В 21 веке существуют десятки видов сварочных работ. Они отличаются по своим характеристикам и типу оборудования.
Для каждой из них нужно применять свой шов и вести его определенным образом. Вертикальная металлообработка (сварка вертикальных швов) – один из популярных видов работ. Поговорим о том, какими особенностями она обладает.
Источник: https://prosvarku.info/tehnika-svarki/svarka-vertikalnyh-shvov
Содержание
- 1 Характерные черты процесса
- 2 Электрошлаковый метод
- 3 Правила вертикальных работ
- 4 Как варить шов
- 5 Применение полуавтомата
- 6 Как сделать соединение качественным
- 7 Второй корневой валик
- 8 Дефекты сварных швов
- 9 Формирование соединений при помощи электрода
- 10 Многослойная и многопроходная сварка
- 11 Работа полуавтоматики
- 12 Ширина лицевого слоя
- 13 Параметры тока и перемещение электрода
- 14 Итог
- 15 Инструкция для начинающего сварщика
- 16 Выводы и полезное видео по теме
Характерные черты процесса
Этот вид сварки сложный тем, что при варке весь металл может стекать вниз из-за действия силы притяжения. Если допустить такой момент, то дальнейшие работы будут невозможны.
Всё просто: под каплями остается электродный шлак, который не дает возможность варить качественно.
Для того, чтобы дорожка вертикального шва получилась ровной, стоит применять короткую арку. При этом напряжение должно быть небольшим. Мастер с 15-летним опытом делает движения снизу к верху, что позволяет потекам не образовываться.
Горячая капля может создавать вертикальный шов. При этом окончание электрода убирают в сторону. Это помогает материалу стать твердым, а искра при этом продолжает гореть.
Источник: https://prosvarku.info/tehnika-svarki/svarka-vertikalnyh-shvov
Это интересно: Сварка на просвет — что это такое и как выполнить?
Электрошлаковый метод
Электрошлаковой сваркой можно варить детали практически любой толщины. Соединение происходит за один проход, независимо от толщины металла. Это ее функциональная особенность.
Причем сварка вертикальных швов при этом способе получается лучше всего опять-таки из-за принципа используемого метода. Благодаря однопроходной сварке происходит экономия электроэнергии и расходных материалов, производительность увеличивается на порядок. Сварка вертикальных стыков резервуаров получается высокого качества.

При электрошлаковой сварке, в области между кромками стыков заготовок и медными пластинами, возникает ванна из жидкого шлака. Процесс сваривания можно описать так:
- после погружения в шлаковую ванну электрода, сварочный ток проходит через нее и нагревает до такой температуры, что начинают плавиться кромки деталей и сам электрод;
- расплав образует сварочную ванну, после остывания которой происходит кристаллизация и образование сварного соединения;
- по мере остывания шва электрод с медными пластинами, образующими замкнутую область сварочной ванны, поднимается.
Так, за один проход производят вертикальную сварку швов любой толщины. Жидкий шлак, как более легкий компонент все время находится сверху, защищая шов от воздействия атмосферного кислорода. После завершения процесса сваривания, остывший шлак постукивают молотком и удаляют.
Источник: https://svaring.com/welding/teorija/svarka-vertikalnyh-shvov
Правила вертикальных работ

Чтобы вертикальный шов был идеальным, нужно придерживаться таких правил:
- Когда сварка опирается на активный ток, тогда стоит начинать работу с нижней части конструкции. В углубление приходит материал, который создает бобину. Она будет опорой, что помогает расплавленному металлу не растекаться. Соединение будет заполнено.
- Когда вы применяете арку, то металл будет застывать быстрее. В этом поможет применение незначительных капель. Это возможно, если сделать меньше расстояние между конструкцией и катодом.
Источник: https://prosvarku.info/tehnika-svarki/svarka-vertikalnyh-shvov
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.

Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.

Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.

Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Источник: https://stroychik.ru/tools/kak-pravilno-varit-shvy
Применение полуавтомата
Сварку вертикальных швов полуавтоматом или инверторным аппаратом ведут, используя несколько сварочных технологий. Выбор способа зависит от толщины стенок изделий, зазора между стыками, формы кромок.
Треугольная траектория
 Технология сварки «треугольником» используется, если необходимо соединить изделия толщиной до 2 мм. При этом способе требуется наибольшее притупление кромок.
Технология сварки «треугольником» используется, если необходимо соединить изделия толщиной до 2 мм. При этом способе требуется наибольшее притупление кромок.
Технология может применяться при сварке углового шва в вертикальном положении или резервуаров. Сварка ведется снизу вверх, поэтому расплавленный металл располагается поверх остывшего сплава.
Стекающий шлак не препятствует проплавлению кромок, так как стекает уже по отвердевшему металлу. Сначала формируют полочку в нижней части стыка. Перемещая электрод к одному из краев, производят расплавление кромок и заполнение сварочной ванны.
Затем электрод перемещается к другому краю, и процесс повторяется. Форма ванны при этом выглядит как треугольник, отсюда и название технологии. Рекомендуемая толщина электрода составляет 3 мм при сварочном токе 80-100 ампер.
Траектория в виде елки и лесенки
 При сварке изделий имеющих зазор 2-3 мм помогает технология «елочка». В данном способе приходится применять сложные движения концом электрода.
При сварке изделий имеющих зазор 2-3 мм помогает технология «елочка». В данном способе приходится применять сложные движения концом электрода.
Процесс сварки вертикального шва начинается от одной из кромок, из глубины зазора.
 Из толщи металла электрод как бы вытягивается, при этом наплавляя металл на плоскость кромки. Затем он опять возвращается вглубь будущего шва, и наплавка производится по другой стороне зазора.
Из толщи металла электрод как бы вытягивается, при этом наплавляя металл на плоскость кромки. Затем он опять возвращается вглубь будущего шва, и наплавка производится по другой стороне зазора.
Постепенно вертикальная щель заполняется, образуя прочное соединение. Процесс повторяют до тех пор, пока расплавленным металлом не заполнится весь зазор. Главная задача заключается в недопущении образования чрезмерного проплавления кромок и появления подтеков металла.
Технология «лестница» используется для сваривания вертикальных швов с наибольшими зазорами, когда кромки вовсе не притуплялись. Электрод движется от одной соединяемой кромки к другой, поднимаясь на минимальное расстояние вверх.
Движения зигзагообразные, при этом на кромках происходит краткая остановка для проплавления металла. Технология позволяет сваривать изделия толщиной до четырех миллиметров.
Источник: https://svaring.com/welding/teorija/svarka-vertikalnyh-shvov
Как сделать соединение качественным

Новичкам непонятно, как сделать так, чтобы соединение было прочным. При этом важно, чтобы внешне изделие выглядело красиво.
Когда мастер придерживается таких условий, то с вероятностью 90 % все получается так, как задумано:
- Когда происходит розжиг, нужно размещать электрод перпендикулярно. Детали должны быть помещены именно в таком положении;
- На короткой арке металл будет превращаться в кристаллы быстрее. Это уменьшит количество потеков, которые могут повлиять на качество соединения;
- Когда создается полоса, нужно наклонить электрод. Это позволит каплям оставаться на детали;
- Когда вы наблюдаете потеки, стоит увеличить напряжение. Ширина соединения также возрастает. Вы оттяните момент возникновения кристаллов.
Вертикальный шов будет создаваться проще, но при этом его качество будет заметно снижено.
Существуют конструкции, с которыми нужно работать только в верхнем положении. В этом вам помогут плавные движения. Металлическая конструкция не станет стекать. Когда вы работаете с тонким листом, то придерживайтесь этих правил:
- Очищайте детали от пыли и загрязнений. Если на нем была старая краска – удалите ее;
- Соединение производят точечно. Это поможет избежать возникновения потеков.
Способы работы с вертикальной сваркой.
Технология зависит от таких моментов:
- Характеристики материалов, из которых изготовлена конструкция;
- Вид металлообработки, с которым вы работаете;
- Объем опыта мастера;
- Уровень качества используемых установок.
Соединения получаются при использовании этих методов:
- Сверху к низу с отрывом арки;
- От нижней части вверх с арочным отрывом;
- Сверху к низу без отстранения арки;
- Снизу вверх с отстранением арки.
Источник: https://prosvarku.info/tehnika-svarki/svarka-vertikalnyh-shvov
Второй корневой валик
Второй корневой валик с обратной стороны при Х-образной разделке выполняется электродом диаметром 3 мм на среднем или максимально токе 100-110A. Повышенный сварочный ток необходим для хорошего проплавления обратной стороны корня шва. Предварительно нужно произвести зачистку от шлака, а при необходимости — механическую выборку.
В зависимости от полноты первого или второго корневого валика сварку третьего производить со следующей манипуляцией:
а) когда корневой валик легкий (малого сечения) — вариант 2 или 3 — манипулирование производить «лестницей», проплавляя корневой вали и кромки по краям, при этом обязательно центром дуги (электрода) при манипулировании доходить до края предыдущего валика и произвести задержку;
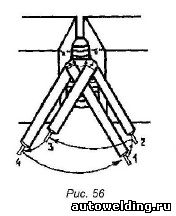
б) когда корневой валик полный (вариант 1), кроме манипулирования электродом для формирования «нормального» или «вогнутого» второго последующего третьего валиков, помогает в процессе сварки разворот электрода к проплавляемой стенке (плоскости). Это достигается разворотом кисти руки. На рис. 56 показано, в какой момент удобней производит изменение угла электрода. В положении 1 дуга горит на плоскости «а» предыдущем валике, центр дуги направлен на край валика. Электрод расположен приблизительно параллельно плоскости «б». Заполнив кратер электродным металлом и не меняя положения электрода, плавно перейти в положение 2 до касания электродом плоскости «б», а дугой до края валика. Почувствовав опору, произвести разворот кисти (не руки) так, чтобы электрод занял положение 3 (параллельное плоскости «а») и центром дуги проплавлял край предыдущего валика и стенку «б». Заполнив кратер элетродным металлом и не меняя угол электрода, перейти в положение 4, проплавляя дугой предыдущий валик. Коснувшись электродом плоскости «а», произвести разворот кисти и электрода в положение 1 и т.д. С каждым переходом производить подъем электрода в зависимости от формирования валика, ширины и полноты (набранной ванны). При минимальном подъеме и недостаточной скорости манипулирования могут быть подтеки (наплывы) жидкого металла шва на закристаллизовавшийся шов. При чрезмерном подъеме и большой скорости перехода от одной кромки к другой появляются западания, пропуски и подрезы на стенке в зоне шва, на краю и в середине валика. Не рекомендуется производить разворот кисти и электрода в момент перехода от одной кромки к другой. В этом случае трудно сформировать валик в центре шва без подрезов, наплывов и пропусков между чешуйками шва.
Источник: https://www.autowelding.ru/publ/1/1/svarka_vertikalnykh_shvov/3-1-0-487
Дефекты сварных швов
У начинающих сварщиков часто при выполнении швов встречаются ошибки, которые приводят к появлению дефектов. Некоторые из них критичны, некоторые — нет. В любом случае, важно уметь определить ошибку, чтобы затем исправить ее. Самые распространенные среди новичков дефекты — неодинаковая ширина шва и его неравномерное заполнение. Происходит это из-за неравномерных движений кончика электрода, изменении скорости и амплитуды движений. По мере накопления опыта эти недостатки становятся все менее заметными, через некоторое время вообще исчезают.
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.

Ошибки, которые могут возникнуть при сварке
Непровар

Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
О выборе инверторного сварочного аппарата для дома и дачи читайте тут.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.

Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
- чересчур большой ток сварки;
- недостаточная скорость движения;
- слишком большой зазор между кромками.

Так выглядит прожог шва при сварке
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
Поры появляются:
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.

Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.

Холодные трещины ведут к разрушению изделия
Техника сварки инверторным аппаратом описана тут.
Источник: https://stroychik.ru/tools/kak-pravilno-varit-shvy
Формирование соединений при помощи электрода

Металлообработка по вертикали представляет много трудностей. Это касается тех случаев, когда ее сравнивают с горизонтальными работами. Новички могут варить швы при помощи отстранения арки. Это позволит конструкции застывать за секунды.
В процессе сварки опорой электрода будет окончание сварочного углубления. Когда создается дорожка шва, то движения нужно делать одинаково. Это не зависит от того, отрываете вы арку или нет. Стоит двигаться от верхней части конструкции к низу.
Выбирайте короткую арку, если необходимо использовать вертикальное соединение от верха вниз. Потренируйтесь, чтобы работа получилась качественной.
Металл будет стекать, но вы можете этого избежать. В этом поможет корректное удерживание электрода в перпендикулярном положении. Когда арка поджигается, необходимо наклонить устройство к низу.
Не берите электрод больше, чем диаметром в 5 миллиметров. Напряжение должно быть 170А.
Видеоролик поможет понять, каким образом можно получить качественный шов без отстранения.
Источник: https://prosvarku.info/tehnika-svarki/svarka-vertikalnyh-shvov
Многослойная и многопроходная сварка
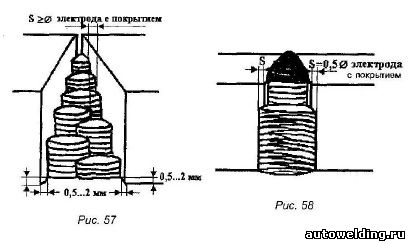
При сварке больших толщин применяется многослойная, многопроходная сварка (рис. 57). После корневого валика второй и третий слой варятся электродом диаметром 3 мм или 4 мм (в зависимости от толщины основного металла и от ширины предыдущего валика) в один проход, при этом каждый валик должен быть «вогнутый» или «нормальный», что позволяет добиться качественной сварки последующих валиков. В следующих слоях, при переходе на два, три и более проходов, валики выполняются с небольшим усилением электродом диаметром 4 мм. Между предпоследним валиком каждого слоя и кромкой разделки необходимо оставлять расстояние не менее диаметра электрода с покрытием.
Предпоследний слой не должен выходить за пределы разделки. Рекомендуется оставлять незаполненную разделку от 0,5 мм до 2 мм, что позволяет легче сформировать качественный лицевой слой.
Источник: https://www.autowelding.ru/publ/1/1/svarka_vertikalnykh_shvov/3-1-0-487
Работа полуавтоматики
Если использовать полуавтоматический механизм, то варка вертикального шва осуществляется по таким методам:
- «Треугольник». Она уместна при работе с тонким листом, размером до двух миллиметров. Посредник перемещается от нижней части к верху. Тот сплав, который уже расплавился, расположен выше того, который стал твердым. Последний создал бобину, которая защищает свежие капли от потеков. Обращатель нужно перемещать таким образом, чтобы ванна создавалась по угловому методу. В этом заслуга названия технологии. Если вы хотите работать по такому методу, нужно применять 3-мм электрод и напряжение в 100А.
- «Эскалатор». Применяется, когда между конструкциями остается большое расстояние. Весь процесс происходит по логике: мастер переходит от одного края на другой и при этом практически не поднимает электрод. Такая технология используется без отстранения арки. Образуется лестница. Подушка будет содержать острые окончания. Мастера считают этот вид шва легким среди остальных.
- «Елка». Используйте технологию, когда промежутки не более трех миллиметров. Электроды двигаются по линиям. Вы получите соединение, которое будет похоже на елочку. Начало происходит от одной стороны. Дальше ведется обработка по стенке обреза на себя. После наплавления металла необходимо освободить электрод и взять паузу. Конструкция будет проплавлена. По аналогии варится другая сторона. Все продолжается до тех пор, пока не закончится дорожка. При этом недопустимо растекание металла.
Видеоролик подскажет, как сделать металлообработку корректной, если работать по вертикали.
Подводя итоги отметим, что вертикальная металлообработка и создание вертикального шва нуждается в тщательной подготовке. Это связано с тем, что металл может растекаться. Чтобы этого не случилось, нужно придерживаться рабочих технологий.
Когда вы завершите работу, то заметите надежное соединение без остатков. Популярными методами варки считают полуавтоматику и ручную обработку. Новички могут начинать свое дело именно с этих методик.
Источник: https://prosvarku.info/tehnika-svarki/svarka-vertikalnyh-shvov
Ширина лицевого слоя
Ширина лицевого слоя равняется ширине разделки плюс половина диаметра электрода с каждой стороны (рис. 58). Рекомендуется применять манипулирование электродом «лестницей» или «дугой вперед».
Тудвасев В.А. «Рекомендации сварщикам».
Источник: https://www.autowelding.ru/publ/1/1/svarka_vertikalnykh_shvov/3-1-0-487
Параметры тока и перемещение электрода
Значение силы тока и скорость перемещения электрода – значимые факторы, оказывающие влияние на качество шва. Сварка большими токами сопровождается прогревом металла до большой глубины, что позволяет наращивать скорость перемещения электрода. При условии оптимального соотношения тока и скорости движения электрода получают ровный качественный шов.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Перемещая электрод с определенной скоростью, следует учитывать величину мощности дуги. Чрезмерно быстрая подача электрода при малой мощности не сможет обеспечить достаточной температуры прогрева.
Как результат – не удастся проварить металл до нужной глубины. Шов просто «ляжет» на поверхности, едва «прихватив» границы кромок.

Прожженный металл в точке недопустимо медленного продвижения электрода. Часто встречающийся дефект на сварке тонкостенных металлов дугой повышенной мощности
Напротив, в условиях чрезмерно медленного продвижения электрода создастся атмосфера перегрева, что грозит деформацией металла на линии сваривания. Если металлические элементы имеют тонкую структуру, мощная дуга попросту прожжёт металл.
Успешно попрактиковаться на поприще начинающего сварщика и отточить навыки выполнения швов можно при изготовлении печки на отработке, основой корпуса которой является металлическая труба. Рекомендуем ознакомиться с полезной информацией.
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
Итог
Установка разнообразных металлоконструкций требует использования различных сварочных швов. От правильности их выбора зависит качество и долговечность изделий.
Опытные сварщики без труда могут определить, какой вариант соединения будет оптимальным в каждом конкретном случае. Однако новичкам сделать это будет значительно тяжелее, поэтому им обязательно следует ознакомиться с особенностями каждого вида соединения.
Источник: https://tutsvarka.ru/vidy/svarka-vertikalnyh-shvov
Инструкция для начинающего сварщика
Сварочные работы допустимо выполнять только при условии применения соответствующей экипировки.
Стандартный комплект содержит:
- Куртку, брюки, перчатки, обувь из несгораемых прочных крепких материалов.
- Головной убор, полностью закрывающий заднюю часть головы.
- Специальную защитную маску для лица и глаз.
Для производства сварки следует применять исправный аппарат, электрическая часть которого закрыта надёжным корпусом. Входящие в состав аппарата электрические кабели должны иметь целую изоляцию и соответствовать электрическим характеристикам прибора.
Место сварщика необходимо оснастить рабочим столом, источниками света, шиной заземления, средствами защиты от поражения электрическим током и противопожарными средствами.
И еще перед началом работ надо скрупулезно проштудировать правила электросварки, рассмотреть и изучить методы и варианты выполнения соединений.
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
Выводы и полезное видео по теме
Предлагаем посмотреть видеопрактикум сварки: как варят горизонтальный и вертикальный швы:
Необязательно иметь квалификацию профессионального сварщика, но владеть техникой сварки желательно. Благодаря имеющимся навыкам сварного дела, у человека появляется больше возможностей для реализации различных бытовых проектов.
При желании изучить технологию можно всегда, а практический опыт поможет овладеть техникой производства работ на высоком уровне.
Хотите рассказать о собственном опыте в выполнении сварных швов? Знаете тонкости процесса, не приведенные в статье? Пишите, пожалуйста, в расположенном ниже блоке.
Источник: https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html
Количество использованных доноров: 7
Информация по каждому донору:
- https://prosvarku.info/tehnika-svarki/svarka-vertikalnyh-shvov: использовано 6 блоков из 6, кол-во символов 6302 (18%)
- https://sovet-ingenera.com/santeh/svarka/kak-varit-vertikalnyj-i-gorizontalnyj-shvy-elektrosvarkoj.html: использовано 6 блоков из 9, кол-во символов 7532 (21%)
- https://stroychik.ru/tools/kak-pravilno-varit-shvy: использовано 2 блоков из 5, кол-во символов 7445 (21%)
- https://taina-svarki.ru/sposoby-svarki/svarka-vertikalnyh-gorizontalnyh-i-potolochnyh-shvov.php: использовано 2 блоков из 5, кол-во символов 2401 (7%)
- https://www.autowelding.ru/publ/1/1/svarka_vertikalnykh_shvov/3-1-0-487: использовано 4 блоков из 6, кол-во символов 5551 (16%)
- https://svaring.com/welding/teorija/svarka-vertikalnyh-shvov: использовано 2 блоков из 4, кол-во символов 3545 (10%)
- https://tutsvarka.ru/vidy/svarka-vertikalnyh-shvov: использовано 2 блоков из 7, кол-во символов 2417 (7%)