Аббревиатура MMA, образованная от английского Manual Metal Arc, применяется для обозначения технологического процесса, который по-русски называют ручной электродуговой сваркой.

Источник: https://svaring.com/welding/vidy/svarka-mma
Содержание
- 1 Сущность сварки типа ММА
- 2 Что это и как работает
- 3 Плюсы и минусы
- 4 Преимущества ММА
- 5 Разновидности ручного сваривания
- 6 Технологии и типы
- 7 Покрытые электроды
- 8 Характеристики и описания
- 9 Классификация электродов для сварки углеродистых и низколегированных конструкционных сталей
- 10 Как выбирать инвертор
- 11 Как правильно выбирать покрытые электроды
- 12 Самые важные характеристики при выборе аппарата
Сущность сварки типа ММА
Главная особенность ММА сварки – это образование на месте соединения сплава, содержащего компоненты наплавочного и основного металла. Что такое «наплавка» – это электроды для mma-технологии, расплавляемые в процессе работы. Электроды маркируются по сплавам:
- с сердечником из углеродистой стали обозначают буквенным символом «У»;
- высоколегированной – «В».
В процессе нагрева присадка и кромки образуют общую ванну расплава. Металлы перемешиваются под воздействием дуги. Кристаллизуясь, формируют плотный шов, неразъемное однородное соединение.
Для генерации дуги в ММА сварке создают замыкаемую электрическую цепь, от источника питания отводят два провода. При контакте металла и присадки электроцепь замыкается.

Источник: https://svarkaprosto.ru/tehnologii/chto-takoe-mma-svarka
Это интересно: Что такое кузнечная сварка или сварка ковкой?
Что это и как работает
Разберем этот момент детально. Работая с источником напряжения, мы подключаем его к электричеству. Затем берем 2 кабеля – прямой и обратной полярности.
Они проводит ток к деталям. Первый провод крепим к детали, используя зажим. Кабель №2 подсоединяем к электроду. Мы получили электроцепь.
Она будет замыкаться во время подачи энергии к источнику напряжения. Получаем сварочную арку температуры, способной расплавить металлическую конструкцию.
Металл будет сбрасывать температуру и превращаться в кристаллы, когда электросеть потеряет связь с источником тока. Сварной шов делается за счет несложных действий.
Электрод выполняет важную роль во всем процессе. Во время его плавления вместе с металлом, капли первого оказываются в сварочной ванне. Формируется шов, и обеспечивается защита от негативного влияния озона.
Электроды представляют собой проволоку, изготовленную из металла. Ее покрывают обмазкой, которая напрямую зависит от типа металла. Учитывайте это, чтобы работу не пришлось переделывать.
Электроды обладают особой маркой. После прочтения статьи вы сможете легко определить, какие материалы для мма сварки вам понадобятся.
Источник: https://prosvarku.info/tehnika-svarki/mma-svarka
ММА (РДС)
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
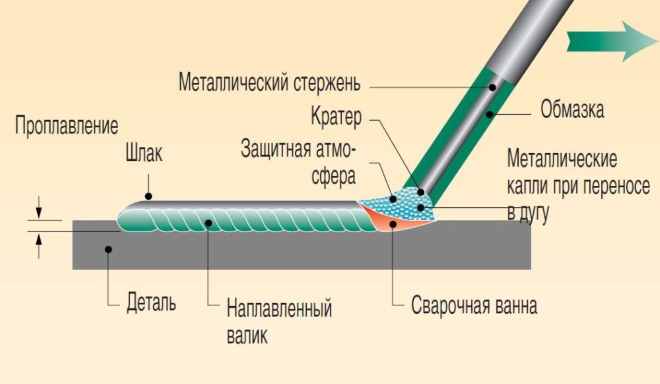
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
Источник: https://svarkagid.ru/tehnologii/metodi-svarki-mma-tig-mig-mag.html
Плюсы и минусы
Сварка ММА может похвастаться как преимуществами, так и недостатками. Тому виной двухвековой возраст технологии. Она не менялась в течение десятков лет почти с момента основания. Это важный момент, который стоит учитывать при сварочных работах.
Говоря о плюсах ММА-технологии, вспомним о том, что такой метод позволяет обрабатывать все виды металлов. Соединение может получиться не таким качественным, как вам хотелось бы. Но варка возможна в любых местах – даже на высоте или в узком помещении.
Преимущества устройств для сварочных работ:
- Доступная цена – в диапазоне до 50 долларов.
- Может работать в разных условиях – в жару и мороз.
- Легко настроить даже неопытному мастеру.
- Подходит для домашнего труда.
Недостатки ММА-технологии:
- Медленная работа – весь процесс может затянуться на пару дней.
- Отсутствие вспомогательных механизмов как в случае с полуавтоматикой.
- Опыт работы меньше двух лет может сказаться на качестве шва, уверенности в ведении дуги и прилипании электродов к металлу.

На наш взгляд, минусам не стоит уделять пристальное внимание. Отказываться от такого метода не стоит. ММА сварка обладает характеристиками, которые очень удобны в работе.
Для того, чтобы избежать неприятностей, нужно быть внимательным и выполнять работу на совесть.
Иногда можно использовать только этот метод сварки, потому что другие неудобны по ряду причин. Речь идет о материальном аспекте.
Если вы работаете в дачных условиях или вам нужно выполнить простые работы – ни к чему приобретать оборудование за 200 долларов. Вас спасет ручная дуговая сварка, которая прекрасно справляется со своими задачами.
Волнуетесь из-за того, что можете не справиться с технологией работы? 9 сварочных моделей из 10 оснащены возможностью антизалипания электродов. Горячий старт также контролируется аппаратом. Вам не о чем беспокоиться.
Сварка ММА актуальна для молодого мастера, которому не важна скорость работы или другие детали. Мы расскажем вам о технологии работы с таким видом сварки. Вы научитесь выполнять ее самостоятельно.
Источник: https://prosvarku.info/tehnika-svarki/mma-svarka
Преимущества ММА

Сварка металлов электродом.
Преимущества электродуговой сварки мощные и не вызывают никаких сомнений:
- Универсальность технологии: с ее помощью можно варить практически любые металлы.
- Варить можно в любом положении, включая ограниченное пространство.
- Технология ММА выдерживает любые неблагоприятные условия внешней среды.
- Возможность использования в домашних условиях, недорогие составляющие.
Источник: https://tutsvarka.ru/vidy/svarka-mma
Разновидности ручного сваривания
Термин «сварка мма» относится к ручной электродуговой сварке плавящимся электродом. В данном процессе, сварной шов образуется сплавлением свариваемых деталей с материалом электрода. Электродуговая сварка ММА осуществляется на постоянном или переменном токе.
Применение переменного тока
Этот вид сваривания предполагает, что полярность дуги меняется каждый полупериод, когда значение напряжения проходит через ноль. Таким образом, каждый полупериод, когда напряжение приближается к нулевому значению, происходит гашение дуги и последующее ее зажигание.
Этот процесс незаметен для глаза, и дуга воспринимается непрерывно горящей. Повторное зажигание дуги происходит легко благодаря высокой остаточной ионизации искрового промежутка и малому времени перерыва горения дуги. Источником переменного тока для ММА сварки служит понижающий трансформатор.
Применение постоянного тока

Такой метод сварки требует, чтобы электрод имел постоянную полярность. Различают следующие способы сварки ММА постоянным током:
- процесс обратной полярности, когда сварочный электрод подключен к минусу источника питания, а свариваемые детали – к плюсу;
- процесс прямой полярности, при котором электрод имеет положительный потенциал, свариваемая заготовка – отрицательный.
Каждый из способов имеет свои особенности. Обратная полярность применяется при работе с более толстым металлом, так как в этом режиме прогрев и плавление заготовки происходит более интенсивно.
Материал электрода, напротив, расходуется медленнее. При прямой полярности электрод плавится более интенсивно, чем заготовка. По этой причине этот способ используют при ММА сварке изделий из тонкого металла.
Сварка ММА постоянным током осуществляется выпрямителями, генераторами и инверторными преобразователями.
Источник: https://svaring.com/welding/vidy/svarka-mma
Это интересно: Контактная точечная сварка — общая информация
Технологии и типы
Для выполнения различных производственных задач используются разные виды инверторных аппаратов, отличающихся функциональными возможностями:
- для электродуговой ручной сварки (ММА);
- для аргонной сварки неплавящимися электродами;
- для полуавтоматической сварки в газовых защитных атмосферах (МИГ/МАГ);
- полуавтоматы для MIG/MAG и ММА режимов;
- универсальные, посредством которых выполняется сварка ММА и другие способы сварочного соединения;
- аппараты для воздушно-плазменного резания металлов.
По техническим параметрам и уровню исполнения инверторы разделяются на:
- Бытовые модели, отличающиеся низкой стоимостью и простейшим оснащением.
- Полупрофессиональные, подходящие в равной степени для дома и небольших мастерских.
- Профессиональные, изготовленные для постоянного использования в производственных целях.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/invertor-mma.html
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Выбор материалов осуществляется согласно цветовой маркировке вольфрамовых электродов, обозначающей типы свариваемых металлов , а также сварочные режимы.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
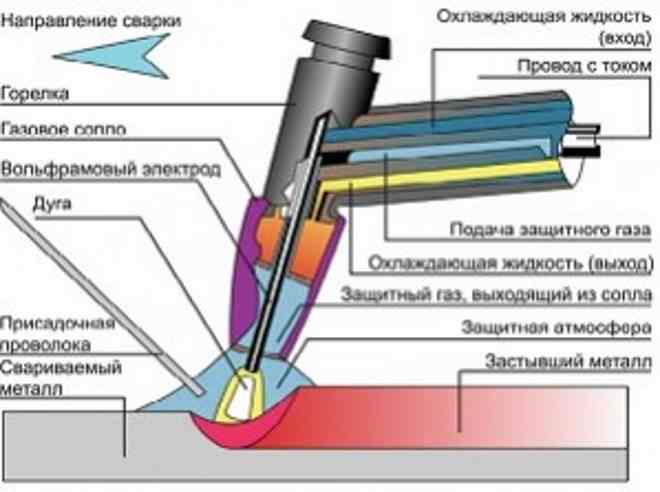
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Стоит отметить, что данное название не совсем правильно, т.к. в роли защитного газа могут применяться другие газы – азот, гелий, а также газовые смеси.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток. В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе.
Источник: https://svarkagid.ru/tehnologii/metodi-svarki-mma-tig-mig-mag.html
Покрытые электроды
Необходимые технологические свойства электродов достигаются подбором материалов металлического стержня и покрытия, в состав которого вводятся стабилизирующие, шлакообразующие, легирующие и связующие вещества.

Основные функции электродного покрытия:
Улучшать стабильность дуги с помощью элементов с низким потенциалом ионизации.
Производить шлак. Расплавленные минеральные составляющие покрытия образуют тонкий слой шлака, обволакивающего каждую каплю расплавленного металла, а также сварочную ванну, защищая их от кислорода, азота и паров воды.
Образовывать защитный газ, который является продуктом горения органических составляющих покрытия, например, целлюлозы, или разложения карбонатов.
Выполнять раскисление, а иногда и легирование металла шва для улучшения его свойств. Тонкий слой шлака, обволакивающего каплю расплавленного электродного металла, способен передавать легирующие элементы в каплю.
В соответствии с национальными стандартами электроды классифицируются:
— по назначению;
— по типам и маркам;
— по толщине покрытия;
— по видам покрытия;
— по допустимым пространственным положениям;
— по роду и полярности сварочного тока;
— по качеству электродов.
По назначению электроды подразделяются:
— для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа, условное обозначение У;
— для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа, условное обозначение Л;
— для сварки высокопрочных сталей с особыми свойствами, обозначение Т;
— для наплавки поверхностных слоев с особыми свойствами, обозначение Н.
Тип электрода определяет механические характеристики (временное сопротивление разрыву, относительное удлинение) или особые свойства (теплоустойчивость, износоустойчивость и др.) наплавленного металла, которые обеспечиваются данными электродами. Для сварки углеродистых и низколегированных конструкционных сталей стандартом предусмотрено 9 типов электродов (Э38, Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60). В обозначение типов электродов этой группы входит буква Э и цифра, указывающая минимальное, гарантируемое временное сопротивление наплавленного металла электродами данного типа (кг/мм2). Например, электроды типа Э46 (марки ОЗС-4, АНО-3, МР-1) должны обеспечить временное сопротивление разрыву не менее 461 МПа. Буква А означает, что электрод данного типа обеспечивает более высокие пластические свойства наплавленного металла и более высокую ударную вязкость.
Для сварки легированных конструкционных сталей повышенной и высокой прочности предусмотрено 5 типов электродов (Э70, Э85, Э100, Э125, Э150).
Для сварки легированных теплоустойчивых сталей предусмотрено 9 типов электродов: Э-09М, Э-09МХ, Э-09ХIМФ и др.
Для сварки высоколегированных сталей с особыми свойствами стандартом предусмотрено 49 типов электродов. Например: Э-12Х13, Э-07Х2ОН9 и др.
Для наплавки поверхностных слоев с особыми свойствами предусмотрено 44 типов электродов: Э-10Г2, Э-30Г2ХМ и др.
Буквы и цифры входящие в обозначение типов электродов для сварки и наплавки легированных теплоустойчивых и высоколегированных сталей показывают примерный химический состав наплавленного металла. Например: электроды марки ЦЛ-20, типа Э-09Х1МФ дают в наплавленном металле 0,09 % углерода, и 1 % хрома и некоторое количество молибдена и ванадия.
Марка электрода – это промышленное обозначение, которое присваивается разработчиком или изготовителем электродов. Поэтому каждому конкретному типу электродов может соответствовать несколько марок электродов. Например: к типу Э46 относятся электроды марок: АНО-3, АНО-6, МР-1, ОЗС-4 и др.
По толщине покрытия в зависимости от отношения диаметра электрода (D) к диаметру стального стержня (d) электроды подразделяются:
— с тонким покрытием (D/d1,20), обозначение М;
— со средним покрытие (1,2 D/d 1,45) — С;
— с толстым покрытием (1,45 D/d 1,85) — Д;
— с особо толстым покрытием (1,80 D/d) — Г.
По видам покрытия электроды подразделяются следующим образом:
— с кислым покрытием, обозначение А;
— с основным покрытием (Б);
— с органическим (целлюлозным) покрытием (Ц);
— с рутиловым покрытием (Р);
— покрытие с повышенным содержанием железного порошка (Ж);
— с прочими видами покрытия (П);
— с покрытием смешанного вида (соответствующие двойное обозначение).
За рубежом принято следующее обозначение видов электродного покрытия:
— целлюлозное или органическое (буквенное обозначение: C);
— кислое (A);
— рутиловое (R);
— основное (B);
— покрытие с повышенным содержанием железного порошка (RR);
— смешанное (например, AR).
Кислое покрытие (электроды марок ВЭТ-26, ЦМ-7 и др.). Основные компоненты — руды в виде окислов железа и марганца, которые при плавлении выделяют кислород, способный окислить металл сварочной ванны и легирующие примеси. Для ослабления действия кислорода в покрытие вводят раскислители в виде ферросплавов. Металл, наплавленный электродами с кислым покрытием, имеет относительно малую вязкость и пластичность. Электроды с кислым покрытием имеют повышенную токсичность по сравнению с другими покрытиями. Электроды с кислым покрытием применяют для сварки конструкции из малоуглеродистых сталей, металла малых и средних толщин.
Основное покрытие (электроды марок УОНИ-13/45, АНО-ТМ, ДСК-50, ЦУ-5 и др.). Основные составляющие — плавиковый шпат (CaF2) и мрамор (СаСО3). Электроды с основным покрытием обеспечивают получение сварных швов заданного химического состава с хорошими механическими и пластическими свойствами, обеспечивают незначительную склонность металла шва к образованию трещин. Однако эти электроды не допускают удлинений дуги, так как при этом может возникать пористость металла шва. Электроды с основным покрытием целесообразно использовать при сварке металла большой толщины, ответственных изделий из низколегированных и легированных сталей.
Рутиловое покрытие (электроды марок АНО-3, АНО-4, ОЗС-23, ОЗС-6С, АНТ-1к и др.). Такое покрытие имеет в своем составе преобладающее количество рутила (ТiО2 – двуокись титана). Электроды с рутиловым покрытием обеспечивают получение плотного шва при наличии ржавчины на свариваемых кромках, отличаются незначительным разбрызгиванием, обеспечивают устойчивое горение дуги, как на постоянном, так и на переменном токе. Допускают существенные удлинения дуги без образования пористости сварного шва. Электроды с рутиловым покрытием пригодны для сварки во всех пространственных положениях. Рекомендуются для сварки в монтажных условиях.
Целлюлозное (органическое) покрытие (электроды марок ВСП-1, ВСЦ-1, ВСП-3 и др.). Такое покрытие содержит органические компоненты в качестве газообразующих и связывающих веществ (целлюлоза, органические смолы). Электроды с органическим покрытием удобны для сварки в любом пространственном положении, включая вертикальные швы способом сверху — вниз, но дают наплавленный металл пониженной пластичности из-за повышенного содержания водорода в наплавленном металле. Электроды с целлюлозным покрытием рекомендуется применять для сварки низкоуглеродистой стали малой толщины а также для сварки сверху — вниз.
Электроды с покрытием смешанного вида, такие как АНО-6(РА), АНО-29(РЦ), МР-6(РБ) и др., сочетают в себе свойства характерные для соответствующих покрытий.
По допустимым пространственным положениям сварки или наплавки электроды подразделяются на 4 вида:
— все положения, обозначение 1;
— все положения, кроме вертикального сверху — вниз, обозначение 2;
— нижнее, горизонтальное на вертикальной плоскости и вертикального снизу — вверх, обозначение 3;
— нижнее и нижнее в лодочку, обозначение 4.
По роду и полярности сварочного тока, а также по номинальному напряжению холостого хода источника питания, электроды подразделяются на 10 категорий:
— сварка только на постоянном токе обратной полярности, обозначение 0;
— сварка на переменном и постоянном токе любой полярности; напряжение холостого хода не менее 50, 70 и 80 В, обозначение соответственно 1;4;7;
— сварка на переменном токе или постоянной прямой полярности, при напряжении холостого хода не менее 50, 70 и 90 В, обозначение соответственно 2;5;8;
— сварка на переменном токе или постоянном токе обратной полярности, при напряжении холостого хода не менее 50,70 и 90 В обозначение соответственно 3;6;9.
По качеству, т.е. по состоянию поверхности покрытия электрода, механических свойств металла шва, выполненного данными электродами и по содержанию серы и фосфора в наплавленном металле, электроды делятся на группы 1, 2 и 3. Электроды 1-й группы обеспечивают более высокие свойства шва.
Диаметры электродов выпускаемых промышленностью: 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0; 12,0 мм. В основном применяются электроды диаметром от 3,0 до 5,0 мм. диаметр электрода определяется диаметром металлического стержня.
Длина электродов зависит от их диаметра и степени легирования металлического стержня.
| Диаметр электрода, мм | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0-12,0 | |
| Длина электрода, мм | Стержень из углеродистой и легированной стали | 200 250 |
250 | 250 300 |
300 350 |
350 450 |
450 |
| Стержень из высоколегированной стали | 150 200 |
200 250 |
250 | 300 350 |
350 | 350 450 |
|
Источник: https://weldering.com/ruchnaya-dugovaya-svarka-mma
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
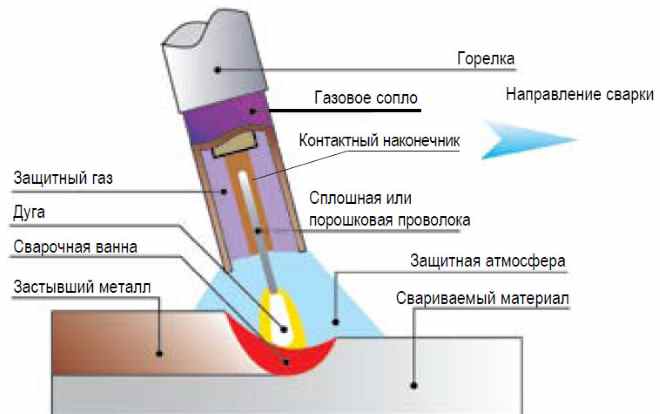
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Источник: https://svarkagid.ru/tehnologii/metodi-svarki-mma-tig-mig-mag.html
Характеристики и описания
 ММА сварочный аппарат это тип инвертора, подающего постоянный либо переменный ток на плавящийся электрод. Главными характеристиками, которыми должен обладать инвертор, являются:
ММА сварочный аппарат это тип инвертора, подающего постоянный либо переменный ток на плавящийся электрод. Главными характеристиками, которыми должен обладать инвертор, являются:
- Размер электрода (максимальный).
Этот параметр также характеризуется диапазоном рабочего тока.
- Тип сварочного тока.
АС (переменный) либо DC (постоянный). В последнем случае процесс сварки протекает проще, потому большинство аппаратов подают именно постоянный ток. Переменный нужен для соединения элементов из цветных металлов.
- Безнагрузочное напряжение.
При включении инвертора до образования дуги на конце электрода напряжение значительно выше, чем во время сварки. Чем выше это напряжение, тем проще поджечь дугу. Однако, стандартами «холостое напряжение» аппаратов ограничивается уровнем 100 В.
Важно! Для минимизации рисков используются VRD-блоки, сокращающие напряжение на конце электрода до нескольких вольт. Напряжение восстанавливается до требуемого для сварки уровня при касании электродом поверхности металла.
- Период включения (ПВ) и полезная нагрузка (ПН).
ПВ обозначается двумя цифрами, первая из которых – сила тока, вторая – процент времени. К примеру, расшифровка «130А-50%» обозначает, что током 130 А аппарат может сваривать только половину времени и столько же должен простоять в ожидании охлаждения до рабочей температуры.
- Уровень защиты IP.

Большинству инверторов на IGBT-транзисторах присваивается класс изоляции Н, указывающий на предельную температуру нагревания 180°С. Аппараты классом ниже (F) имеют предел нагрева до 155°С, классом выше (C) – более 180°С.
Параметр указывает на вариант исполнения аппарата относительно воздействия твердых тел (первая цифра) и жидкостей (вторая). Инверторы выпускаются преимущественно с уровнем защиты, соответствующим классам IP21-23.
- Нагревоустойчивость изоляции.
- Рабочая температура.
На возможность эксплуатации сварочных инверторов накладываются определенные ограничения, связанные с охлаждением и нагревом от внешней среды. Большинство устройств работает в температурном диапазоне 0-40°С.
Важно! Для работы на морозе предельные значения минусовой температуры должны указываться как «-20°С» или «-40°С».
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/invertor-mma.html
Классификация электродов для сварки углеродистых и низколегированных конструкционных сталей

Пример условного обозначения электродов, которое указывается на этикетке упаковочной тары (электроды марки электродов УОНИ-13/45):



Источник: https://weldering.com/ruchnaya-dugovaya-svarka-mma
Как выбирать инвертор
Выбирая сварочный аппарат, зная, что такое ММА-сварка и способ ее выполнения, будущие владельцы чаще всего ориентируются только на стоимость устройства.
На отечественном рынке имеется такие основные категории чварочников:
- дешевые китайские;
- более дорогие от европейских производителей.
Следует понимать, что большинство комплектующих в оборудовании известных марок производится в Китае. Потому при подборе аппарата нужно смотреть не столько на цену, сколько на технические параметры прибора.
Главной характеристикой любого инвертора считается его мощность. Принцип действия устройства основывается на образовании импульсов высокой частоты, поступающих от находящихся под значительным напряжением транзисторов – так называемых «силовых ключей». Эти элементы нужны для повышения силы тока при ее снижении в питающей сети. Для защиты от перегорания силовых ключей в инверторе должна быть предусмотрена защита.
 В бюджетных моделях наличие защитных схем не предусмотрено, из-за чего при резком скачке напряжения не минуть выхода инвертора из строя. Потому, выбирая прибор, следует учесть и такие факторы, как стабильность электроснабжения в месте эксплуатации сварочника.
В бюджетных моделях наличие защитных схем не предусмотрено, из-за чего при резком скачке напряжения не минуть выхода инвертора из строя. Потому, выбирая прибор, следует учесть и такие факторы, как стабильность электроснабжения в месте эксплуатации сварочника.
Не менее важным параметром является потребляемая аппаратом мощность. Учесть этот показатель особенно необходимо в том случае, если устройство предполагается применять на максимальном сварочном токе. В этом случае мощность электросети должна с запасом превышать прогнозируемую нагрузку с учетом и других потребителей.
Важно! В инструкции к аппарату указываются характеристики предохранителей, устанавливающихся в питающей электросети. Использовать защиту с иными параметрами не следует, так как это может повлечь неисправности наиболее слабых мест проводки.
Перед покупкой сварочника важно определить допустимую продолжительность его безостановочной работы, которая указывается в техпаспорте. Этот параметр обозначает время функционирования прибора на максимальном токе.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/invertor-mma.html
Как правильно выбирать покрытые электроды
В первую очередь, при выборе покрытых электродов необходимо проверить будет ли металл шва соответствовать требованиям по механическим свойствам: прочности на растяжение, относительному удлинению и ударной прочности. Применительно к электродами для нелегированных сталей механические свойства могут быть определены по маркировке.
Сварочно-технологические свойства. Сварочно-технологические свойства электродов определяются, в первую очередь, видом его покрытия. Две последние цифры в обозначении электрода дают информацию о стабильности процесса в различных положениях сварки, а также о роде и полярности тока. Электродами рутилового типа выполнять сварку, как правило, легче и поэтому они применяются чаще других типов. Однако этот электродов, также как и электроды с кислым видом покрытия характеризуются достаточно высоким содержанием водорода в металле шва. Электродами с основным видом покрытия выполнять сварку значительно сложнее, так как ими трудно зажигать дугу и, к тому же, ее необходимо поддерживать очень короткой. Однако эти электроды обеспечивают прекрасные механические свойства металла шва.
Легирование металла шва. При сварке легированных сталей выбор электрода, как правило, зависит от требуемого химического состава металла шва. Обычно стремятся, чтобы металл шва имел тот же химический состав, что и основной металл. При сварке разнородных металлов легирование электрода обычно должно соответствовать менее легированному металлу. Однако, при сварке нелегированной и нержавеющей стали предпочтение должно отдаваться высоколегированным электродам с тем, чтобы снизить склонность к закаливанию металла шва, представляющего собой смесь обоих указанных сталей.
Экономические факторы. При выборе покрытых электродов немаловажным фактором является его скорость наплавки, измеряемая в кг/час. Высокопроизводительные электроды, как правило, более предпочтительные в этом отношении, однако их применение ограничено сваркой в нижнем и, иногда, в горизонтальном положениях. Оценить указанное свойство электродов можно по каталогам, которые предоставляются предприятиями изготовителями. При этом, естественно, необходимо обращать внимание на стоимость электродов от разных производителей.
При сварке покрытыми электродами сварщик должен стремиться использовать электрод полностью, оставляя огарок длиной не более 50 мм. К сожалению, плохой привычкой некоторых сварщиков является выбрасывание всего лишь наполовину использованного электрода, что приводит к неоправданно высокому их потреблению и частым остановкам при выполнении сварки.
Источник: https://weldering.com/ruchnaya-dugovaya-svarka-mma
Самые важные характеристики при выборе аппарата
При подборе инвертора также следует уделить внимание другим важным параметрам и характеристикам:
- Наличие дополнительных опций, делающих работу с аппаратом комфортной и удобной. К ним относится функция «Горячий старт», обеспечивающая скорое образование сварочной дуги; «Антизалипание» — при прилипании электрода к обрабатываемой поверхности, на него автоматически прекращается подача сварочного тока; «Форсаж дуги» — функция, необходимая для формирования располагающихся в вертикальной плоскости сварочных швов.
- Пригодность устройства к ремонту. Сварочники – оборудование со сложным устройством, для техобслуживания и ремонта их требуются специальные знания и запчасти. Потому если в месте проживания отсутствуют сервисные центры конкретных производителей, то лучше остановиться на моделях других марок.
- Гарантия. Большинство производителей дают гарантию на продукцию до 2 лет, у китайских «ноунеймов» и малоизвестных заводов срок возврата и бесплатного ремонта либо отсутствует вообще, либо он ограничен 2-3 месяцами.
- Возможность модернизации для улучшения функциональности. Эта опция важна только в тех случаях, если аппарат предполагается применять не только для черных металлов, но и для цветных, качественное соединение которых возможно только в защитной газовой среде неплавящимся электродом (метод ТИГ). В этом случае следует выбирать приборы с возможностью дополнительного подключения баллонов и приборов для подачи инертного газа.
Сергей Дроздовский, сварщик, стаж работы 22 года: «Сварка ММА, как и любая другая, сперва может показаться слишком сложной и трудоемкой. Не так просто для новичков запомнить последовательность работ, сразу постичь нюансы технологии. Сварка требует терпеливого отношения и постепенного обретения навыков, потому перед выполнением ответственной работы лучше потренироваться на кусках или обрезках металла, посмотреть обучающие видеоуроки».
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/invertor-mma.html
Количество использованных доноров: 7
Информация по каждому донору:
- https://svarkagid.ru/tehnologii/metodi-svarki-mma-tig-mig-mag.html: использовано 3 блоков из 5, кол-во символов 4551 (13%)
- https://svarkaprosto.ru/tehnologii/chto-takoe-mma-svarka: использовано 1 блоков из 6, кол-во символов 738 (2%)
- https://tutsvarka.ru/vidy/svarka-mma: использовано 1 блоков из 6, кол-во символов 410 (1%)
- https://svaring.com/welding/vidy/svarka-mma: использовано 4 блоков из 5, кол-во символов 6352 (18%)
- https://svarka.guru/oborudovanie/vidy-apparatov/invertor-mma.html: использовано 4 блоков из 7, кол-во символов 6876 (19%)
- https://prosvarku.info/tehnika-svarki/mma-svarka: использовано 3 блоков из 5, кол-во символов 3826 (11%)
- https://weldering.com/ruchnaya-dugovaya-svarka-mma: использовано 4 блоков из 8, кол-во символов 13036 (36%)