Когда необходимо сформировать неразъемное соединение деталей из нержавеющей стали, меди, титана, алюминия, а также ряда других металлов цветной группы и сплавов на их основе, чаще всего используется сварка аргоном. Процесс ее выполнения является достаточно трудоемким и специфическим.
Процесс сварки в среде аргона
Источник: http://met-all.org/obrabotka/svarka/svarka-argonom.html
Содержание
- 1 Принципы сварки, выполняемой в среде аргона
- 2 Технические характеристики аргонодуговой сварки
- 3 Прибор
- 4 Классификация видов дуговой аргоновой сварки
- 5 Основные особенности
- 6 Оборудование для работы с аргоном
- 7 Марки аргона, ипользуемые при сварке
- 8 Достоинства и недостатки аргонодуговой сварки
- 9 Основное
- 10 Схема поста механизированной сварки в среде аргона плавящимся электродом
- 11 Преимущества и недостатки сварки в защитной среде аргона
- 12 Схема ручной аргонодуговой сварки
- 13 Область применения сварки с аргонной защитой
- 14 Выбор режима
- 15 Преимущества и недостатки аргонодуговой сварки
- 16 Заключение
- 17 Выводы
- 18 Аргонодуговая сварка в домашних условиях
- 19 Техника ручной аргонодуговой сварки
- 20 Варим в аргоне медь
Принципы сварки, выполняемой в среде аргона
Сварка аргоном совмещает в себе признаки электродуговой и газовой сварки. С электродуговой сваркой данный технологический процесс объединяет обязательное использование электрической дуги, а с газовой – применение газа, а также некоторые технологические приемы формирования неразъемного соединения.
Плавление кромок соединяемых деталей и присадочного материала, при помощи которого и формируется сварной шов, обеспечивается за счет высокой температуры, создаваемой при горении электрической дуги. Газ (в данном случае аргон) выполняет защитные функции, о чем следует поговорить более подробно.
Сварка легированных сталей, большинства цветных металлов и сплавов на их основе имеет некоторые особенности, заключающиеся в том, что, находясь в расплавленном состоянии, взаимодействуя с кислородом и другими примесями окружающего воздуха, такие металлы активно окисляются.
Это негативным образом сказывается на качестве формируемого сварного шва: он получается непрочным, в его структуре формируются поры – воздушные пузырьки, которые значительно ослабляют соединение. Еще более отрицательное влияние оказывает окружающий воздух на алюминий, расплавленный в процессе выполнения сварочных работ. Под воздействием кислорода, находящегося в окружающем воздухе, данный металл начинает гореть.
Оптимальным решением, которое позволяет эффективно защитить зону формируемого соединения при сварке металлов цветной группы и легированных сталей, является использование защитного газа – им и выступает аргон. Высокая эффективность применения именно данного газа объясняется его характеристиками.
Схема работы аргонодуговой сварки
Аргон значительно тяжелее воздуха (на 38%), поэтому он с легкостью вытесняет воздух из зоны выполнения сварочных работ и создает ее надежную защиту. Являясь инертным по своей природе, аргон практически не реагирует с расплавленным металлом, а также другими газами, присутствующими в зоне, где горит сварочная дуга. При сварке аргоном на обратной полярности следует учитывать один важный момент: от атомов газа в этом случае легко отделяются электроны, поток которых превращает газовую среду в токопроводящую плазму.
Технология выполнения сварки в среде такого газа, как аргон, может предусматривать использование плавящихся, а также неплавящихся электродов (такими являются стержни из вольфрама). Диаметр электродов из вольфрама, который, как известно, отличается исключительной тугоплавкостью, подбирается по специальным справочникам. На выбор данного параметра оказывают влияние характеристики соединяемых деталей.
Методы аргонодуговой сварки
Сварку в среде аргона подразделяют на три типа в зависимости от используемой технологии:
- ручную, выполняемую неплавящимся вольфрамовым электродом (обозначается такая технология аббревиатурой РАД);
- автоматическую, проходящую в среде аргона с использованием неплавящихся электродов (обозначение сварки данного типа – ААД);
- автоматическую, выполняемую в среде аргона с использованием плавящихся электродов (название данной технологии – ААДП).
Согласно международной классификации, аппарат аргонодуговой сварки или сварки, выполняемой при помощи электрода из вольфрама в защитной среде любого инертного газа, обозначается аббревиатурой TIG (Tungsten Inert Gas).
Источник: http://met-all.org/obrabotka/svarka/svarka-argonom.html
Это интересно: Какой расход углекислоты при сварке полуавтоматом?
Технические характеристики аргонодуговой сварки
 Аргон используется прежде всего для того, чтобы вытеснить воздух из сварочной среды и свести к нулю взаимодействие расплавленных кромок с воздухом, попадание которого может привести к возникновению каверзности.
Аргон используется прежде всего для того, чтобы вытеснить воздух из сварочной среды и свести к нулю взаимодействие расплавленных кромок с воздухом, попадание которого может привести к возникновению каверзности.
Изначально данный прием использовался для сварки алюминиевых поверхностей (аргонодуговая сварка алюминия). Вся сварка производится с помощью капель расплавленного металла (крупнокапельное и капельное).
Однако, следует помнить, что при использовании крупнокапельного метода возможно разбрызгивание, используется при сваривании поверхностей, где нет необходимости класть идеально ровный шов.
Крупнокапельный или капельный метод качественно уступают струйному методу, который достигается за счет увеличения тока в инверторе и при использовании присадочной проволоки из меди.
Проволока для аргонодуговой сварки наматывается спиралью на вольфрамовый электрод и позволяет делать наплавку на чугун и прочие хрупкие металлические сплавы.
Источник: https://metallmaster.org/shkola-svarschika/argonodugovaya-svarka.html
Прибор

Для работы в аргоновой среде применяют разные приборы для сварки.
Выбор может пасть на ручной метод управления, тогда специалист сам придерживает горелку и поставляет провод из металла в область сварки или улучшенный портативный прием, когда металлический провод подается в устройство.
Также существуют приборы, работающие от электроники, и варят под воздействием аргона. Горелка и металлический провод подаются в область работы сварки автоматически, иногда мастеру не надо контролировать происходящее, для этого предусмотрен мастер.
На массовом изготовлении используют приборы-роботы, которые самостоятельно контролируют процесс. Их напрямую программируют на исполнение задач по сварке аргоном.
Приступим к работе. Объясним применение сварочного аппарата при работе в аргоновой среде, чтобы результат вас удовлетворил и служил много лет.
Источник: https://prosvarku.info/tehnika-svarki/svarka-argonom
Классификация видов дуговой аргоновой сварки

Инвертор и аргон для сварочных работ.
Аргонно-дуговая сварка подразделяется на виды по уровню механизации работы:
- Ручной вариант выполняется сварщиком: и перемещение горелки, и подачу сварочной проволоки. В этом методе используются только неплавящиеся вольфрамовые электроды.
- Механизированная или полуавтоматическая: проволока подается машиной, а горелку держит сварщик. Популярнейший пример такого метода – сварка нержавейки полуавтоматом. Механизированная аргонодуговая сварка плавящимся электродом также относится к этой группе способов. Сварка нержавейки полуавтоматом в среде углекислого газа – еще одна новая узко специализированная технология в рамках этого вида сварочных работ.
- Автоматическая аргонодуговая сварка: автомат дистанционно управляется оператором и выполняет перемещение горелки и подачу проволоки. В последнее время все чаще встречаются машины – роботы, не требующие участия даже оператора. Сварка нержавеющих труб в основном производится с помощью роботов. Автоматическая аргонодуговая сварка неплавящимся электродом становится весьма распространенной технологией в промышленности.
Источник: https://tutsvarka.ru/vidy/svarka-argonom
Основные особенности
Рабочим органом сварочного аппарата является горелка. В центральную ее часть вставляют вольфрамовый электрод с вылетом 2−5 мм. Внутри горелки электрод фиксируется специальным держателем, в который можно вставить вольфрамовый стержень. Для подачи защитного газа горелку оснащают керамическим соплом. Шов формируется с помощью присадочной проволоки, состав которой должен соответствовать составу свариваемого металла.
Основные этапы сварки с использованием электрода из вольфрама:
-
 Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств.
Поверхности соединяемых деталей тщательно очищаются от загрязнений, следов жира и масла и окисной пленки. Очистка производится обязательно, а выполняться может механическим способом или с помощью химических средств. - К соединяемым деталям подключают «массу», что делается напрямую (в случае больших габаритов) и через металлическую поверхность рабочего стола. Присадочная проволока подается отдельно, а не включается в сварочную электрическую цепь.
- На аппарате выставляется сила тока. Этот параметр выбирают в зависимости от характеристик соединяемых деталей.
- После включения тока горелка с электродом подносится к свариваемым деталям максимально близко и без контакта с поверхностями. Оптимальное расстояние расположения горелки от соединяемых заготовок (должно выдерживаться при сварке) — 2 мм. Удерживание электрода на этом расстоянии позволит хорошо проплавить соединяемые части и получить аккуратный шов.
- Подача защитного газа включается заранее — за 15−20 сек. до начала сварки. Выключается подача аргона спустя 5−10 сек. после окончания сварки.
- Горелка и присадочная проволока медленно ведется лишь вдоль формируемого шва, без поперечных колебаний. Присадочная проволока, располагающаяся впереди горелки, плавно вводится в зону действия дуги. Из-за резких движений расплавленный металл сильно разбрызгивается.
- В процессе сварки электрическая дуга зажигается, а электрод не должен прикасаться к соединяемым поверхностям. Данное правило должно соблюдаться, так как потенциал ионизации аргона крайне высок, что мешает эффективно использовать искру от касания электрода для его понижения. Когда плавящийся электрод прикасается к соединяемым деталям, появляются пары металла, потенциал ионизации которых гораздо ниже по сравнению с аргоном, что и упрощает процесс зажигания дуги. Если вольфрамовым электродом прикоснуться к поверхности соединяемых частей, дуга загрязняется и выполнение сварки затрудняется.
Для зажигания дуги используется осциллятор, преобразующий поступающий из электросети ток с обыкновенными параметрами в высокочастотные импульсы напряжением 2000−6000 В и частотой тока 150−500 Гц. Такие импульсы позволяют зажечь электрическую дугу без соприкосновения соединяемых деталей и электрода.
Источник: https://tokar.guru/svarka/osobennosti-metoda-argonovoy-svarki-ego-plyusy-i-minusy.html
Это интересно: TIG сварка — особенности и преимущества
Оборудование для работы с аргоном
Техника сварки аргоном подразумевает довольно широкий и разнообразный набор оборудования. Этого не нужно бояться, так как сварочные аппараты для аргонодуговой сварки со всеми сопутствующими причиндалами в виде универсальных наборов выпускаются серийно и стоят недорого.
Все оборудование для аргонно-дуговой сварки можно разделить на три группы:
- Специализированное оборудование производится для работ с заготовками одного типа.
- Специальное оборудование для аргонной сварки обычно устанавливается на промышленных предприятиях и используется для заготовок одного типоразмера.
- Универсальное оборудование подходит для всех видов работ в аргоне, например, для сварки нержавеющей стали полуавтоматом.

Классификация сварки.
Одним аппаратом для сварки аргоном вам не обойтись. Аргонная сварка требует целый пакет оборудования, понадобится целый список.
Не обязательно все покупать в магазине, большинство предметов из списка вполне можно сделать самостоятельно:
- Специальная горелка с вольфрамовым расходником.
- Основной и вспомогательный трансформаторы. В качестве основного может быть использован аппарат для дугового способа с напряжением до 70 В. Вспомогательный трансформатор нужен для электропитания коммутирующих устройств.
- Осциллятор подключается параллельно источнику питания. Он нужен, чтобы зажечь дугу при работе с неплавящимся вольфрамовым расходником с помощью подачи высокочастотных импульсов. В результате дуговой промежуток ионизируется. Если обычная сетевая частота насчитывает 55 Гц и напряжение в 220 В, то после преобразования осциллятором частота и напряжение поднимаются до 500 кГц и 6000 В соответственно.
- Контактор для подачи напряжения на горелку.
- Реле для включения и отключения контактора и осциллятора.
- Вольфрамовые электроды с проволокой соответствующего диаметра.
- Аргоновый баллон, оборудованный редуктором.
- Выпрямитель для получения постоянного тока с напряжением 24 В.
- Амперметр для измерения силы тока.
- Таймер для контроля времени обдува аргоном.
- Клапан электро-газовый для подачи постоянного или переменного тока в 24 или 220 В соответственно.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
- Аккумулятор для последовательного включения в электрическую цепь с целью стабилизации переменного тока.
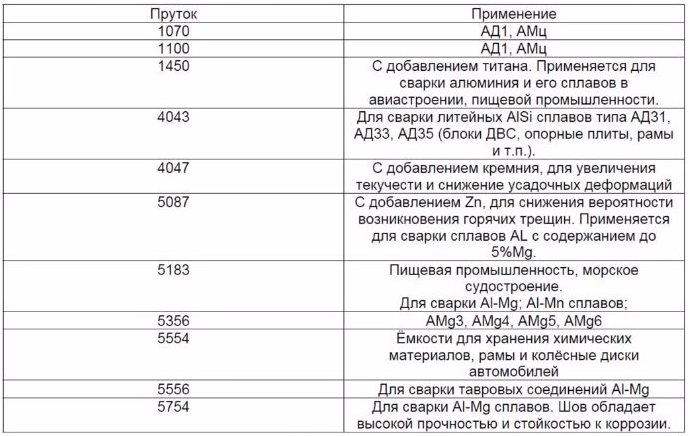
Виды прутков для сварки.
Прогресс не стоит на месте, сварка аргоном в том числе.
Для возможности работать с более толстыми краями свариваемых металлов и повышения производительности в последнее время в технологии сварки аргоном внесены усовершенствования:
- Специальная горелка для использования сразу нескольких вольфрамовых электродов для получения высококачественного шва на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток для периодических пауз его поступления, во время которых металл кристаллизуется. Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
Источник: https://tutsvarka.ru/vidy/svarka-argonom
Марки аргона, ипользуемые при сварке
По ГОСТ 10157 существуют три марки аргона, применяемые для сварки, см. таблицу:
|
Состав |
Марка аргона |
||
|
А |
Б |
В |
|
|
Аргона, % не менее |
99,99 |
99,96 |
99,90 |
|
Кислорода, % не менее |
0,003 |
0,005 |
0,005 |
|
Азота, % не менее |
0,01 |
0,04 |
0,1 |
|
Влаги при р=760мм рт. мт., не более |
0,03 |
0,03 |
0,03 |
Источник: https://taina-svarki.ru/sposoby-svarki/svarka-v-srede-zashchitnyh-gazov/argonodugovaya-svarka-tehnologiya-svarki-v-argone.php
Достоинства и недостатки аргонодуговой сварки
В каждой работе есть свои плюсы и минусы. Начнем с хорошего:
- детали не искривляются под воздействием сильного нагрева, так как данная сварка не предусматривает такой режим;
- аргон по своим химическим свойствам тяжелее, чем воздух, поэтому он своим весом вытесняет воздух и не дает окислиться металлу;
- если приноровиться к сварке аргоном, то процесс идет быстрее и качественней;
- соединение поверхностей возможно при любых типах металла.
Теперь немного слабых звеньев:
- не стоит работать с аргоном при плохих погодных условиях на открытых территориях. Порывы ветра сдуют поток аргона, вследствие чего металл вступит в реакцию с воздухом, а это приведет к дальнейшей коррозии. Работы проводятся в закрытых помещениях с хорошей вытяжкой;
- новичкам сложно разжечь дугу и твердой рукой вести шов;
- необходимо заранее подготовить средства охлаждения, если вы используете высокий ток.

Источник: https://svarka-weld.ru/svarka-argonom-osobennosti-i-tekhnologiya-processa
Основное
Что входит в аргонодуговое плавление? Какая специфика этого метода? Ее можно определить ко всем видам сварки, но различие у нее лишь в том, что работать надо в сфере аргона.
Сфера аргона — это поток газа, поступающий при приваривании инвертором элементов. Далее изображен чертеж аппарата, функционирующего в аргоновой среде.
Этот газ, как и другие, работает защитой при варке: не позволяет металлу окислиться, повышает результативность производства швов и сокращает расход времени.
Варочный газ, направляемый в область , создает своего рода «крышку», препятствующей поступлению кислорода, ухудшающего показатели шва.
Сварка в среде аргона позволяет варить металлы по типу титана. Для пайки применяют проводники электрического тока с возможностью плавления, так и без него, а также провода из вольфрама.
Провод из вольфрама в основном применяется при варке различных металлов. Варить можно как вручную, так и при использовании автоматики.
Сварка в среде аргона вручную — один из популярных и часто используемых видов сварки в аргоне. При выборе сварки в аргоне лучше применять проводник тока, неспособный плавиться.
Существует автоматическая сварка в среде аргона, в которой используют проводник тока, способного и неспособного плавиться.
Невозможно точно сказать какая сварка лучше — на ручном управлении или автоматическом. В конце концов каждый мастер индивидуально подбирает для себя самый удобный способ, выполняя задачи таким аппаратом.
Источник: https://prosvarku.info/tehnika-svarki/svarka-argonom
Схема поста механизированной сварки в среде аргона плавящимся электродом

1 — балластный реостат; 2 — контактор; 3 — сварочная горелка; 4 — механизм для подачи электродной проволоки; 5 — ротаметр (прибор для контроля расхода газа); 6 — редуктор; 7 — баллон для газа; Г — сварочный генератор; А — амперметр; V — вольтметр; Ш — шунт.
Источник: https://taina-svarki.ru/sposoby-svarki/svarka-v-srede-zashchitnyh-gazov/argonodugovaya-svarka-tehnologiya-svarki-v-argone.php
Преимущества и недостатки сварки в защитной среде аргона
Сварка, выполняемая в среде защитного газа аргона, имеет как преимущества, так и недостатки, которые обязательно следует учитывать. К достоинствам данной технологии относят:
Пример шва, выполненного сваркой в среде аргона
- возможность получения качественного и надежного сварного соединения, что обеспечивается эффективной защитой области выполнения сварочных работ;
- незначительный нагрев соединяемых деталей, что дает возможность использовать данную технологию для сварки деталей сложной конфигурации (при этом они не деформируются);
- возможность использования для соединения деталей из материалов, которые невозможно варить другими способами;
- значительное возрастание скорости выполнения сварочных работ за счет использования высокотемпературной электрической дуги.
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя данную технологию, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.
Источник: http://met-all.org/obrabotka/svarka/svarka-argonom.html
Схема ручной аргонодуговой сварки
Ручная дуговая сварка в среде аргона может выполняться постоянным и переменным током. Схемы сварки постоянным и переменным током показаны на рисунках:
Схема ручной сварки постоянным током

1 — сварочная горелка; 2 — баллон с защитным газом (аргоном); 3 — реостат; 4 — генератор; 5 — сварной шов.
Схема ручной сварки переменным током

1 — баллон с защитным газом (аргоном); 2 — сварочная горелка; 3 — сварной шов; 4 — осциллятор; 5 — трансформатор с регулятором.
Источник: https://taina-svarki.ru/sposoby-svarki/svarka-v-srede-zashchitnyh-gazov/argonodugovaya-svarka-tehnologiya-svarki-v-argone.php
Область применения сварки с аргонной защитой
Сварку в среде аргона можно использовать для сваривания различных материалов. Её можно применять для сварки сталей (углеродистых и легированных), для сварки цветных металлов (меди, алюминия, титана, никеля и их сплавов), для сварки трубопроводов. Аргонодуговой сваркой можно выполнять все виды сварных соединений: стыковые, тавровые, нахлёсточные, угловые.
Сварка в аргоне может успешно применяться как при сварке мелких деталей, так и при сварке крупногабаритных изделий и в бытовых условиях и на производстве и при проведении строительно-монтажных работ.
В некоторых случаях, употребление смеси газов вместо технически чистого аргона повышает устойчивость горения сварочной дуги, уменьшает разбрызгивание металла, улучшает формирование сварного шва, увеличивает глубину проплавления, а также воздействует на перенос металла и увеличивает производительность сварки.
Источник: https://taina-svarki.ru/sposoby-svarki/svarka-v-srede-zashchitnyh-gazov/argonodugovaya-svarka-tehnologiya-svarki-v-argone.php
Выбор режима
 Важные параметры — полярность и направление электротока. На их выбор влияют свойства материалов, подлежащих свариванию. Переменный ток или обратная полярность выбирается при необходимости выполнения сварки деталей из алюминия, магния, бериллия, прочих цветных металлов. Выбор объясняется тем, что с использованием такого электротока эффективно разрушается оксидная пленка, всегда присутствующая на поверхности этих материалов.
Важные параметры — полярность и направление электротока. На их выбор влияют свойства материалов, подлежащих свариванию. Переменный ток или обратная полярность выбирается при необходимости выполнения сварки деталей из алюминия, магния, бериллия, прочих цветных металлов. Выбор объясняется тем, что с использованием такого электротока эффективно разрушается оксидная пленка, всегда присутствующая на поверхности этих материалов.
Характерна сварка алюминия, оксидная пленка которого на поверхности имеет высокую температуру плавления. При сварке алюминиевых деталей на токе обратной полярности оксидная пленка эффективно разрушается за счет активной бомбардировки ионами аргона поверхности соединяемых деталей. Токопроводящая плазма, в которую превращается аргон, упрощает выполнение сварки и повышает ее качество. При выполнении процесса с использованием переменного тока для достижения эффекта соединяемые детали являются катодом.
Для сварки в защитных газах часто применяется осциллятор. В случае использования переменного тока это устройство облегчает зажигание сварочной дуги, а когда та загорится, играет роль стабилизатора. Когда меняется полярность переменного тока, возможна деионизация (затухание) дуги. Во избежание этого осциллятор при смене полярности электротока формирует электрические импульсы, подавая их на сварочную дугу.
На выбор тока влияют:
- Свойства обрабатываемого материала.
- Геометрические размеры заготовок.
- Размеры используемых электродов.
 Для выбора параметра рекомендуется обратиться к специальной литературе.
Для выбора параметра рекомендуется обратиться к специальной литературе.
Немаловажный параметр — расход аргона, который выбирается в зависимости от скорости подачи присадочного материала и скорости сносящих воздушных потоков. Минимальным значение параметра будет, если сварка осуществляется в помещении, где нет сквозняков. Если работы ведутся на открытом воздухе и при сильном порывистом боковом ветре, нужно увеличить расход газа и для его подачи в зону сварки использовать конфузорные сопла, из которых газ поступает через мелкоячеистые сетки.
Кроме аргона, в защитную смесь часто добавляется немного кислорода (3−5%). В данном случае кислород вступает в реакцию с вредными примесями (влага, грязь, проч.) на поверхности соединяемых частей. В результате примеси сгорают или преобразуются в шлак, который всплывает на поверхность шва.
Кислород не используется для сварки меди, так как получается оксид меди. Данное соединение, реагируя с водородом из окружающего воздуха, образует водяной пар, который стремится выйти наружу из металла шва. Из-за этого в сварном шве образуется множество пор, что негативно сказывается на его качестве.
Источник: https://tokar.guru/svarka/osobennosti-metoda-argonovoy-svarki-ego-plyusy-i-minusy.html
Преимущества и недостатки аргонодуговой сварки
 Плюсы:
Плюсы:
- надежная изоляция от окружающей среды, повышение качества и отсутствие нарушений кристаллической решетки в соединенной поверхности;
- показательная тепловая мощность дугового разряда, что положительно сказывается на качестве и скорости сварки;
- аргонодуговая сварка позволяет соединять разнородные металлы;
- весь процесс может быть произведен под наблюдением.
 Минусы:
Минусы:
- защита аргоном от окружающего воздуха может быть нарушена при работе на ветру или сквозняке, так как газ может попросту “сдувать”;
- горелку необходимо периодически охлаждать при сварке дугой большой силы тока;
- сильное излучение ультрафиолета, особенно при использовании гелия в качестве инертного газа.
Так как огневые и сварочные работы требуют особенных навыков у производителя работ, соблюдения норм технической и промышленной безопасности, а так же допусков, то проводиться периодическая аттестация с целью продления или получения разрешения и допуска к огневым работам различных категорий.
Информацию о сварочном карандаше, можно почерпнуть здесь.
Источник: https://metallmaster.org/shkola-svarschika/argonodugovaya-svarka.html
Заключение
Мы рассказали, что из себя представляет аргонодуговая сварка и ее применение на практике.
Аргонодуговая сварка отличается таким свойством, что с ней можно спаять конструкции, не поддающиеся соединению в других условиях.
Это может понадобиться не только на масштабном изготовлении, но и дома.
Важно помнить: теории недостаточно для качественной работы, надо много практиковаться. Надо больше тренироваться перед началом варки серьезных конструкций.
Поделитесь своим опытом аргоновой варки в отзывах и расскажите о том, что узнали от нас, в соцсетях. Успеха в работе.
Источник: https://prosvarku.info/tehnika-svarki/svarka-argonom
Выводы
Надеемся, что наша статья помогла вам разобраться в преимуществах и особенностях аргонной сварки. Ее уникальность в том, что благодаря такой технологии, можно сваривать материалы, которые недоступны качественному соединению другими видами сварки. Например, сварка черного металла, автомобильных дисков или сварка труб аргоном выполняется только при соблюдении данного метода.
Источник: https://svarka-weld.ru/svarka-argonom-osobennosti-i-tekhnologiya-processa
Аргонодуговая сварка в домашних условиях
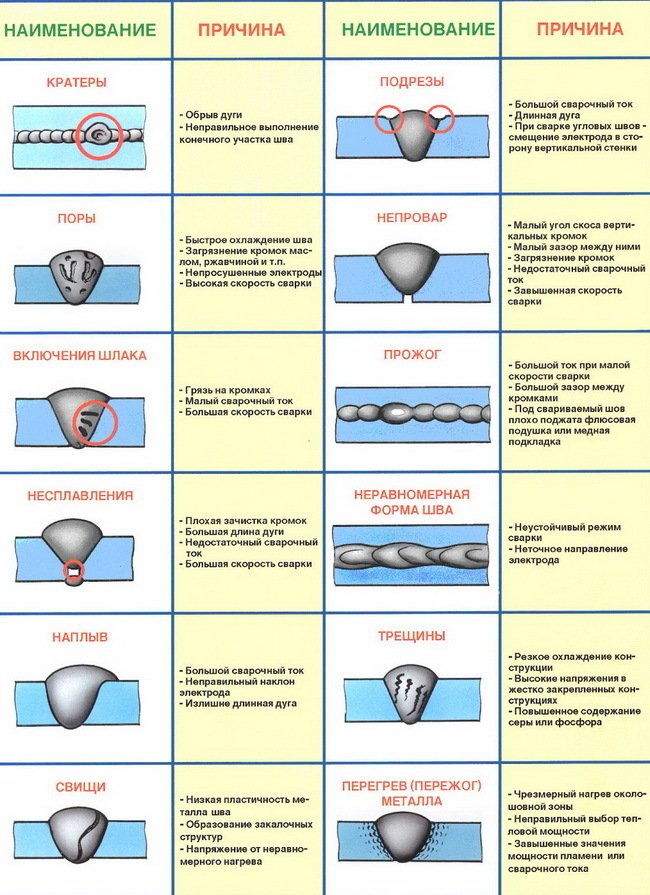
Дефекты сварочных швов.
При всей сложности технологии аргонодуговой сварки по госту со множеством технических условий, ее можно осуществлять и дома. Обязательным условием для этого является инверторный аппарат, который в некоторых случаях можно заменить трансформаторным аппаратом. В дополнение понадобятся баллон с аргоном, редуктор, маска. Все это прекрасно, но покупные аргоновые сварочные аппараты дорогие, а дома чаще всего нужно произвести работу в небольшом объеме.
- Источником тока в домашнем сварочном наборе выступает трансформатор.
- Источником аргона будет баллон с элементами подачи: клапанами и редукторами.
- Осциллятор нужен для поджигания дуги высокочастотным импульсом.
Самодельный аргоновый сварочный аппарат можно сделать с помощью следующих инструментов:
- болгарка, электродрель, сварочный аппарат;
- ножовка по металлу; отвертка, плоскогубцы, гаечные ключи;
- напильник, набор для резьбы, нож, штангенциркуль, микрометр;
- вольтметр, амперметр, тестер, микрометр.
Самодельный источник тока состоит из выпрямителя и сварочного трансформатора, которые можно совместить с осциллятором. Магнитопровод можно взять от старого трансформатора. Начальную обмотку сделать из тонкого медного провода с диаметром не более 0,8мм. Вторичная обмотка выполняется из толстого провода с диаметром не менее 3,5 мм.
Вторым по важности элементом является газовая горелка. Корпус лучше сделать из латуни, сопло – из меди. Прокладку между соплом и корпусом соорудить из резины, стойкой к высоким температурам. Медная трубка для подведения аргона проводится через отверстие в корпусе с плотной запайкой шва. Эта же медная трубка будет служить проводником тока к электроду. Ручка крепится гайками, а изготавливается из эбонита. Штуцер с дросселем на резьбе крепится на конце медной трубки.
Электрод из вольфрама нужно заточить под углом в 45°. Примерная длина электрода 25 – 30 см. Следует отметить, что аргонная технология дома – задача трудоемкая и непростая. Так что решение должно приниматься в формате «стоит ли овчинка выделки». Иными словами, так ли много у вас сварочных дел по дому, чтобы заняться сборкой самодельной системы аргонодуговой сварки? Сварочные аппараты для ручной дуговой сварки в продаже есть, с самым широким ценовым диапазоном.
Источник: https://tutsvarka.ru/vidy/svarka-argonom
Техника ручной аргонодуговой сварки
При ручной аргонодуговой сварке вольфрамовый электрод с одной стороны затачивают на конус. Длина заточки составляет два-три диаметра электрода.
Электрическая дуга зажигается на специальной угольной пластине. Не рекомендуется зажигать дугу на основном металле из-за возможности загрязнения и оплавления конца электрода.
 Для возбуждения дуги можно применить источник питания с повышенным напряжением холостого хода или дополнительный источник питания с высоким напряжением (осциллятор), т.к. потенциал возбуждения и ионизация инертных газов значительно выше, чем кислорода, азота и паров металла. Дуговой разряд инертных газов отличается высокой стабильностью.
Для возбуждения дуги можно применить источник питания с повышенным напряжением холостого хода или дополнительный источник питания с высоким напряжением (осциллятор), т.к. потенциал возбуждения и ионизация инертных газов значительно выше, чем кислорода, азота и паров металла. Дуговой разряд инертных газов отличается высокой стабильностью.
Для защиты металла шва от окисления со стороны корня, с обратной стороны, рекомендуется обеспечивать поддувание защитных газов. При сварке трубопроводов защитный газ продувают внутри трубы.
Ручную дуговую сварку, как мы уже говорили выше по тексту, выполняют без резких, колебательных движений электрода из-за возможного нарушения газовой защиты. Сварочную горелку располагают под углом 75-80° к свариваемому изделию (см. рисунок слева). Присадочную проволоку располагают под углом 90° относительно оси мундштука горелки. Пи этом угол между сварным изделием и проволокой составляет 15-20°. Сварку выполняют «углом вперёд».
Источник: https://taina-svarki.ru/sposoby-svarki/svarka-v-srede-zashchitnyh-gazov/argonodugovaya-svarka-tehnologiya-svarki-v-argone.php
Варим в аргоне медь
Медь имеет высокую коррозионную устойчивость, а также чрезвычайно устойчива в агрессивных средах. Для работы с ней лучше использовать аргон высшего сорта или его смесь с гелием при условии большей доли аргона. Электроды – вольфрамовые, допускаются как плавящиеся, так и неплавящиеся, ток постоянный.
Если медные заготовки толще 4-х мм, необходим предварительный нагрев до 800°С. В качестве присадочной проволоки используются прутки из меди или медно-никелевого сплава. Дуга в медной сварке отличается отличной устойчивостью.
Медь обладает высокой теплопроводностью, поэтому кромки металла нужно обязательно разделывать. При толщине не выше 12 мм будет достаточно односторонней разделки, для более толстых кромок нужна двусторонняя обработка.
Источник: https://tutsvarka.ru/vidy/svarka-argonom
Количество использованных доноров: 7
Информация по каждому донору:
- http://met-all.org/obrabotka/svarka/svarka-argonom.html: использовано 3 блоков из 6, кол-во символов 4905 (16%)
- https://prosvarku.info/tehnika-svarki/svarka-argonom: использовано 5 блоков из 7, кол-во символов 5364 (17%)
- https://tutsvarka.ru/vidy/svarka-argonom: использовано 5 блоков из 12, кол-во символов 8417 (27%)
- https://tokar.guru/svarka/osobennosti-metoda-argonovoy-svarki-ego-plyusy-i-minusy.html: использовано 2 блоков из 6, кол-во символов 5358 (17%)
- https://metallmaster.org/shkola-svarschika/argonodugovaya-svarka.html: использовано 2 блоков из 5, кол-во символов 2041 (7%)
- https://svarka-weld.ru/svarka-argonom-osobennosti-i-tekhnologiya-processa: использовано 2 блоков из 7, кол-во символов 1359 (4%)
- https://taina-svarki.ru/sposoby-svarki/svarka-v-srede-zashchitnyh-gazov/argonodugovaya-svarka-tehnologiya-svarki-v-argone.php: использовано 5 блоков из 11, кол-во символов 3922 (13%)