Автоматическая сварка под флюсом представляет собой один из наиболее часто используемых в наши дни метод осуществления сварочных мероприятий в строительстве и промышленности.
Источник: http://tutmet.ru/avtomaticheskaja-dugovaja-svarka-fljusom-rezhimy-gost.html
Содержание
- 1 История
- 2 Общая информация
- 3 Автоматическая сварка тавровых и нахлёсточных соединений под флюсом
- 4 Технология сварки под слоем флюса
- 5 2 Сущность и технология механизированной и автоматической сварки
- 6 Где используется?
- 7 Недостатки
- 8 Оборудование, которым осуществляют сварку под флюсом
- 9 Используемые материалы
- 10 Преимущества
- 11 Суть процесса
- 12 «За» и «Против»
- 13 Выводы
- 14 Литература
- 15 Заключение
История
Придумал способ сварки под флюсом Н. Г. Славянов. В качестве флюса он применял дробленое стекло.
Промышленный способ автоматической сварки под флюсом был разработан в Институте сварки академиком Е. О. Патоном. Коллективом его института была создана технология сварки под флюсом, разработаны составы флюсов, созданы сварочные автоматы.
Источник: https://ru.wikipedia.org/wiki/%D0%90%D0%B2%D1%82%D0%BE%D0%BC%D0%B0%D1%82%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F_%D0%B4%D1%83%D0%B3%D0%BE%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BF%D0%BE%D0%B4_%D1%84%D0%BB%D1%8E%D1%81%D0%BE%D0%BC
Это интересно: Что такое сварка взрывом, преимущества и недостатки
Общая информация
Использование вспомогательного материала не сильно изменяет процесс автоматической дуговой сварки. Аппарат создаёт электрическую дугу. Дуга создаёт условия высокого термического напряжения.
Под действием высоких температур металл плавится, так детали соединяются между собой.
Использование автоматических сварочных аппаратов хорошо тем, что большинство процессов не требуют ручных усилий от мастера. Для них есть отдельные станки, каждый из которых рассчитан на своё действие.
Такие машинки могут без вмешательства сварщика подавать электродный материал в зону действия дуги, даже останавливаться при перегреве или завершении шва.
В нашем случае все эти процессы остаются нетронутыми, добавляется только флюс на поверхность свариваемого металла.
Источник: https://prosvarku.info/tehnika-svarki/avtomaticheskaya-svarka-pod-flyusom
Автоматическая сварка тавровых и нахлёсточных соединений под флюсом
Автоматическая сварка тавровых и нахлёсточных соединений, в зависимости от конструктивных особенностей свариваемых изделий, осуществляется вертикальным электродом, при положении сварного соединения «в лодочку» (схема а) на рисунке ниже), или наклонным электродом в том случае, когда один из листов или оба листа имеют горизонтальное положение (схема б) на рисунке ниже:

При этом сварка может выполняться с односторонней разделкой кромок, с двухсторонней, или, вообще без разделки и зависит это от толщины свариваемого металла (см. рисунок ниже), а также от требований, предъявляемых к металлоконструкции и условий её эксплуатации.

Если зазор между свариваемыми деталями не превышает 1мм, сварка в «лодочку» осуществляется на весу и дополнительные приспособления (металлические подкладки и флюсовую подушку) не используют. При большом зазоре, превышающем 1мм, применяют сварку на медных или стальных подкладках, или на флюсовой подушке. Возможна заделка зазора асбестовыми уплотнениями, или выполнение подварочного шва с обратной стороны.
Сварка «в лодочку» позволяет равномерно проварить кромки свариваемого изделия и получить качественный сварной шов большого сечения за один проход. Но для того, чтобы осуществить такую сварку, необходимы специальные кантователи, на которые устанавливают сварное соединение.
При автоматической сварке под флюсом тавровых или нахлёсточных соединений наклонным электродом, он находится под углом 20-30° к горизонту. Такой способ сварки не позволяет получить сварные швы с катетом более 16мм, что является его недостатком. Поэтому часто приходится применять многослойную сварку. Приблизительные режимы автоматической сварки тавровых и нахлёсточных соединений «в лодочку», выполняемой сварочной проволокой диаметром 5мм, можно выбрать по таблице:
|
Катет шва, мм |
Сила тока, А |
Напряжение дуги, В |
Скорость сварки, м/ч |
Скорость подачи проволоки, м/ч |
|
600-650 |
34-36 |
58,0 |
60,7 |
|
|
650-700 |
34-36 |
47,0 |
67,3 |
|
|
700-730 |
34-36 |
38,5 |
71,1 |
|
|
700-750 |
34-36 |
32,0 |
73,5 |
|
|
750-780 |
34-36 |
27,5 |
78,0 |
|
|
750-800 |
34-36 |
24,0 |
81,3 |
|
|
850-900 |
34-36 |
19,0 |
95,3 |
|
|
900-950 |
36-38 |
16,0 |
103,0 |
|
|
950-1000 |
38-40 |
13,0 |
111,0 |
Дополнительную информацию о выборе режимов сварки, в зависимости от свариваемого материала и его толщины, можно узнать на странице: «Режимы для автоматической сварки под флюсом».
Дополнительные материалы по теме:
Источник: https://taina-svarki.ru/sposoby-svarki/avtomaticheskaya-svarka/tehnologiya-avtomaticheskoy-svarki-pod-flyusom.php
Технология сварки под слоем флюса
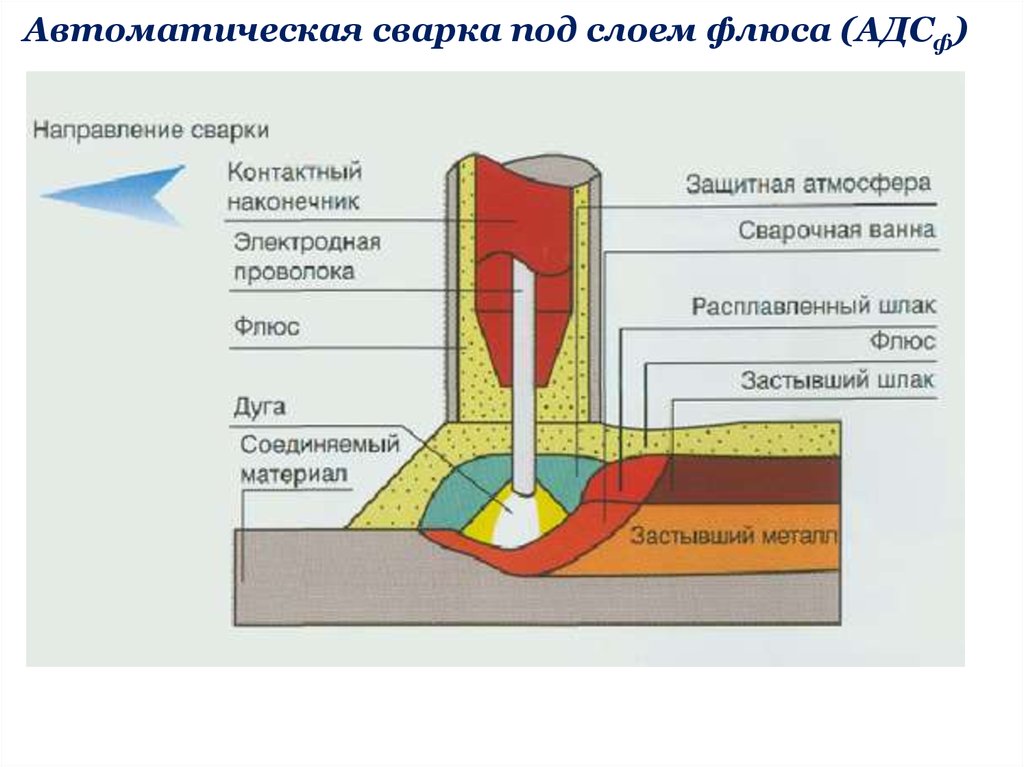
Автоматические и механизированные виды сварки под слоем флюса отличаются от традиционной технологии тем, что дуга при ее выполнении горит не в открытом воздухе, а под слоем сыпучего вещества с рядом специальных свойств, которое называется флюсом. В момент зажигания сварочной дуги одновременно начинают плавиться металл детали и электрода, а также используемый флюс. В результате испарений металла и флюса, образующихся в зоне сварки, формируется газовая полость, которая и наполнена образовавшимися парами, смешанными со сварочными газами.
Пример внешнего вида шва после сварки под слоем флюса
Полость, образующаяся при такой сварке, в своей верхней части ограничена слоем расплавленного флюса, который выполняет не только защитную функцию. Расплавленный металл электрода и свариваемой детали, взаимодействуя с флюсом, проходит металлургическую обработку, что способствует получению шва высокого качества.
При удалении дуги от определенной зоны сварки расплавленный флюс застывает, образуя твердую корку на готовом шве, которая легко удаляется после остывания изделия. Если выполняется автоматическая сварка под флюсом, то неизрасходованный флюс собирается с поверхности детали при помощи специального всасывающего устройства, которым оснащено автоматизированное оборудование.
На видео мастер объясняет некоторые нюансы работы при сварке с применением флюса:
Сварка под слоем флюса, выполняемая как механизированным, так и автоматизированным способом, обладает целым рядом весомых преимуществ.
- Процесс можно осуществлять с использованием токов значительной величины. Как правило, сила тока при выполнении такой сварки ориентировочно находится в пределах 1000–2000 Ампер, хотя вполне можно довести это значение и до 4000 А. Для сравнения: обычную дуговую сварку выполняют при силе тока не больше 600 А, дальнейшее увеличение силы тока приводит к сильному разбрызгиванию металла и невозможности сформировать сварочный шов. Между тем увеличение силы тока позволяет не только значительно ускорить процесс сварки, но и получить сварное соединение высокого качества и надежности.
- При сварке, выполняемой под слоем флюса, формируется закрытая дуга, которая расплавляет металл детали на большую глубину. Благодаря этому кромки свариваемой детали можно даже не подготавливать для их лучшей свариваемости.
- Поскольку режимы сварки под слоем флюса предполагают использование тока большой силы, скорость процесса значительно увеличивается. Если сравнивать скорость сварки, выполняемой под слоем флюса, которая измеряется в длине шва, получаемого за определенный промежуток времени, то она может в 10 раз превышать аналогичный параметр обычной дуговой сварки.
- Так называемый газовый пузырь, формируемый при выполнении сварки под защитным слоем флюса, препятствует разбрызгиванию металла, что предоставляет возможность получать сварочные швы высокого качества. Кроме того, это значительно снижает потери электродного металла, которые составляют максимум 2% от массы расплавленного материала. Экономится в таком случае не только электродный материал, но и электрическая энергия.
Общая схема дуговой сварки под флюсом
Выбор режима сварки, выполняемой под слоем флюса, осуществляется по следующим основным параметрам:
- диаметр используемой электродной проволоки;
- род тока и его полярность;
- скорость, с которой выполняется сварка;
- напряжение для формирования сварочной дуги.
Дополнительными параметрами, влияющими на определение режима сварки под флюсом, являются:
- размер частиц, состав и плотность используемого флюса;
- значение вылета электродной проволоки;
- параметр, определяющий, как электрод и свариваемая деталь располагаются относительно друг друга.
Источник: http://met-all.org/obrabotka/svarka/svarka-pod-flyusom.html
2 Сущность и технология механизированной и автоматической сварки
Данный процесс предполагает, что дуга между изделием и концом сварочного электрода горит под флюсом – слоем специального сыпучего соединения. Основной металл и электродная проволока начинают расплавляться в результате теплового воздействия дуги. В это же время отмечается и расплавление некоторого объема используемого флюса. В итоге в сварочной зоне формируется газовая полость, которая наполняется парами сыпучего соединения и металла, а также газами.
В верхней своей области полость ограничивается расплавленным флюсом. Он предохраняет расплавленный металл и сварочную дугу от негативного влияния окружающей среды. Кроме того, он производит в сварочной ванне обработку (металлургическую) металла. Расплавленный флюс в процессе удаления дуги затвердевает за счет реакции со сталью, что приводит к формированию шлаковой корки. Избавиться от нее по окончании сварки несложно, следует только дождаться охлаждения изделия.
Пневматический специальный механизм, располагающий флюсоустройством, собирает ту часть флюса, которая не была израсходована. Впоследствии она вновь применяется для сварки.
Технология сварочного процесса с использованием флюса имеет ряд нюансов и достоинств:
- Теоретическая возможность применения токов величиной до 4 тысяч ампер (на практике используют ток в пределах 1000–2000 ампер). При открытой дуге данный показатель не может быть более 600 ампер, так как в этом случае правильное создание шва станет фактически нереальным из-за разбрызгивания металла. При этом производительность сварочных мероприятий увеличивается существенно быстрее, нежели растет сила тока. Также отмечается сам характер формирования шва.
- Закрытая дуга в процессе сварки имеет высокую мощность. За счет этого основной металл расплавляется на большую глубину, что дает возможность в некоторых случаях не осуществлять разделку кромок (открытая маломощная дуга способна лишь немного расплавить кромки шва).
- Производительность сварочного процесса (под ней понимают получаемый метраж шва за один час работы дуги) под флюсом до 10 раз выше, чем при выполнении работ с использованием открытой дуги (подразумевается, что сварочные токи при этом характеризуются идентичными значениями).
- Формирование «газового пузыря», в котором флюс выполняет функции его стенок, значительно снижает потери на разбрызгивание и угар. Величина таких потерь равняется максимум двум процентам от массы электродного расплавленного металла. Благодаря этому, процесс гарантирует получение высококачественных и равномерных швов. Немаловажным является и то, что электродная проволока расходуется по-настоящему экономно. Кроме того, расходуется намного меньше электрической энергии.
Конкретные режимы сварки под флюсом подбираются по основным и дополнительным характеристикам. К первым относят:
- сечение электродной проволоки;
- полярность и род тока;
- скорость сварочного процесса;
- напряжение дуги.
К дополнительным же параметрам причисляют:
- геометрические величины и плотность флюса, а также его состав;
- вылет проволоки (электродной);
- положение при сварке того или иного вида электрода и непосредственно свариваемой конструкции.
Источник: http://tutmet.ru/avtomaticheskaja-dugovaja-svarka-fljusom-rezhimy-gost.html
Это интересно: Термитная сварка, виды и особенности выполнения работы
Где используется?
Автоматика применяется для разных целей. «Самодостаточное» оборудование сейчас имеет своё место на каждом крупном производстве, где детали изготавливаются большими партиями на конвейерах.
Сборка автомобилей, производство трубопроводных конструкций, балок, кораблестроение и прочие отрасли тяжёлой промышленности процветают благодаря работе автоматических сварочных аппаратов и станков.
Они способны делать плотные и надёжные соединения путем автоматической сварки с флюсом, которые высоко ценятся в данных сферах.
Источник: https://prosvarku.info/tehnika-svarki/avtomaticheskaya-svarka-pod-flyusom
Недостатки
- велики трудозатраты, связанные со стоимостью флюса.
- трудности корректировки положения дуги относительно кромок свариваемого изделия;
- экологическое воздействие газов на оператора;
- невидимость места сварки, расположенного под толстым слоем флюса;
- нет возможности выполнять сварку во всех пространственных положениях без специального оборудования;
- повышенная жидкотекучесть расплавленного металла и флюса;
- требуется тщательная сборка кромок под сварку. При увеличенном зазоре между кромками возможно вытекание в него расплавленного металла и флюса и образование в шве дефектов.
Источник: https://ru.wikipedia.org/wiki/%D0%90%D0%B2%D1%82%D0%BE%D0%BC%D0%B0%D1%82%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F_%D0%B4%D1%83%D0%B3%D0%BE%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BF%D0%BE%D0%B4_%D1%84%D0%BB%D1%8E%D1%81%D0%BE%D0%BC
Оборудование, которым осуществляют сварку под флюсом
Рассмотрим существующее оборудование для сварки под флюсом. Когда речь идет о проведении сварочных работ в условиях производственного цеха, то перед началом процесса сварки свариваемые детали надежно фиксируют на специальном сборочном стенде или при помощи других приспособлений, чтобы полностью исключить возможные незапланированные движения свариваемых элементов в ходе работы.
Сварочный трактор (производитель Multitrac)
На прокладке трубопроводов для сваривания стыков в основном используют специальные мобильные сварочные головки, а при производстве листовых конструкций применяются либо стационарные установки, либо универсальные мобильные (к примеру, сварочный трактор). Трактор для сварки под слоем флюса – это самоходная тележка с электродвигателем, на которой установлена автоматическая сварочная головка. Такое устройство может двигаться вдоль свариваемых деталей по рельсовому пути или же непостредственно по самим деталям.
Сварочная колонна и свариваемая деталь на роликовых опорах
В условиях цехов также активно используются передвижные или стационарные сварочные колонны, которые в комбинации с роликовыми опорами или вращателями служат для сварки продольных и кольцевых швов.
Источник: http://met-all.org/obrabotka/svarka/svarka-pod-flyusom.html
Используемые материалы
И внешний вид, и механические параметры полученного сварного шва в значительной степени зависят от того, правильно ли была выбрана электродная проволока для его выполнения. Требования к такой проволоке оговорены в соответствующем государственном стандарте (ГОСТ 2246-70). Сварочную проволоку изготавливают из низкоуглеродистой, легированной и высоколегированной стали, при этом ее диаметр может попадать в диапазон от 0,3 до 12 мм.
После изготовления проволока для сварки сворачивается в восьмидесятиметровые бухты. В отдельных случаях (по согласованию с потребителем) проволока может поставляться в виде кассет или катушек. Если электродная проволока используется не сразу, а после хранения, то перед применением ее требуется очистить от ржавчины и каких-либо загрязнений, для чего можно применять бензин или керосин.
Катушка порошковой проволоки для сварки под флюсом
Существует еще два ГОСТа, которые оговаривают требования, предъявляемые к электродной проволоке. Так, по ГОСТ 7871-75 выпускают проволоку, с помощью которой сваривают детали из алюминиевых сплавов, а по ГОСТ 16130-72 – омедненную проволоку, поверхность которой не требуется очищать перед сваркой.
Чтобы дуговая сварка под флюсом протекала устойчиво и позволяла получать шов высокого качества, следует правильно выбирать защитный состав. От состава флюса для сварки зависят характеристики атмосферы газового пузыря и его расплавленного слоя. Такой слой, в свою очередь, взаимодействуя с расплавленным металлом в зоне сварки, напрямую влияет на характеристики будущего шва. Компоненты флюса, естественно, подбирают и с учетом того, детали из какого материала необходимо будет сваривать. Так, флюсы для сварки обычных, нержавеющих сталей, алюминия и других металлов могут серьезно различаться по своему составу.
Данный сварочный аппарат помогает понять, как подается проволока и флюс в зону сварки
Флюсы, с помощью которых выполняется как механизированная, так и автоматическая сварка, одновременно решают сразу несколько важных задач:
- легирование металла сварочного шва;
- защита зоны сварки от негативного воздействия внешней среды;
- формирование поверхностного слоя шва;
- повышение устойчивости сварки путем стабилизации разряда электрической дуги.
Хотя одним из достоинств сварки под флюсом является ее способность сваривать детали на большую глубину, однако при уменьшении мощности дуги и использовании тонкой проволоки вполне успешно можно работать и с тонкостенными элементами.
Источник: http://met-all.org/obrabotka/svarka/svarka-pod-flyusom.html
Преимущества
- повышенная производительность;
- минимальные потери электродного металла;
- отсутствие брызг;
- максимально надёжная защита зоны сварки;
- минимальная чувствительность к образованию оксидов;
- не требуется защитных приспособлений от светового излучения, так как дуга горит под слоем флюса;
- низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва.
Источник: https://ru.wikipedia.org/wiki/%D0%90%D0%B2%D1%82%D0%BE%D0%BC%D0%B0%D1%82%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F_%D0%B4%D1%83%D0%B3%D0%BE%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BF%D0%BE%D0%B4_%D1%84%D0%BB%D1%8E%D1%81%D0%BE%D0%BC
Суть процесса
Как уже говорилось выше, автоматическая сварка подразумевает более основательную подготовку поверхности. Пыль, грязь, жировые разводы, остатки лакокрасочных материалов, ржавчина и прочий сор недопустимы в технологическом процессе. Сварочный процесс можно начинать только на чистый и обезжиренный металл.
Автоматический процесс с использованием флюса можно начинать после выставления настроек, которые задает оператор. Чтобы выставить правильные настройки, человек должен обладать теоретическими знаниями сварочного автомата. Чем толще металл, тем больший диаметр электрода используется. Вместе с тем увеличивается сила сварочного тока и напряжение дуги. А вот скорость работ снижается при большой толщине металла.
В интернете можно найти массу расчетов при работе с разными соединениями. Эта тема масштабна и мы не будем ее касаться в данной статье. Рекомендуем ее изучить самостоятельно.
В сварке принимает участие присадочная проволока, использующаяся для флюсового состава. Будет хорошим вариантом подобрать пруток из того же материала, из которого сделан сам элемент сваривания. Присадка подается в автоматическом режиме, от специалиста требуется лишь заправить ее в механизм.
Флюс засыпают с специально отведенный отсек на сварочном аппарате. Соответственно, расход флюса будет больше при сварке толстых металлов. Любой флюс расплавляется от температурного нагрева, а попадая на область шва, не вредит его свойствам, а зачастую, и улучшает их. Во время сварочного процесса флюс вспенивается и образует на поверхности стыка металлический шлак. Его необходимо убирать.
Сварка автоматическим режимом с помощью флюса ускоряет работу, но на качество шва быстрота не отражается.
Источник: https://svarka-weld.ru/tekhnologiya-avtomaticheskoj-svarki-pod-flyusom
«За» и «Против»

Процесс сваривания деталей под флюсом
Основной плюс автоматической сварки под флюсом кроется в её названии. Мастеру не обязательно изучать тонкости сварки, чтобы применять этот метод, важно только знать, как подобрать материалы, настроить аппарат.
А отсутствие «человеческих» погрешностей, неправильных движений в процессе гарантирует ровный правильный шов на любом металле.
Но применять такую наплавку всегда не получится. Её использование не даёт возможности сделать верхние швы — только нижние.
Кроме того, детали, которые вы «загружаете» в установку, нужно подогнать с большой точностью, потому что машина настроена наплавлять металл в одной указанной зоне.
Если упустить что-то при стыковке элементов — на выходе будет брак. Перед фиксацией элемента нужно проплавить основу конструкции, зафиксировав ее на горизонтальной плоскости. Соединить металлические детали на весу невозможно.
Основной недостаток автоматической сварки под флюсом — её стоимость. Для применения только в быту покупать её не выгодно. К тому же, эти аппараты часто занимают много места и используют большое количество электроэнергии.
Источник: https://prosvarku.info/tehnika-svarki/avtomaticheskaya-svarka-pod-flyusom
Выводы
Мы рассказали вам об автоматизированной сварке во флюсовой среде, но существуют и полуавтоматическая, и ручная сварка с использованием этого состава. Но об этих технологиях поговорим в следующий раз. Просим опытных мастеров поделиться своими советами и рекомендациями, относительно автоматической сварки под слоем флюса.
Источник: https://svarka-weld.ru/tekhnologiya-avtomaticheskoj-svarki-pod-flyusom
Литература
Техническая литература
- Чебан В.А. Сварочные работы / Ответственный редактор: Оксана Морозова, Технический редактор Галина Логвинова. — 5-е изд. — Ростов-на-Дону: «Феникс», 2008. — 412 с. — (Начальное профессиональное образование). — 3000 экз. — ISBN 978-5-222-13621-8.
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
- Блащук, В.Е. Металл и сварка: учебное пособие / В.Е. Блащук ; 3-е изд., перераб. и доп. — Москва : Стройиздат, 2006. — 144с.
- Брюханов, А.Н. Сварочные процессы в электронном машиностроении / А.Н. Брюханов // Коммерсант. — № 217 (2820) от 27.11.2003.
Источник: https://ru.wikipedia.org/wiki/%D0%90%D0%B2%D1%82%D0%BE%D0%BC%D0%B0%D1%82%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F_%D0%B4%D1%83%D0%B3%D0%BE%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BF%D0%BE%D0%B4_%D1%84%D0%BB%D1%8E%D1%81%D0%BE%D0%BC
Заключение

При высоких температурах флюс плавится, как и металл. Однако, его плавление не скажется на характеристиках шва. Единственное, что он может — улучшить их, обеспечив устойчивость к кислороду и, как следствие, окислению.
Однако, важно удалить остатки вещества, чтобы его кислота не разъедала металл. Остатки загруженного вещества вы сможете использовать еще раз.
Теперь вы знаете больше о дуговой сварке с флюсом. Он применяется не только в автоматических производственных установках, а еще для ручной или полуавтоматической сварки.
Источник: https://prosvarku.info/tehnika-svarki/avtomaticheskaya-svarka-pod-flyusom
Количество использованных доноров: 6
Информация по каждому донору:
- https://ru.wikipedia.org/wiki/%D0%90%D0%B2%D1%82%D0%BE%D0%BC%D0%B0%D1%82%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F_%D0%B4%D1%83%D0%B3%D0%BE%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0_%D0%BF%D0%BE%D0%B4_%D1%84%D0%BB%D1%8E%D1%81%D0%BE%D0%BC: использовано 4 блоков из 7, кол-во символов 1946 (8%)
- http://tutmet.ru/avtomaticheskaja-dugovaja-svarka-fljusom-rezhimy-gost.html: использовано 2 блоков из 4, кол-во символов 3329 (14%)
- http://met-all.org/obrabotka/svarka/svarka-pod-flyusom.html: использовано 3 блоков из 5, кол-во символов 7466 (31%)
- https://prosvarku.info/tehnika-svarki/avtomaticheskaya-svarka-pod-flyusom: использовано 5 блоков из 8, кол-во символов 3481 (15%)
- https://svarka-weld.ru/tekhnologiya-avtomaticheskoj-svarki-pod-flyusom: использовано 4 блоков из 6, кол-во символов 4313 (18%)
- https://taina-svarki.ru/sposoby-svarki/avtomaticheskaya-svarka/tehnologiya-avtomaticheskoy-svarki-pod-flyusom.php: использовано 1 блоков из 4, кол-во символов 3375 (14%)