017 — 05:53
Источник: https://www.i-mash.ru/forum/topic/5184-razdelka-kromok-svarka/
Для элементов различной толщины

стыковое соединение с отбортовкой кромок (для тонкого металла)
Различные конструкции и элементы имеют разную толщину стенок:
- при работе с тонкостенными изделиями (до 5 мм.) разделка кромок не требуется;
- наличие отбортовки кромок также не требует их разделки;
- если толщина стенок деталей составляет от 5 до 20 мм. рекомендуется осуществлять односторонний скос;
- при толщине изделий от 20 до 60 мм. следует производить двухстороннюю разделку.
Данные правила являются стандартными для разных деталей и для различных типов соединений.
Источник: https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/
#10
Отправлено 14 Февраль 2017 — 12:35
Есть сборочный чертеж: свариваются уголки со швеллерами.
Технологу нужна разделка кромок на уголках. Но в самих уголках разделка не заложена.
Зачем? Ведь на полке уголка и так готовая кромка под сварку (радиус) и на швеллере тоже самое.. примерно представил как хотите приварить.. Но лучше бы узел показали. Если кромка под сварку стандартная, то выбираете из таблицы ГОСТ 5264. А если не стандартная, то конструктор должен показать все размеры (зазор, притупление, фаску..)
- ingenerkons и Chertil это нравится
С уважением
Олжас
Один идет по темному лабиринту ощупью — может быть, на что-нибудь полезное наткнется, а может быть, лоб разобьет. Другой возьмет хоть маленький фонарик и светит себе в темноте. И по мере того, как он идет, его фонарь разгорается все ярче, наконец, превращается в электрическое солнце, которое ему все кругом освещает, все разъясняет. Так я вас спрашиваю, где ваш фонарь! (Д.И. Менделеев.)
Источник: https://www.i-mash.ru/forum/topic/5184-razdelka-kromok-svarka/
#11
Отправлено 14 Февраль 2017 — 20:45
Странно берут и тащат? И в сварочном и в механическом профессионалы. Может проверить кто этот пацан который тащит? Что это за пионер-стахановец?
А что странного, есть заготовительный цех, там порезали в размер с припуском и растаскивают по участкам.
К тому же технологи часто пропускают без чертежа такие детали, и получается работа сделана, а по оплате бумаг нет.
Источник: https://www.i-mash.ru/forum/topic/5184-razdelka-kromok-svarka/
#12
Отправлено 17 Февраль 2017 — 00:04
а с чего такой вопрос появился, технолог не может определится со стандартными швами по ГОСТу ??? и почему переживаете за технолога, которому якобы должен помочь конструктор, это Вы так между собой решили???
Должен ли он заложить кромки под сварку или нет, это вопрос конструктора, его начальника и гл. инженера, а не Ваш, он же не рассуждает должны ли Вы что нибудь ему вместе с технологом
А что регламентирует ГОСТ под сварку, должен знать технолог и Ваш мастер….
если бы Вы сказали нестандартный шов, что делать, а не заглядывая в ГОСТ, сразу говорить что кто то должен что то, несколько скоротечно
(я бы ответил если не можете стыковой заварить нормально, я Вам заложу кромки с проваром корня шва, да и еще на подкладке, да еще и рентген поставлю 100%, так это мое право, мы так решили , тож блесну умом)) ради шутки)
Источник: https://www.i-mash.ru/forum/topic/5184-razdelka-kromok-svarka/
#13
Отправлено 17 Февраль 2017 — 20:16
А такие вопросы появляются, когда одно начальство хочет побольше работы спихнуть на соседний отдел, у нас теперь почти правило такое на предприятии, нужны кромки, значит будет и чертеж.
Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных
Источник: https://www.i-mash.ru/forum/topic/5184-razdelka-kromok-svarka/
Количество использованных доноров: 7
Информация по каждому донору:
- https://svarkaprosto.ru/tehnologii/razdelka-kromok-pod-svarku: использовано 1 блоков из 6, кол-во символов 649 (3%)
- https://svaring.com/welding/teorija/razdelka-kromok-pod-svarku: использовано 3 блоков из 6, кол-во символов 4155 (16%)
- https://WeldElec.com/svarka/nauchitsya/razdelka-kromok/: использовано 6 блоков из 11, кол-во символов 3964 (16%)
- https://prosvarku.info/tehnika-svarki/razdelka-kromok-pod-svarku: использовано 1 блоков из 5, кол-во символов 1054 (4%)
- https://electrod.biz/tehnologii/razdelka-kromok-pri-svarke.html: использовано 2 блоков из 3, кол-во символов 3610 (14%)
- https://www.i-mash.ru/forum/topic/5184-razdelka-kromok-svarka/: использовано 13 блоков из 14, кол-во символов 8311 (33%)
- http://UkrAbraziv.com.ua/novosti/45-razdelka-kromok-pod-svarku-vidy-razdelki-dlya-trub-i-s-kakoj-tselyu-ee-vypolnyayut: использовано 3 блоков из 4, кол-во символов 3822 (15%)