Силумин – это сплав, который активно используется для изготовления предметов широкого потребления. Основная сфера его применения – изготовление предметов кухонной посуды, используемой для приготовления пищи.
Источник: https://elsvarkin.ru/texnologiya/svarka-silumina/
Содержание
- 1 Силумин как один из свариваемых материалов
- 2 Силуминовая сварка с применением аргона
- 3 Оборудование для сварки
- 4 Способы соединения
- 5 Особенные свойства силумина
- 6 Сварка силумина аргонодуговым методом: все «за» и «против»
- 7 Технология сваривания аргоном
- 8 Этапы сварки
- 9 Как происходит процесс?
- 10 Техника сварки силумина
- 11 Требования
- 12 Достоинства и недостатки аргонодуговой сварки силумина
- 13 При помощи аргона
- 14 Стыковой метод
- 15 Виды клея
- 16 Полезные советы
- 17 Характеристики популярных марок
Силумин как один из свариваемых материалов
Силумин – это сплав, в основе которого (более 90% химического состава) лежит алюминий. Остальные 10% приходятся на кремний. Последний добавляется для того, чтобы повысить прочность итогового сплава, что позволяет использовать его более широко. В некоторых случаях в состав сплава могут входить медь, железо, марганец и цинк. В случае если в составе силумина цинк присутствует в достаточных значениях, данный сплав следует относить к литейным маркам сплава, что позволяет говорить о возможности его сварки при наличии острой необходимости в таком действии.
По некоторым своим характеристикам силумин схож с нержавеющей сталью, но отличается заметной легкостью за счет легкости основного металла, входящего в состав сплава. По своей прочности данный сплав практически не уступает нержавеющей стали, что достигается наличием кремния в его составе. Кроме того, силумин также хорошо противостоит коррозии за счет такого свойства алюминия.
Еще одним ключевым свойством силумина является его пластичность, что позволяет изготавливать из данного металла большое количество различных сложных по своей форме деталей, так как он достаточно легко льется, что позволяет ему качественно заполнять искомые формы.
Источник: https://elsvarkin.ru/texnologiya/svarka-silumina/
Силуминовая сварка с применением аргона
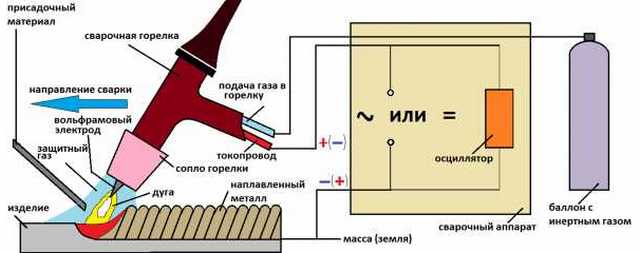
По технологии процесс варки силумина почти аналогичный алюминиевой сварке. В ней одновременно применяется электрическая и газовая технологии, вследствие чего эта технология называется аргонодуговой.
Таким образом, работы по свариванию проходят в защитном облаке из аргона с применением нерасходуемого электрода.
Выше мы упоминали, что аргон во время сваривания отыгрывает защитную роль от окислительных процессов. Он выталкивает массы воздуха из зоны сварки, так как воздух легче аргона.
Другая отличительная черта этого химического элемента заключается в его инертности. То есть, аргон никогда не вступит в реакцию с воздухом либо иными газами.
Начинающим сварщикам, первый раз сваривающим силумин, рекомендуем быть осторожными и следить за температурой газа, чтобы не перегреть его.
Если производится сварка с обратной полярностью (когда осуществляется присоединение заготовки к минусовой стороне, электрода к плюсовой), будет происходить отсоединение электродов от атомов газа.
Вследствие чего аргон ионизируется и пропускает электроток сквозь себя. Таким образом, следует удостовериться, что газ доведен до требуемой температуры, так как в случае его перегрева, он своей мощностью начнет ломать элементы из силумина, а не скреплять их.
Важно заметить! Для сварки подходит только металл, с составом кремния от 5 до 20 процентов (литейный). Но если в сплаве есть довольно много примесей цинка, этот металл запрещается сваривать.
Источник: https://prosvarku.info/tehnika-svarki/svarka-silumina
Оборудование для сварки
В связи с тем, что сварка производится двумя способами – с использованием плавящихся и неплавящихся электродов, оборудование будет различаться между собой.
В случае если речь идет о сварке плавящимся электродом, к оборудованию будут относиться:
- трансформатор или выпрямитель (для подачи сварочного тока необходимого уровня напряжения);
- паяльная лампа (для прогрева кромок свариваемых деталей);
- газовая горелка (для подачи газа, который будет прогревать сварное соединение в процессе сварки);
- держак для электрода (которым сварщик самостоятельно направляет электрод в сварочную ванну).
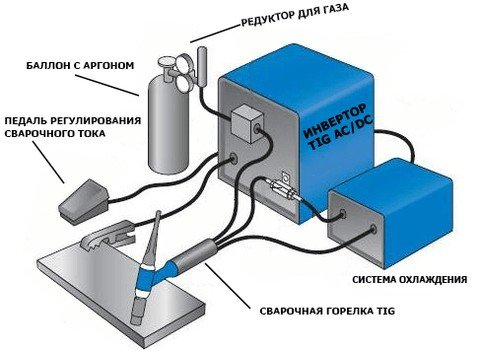
Если говорить об аргонодуговой сварке, то в перечень оборудования следует включить:
- сварочный инверторный аппарат;
- осциллятор для регулировки;
- баллон или иной резервуар с аргоном;
- газовая горелка, через которую подается защитный газ;
- присадка в виде неплавящегося электрода;
- шланги для подачи газа в горелку (ввиду особенностей конструкции горелки внутри таких шлангов находятся два рукава, один из которых предназначен для подачи газа, а внутри другого находится кабель, по которому подводится электрический ток).
Кроме того, потребуются также и средства защиты сварщика, а именно:
- специальный костюм, который защитит кожу от попадания горящих искр от сварки (ткань такого костюма должна быть не просто плотной, а прошедшей специальную пропитку огнезащитного типа с целью исключения риска возгорания от попавшей искры);
- маска с затемненными стеклами (используется для защиты лица и, в первую очередь, глаз, от негативного воздействия яркого света);
- рукавицы-краги (предназначаются для защиты кожи рук от воздействия высокой температуры, а также для исключения возможности поражения электрическим током от свариваемых деталей);
- защитная обувь (она одновременно выполняет две функции – защищает ноги сварщика от попадания капель расплавленного металла в виде искр от сварки в случае отсутствия специального сварочного стола и минимизирует риск полного прохода электрического тока через тело работника в случае наличия критической неисправности оборудования).
Источник: https://elsvarkin.ru/texnologiya/svarka-silumina/
Способы соединения
Перед осуществлением каких-либо ремонтных работ стоит вспомнить, что для этого используется силумин только литейных марок, содержащий в своем составе цинк. Определить, что сломанное изделие из силумина, довольно просто — на поверхности сколов (разломов) имеются характерные крупицы. Устранить поломку можно тремя способами:
- Пайка — бытовой метод сварки без аргона. Соединить посредством пайки возможно только металлические детали с тонкими стенками. Помогут в этом специальные припои, предпочтительны для сварки алюминия, например ER4043, Harris 52, HTS 2000. Для эффективного скрепления стоит пользоваться мощным электрическим паяльником или иметь при себе компактную газовую горелку, баллон с газом (не аргон) и припой.
- Склеивание. Ремонт выполняется весьма и весьма редко. Причина в том, что склеить возможно только те изделия, которые выполняют в большей степени декоративную функцию. Для серьезных нагрузок этот тип ремонта не подходит.
- Сварочные работы. Самый надежный метод починки, но в то же время самый затратный по используемым ресурсам.

Для ремонта конструкций из алюминиевых сплавов применяется электродуговой метод, который в свою очередь, включает в себя два способа сварки:
- Аргонодуговая.
- Работа плавкими электродами.
Источник: https://instanko.ru/osnastka/svarka-silumina.html
Особенные свойства силумина
Силумин представляет собой алюминиевый сплав с добавлением кремния, среди достоинств которого выделяется небольшая удельная масса, высокая прочность, стойкость к химическому воздействию и коррозии.
Сварка силумина в среде защитного газа.
Интересный факт! Сплав не поддается коррозийным процессам, так как на его поверхности образуется защитная пленка из оксидных соединений. Даже крохотное повреждение поверхности металлической конструкции из силумина приводит к контакту молекул алюминия и кислорода из воздуха.
Также к специфическим характеристикам силумина причисляют: легкий вес, высокую пластичность, доступную стоимость, широкую распространенность.
Благодаря таким качествам материал может применяться для создания изделий со сложной формой, которые должны соответствовать жестким требованиям по прочности, устойчивости перед коррозией и износу.
Силуминовые конструкции нашли применение в авиа-, мото- и машиностроении, его активно используют при производстве бытовой техники, сантехники.
Для пайки силумина применяется та же технология, что и при работе с алюминием, ‒ сварка не плавящимся электродом в аргоновом облаке. Защитный газ необходим для предотвращения окисления металла при контакте с кислородом.
Если при сваривании силумина в домашних условиях пренебречь аргоном, кромки деталей окислятся, на них образуется прочная, жаростойкая пленка, мешающая нормальному свариванию поверхностей.
Источник: https://tutsvarka.ru/vidy/svarka-silumina
Это интересно: Сварка аргоном нержавейки своими руками — изучаем вопрос
Сварка силумина аргонодуговым методом: все «за» и «против»
Такой способ обладает массой преимуществ, из которых мы хотим выделить следующие:
- Эта технология одна из немногих, которая позволяет сварить детали из силумина;
- Процесс варки не займет много времени, если работать на короткой дуге;
- Применяя аргон в качестве защитного газа, вы обезопасите металл от окисления. Таким образом, если сваривать сплав по всем правилам, получится надежный крепкий шов;
- Даже на дому можно успешно осуществлять такого рода сварочные работы, но от опыта также многое зависит.
Конечно, как и у любого другого метода, у этого помимо плюсов найдутся и минусы:
- Аргонодуговую сварку металла не желательно производить на улице. Причина в том, что есть вероятность сдувания защитного газа ветром из зоны сварки. Таким образом, для сваривания рекомендуют выбирать закрытые помещения.
- При использовании аргонодуговой сварки важно собрать все нужное оснащение;
- Есть вероятность появления трудностей при регулировке сварочного режима;
- Детали из силумина нужно будет предварительно охлаждать, если вы используете трансформатор для сварки.
Подытоживая скажем, что процесс сварки силумина довольно кропотливый, он требует точности, аккуратности и немного опыта. Если вам важен итоговый результат, а не набор практических навыков, советуем вызвать профессионала.
Источник: https://prosvarku.info/tehnika-svarki/svarka-silumina
Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Важно! После применения каустической соды, заготовки обязательно промыть напором воды.
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.
Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
Источник: https://plavitmetall.ru/svarka/silumina.html
Этапы сварки
Чтобы сделать качественное соединение силумина, сварка должна выполняться со строгим соблюдением технологии. Этапы:
- После зажжения дуги и включения газа в рабочую зона начинается подаваться проволока. Она расплавляется и создаёт качественное соединение деталей.
- При подаче проволоки её держат под углом перед соплом горелки.
- Проволоку нужно подавать медленно. Иначе расплавленные металл будет разбрызгиваться по сторонам и качество шва ухудшается.
При использовании присадочного стержня нельзя выставлять его поперек или делать большие отклонения в стороны.
Сварка силумина, сварка дюраль электродом
Источник: https://metalloy.ru/obrabotka/svarka/silumina
Как происходит процесс?
Защиту от коррозии у силумина обеспечивает прочная окисная пленка. Она же усложняет процесс сварки, препятствуя непосредственному соединению атомов.
Сварку неответственных (слабо нагруженных) деталей ведут на постоянном токе обратной полярности, используя покрытые электроды, либо на прямом токе с помощью неплавкого электрода, угольного либо вольфрамового.
Требуемое проплавление обеспечивают с помощью предварительного нагрева. Детали толщиной свариваемых частей менее 10 мм нагревают газовой горелкой до 250-300ºС, заготовки большей толщины до 400ºС.
Особое внимание обращают на силу сварочного тока. Лучше всего выполнить его подбор до начала сварки деталей, используя бросовые куски силумина сходной толщины. Для предварительного подбора пользуются соотношением: I≤60 A на 1 мм диаметра электрода, где I — сила сварочного тока.
Поскольку пленка шлаков после остывания не даст возможности зажечь дугу, работы ведут непрерывно одним электродом.
Скорость плавления алюминиевого электрода выше, чем стального, поэтому вести сварку нужно быстрее выше.
При использовании технологии неплавкого электрода используют присадочные прутки из алюминиевых сплавов. Детали, толщиной до 2,5 мм можно варить, не разделывая кромок. Изделия массивнее требуют разделки, либо сварки с зазором порядка 0,5-1 мм.
Массивные заготовки сваривают за два прохода. Сначала от средины к краям шва выполняют проход для разогрева, а лишь затем ведут шов.
Присадочный пруток удерживают при этом в левой руке, перемещая позади угольного электрода на расстоянии 7-10 мм (в зависимости от силы дуги).
Плавление прутка не должно происходить каплями, поскольку каждая из них окажется в своеобразном «мешочке» из окислов. При этом силумин будет разбрызгиваться, не образуя шва.
Источник: https://instanko.ru/osnastka/svarka-silumina.html
Техника сварки силумина
Для соединения деталей из силумина возможно использование аргонодуговой методики сваривания. Оборудование включает инвертор, газовый баллон, горелку специального образца, осциллятор, неплавящиеся вольфрамовые электроды. Дополнительно, как присадочный материал, используется силуминовая проволока.
Силуминовые изделия перед соединением подвергаются предварительной подготовке.
- В первую очередь устраняется оксидная пленка. Кромки соединяемых образцов зачищаются наждачной бумагой, специальной пескоструйной установкой, щеткой по металлу, прочими инструментами.
- После этого поверхности изделий подвергаются химической обработке, для чего можно использовать бензин, любой растворитель. При использовании для этих целей раствора каустической соды заготовки необходимо обязательно промыть напором чистой воды.
Как происходит сварочный процесс?
Сварочные работы осуществляются с использованием короткой дуги на обратной полярности. В данном случае металл будет лучше проплавляться.
- В сварочную зону подается присадочная проволока, где осуществляется ее расплавление, соединение с металлом изделия. В конечном итоге формируется жидкая однородная масса, которая после охлаждения становится монолитной.
- Нельзя быстро подавать в сварочную ванну присадку, так как раскаленный металл будет разбрызгиваться, и в результате качество соединения будет низким.
- Подача проволоки производится под углом перед горелкой, при этом движения должны осуществляться равномерно вдоль шовного соединения.
- Нельзя передвигать присадочный стержень поперек, отклонять в стороны.
Основные требования
Остальные требования аналогичны, как при соединении алюминиевых образцов.
- Поджигая электрод, запрещено касаться соединяемых изделий из металла.
- Подача газа осуществляется спустя пятнадцать секунд после поджога электрода. Это предоставит возможность разогреть пространство сопла горелки.
- При завершении сварочных работ подачу газа прекращать нельзя. Это действие нужно выполнить спустя десять секунд после прекращения подачи на электрод электрического тока. Это даст возможность металлу сварного шва остывать равномерно.
Можно ли выполнять сварочные работы такого типа в бытовых условиях?
В бытовых условиях сварка силумина может осуществляться с помощью плавящихся электродов, но существуют некоторые нюансы.
- Обязательно проводится предварительная подготовка соединяемых элементов конструкции.
- Материалы подвергаются предварительному нагреванию до температуры 250-300 градусов.
- Электроды разогреваются до 150 градусов.
Преимущества технологии
- Небольшая область разогрева силумина, в результате чего деформация изделий полностью исключается.
- Аргон характеризуется большим удельным весом в отличие от воздуха. Поэтому он предупреждает попадание из воздуха на свариваемые поверхности кислорода.
- Повышенная скорость выполнения сварочных работ за счет тепловой энергии сварной дуги.
- Общедоступная методика соединения образцов из силумина.
- Возможность сваривания элементов конструкций, которые нельзя заварить, используя другие техники сварки.
Недостатки
- Защита швов при сильном ветре существенно снижается, так как его интенсивный поток будет просто сдувать напор газа.
- При использовании для сварочной дуги высоких значений токовой силы требуется дополнительное охлаждение.
- Для произведения работ требуется достаточно сложное оснащение.
- Настройки оборудования сопровождаются некоторыми трудностями.
Техника безопасности
- При выполнение сварочных работ обязательное применение средств индивидуальной защиты: маски, перчаток, обуви с прорезиненной подошвой, полотна из асбестового, брезентового материала, стального листа.
- Все токопроводящие элементы должны быть надежно заизолированы.
- Запрещено осуществлять сварочные работы в помещениях, в которых находятся легковоспламеняющиеся жидкости, различного рода предметы.
Источник: https://instanko.ru/osnastka/svarka-silumina.html
Требования
Заварить шов, используя сварочное оборудование, можно соблюдая определенные требования:
- Нельзя прикасаться электродом к обрабатываемой поверхности при зажигании дуги.
- Перед тем как подавать газ следует разогреть сопло горелки. Спустя 15 секунд можно открывать вентиль с газом.
- После прекращения подачи электричества на электрод следует подождать 10 секунд и только после этого перекрывать газовый вентиль.
Если работы проводятся дома, можно использовать плавящийся, а не вольфрамовый электрод.
Источник: https://metalloy.ru/obrabotka/svarka/silumina
Достоинства и недостатки аргонодуговой сварки силумина
Плюсы:
- в отличие от других методов восстановления деталей из силумина, при дуговом в атмосфере аргона получают более прочные соединения;
- режим формирования шва – скоростной, сварка не отнимает много времени;
- не нужно предварительно прогревать детали и электрод;
- отработанная технология по силам начинающим;
- направленная дуга не перегревает деталь, она не деформируется.
Минусы:
- работы нельзя проводить на открытом пространстве, в закрытых помещениях необходимо избегать сквозняков, чтобы облако аргона оставалось над рабочей зоной;
- сложно сразу подобрать режим сварки;
- при работе с толстостенным металлом нужно продумывать способ теплоотведения;
- необходимо иметь специальное оборудование.
Тем, кто регулярно занимается ремонтными работами, недостатки аргоновой сварки не мешают создавать качественные и надежные соединения.
Источник: https://svarkaprosto.ru/tehnologii/chem-varit-silumin
При помощи аргона
Ответственные детали соединяют сваркой в среде инертного газа. В качестве газа используют аргон, к которому специалисты советуют добавлять до 30% гелия.
Работают на короткой дуге (3-3,5 мм) инвертором с обратной полярностью. Аппарат обязательно должен иметь осциллятор, обеспечивающий стабильность горения дуги.
Подготовка выполняется как было описано. Обязательным условием является обезжиривание и предварительная зачистка.
Подачу газа начинают приблизительно через 10-15 секунд после предварительно прогрева
Источник: https://instanko.ru/osnastka/svarka-silumina.html
Стыковой метод
Эта методика относится к одной из самых надёжных в плане холодной сварки алюминия. Подходит для соединения деталей через их торцы. Таким образом можно объединять пластинки в один большой щит. Процесс скрепления металла происходит в несколько этапов:
- В первую очередь торцы деталей зачищаются. С них снимается краска, ржавчина и грязь. Далее они обезжириваются.
- После очистки детали зажимаются в специальных тисках которые расположены друг напротив друга. Наружу должны торчать только торцы и по 1 см металла.
- Когда заготовки надёжно закреплены в тисках, через них на торцы передаются торцевое давление. С его помощью получается надёжное соединение.
В технологическом плане это простой и малозатратный процесс, который доступен любому мастеру работающему с металлом. Однако, у него есть существенные недостатки.
Во-первых, размеры удерживающих тисков не дают использовать детали больших размеров для соединения. Во-вторых, часть металла зажатая в тисках также подвергается деформации. В-третьих, после окончания стыковой холодной сварки, сложно вытащить готовую деталь из зажимов.
Источник: https://instanko.ru/osnastka/svarka-silumina.html
Виды клея
Наиболее подходящим для работы с алюминиевыми поверхностями является полиуретановый клей или изготовленный на основе эпоксидной смолы.
Клеи на полиуретановой основе бывают:
В однокомпонентных составах содержится полимер полиуретан и нет растворителя. Подобные средства применяются на открытых частях изделий. Перед скреплением поверхность необходимо смочить водой. Благодаря этому однокомпонентный клей вступает в реакцию с алюминием, формируя тем самым очень прочное соединение.

PERMATEX Cold Weld
Из-за содержащегося в двухкомпонентных составах отвердителя смачивание поверхности водой не требуется. Подобные средства обладают устойчивостью к маслам, грибкам, плесени, отличаются повышенной пластичностью и термостойкостью.
Двухкомпонентные составы на основе эпоксидной смолы характеризуются улучшенными адгезионными свойствами и отличаются устойчивостью к воздействию высоких температур. Часто используются при монтаже конструкций из алюминия, а также для соединения материалов, имеющих разные показатели теплового расширения (дерево, фарфор, камень). Качественного склеивания поверхностей из различных материалов добиться сложно, потому дополнительно используются механические приспособления, например, эластичная лента.

Abro Steel
Составы на основе смолы бывают:
- горячего затвердевания — применяются, по большей части, на промышленных предприятиях и застывают при температуре +1000° С;
- холодного — твердеют при температуре от +15 до +350° С.
Любой двухкомпонентный клей перед нанесением смешивается с отвердителем, пропорции могут быть разными, соответствующая информация находится на упаковке.

Cosmopur 819
Источник: https://instanko.ru/osnastka/svarka-silumina.html
Полезные советы
Рекомендации специалистов помогут выбрать для склеивания алюминия наиболее подходящий состав, а также сделать соединение поверхностей максимально качественным и надежным:
- Алюминиевые конструкции вполне склеит двухкомпонентный состав на основе эпоксидной смолы. Но если требуется соединить поверхности сплава, в составе которого имеется алюминий, то лучше предпочесть продукт, содержащий метилакрилат.
- Для алюминия подходящим является только специальный состав, содержащий кислоты и щелочи. Эти компоненты обеспечивают расщепление пленки из оксидов, что значительно улучшает адгезию клея.
- Применение клеящих материалов на основе эпоксидной смолы категорически запрещается, если в будущем изделие будет применяться для хранения питьевой воды и продуктов или контактировать с ними.
Средства, используемые для склеивания алюминия, не провоцируют окисление металла, в отличие от газовой сварки. В результате отремонтированное изделие прослужит гораздо дольше. Еще одним положительным моментом является невысокая стоимость холодной сварки.
Силумином называют алюминиевый сплав с высоким содержанием кремния. Из него делают детали сложной конфигурации. Для их восстановления используют холодные и горячие методы.
Сварка силумина производится несколькими способами: плавящимися и тугоплавкими электродами. Металл легко окисляется, поэтому желательно использовать защитную атмосферу. Качество соединения без нее страдает. Виной всему жаропрочные оксиды алюминия. Как варить металл, какие тонкости важно учитывать, расскажут опытные сварщики.

Источник: https://instanko.ru/osnastka/svarka-silumina.html
Характеристики популярных марок
Существует несколько клеевых составов, которые позволяют качественно, прочно и надежно соединить алюминий с алюминием или другими материалами:
- Mastix. Смесь подходит не только для склейки алюминиевых поверхностей, но и для герметизации соединений. А также для ремонта изделий, изготовленных из черных и цветных металлов. Состав позволяет качественно склеить детали при невысокой температуре окружающей среды, его рабочий в диапазон — от –50 до +145° С. Кроме того, Mastix надежно и быстро скрепляет влажные поверхности. Средняя стоимость флакона в 50 г составляет 30 рублей.
- Cosmopur 819 представляет собой полиуретановый материал, позволяющий прочно и надежно склеить алюминий с алюминием благодаря созданию вязкого шва между поверхностями. Превосходно подойдет для ликвидации зазоров, вклеивания уголков. Cosmopur 819 чаще всего используется для соединения деталей конструкций. Цена за 300 мл приблизительно 500 рублей.
- ASTROhimACE-9305 — это холодная сварка, позволяющая моментально ликвидировать различные поломки. Клей качественно соединяет поверхности из алюминия и его сплавов при температуре от –50 до +145° С. Состав чаще всего применяется для восстановления сломанных фрагментов деталей, например, резьбы. Одна упаковка в среднем стоит 80 рублей.
- «Эпокси металл Момент» — двухкомпонентный клей, надежно фиксирует между собой не только алюминиевые поверхности, но и комбинации других металлов с деревом, мрамором, стеклом. Состав эффективно устраняет зазоры и трещины. Цена за упаковку объемом 50 мл составляет примерно 350 рублей.
- Abro Steelпредставляет собой универсальную холодную сварку от одноименного американского производителя. Служит оптимальным вариантом для ремонта санитарно-технического бытового оборудования, баков для хранения жидкостей, так как обеспечивает безупречную герметичность. При помощи состава соединяют металл, дерево, керамику, а также между собой материалы разных типов. Клей отличается высокой чувствительностью к чистоте скрепляемых участков. Если хранение было неправильным, то состав невозможно будет использовать по назначению. Цена — приблизительно 150 рублей за 57 граммов.
- PERMATEX Cold Weld — двухкомпонентный термостойкий клей на основе эпоксидной смолы, очень быстро застывает, пожаробезопасный, превосходно склеивает различные материалы, в том числе и алюминий. Полимеризация состава происходит в течение 15 минут, материал выдерживает продолжительный нагрев до +149° С, кратковременный — до +177°. Формирующийся шов, очень устойчив к нагрузкам на сдвиг и отрыв. Стоимость упаковки 56 г составляет около 300 рублей.
- «Титан» — отличается невысокой стоимостью и устойчивостью к любым механическим нагрузкам. Флакон объемом 310 мл стоит около 250 рублей.
-
WURTH Liqu >

COSMO PU-200.280
Совет! Применяя Abro Steel, неукоснительно следуйте инструкции производителя на упаковке, так как нарушение правил использования приводит к резкому ухудшению технических характеристик клея.
Источник: https://instanko.ru/osnastka/svarka-silumina.html
Количество использованных доноров: 8
Информация по каждому донору:
- https://tutsvarka.ru/vidy/svarka-silumina: использовано 2 блоков из 4, кол-во символов 1833 (5%)
- https://plavitmetall.ru/svarka/silumina.html: использовано 2 блоков из 4, кол-во символов 4549 (13%)
- https://svarkaprosto.ru/tehnologii/chem-varit-silumin: использовано 1 блоков из 5, кол-во символов 878 (3%)
- https://metalloy.ru/obrabotka/svarka/silumina: использовано 3 блоков из 6, кол-во символов 1830 (5%)
- https://instanko.ru/osnastka/svarka-silumina.html: использовано 10 блоков из 17, кол-во символов 17340 (51%)
- https://svarkaipayka.ru/tehnologia/drugoe/tehnologiya-svarki-silumina-i-eyo-osobennosti.html: использовано 1 блоков из 4, кол-во символов 1122 (3%)
- https://elsvarkin.ru/texnologiya/svarka-silumina/: использовано 3 блоков из 5, кол-во символов 3517 (10%)
- https://prosvarku.info/tehnika-svarki/svarka-silumina: использовано 2 блоков из 4, кол-во символов 2803 (8%)