Углекислота для сварки металлов широко используется в качестве защитного газа. Он подается через специальное сопло в горелке полуавтоматического аппарата и надежно защищает сварочную зону от кислорода и азота воздуха, а также от водяных паров.
Источник: https://svarka.guru/vidy/thermo/gazovaya/dlya-chego-nuzhna-uglekislota.html
Содержание
- 1 Специфика технологии
- 2 Что такое сварка полуавтоматом в среде СО2?
- 3 Достоинства сварки на углекислом газе
- 4 Инструкция по подготовке полуавтоматической сварки к работе
- 5 Сфера применения
- 6 Сварочный полуавтомат инвертор
- 7 Сварка полуавтомат конструкция и принцип работы
- 8 Особенности сварки в углекислом газе
- 9 Итог
- 10 Выводы
- 11 Преимущества и недостатки сварки в углекислотной среде
- 12 Настройка и подключение сварочного оборудования
- 13 Работа
- 14 Подготовка металлов для сварки в CO2
- 15 Расход углекислоты при сварке для сварочного полуавтомата
- 16 Плюсы и минусы
- 17 Увеличение производительности при работе в среде СО2
Специфика технологии
 Сварка в атмосфере углекислого газа — разновидность электродуговой. Постоянный разряд электродуги выделяет большое количество тепловой энергии, которая разогревает и расплавляет металл заготовки. Ток идет через заготовку, воздушный промежуток и неплавкий вольфрамовый электрод.
Сварка в атмосфере углекислого газа — разновидность электродуговой. Постоянный разряд электродуги выделяет большое количество тепловой энергии, которая разогревает и расплавляет металл заготовки. Ток идет через заготовку, воздушный промежуток и неплавкий вольфрамовый электрод.
Сварочный материал в виде проволоки подается в рабочую зону отдельно, она не служит проводником. Подача осуществляется с постоянной скоростью подающим механизмом, встроенным в полуавтоматический сварочный аппарат.
Для того, чтобы защитить сварочную ванну от воздействия кислорода и водорода воздуха, а также водяных паров, в рабочую зону подается защитная атмосфера, состоящая из углекислого газа. Его облако вытесняет воздух и предотвращает нежелательные химические реакции
Источник: https://svarka.guru/vidy/thermo/gazovaya/dlya-chego-nuzhna-uglekislota.html
Что такое сварка полуавтоматом в среде СО2?
Принцип действия полуавтоматического спаивания с использованием углекислого газа достаточно прост. Одновременно с электродом в сварочную ванну подается СО2. Газ заполняет ванну, тем самым защищая металл от негативного влияния воздуха.

Источник: https://promzn.ru/obrabotka-metalla/poluavtomaticheskaya-svarka-v-srede-uglekislogo-gaza.html
Достоинства сварки на углекислом газе

Итак, мы уже узнали принцип сварки полуавтоматом с углекислотой, а также как справляются с его главным недостатком.
Теперь давайте посмотрим на основные достоинства этого метода по сравнению с его конкурентом – флюсовой сваркой:
- качество сварного соединения выше, даже у начинающих осваивать эту деятельность;
- скорость работы быстрее в 2-3 раза благодаря равномерному тепловому рассеиванию от сварочной дуги, а следовательно производительность труда намного выше;
- возможность варить даже тонкий металл, не боясь ухудшить качество шва;
- на месте сваривания полуавтоматом не остается остатков флюса и шлака, на случай многослойной сварки металла, это преимущество придется как нельзя кстати;
- отсутствие флюса, а значит ничего не мешает визуальному контролю сварочной дуги;
- качество наплавки с использованием углекислого газа выше, чем с флюсом;
- вы можете проводить паяльные работы в любом пространственном положении, любой сложности (в том числе работы на весу и под углом) без использования планок, подставок, подкладок и пр.;
- экономичность метода и огромная выгода с точки зрения капиталовложения;
- не надо приобретать оснащение для удаления и подачи флюса во время сварочного процесса;
- в два раза дешевле себестоимость металла, используемого под наплавку, в сравнении с другими методами;
- сама по себе углекислота имеет относительно низкую цену, что также уменьшает общую стоимость работ.
Полуавтоматическая сварка на углекислотном газе нашла свое место в судовом строении, машиностроении, при сварке систем отопления и водопровода, в производстве изделий из легированной стали или термостойких металлов, в случаях труднодоступности места сваривания и когда необходимо провести быстрый ремонт и наплавку.
Проще говоря, этот метод применяется в серийной промышленности и производствах, а не только в условиях гаражной самодеятельности.
Сваривание полуавтоматом в углекислоте заслуженно получила такую популярность благодаря совокупности своих преимуществ, но теперь давайте разберем в каких материалах она нуждается.
Источник: https://prosvarku.info/tehnika-svarki/uglekislota-dlya-svarki-poluavtomatom
Инструкция по подготовке полуавтоматической сварки к работе
- Первоначально необходимо правильно заправить в рукав сварочную проволоку.
Придётся снять газовое сопло на газовой горелке, открутить медный наконечник, отвести прижимной ролик на подающем проволоку механизме, закрепить катушку в нужном месте, пропустить проволоку через весь рукав к соплу.
- Далее следует определить полярность сварочного тока.
Когда сварка производится углекислым газом и обычной проволокой, необходимо сделать обратную полярность: плюсовое поле расположить на горелке, минусовое поле – на зажиме. Так тепловыделение будет производиться на свариваемом металле.
Если при сварке используется флюсовая проволока, полярность будет прямой.
- При подключении полуавтомата к сети, необходимо нажать на клавишу рукоятки, чтобы проверить подачу проволоки. Если подача газа была осуществлена до этого, будет слышно характерное шипение.
- Углекислота для сварки подаётся по тому же самому рукаву, что и проволока (в отдельном канале). Чтобы сварочный шов ложился правильно, необходимо выставить правильную подачу газа.
Подача газа регулируется с помощью редуктора, который устанавливается на баллон с углекислотой (углекислый газ пребывает в баллоне в жидком состоянии, он занимает немного больше половины баллона, остальное – газ).
При сильном давлении и подаче газа, пламя во время сварки просто будет гаснуть, при низком давлении, наоборот, будет недостаток газа, из-за чего не будет создаваться подобающая атмосфера на конце проволоки, и шов будет получаться пустотелым.
Расход газа в среднем должен составлять 8-10 литров в минуту. Данный параметр также зависит от величины сварочного тока. Чем больше выставлен ток на сварочном аппарате, тем больше будет расход углекислоты.

Источник: https://swarka-rezka.ru/svarochnyy-uglekislotnyy-poluavtomat/
Сфера применения
Углекислота в производстве обходится существенно дешевле аргона, гелия и других, но уступает им по своим защитным свойствам. Сварка в атмосфере СО2 используется для рядовых соединений из обычных конструкционных сталей.
Для более ответственных конструкций, специальных сталей, высоконагруженных узлов используют более дорогое, капризные в хранения и применении инертные газы.
При массовом производстве типовых металлоконструкций применение углекислого газа для защиты сварочной зоны дает заметную разницу в себестоимости.
Дешевле обходится и организация хранения СО2.
Источник: https://svarka.guru/vidy/thermo/gazovaya/dlya-chego-nuzhna-uglekislota.html
Это интересно: Водородная сварка, суть процесса и преимущества технологии
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Источник: http://postroyka-dom.com/svarka-poluavtomatom/
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.
Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.
Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;
• для сварочных работ с защитными газами;
• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;
полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;
соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:
отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:
дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.
высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.
Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Источник: http://postroyka-dom.com/svarka-poluavtomatom/
Особенности сварки в углекислом газе
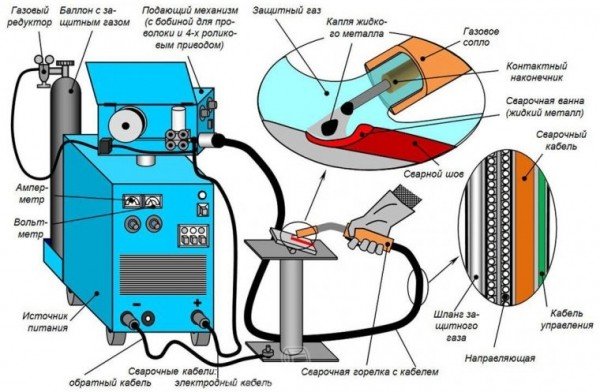
Схема полуавтоматической сварки.
Главным преимуществом работ в углекислотной атмосфере по сравнению со сваркой полуавтоматом без газа является хороший контроль над процессом варки. При использовании защитного газа оператор хорошо видит горение дуги и наблюдает за самим процессом варки.
Если же использовать проволоку с флюсом, то область сварки покрывается густым дымом, ограничивающим обзор и не позволяющим полноценно контролировать сварочный процесс.
Проведение сварочных работ в среде углекислого газа при помощи полуавтоматической аппаратуры обладает следующими преимуществами:
- Полноценное использование энергии электрической дуги, обеспечивающее впечатляющую скорость варки.
- Высокое качество полученных сварных швов.
- Возможность сварки в различных пространственных положениях.
- Низкое потребление сварщиком газа при сварке полуавтоматом.
- Сравнительно невысокая стоимость сжиженного углекислого газа.
- Возможность соединения материалов любой толщины.
- Проведение работ на весу.
- Высокая производительность труда.
- Практически полное отсутствие повреждения детали.
При ремонте кузовов автомобилей локальный нагрев, который возникает при полуавтоматической сварке, позволяет аккуратно отремонтировать изделие, без серьезных повреждений лакокрасочного покрытия. - Отсутствие необходимости в подаче и отводе флюса.
Недостатки сварки в среде углекислого газа также имеют место быть.
К таковым относятся:
- Низкое качество продаваемых углекислотных смесей.
- Более слабое, по сравнению с использованием аргоновых смесей, качество сварных швов.
- Невозможность работы со всеми металлами.
- Сложности в очистке аппаратуры после использования углекислоты.
- Серьезный износ комплектующих в случае выставления неверных параметров сварки.
В целом, полуавтоматическая сварка с углекислым газом – это очень простой процесс, быстро освоить который может даже новичок.
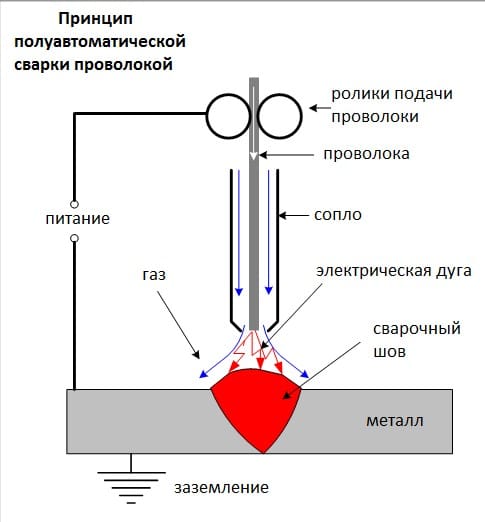
Принцип полуавтоматической сварки проволокой.
Характерной особенностью технологии углекислотной сварки являются:
- Проведение процесса на обратной полярности постоянного тока.
Подобный подход позволяет получить стабильную электрическую дугу и избежать различных деформаций. Кроме этого, обратный ток серьезно снижает расход присадочной проволоки, что позволяет использовать сварочный полуавтомат в экономном режиме. - Возможность использования прямой полярности тока для наплавки металла.
При совершении подобных работ коэффициент полезного действия в наплавке материалов выше. - Возможность проведения работ с проволочным сварочным аппаратом, питаемым от сети переменного тока.
Для использования такого функционала необходимо использовать осциллятор.
Режимы полуавтоматической сварки в углеродно-кислородной кислородной атмосфере разделяются на:
- сварку с принудительными короткими замыканиями;
- работу с переносом крупных капель;
- сварку с непрерывным горение электрической дуги.
Нормы расхода углекислого газа при использовании полуавтоматической аппаратуры составляют:
- 8-9 литров в минуту при варке проволокой от 0.8 до 1 миллиметра диаметром.
- 9-12 литров при 1.2 миллиметровой проволокой.
- 12-14 литров при соединении изделий при помощи присадочной проволоки с диаметром 1.4 миллиметра.
- 15-18 литров при качественной проварке деталей проволокой 1.6 миллиметра.
- 18-20 литров при сварке толстой двухмиллиметровой проволокой.
При сварке черных металлов углекислота сварочного полуавтоматического аппарата уходит со скоростью примерно 8-9 литров в минуту.
Кроме диаметра проволоки на расход газа влияет: метод варки, сила тока и скорость выполнения работ.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Итог
Подводя итоги, нужно сказать, что сварка полуавтоматом в среде углекислого газа является практически полноценной заменой инертным газовым средам, но при этом обходится значительно дешевле. Практическое применение этой схемы работы вынуждает более внимательно относиться к технологическому процессу сварки деталей и узлов, которое мало отличается от сварки в среде аргона или гелия. Мы постарались максимально подробно рассказать об этом виде деятельности.
Источник: https://electrod.biz/oborudovanie/poluavtomat/svarka-poluavtomatom-s-uglekislotoy.html
Выводы
Итого, сварка полуавтоматическим сварочным аппаратом в среде СО2 – это набор сплошных преимуществ, например повышение производительности труда, расширение ваших профессиональных умений, а результатом работы вы будете всегда довольны.
У новичков на первых этапах освоения конечно могут наблюдаться проблемы с чрезмерным расходом газа, но и этот недостаток нивелируется его достаточно низкой ценой, а с приобретенным опытом, когда вы освоите принципы работы этого метода, такая проблема исчезнет вовсе.
Немного терпения, опыта в сварочном деле, наличие полуавтомата, углекислоты, всех необходимых материалов и Вы полностью готовы к покорению этого метода.
Профессиональный опыт приобретается на практике, поэтому экспериментируйте и тренируйтесь сами с разными режимами работы, набивая руку, а не уповайте на табличные данные, этот опыт очень важен, если вы хотите стать профессиональным сварщиком.
Спрашивайте советов у профессионалов — сварщиков и не забывайте соблюдать технику безопасности. Желаем успехов!
Источник: https://prosvarku.info/tehnika-svarki/uglekislota-dlya-svarki-poluavtomatom
Преимущества и недостатки сварки в углекислотной среде
У сварки этим методом, как и всяким другим, есть свои преимущества и недостатки, которые облегчают выбор в пользу наилучшего варианта по цене и качеству работы. Чтобы понять, как правильно варить полуавтоматом с углекислотой, необходимо оценить перспективы использования именно этого метода, заключающиеся в следующем:
- стоимость углекислоты ниже стоимости аргона или смеси инертных газов;
- качество сварки сравнимо с использованием инертных газов;
- производительность и узкая зона температурного воздействия позволяет сваривать тонкий листовой металл и всевозможные сплавы;
- примеси приводят к образованию шлака, который легко удаляется после застывания шва.
- отсутствие чувствительности ко многим загрязнениям заготовок;
- высокая чистота углекислого газа до 99%, что обеспечивает высокое качество сварочного шва;
- подача проволоки необходимого для сварки состава в зону плавления с регулируемой скоростью;
- после очистки от шлака имеется возможность повторного прохождения шва с целью увеличения его прочностных характеристик.
Как и у каждого метода, у углекислотной сварки имеются и некоторые недостатки, прежде всего связанные с химическим составом среды, в которой происходит соединение металлов, они заключаются в следующем:
- углекислотная сварка уступает по качеству работе в среде инертных газов;
- шов получается более пористым и требует дополнительной очистки;
- подача газа требует экспериментальной настройки;
- выбор проволоки корректируется к условиям сварки в углекислоте.
Химический состав проволоки зависит от реакций, происходящих в зоне горения дуги короткого замыкания, и требует особо тщательного согласования состава свариваемых заготовок с составом присадочного материала. Но недостатки носят временный характер и обусловлены привыканием к неоднозначному процессу. В целом подбор проволоки типа СВ-08 ГС или же СВ-08ХГСМФ полностью решает проблему свариваемости заготовок. В дальнейшем процесс зависит от скорости сварки, величины тока и согласования состава деталей и проволоки, подаваемой в зону плавления металла. А это приходит только с опытом и обучением, как и подбор вылета проволоки в сварочную ванночку.
Крайне важен квалифицированный подбор состава проволоки при сварке в углекислоте, поскольку физико-химический процесс термического воздействия на шов, сильно влияет на качество соединения металлов и сплавов.

Источник: https://electrod.biz/oborudovanie/poluavtomat/svarka-poluavtomatom-s-uglekislotoy.html
Настройка и подключение сварочного оборудования
Качественная сварка в углекислом газе возможно лишь при предварительной тонкой настройке аппаратуры.

Проволока с наполнителем для полуавтоматической сварки.
Перед началом сварочных работ сварщикам необходимо:
- Вставить присадочную проволоку.
- Проверить подающие ролики.
Комплектующие должны быть совместимы с используемым присадочным материалом. Если ролики установлены от неправильной проволоки, то следует заменить ведущий компонент. - Установить проволоки в соответствующую борозду.
- Закрепить регулировочный валик.
Поджимать нужно не прилагая лишних усилий, поскольку при чрезмерном нажатии проволока будет серьезно деформироваться и затруднять работу сварочной дуги. - Разложить подающий рукав.
- Снять сопла и наконечник.
- Проконтролировать, чтобы присадочная проволока вышла на 10-15 сантиметров из горелки.
- Надеть наконечник и сопло.
- Присоединить баллон с сжиженным газом к аппарату через редуктор.
- Зафиксировать подводящий шланг при помощи хомутов.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Работа
Перед началом сварки проводятся обязательные подготовительные работы. в них входят следующие операции:
- зачистка зоны шва от механических загрязнений, остатков старых лакокрасочных покрытий, следов коррозии и т.п.;
- обезжиривание поверхности с использованием органических растворителей, кислот или щелочей;
- пробный шов для окончательного уточнения величины рабочего тока, особенно при соединении заготовок малой толщины.
Сварочный полуавтомат с углекислотой размещают так, чтобы шланг не мешал движениям сварщика.
Сварку полуавтоматом-инвертором в среде СО2 выполняют двумя методами, различающимися углом наклона относительно направления движения руки:
- углом вперед, применяется для сварки листовых заготовок малой толщины;
- углом назад, дает возможность глубокого провара на деталях средней и большой толщины, ширина шва при этом получается меньше.

После того, как шов заварен до конца, требуется сохранять подачу газа до остывания сварочной зоны. Это предотвратит окисление нагретого металла. Сначала следит прервать подачу сварочной проволоки, потом- отключить ток и только потом- газ. Ха этот промежуток времени шов остынет.
Далее следует зачистить зону шва от шлака и окалины
Полуавтоматическая сварка в атмосфере углекислоты позволяет обеспечит высокое качество и приемлемую себестоимость сварного соединения. Расход СО2 зависит от параметров детали и условий работы и составляет от 3 до 60 л/час. При работе необходимо соблюдать правила техники безопасности.
Источник: https://svarka.guru/vidy/thermo/gazovaya/dlya-chego-nuzhna-uglekislota.html
Подготовка металлов для сварки в CO2
Сварка полуавтоматом с углекислотой позволяет варить металлы любой толщины.
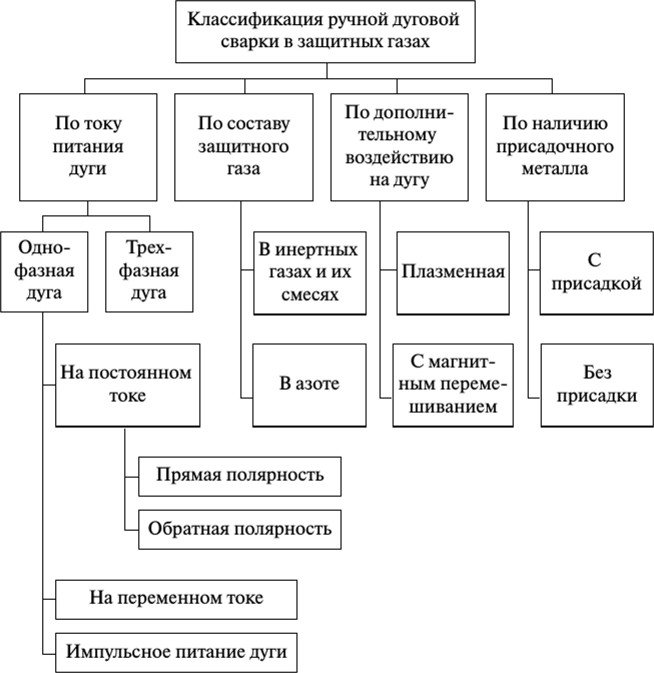
Классификация ручной дуговой сварки в защитном газе.
Тонкости подготовки изделий к варке зависят от толщины металла:
- Тонкие металлические листы до 1 миллиметра сваривают с использованием отбортовки кромок.
Допускается отсутствие подобной обработки, но в таком случае зазор между свариваемыми поверхностями не должен быть более 0.5 миллиметров. - Листы толщиной от 1 до 8 миллиметров можно сваривать без разделки кромок.
Максимально допустимый зазор составляет 1 миллиметр. - Более толстый металл, толщиной до 12 миллиметров требует дополнительной обработки в виде проведения V-образной разделки.
- Изделия, толщиной свыше 12 миллиметров, рекомендуется сваривать, предварительно выполнив X-образную разделку.
Перед непосредственным выполнением работ, изделия должны подвергнуться таким процедурам:
- Полная очистка свариваемых кромок.
Снятие загрязнения и окалин можно осуществить при помощи дробеструйной или пескоструйной установки. Если таковых не имеется, можно очистить поверхности при помощи простой наждачной бумаги. - Прихватывание поверхностей.
Предварительное приваривание в нескольких местах производится электродами Э42 или Э42А.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Расход углекислоты при сварке для сварочного полуавтомата
Сварка полуавтоматом в среде углекислого газа требует постоянного присутствия углекислоты в специальном баллоне.
В большинстве случаев, количество используемого при варке газа зависит от таких параметров:
- качество присадочного материала;
- погодные условия;
- вид свариваемых металлов.
Кроме этого, в формулах расчета фигурирует толщина проволоки и рабочий ток. Стандартный сорокалитровый баллон содержит порядка 25 килограмм углекислоты. При подключении емкости к полуавтомату, благодаря химической реакции сварщик может получить до 510 литров рабочей газовой смеси из одного килограмма углекислоты.
Расход защитного газа СО2 при полуавтоматической сварке при идеальных условиях составляет примерно 8-9 литров газа в минуту, что позволяет обеспечить до 24 часов беспрерывной работы.
Режимы сварки в среде защитных газов для цветных металлов предполагают значительно больший расход смеси:
- Соединение алюминиевых изделий потребляет до 15-20 литров газовой смеси.
- Процесс образования шва между медными деталями забирает около 12 литров в минуту.
- На соединение изделий из магния потребуется до 14 литров смеси в минуту.
- Расход на варку никеля составляет 10-12 литров.
Важно отметить, что во время подготовки оборудования допускается расход защитного газа вплоть до 10% от общего объема, запасенного на проведение всех работ.

Порошковая самозащитная проволока.
Теоретический расчет расхода сварочной проволоки при работе полуавтоматической аппаратуры должен учитывать следующие параметры:
- тип свариваемого металла;
- диаметр проволоки;
- наличие или отсутствие защитного газа;
- характеристики сварочной аппаратуры;
- место выполнения работы, например, для потолочной сварки расход материала выше, а для полувертикальной – ниже.
Как правило, расход присадочного компонента не превышает 1.5% от все массы конструкции. Перед тем, как варить сваркой, необходимо тщательно просчитать количество требуемых для работы материалов, дабы не прерывать сварочный процесс.
Расход проволоки для сварки без газа зависит от:
- качества используемых компонентов;
- толщины проволоки;
- вида металлического изделия.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Плюсы и минусы
Работа в атмосфере СО2 имеет следующие преимущества перед другими видами сварки:
- надежная защита сварной зоны от химически активных веществ;
- дешевизна;
- возможность варить «на весу», без использования подкладочных пластин;
- устойчивая дуга на тонкостенных заготовках;
- рациональное использование тепловой энергии электродуги.
Кроме достоинств, методу присущ и ряд недостатков:
- низкая пригодность для работы с высоколегированными сплавами и цветными металлами;
- сложность проведения многослойной сварки;
- опасность удушья при работе в непроветриваемых объемах.
Длительно время подготовки и запуска процесса делает его малопригодным для небольших объемов сварочных работ, которые нужно выполнить быстро.
Источник: https://svarka.guru/vidy/thermo/gazovaya/dlya-chego-nuzhna-uglekislota.html
Увеличение производительности при работе в среде СО2
Выполняя сварочные работы полуавтоматическим аппаратом в среде углекислого газа, можно повысить производительность несколькими способами:
Увеличить силу тока
При нижнем положении сварки можно увеличить сварочный ток, тем самым повысив КПД. При вертикальном или потолочном положении шва силу тока можно увеличивать только при ускоренной кристаллизации металла.
Увеличение вылета электрода
При применении тонкой проволоки можно повысить производительность, увеличив ее вылет. Такой метод дает возможность повысить скорость плавления электрода. Это увеличивает количество металла, попадающего в сварочную ванну за определенный промежуток времени.
При увеличенном вылете электрода может возникнуть самопроизвольная подача проволоки. Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.
Источник: https://promzn.ru/obrabotka-metalla/poluavtomaticheskaya-svarka-v-srede-uglekislogo-gaza.html
Количество использованных доноров: 8
Информация по каждому донору:
- http://postroyka-dom.com/svarka-poluavtomatom/: использовано 2 блоков из 7, кол-во символов 4423 (16%)
- https://electrod.biz/oborudovanie/poluavtomat/svarka-poluavtomatom-s-uglekislotoy.html: использовано 2 блоков из 5, кол-во символов 2860 (10%)
- https://svarka.guru/vidy/thermo/gazovaya/dlya-chego-nuzhna-uglekislota.html: использовано 6 блоков из 10, кол-во символов 4543 (16%)
- https://prosvarku.info/tehnika-svarki/uglekislota-dlya-svarki-poluavtomatom: использовано 2 блоков из 5, кол-во символов 3069 (11%)
- https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza: использовано 4 блоков из 11, кол-во символов 8046 (29%)
- https://promzn.ru/obrabotka-metalla/poluavtomaticheskaya-svarka-v-srede-uglekislogo-gaza.html: использовано 2 блоков из 9, кол-во символов 1167 (4%)
- http://home.nov.ru/primenenie-uglekislogo-gaza-dlya-svarki-poluavtomatom/: использовано 1 блоков из 5, кол-во символов 2232 (8%)
- https://swarka-rezka.ru/svarochnyy-uglekislotnyy-poluavtomat/: использовано 1 блоков из 3, кол-во символов 1755 (6%)