Ванная, контактная сварка арматуры и другие современные способы выполнения сварочных мероприятий позволяют получать высококачественные армированные конструкции и при этом обеспечивают немалую экономию металла.
Источник: http://tutmet.ru/svarka-armatury-kontaktnaja-vannym-sposobom-gost.html
Содержание
- 1 Способы
- 2 Сварка внахлест
- 3 3 Как варить арматуру в ванне – особенности методики
- 4 Соединение для фундамента
- 5 Сварка гребенкой и несколькими электродами
- 6 1 Сварка арматуры – ГОСТ 14098–91
- 7 Особенности технологии ванного способа
- 8 Режим сварки
- 9 Формочки
- 10 Технология стыковки и соединения ручной дуговой сваркой
- 11 Проверка качества готовой конструкции
- 12 Особенности метода и область применения
- 13 Меры безопасности
- 14 Что лучше: вязка или сварка
Назначение и виды арматуры
Арматура представляет собой сложную конструкцию из металлических прутов различной формы и диаметра, что становится в совокупности с прочими элементами фасонного проката основой для железобетонных конструкций. Арматура на себя призвана взять напряжения сжатия и растяжения и перераспределить по объёму в железобетонных конструкциях разной сложности. Создать железобетонную конструкцию без этого элемента просто невозможно.
К арматуре предъявляются чрезмерно жёсткие требования, потому что она является частью многих архитектурных элементов — стен, фундамента, перекрытий. Все элементы арматуры принято разделять на два типа. К жёсткой арматуре относят двутавровый профиль и гнутый швеллер, к гибкой арматуре причисляют рифленые пруты, гладкие стержни, разные типы сеток.
Вопреки нашей интуиции, количество арматуры с качеством железобетона не соотносится пропорционально. Поэтому если вы решили использовать больше прутьев, либо отдать предпочтение более толстым, тем, которые укрепляют межэтажные перекрытия в доме, нужно разобраться с классификацией арматуры. На сегодняшний день выделяют такие разновидности арматуры, которые чаще всего используются в среде строительства:
- Арматура а1. Эти изделия представляют собой гладкую арматуру из горячекатаной низколегированной и углеродистой стали. Это самое простое в производстве решение.
- Арматура а3. Эта арматура является рифленой. Такая арматура используется в капитальном строительстве, становится каркасом для выливания стен, полов и фундамента высотных зданий. Процесс изготовления данного вида арматуры связан с многообразной обработкой стали, что в результате и даёт высокопрочный продукт.
- Арматура АТ800. Данную арматуру производят из высокопрочной стали, которая отличается большой вязкостью и эластичностью. Арматуру АТ800 применяют в конструкциях, которым предстоит переносить существенные динамические нагрузки.
Использование арматуры связанно со многими нюансами, диктующими архитектурные требования, свойства бетона и непосредственно самой арматуры. Большое значение имеет качественное соединение арматуры в каркас, которое бывает нескольких видов.
Во-первых, могут использоваться готовые арматурные изделия — арматурные решётки, арматурные сетки и арматурный каркас. Во-вторых, соединения арматуры могут проводиться путем связки проволокой, также вместо проволоки используются специальные арматурные фиксаторы, что изготовлены из пружинной стали. И, в-третьих, соединения проделывают с использованием сварки арматуры.
Источник: http://strport.ru/instrumenty/svarka-armatury-vannym-sposobom
Способы
Существует несколько методов сварки арматуры. Каждый способ применяется в зависимости от конкретной ситуации и для решения определенных задач.
Электродуговая сварка
Электродуговая сварка используется специалистами в следующих ситуациях:
- работа с арматурой большого диаметра;
- скрепление арматуры из сталей разных марок.
Сварщику следует применять электроды, состав которых схож с составом свариваемых изделий, а также сварочный трансформатор, инвертор или иной источник сварочного тока.
Главным преимуществом является возможность использования обычного сварочного оснащения. Основной недостаток – соединения, созданные этим методом, не способны выдерживать повышенные нагрузки. Используется технология сварки арматуры ручной дуговой сваркой при монтаже каркасов, металлических конструкций и сеток.

Внахлест
Следующий метод – сварка внахлест, которая производится при помощи одного иди двух фланговых швов. По сути, данный способ можно охарактеризовать как стыковка арматуры сваркой, проводящаяся в продольной плоскости.
Следует указать, что чем больше нахлест арматуры при сварке, тем большей прочностью отличается конструкция. При этом необходимо учитывать, что сваривание проводится с двух противоположных сторон соединения.
Иногда это создает неудобства при выполнении процедуры. Например, один сварной шов расположен с верхней стороны двух рабочих прутков, а другой – снизу. Таким образом, до второго соединения сложно или невозможно добраться и шов получается ненадежным. Поэтому данный метод можно использовать только в тех случаях, когда готовое изделие не будет подвергаться значительным нагрузкам.

Нужно правильно подобрать диаметр электродов. Арматура диаметром 5-8 мм. варится стержнем диаметром 3 мм. Для 8-10 мм. понадобится 4-хмиллиметровый расходник. Прутки диаметром более 10 мм. – электроды диаметром 5 мм.
Важно! Данная технология не применяется для сваривания стали, диаметр которой превышает 20 мм.
Встык ванным способом
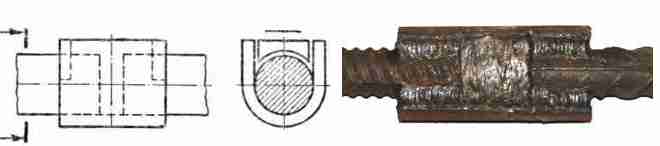
Для сваривания арматуры встык применяется ванный способ. Для этого метода исполнителю понадобится специальное приспособление. Ванночка (скоба-накладка для сварки арматуры) служит барьером для стекания расплавленного металла. Суть процесса состоит в том, что свариваемые концы стержней арматуры располагаются внутри ванночки. Затем их поочередно плавят электродами. Электрод должен слегка касаться стержня, так как сварка проводится при больших величинах тока.
 Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Для материалов диаметром 5-6 мм. применяется ток в 400-450 А. Низкие температуры способствуют увеличению тока ещё на 10-15 %. Наплавленный металл заполняет ванночку и происходит скрепление двух стержней в одно монолитное соединение.
Следует отметить, что данный метод является наиболее предпочтительным из-за минимальных затрат сварочных материалов и металла, а также благодаря получению прочных и надежных конструкций. Ещё одно достоинство ванного способа – возможность работы с арматурой большого диаметра – 20-100 мм.
Скобы бывают трех видов, разделение осуществляется в зависимости от сырьевого материала. Стальные формы являются неразъемными, т.е. ванночка становится частью сварной конструкции. Медные и графитовые накладки снимаются с места соединения после выполнения работ. Позже их можно будет применять повторно. Графитовые формы перед применением необходимо прокаливать, так как они легко впитывают в себя влагу.
Какие марки электродов применяются для работы с различными видами арматуры будет указано далее.
Источник: https://WeldElec.com/info/kak-pravilno-varit/armatury/
Это интересно: Что такое подводная гипербарическая сварка?
Сварка внахлест
Такая технология чаще всего используется для элементов армокаркаса, которые не подвергаются повышенным нагрузкам. Это означает, что подобная сварка арматуры для фундамента не подойдет. Тоже самое касается и конструкций, испытывающих большие нагрузки на изгибах. Подобный тип соединения считается самым ненадежным и наименее прочным.
Принцип такого стыкования металлических стержней заключается в соединении прутков в продольной плоскости, при смещении их концов до 30 см друг на друга. Чем больше делается нахлест, тем большей прочностью будет обладать свариваемая конструкция.
Сварка арматуры внахлест выполняется с двух сторон соединения, что может вызвать неудобства, если один из сварочных швов будет находиться сверху, а другой снизу. В этом случае до нижнего шва бывает очень сложно добраться.
Полезно! Чтобы стержни лучше стыковались их концы необходимо зачистить с помощью железной щетки и обработать абразивными инструментами, чтобы стыкуемые поверхности были плоскими.
Сваривать каркасы арматуры нужно в определенном режиме, который будет зависеть от сечения металлических стержней. Допустим, вы используете изделия диаметром 5-8 мм. В этом случае для сварки необходимо использовать электроды с сечением 3 мм. Для стержней на 8-10 мм, потребуется расходник на 4 мм. Если диаметр прутков более 10 мм, то применять нужно электроды диаметром 5 мм.

Полезно! Электроды для сварки арматуры внахлест можно использовать любые, но чаще всего строители применяют расходники АНО и МР.
Также необходимо учесть силу тока, которая потребуется для стержней разного диаметра:
- для стержней диметром 5 мм, потребуется 200 А;
- 6 мм – не более 250 А;
- 8 мм – 300 А;
- 10 мм – 350 А;
- 20 мм – 450 А.
Подробнее о нахлесточном соединении смотрите в видео:
Источник: https://zamesbetona.ru/armirovanie/svarka-armatury.html
Особенности ванной сварки арматуры
Соединение выпусков арматурных стержней может проводиться двумя способами — сваркой встык или при помощи накладок. Сварка встык состоит в применении соединения выпусков арматурных стержней сваркой ванно-шовной и ручной ванной, ванной в инвентарных формах, а также многослойной на подкладках порошковой проволокой, полуавтоматической проволокой под флюсом, проволокой порошковой с флюсовым сердечником или покрытыми электродами. Сварка при помощи накладок: накладки с арматурными стержнями соединяются ручной электродуговой сваркой.
Для сварки стержней арматуры, что имеют большой диаметр, в наше время используется ванный способ сварки. Такой способ применяется обычно при сварке стальных стержней, что отличаются диаметром 20-100 миллиметров, стыков фланцев, которые согнуты из полос большого сечения, стыков многорядной арматуры железобетонного сооружения, а также других деталей.
Также широко практикуется ванный способ сварки при строительстве сооружений и зданий, арматурных каркасов и железобетонных конструкций. Такой способ сварки дает возможность без потери прочности и жесткости по всей длине конструкции получить единый силовой каркас. При таком виде сварки выполнять стыковку арматуры возможно как в вертикальном, так и горизонтальном положении.
Одним из главных условий получения довольно хорошего качества стыков выступает точное совмещение выпусков стержней арматуры. При сварке ванным способом величина смещения осей стержней, что соединяются, должна не превышать 0,05 диаметра. Для обеспечения вышесказанной точности совмещения выпускной арматуры в монтажных соединениях части сборных конструкций, а также их арматурные каркасы, делают в специальных кондукторах с фиксацией габаритных размеров и положения арматурных стержней. На монтажной площадке при приемке таких элементов проверяются размеры и взаимное положение выпусков арматуры.
Технология ванной сварки арматуры имеет такие преимущества:
- Использовать можно обычное сварочное оборудование, предназначенное для дуговой сварки.
- Не нуждается в кантовке (поворачивании) конструкции.
- Можно с помощью гамма-лучей проверить качество сварки.
Технологически разработаны в нашей стране три разновидности ванного способа сварки: ручная ванная сварка в стальной скобе трехфазной и однофазной дугой; ванная сварка полуавтоматическая в керамической форме; ванно-шлаковая автоматическая сварка в медной форме.
Соединение арматурных стержней ванной сваркой без применения накладок более экономичней: исключается расход металла на производство накладок, при сварке ванным способом уменьшаются трудовые затраты. Кроме того, стык будет компактнее, так как не всегда есть возможность разместить в сечении железобетонной конструкции ещё и накладки, кроме арматурных стержней.
На каждом стыке, по сравнению со сваркой с использованием накладок, экономится арматурной стали от 10 до 60 килограмм, а также электродов — 0,5 — 2,5 килограмм. Специальные дополнительные мероприятия, которые обеспечивают большую точность производства арматурных выпусков и требуются при сварке ванным способом, окупаются экономией материалов и трудовых затрат при монтаже и производстве работ.
Источник: http://strport.ru/instrumenty/svarka-armatury-vannym-sposobom
3 Как варить арматуру в ванне – особенности методики
Имеется три варианта сварки в ванной:
- в керамической форме (полуавтоматическая);
- одно- и трехфазной электродугой в стальной скобе (ручная методика);
- в медной форме (автоматическая ванно-шлаковая).
Максимально экономичным способом признается вариант, когда накладки в процессе сварки не применяются, так как на их изготовление не нужно затрачивать трудовые ресурсы и лишний металл. Соединение без накладок, кроме того, обеспечивает более компактный стык.
Соединение арматуры сваркой в ванне осуществляется при токах с большими величинами. Он может достигать 450 ампер в тех случаях, когда используются 5–6-миллиметровые в диаметре виды электродов. Если сварочная процедура выполняется при пониженных температурах воздуха, применяют ток примерно на 10 процентов выше стандартного. Для соединения арматуры в ванной профессионалы советуют пользоваться стержнями УОНИ-13/55.
При сварке дугой с тремя фазами необходимо оставлять зазор на 2 (минимум на 1,5) сантиметра больше, нежели диаметр эксплуатируемого электрода. При этом величина несовпадения осей арматурных элементов не может превышать показателя пять процентов от сечения самих электродов. Рекомендуется перед сварочными работами придавать «обратный прогиб» арматуре, если используются прутки большой длины.
Нередко торцы стержней при ванной сварке зашлаковываются, что вызвано быстрым отводом от них тепла. Это приводит к уменьшению надежности сварного соединения. Снизить вероятность зашлаковки можно очень просто:
- осуществить подогрев торцов перед началом сваривания;
- применять металлические формы из теплопроводных компонентов (обычно в качестве такового выступает медь).
Еще один нюанс. Место стыка при ванной методике соединения арматуры обтягивают скобой (снизу), сделанной из листовой стали с малым содержанием углерода, либо из прутков. Такой обхват удерживает жидкий металл и не дает ему вытекать. Для увеличения эффекта зачастую по краям скобы вдобавок монтируют особые ограничители, которые не позволяют шлаку растекаться по стержню.
Добавим, что накладные скобы нельзя производить из бронзовых, латунных и медных сплавов. Чаще всего их делают из чистой меди. В этом случае они служат очень долго и не приносят никаких «сюрпризов» в процессе сварки по описанной нами методике.
Источник: http://tutmet.ru/svarka-armatury-kontaktnaja-vannym-sposobom-gost.html
Соединение для фундамента
Как уже было сказано ранее, наиболее активно арматура применяется в строительной сфере, в частности при капитальном строительстве. Поэтому сварка арматуры для фундамента является популярным и востребованным процессом. Фундаменты несут значительные нагрузки, поэтому их прочность должна быть на высоком уровне. Перегрев металла приводит к изменению структуры и ослаблению прочностных характеристик. Следовательно, сварка должна проводится на специализированных предприятиях либо на строительных площадках высококвалифицированными исполнителями.
 Таким образом, сварка арматуры для фундамента включает несколько этапов:
Таким образом, сварка арматуры для фундамента включает несколько этапов:
- ОТК проводит проверку качества материалов, некачественная арматура отбраковывается;
- стержни зачищаются от ржавчины и других загрязнений, подвергаются разметке и резке;
- заготовки соединяются в плоскую конструкцию путем прихватывания элементов;
- проверяется соответствие конструкции техническому плану;
- в случае несоответствия производится корректировка, в остальных случаях – определяется длина сварных швов и последовательность сваривания;
- окончательное соединение всей конструкции осуществляется также поэтапно: после сварки очередного шва следует дать ему остыть, проверить металл на наличие микротрещин.
Кроме этого, сварные арматурные конструкции применяются в малоэтажном строительстве. Следовательно, сварка арматуры для фундамента может проводится и в домашних условиях. В подобных случаях исполнителю понадобится простые сварочные устройства ручного или автоматического режима (например, инвертор).
Источник: https://WeldElec.com/info/kak-pravilno-varit/armatury/
Сварка гребенкой и несколькими электродами
Этот способ называется многоэлектродной сваркой, где используется специальный держак, называемый гребенкой. В него вставляется сразу несколько электродов (3-5 шт.). Принцип расплавления арматуры здесь точно такой же, как и в случае с одним расходником. Но есть и свои особенности.
- Зажигают дугу электродов не об арматуру, а об металлическую ванночку, чаще о ее днище. Просто об один торец одновременно сразу несколько электродов не разжечь.
- Для упрочнения стыка электроды периодически опускают в расплавленный металл, чтобы прогреть его.
- Можно зазор между прутками арматуры не оставлять, прижимая их плотно друг к другу.
- При вертикальном расположении арматуры не стоит сильно отклонять электроды от перпендикулярности к оси соединения.
Этот способ при соединения арматуры внутри бетонных конструкций используется редко. Он непростой, не все сварщики им владеют. Лучше для этого использовать разъемные формы из меди или графита, что увеличивает себестоимость процесса.
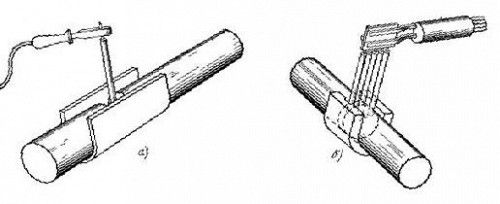
Одно- и многоэлектродная сварка ванным способом
Источник: https://viascio.ru/materialy/armatura/tehnologiya-svarki-armatury
Это интересно: Что такое диффузионная сварка?
1 Сварка арматуры – ГОСТ 14098–91
В настоящее время сварка металлических стержней, используемых в качестве армирующих элементов для различных железобетонных конструкций (фундаментные блоки, балконные плиты, плиты перекрытия и так далее), выполняется несколькими способами. Существуют следующие виды соединения арматуры:
- электрошлаковая полуавтоматическая;
- ванно-шовная;
- электродуговая ручная;
- контактная;
- ванная.
Рекомендуем ознакомиться
Госстандарт 14098 определяет конструкцию, виды и геометрические параметры соединений, получаемых при помощи контактной и электродуговой сварки.
Данный документ распространяется на стальные стержни, которые имеют сечение не более 30 и не менее 4 миллиметров, а также на металлическую проволоку с сечением свыше трех миллиметров.
Сварные соединения арматуры (ГОСТ 14098–91) могут быть трех типов:
- нахлесточными;
- стыковыми;
- тавровыми.
Соединение нахлестом выполняется по двум рельефам и швами (электродуговая ручная сварка), тавровая – в инвентарной форме (с применением одного электрода в ванне), под флюсом (присадочная проволока не используется), механизировано и вручную (в атмосфере углекислого газа), контактно (непрерывным оплавлением арматуры и сопротивлением). А вот стыковые соединения осуществляются разными способами. Наиболее часто встречающие из них таковы:
- в комбинированных формующих и несущих деталях спаренных арматурных прутков одним сварочным стержнем;
- в инвентарной форме;
- механизированным методом при помощи электродуги и порошковой присадки (проволоки);
- ручная дуговая одинарными и многослойными швами.
Источник: http://tutmet.ru/svarka-armatury-kontaktnaja-vannym-sposobom-gost.html
Особенности технологии ванного способа
Сваривание ванным способом обеспечивает возведение прочных армированных конструкций при значительной экономии металла и трудозатрат.
Наибольшее распространение в отечественной промышленности получили разновидности ванной сварки:
- Ручная сварка в стальной скобе методом с трехфазной и однофазной дугой;
- Полуавтоматическое сваривание ванным способом в керамической форме;
- Автоматическая сварка стыков в медной форме с использованием шлака.

Формы для ванной сварки
Ванная сварка горизонтальных и вертикальных стыков имеет свои особенности. Стоит отметить, что наибольшее распространение получил первый метод, как менее затратный.
При сварке горизонтально расположенной арматуры применяются стальные формы – ванны, имеющие форму скобы. Для вертикальных – усеченный конус. Форма приваривается к концам арматуры в месте соединения, в ней посредством высокой температуры дуги создается ванна жидкого металла. От высокой температуры расплавленного металла начинают плавиться концы арматуры, образуя в месте шва после остывания единое сварное соединение.
Качественная сварка этим способом может быть обеспечена лишь при правильной предварительной подготовке торцов металлических стержней:
- Зачищаются жесткой металлической щеткой концы прутков от окалины, грязи или коррозии;
- Торцы прутьев размещаются соосно, зазор между ними не должен превышать полтора диаметра сварочных стержней.
Главное требование при ванном способе – торцы металлических прутков должны быть четко совмещены друг с другом, их оси не должны быть смещены по отношению друг к другу больше чем на половину диаметра.
Такой точности можно добиться, если для стыковки концов применять специальные кондукторы, фиксирующие расположение арматуры в течение всей сварки.

Кондуктор для сварки арматуры
Ванное сваривание требует токов с большими величинами – до 450 А, при использовании электродов, имеющих диаметр 5-6 мм. Пониженная температура воздуха увеличивает эту норму еще на 10%.
Сварка горизонтальных стыков
При сварке швов вертикально расположенных прутков в качестве ванны используется штампованная металлическая форма. Ее приваривают к нижнему пруту арматуры и используют без присадок.
Затем верхний прут с помощью кондуктора стыкуется с нижним и фиксируется. После этого в форму направляется наплавленный горячий металл. Для выпуска шлака в форме с помощью электрода прожигается отверстие, которое затем снова заваривают.
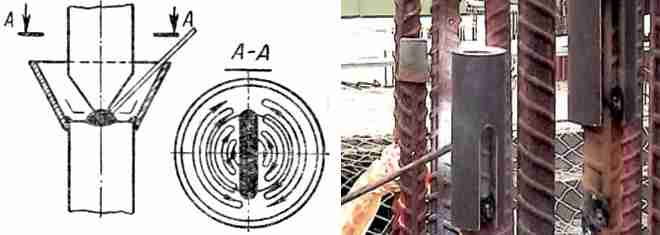
Сварка вертикальных стыков
Источник: https://svarkagid.ru/tehnologii/svarka-armatury-vannym-sposobom.html
Режим сварки
Ванная технология соединения арматуры чаще всего используется для стыковки прутьев большого диаметра. Поэтому режим сваривания – один из важных критериев добиться высокого качества стыка. В состав режима входят: диаметр электрода, сила тока, и все это зависит от диаметра свариваемых арматурных стержней. Зависимость здесь такая:
| Диаметр арматуры, мм | Диаметр электрода, мм | Сила тока, А |
| 20-25 | 5 | 230-260 |
| 36, 45 | 6 | 300-330 |
| 60 | 7 | 420 |
| 70 | 8 | 500 |
Так как сварка этого типа связана с использованием токов большой величины, то важная составляющая проводимого процесса – техника безопасности. Важно перед началом соединения арматуры с помощью ванной сварки удостовериться, что используемое оборудование, инструменты и приспособления находятся в технически исправном состоянии. Большое внимание надо уделить заземлению, спецодежде и сварочной маске. Обязательно места проведения сварки оборудуются первичными средствами пожаротушения.
Источник: https://viascio.ru/materialy/armatura/tehnologiya-svarki-armatury
Формы для сварки ванным способом
Ванночки (скобы-накладки) для сварки арматуры используются для создания стержней, длина их больше длины стандартной выпускаемой арматуры. Инвентарные формы наиболее долговечны, если они изготовлены из меди. Разъемные формы для ванной сварки обычно изготавливают из любых марок меди с помощью литья, штамповки или из графита, а также механической обработкой. Формы запрещается изготавливать из сплавов латуни, бронзы и меди.
При очень стесненных рабочих условиях для сварки горизонтальных стыков используют неразъемные медные желобчатые подкладки. Оборачиваемость, то есть количество стыков, которые сварены в одной форме без проведения ее ремонта, в зависимости от самого способа изготовления достигает 100-150 стыков.
Приблизительно в 2-2,5 раза оборачиваемость графитовых форм меньше, чем медных. А также графитовые формы гигроскопичны и нуждаются в прокалке перед сваркой. Практически любая инвентарная форма при сварке первого стыка может быть испорчена при условии не соблюдения техники сварки.
Теперь вы знаете, когда принято использовать технологию ванной сварки стальных прутьев. Самый главный довод в пользу этой методики – экономия, так как уменьшается расход металла, который используется на производство накладок. К тому же стыки выглядят аккуратно и компактно. Осталось только просмотреть видео о ванной сварке арматуры и можно смело соединять прутья между собой.
Источник: http://strport.ru/instrumenty/svarka-armatury-vannym-sposobom
Формочки
 Чтобы соединить две плети арматуры, применяют скобу-накладку, предназначенную специально для ванной сварки.
Чтобы соединить две плети арматуры, применяют скобу-накладку, предназначенную специально для ванной сварки.
Медные ванночки или детали с содержанием этого металла считаются наиболее прочными накладками. Разборная накладка производится из разных марок меди с помощью литья, штампов и с помощью механических операций по обработке болванок.
Применять для изготовления ванн бронзу, латунь не рекомендуется. Для обеспечения сварки с малыми зазорами рекомендуется использовать неразборный способ производства медных желобков. Такие изделия можно применять для сварки более 100 стыков.
Источник: https://svaring.com/welding/vidy/vannaja-svarka-armatury
Технология стыковки и соединения ручной дуговой сваркой
При выполнении сварки арматурных стержней важно правильно выбирать оборудование и расходные материалы, тщательно проверять и контролировать их качество.
Следует учитывать особенности проведения работ, перечисленные ранее. При предъявлении повышенных требований к готовому изделию, нужно качественно выполнять каждое сварное соединение. Потому как даже один ненадежный шов может привести к неравномерному распределению нагрузки и повреждению всей металлической конструкции.

В отдельных случаях для повышения жесткости конструкции необходимо приваривать дополнительные ребра. Они повлияют на прочность в лучшую сторону.
Полезное видео
Предлагаем посмотреть ролик, но обязательно просим учесть сказанное выше про сварку ответственных конструкций и проектную документацию.
Источник: https://WeldElec.com/info/kak-pravilno-varit/armatury/
Проверка качества готовой конструкции
Из-за повышенных требований, предъявляемых к сварному соединению арматурных стержней, после окончания работ следует провести проверку качества шва. Для этого необходимо сверить полученные размеры конструкции с документацией или чертежом. Можно использовать рулетку, линейку, штангенциркуль, шаблон сварщика.
Источник: https://WeldElec.com/info/kak-pravilno-varit/armatury/
Особенности метода и область применения
При сварке ванным способом образуются шлаковые соединения. Концы прутков образуют с расплавленным электродом однородный сплав, отличающийся по химическому составу от образующих элементов. Шлак служит защитой расплава от окисления воздухом. Для низкоуглеродистых сталей при сварке используется инертный газ, в этом случае шлак активнее пузырится. Корка на шве – хороший показатель прочного соединения. Он легко убирается при постукивании.
Еще одной особенность сварки считается положение электрода в процессе работы: он не должен стоять неподвижно, им совершают колебательные движения, заползая на кромки стыка, чтобы расплав равномерно заполнял ванночку.
Метод применяется во многих отраслях, где требуются прочные соединения металлических деталей толщиной свыше 20 мм. Максимальный размер свариваемого арматурного прутка 100 мм. Массивные железобетонные объекты требуют мощных каркасных конструкций.
Ванным способом удобно варить тавровые балки, сложный профиль. Для формирования зазора нужного размера используют зажимные кондукторы, они фиксируют скрепляемые части в нужном положении. Этот метод соединения металла находит широкое применение:
- в гражданском, промышленном и оборонном строительстве;
- машиностроении при создании движущихся узлов, работающих под нагрузкой;
- нефтедобывающей отрасли;
- горнорудной промышлености;
- в сфере железнодорожного транспорта,
- промышленных предприятиях.
Обладая определенными навыками, имея сварочное оборудование, стыковое соединение металлических элементов можно сделать самостоятельно. Для этого применяются типовые электроды, ванночку нужной формы можно изготовить из медной пластины.
Источник: https://svarkaprosto.ru/tehnologii/svarka-armatury-vannym-sposobom
Меры безопасности
 Сварка арматуры, как и других изделий и конструкций, требует соблюдения правил безопасности. Это является гарантией качественного осуществления работ и обеспечивает необходимый результат. Этап подготовки включает подгонку, зачистку и обточку торцов металлических изделий.
Сварка арматуры, как и других изделий и конструкций, требует соблюдения правил безопасности. Это является гарантией качественного осуществления работ и обеспечивает необходимый результат. Этап подготовки включает подгонку, зачистку и обточку торцов металлических изделий.
Исполнитель в обязательном порядке должен использовать средства защиты: маска, спецодежда и краги.
Оборудование должно быть исправным и иметь заземление. Недопустимо проводить сваривание в условиях высокой относительной влажности.
Особого упоминания требуют меры безопасности при проведении сварочных работ на высоте.
Как следует осуществлять на высоте
Сварочные работы на высоте следует выполнять в соответствии с правилами техники безопасности. Следует особо подчеркнуть несколько важных моментов:
- сваривание арматуры на высоте необходимо осуществлять с лесов, подмостей, навесных люлек или приставных лестниц, имеющих площадки с ограждениями и настил из несгораемых материалов;
- при невозможности установки вышеперечисленных средств, работы можно вести с ранее смонтированных конструкций с ограждениями, к которым можно прикрепить предохранительные пояса (они применяются при работах на высоте свыше 1,5 метров);
- при выполнении работ в несколько ярусов, необходимо присутствие ограждающих устройств. Щиты и настилы предотвращают попадания брызг металла и искр на работающих на нижних уровнях;
- сварщик должен использовать специальные приспособления для переноски инструментов и электродов, а также для сбора огарков;
- сварочное оснащение должно иметь защитное от брызг, пыли и осадков исполнение;
- если его нет – следует соорудить навес из несгораемых материалов;
- если никакой защиты нет, то сварочные работы во время дождя и снега не ведутся;
- также работы прекращаются при гололедице и при ветре более 6 баллов;
- кроме этого, существует порог по температуре, мороз ниже -30 градусов, работы проводить нельзя;
- доступ к оборудованию должен быть безопасным и свободным;

- если при работах используется несколько источников питания, то их следует располагать не ближе о,35 м. друг к другу;
- сварочный трансформатор и ацетиленовый генератор должны находится на расстоянии 3 м. друг от друга;
- сварочные провода следует располагать на расстоянии не менее 1 м. от трубопроводов с горючими газами;
- транспортировка газовых баллонов осуществляется на специальных тележках или носилках, а подъем их на высоту нужно выполнять с помощью грузоподъемных механизмов в специальных крытых контейнерах;
- баллоны при эксплуатации их на высоте должны находиться в специальных контейнерах, которые обеспечивают надежное крепление, исключают возможность падения баллонов с высоты, а также попадания на них брызг металла;
- кислородные баллоны, редукторы и рукава при хранении и эксплуатации не должны соприкасаться со смазочными материалами, жирами и промасленной одеждой;
- не допускается совместная транспортировка кислородных баллонов и баллонов с горючими газами;
- длина рукавов не должна быть больше 30 м.;
- исполнители должны иметь сертификацию на проведение соответствующих работ.
Источник: https://WeldElec.com/info/kak-pravilno-varit/armatury/
Что лучше: вязка или сварка
Существует несколько способов соединения арматуры, которые различаются по различным параметрам: себестоимость, сложность создания, надежность и другие. Несмотря на данное многообразие чаще всего вопрос стоит следующим образом: сварка или вязка? Каждый из этих типов соединений обладает собственными преимуществами и недостатками.
Достоинства сварки арматуры:
- создание крепкого неразъемного соединения;
- конструкция имеет повышенную ударную прочность;
- детали, скрепленные методом сваривания, в меньшей мере поддаются деформации и другим дефектам;
- изделие хорошо сохраняет форму даже несмотря на внешнее воздействие;
- высокая температурная стойкость сварного шва;
Недостатки:
- достаточно дорогостоящий способ, требует от исполнителя наличия опыта и знаний;
- для выполнения большинства процедур необходимо специальное стационарное оборудование;
- обработка упрочненных металлов требует высоких энергозатрат;
- в случае возникновения необходимости корректировки соединения, сварной шов очень сложно разъединить;
- нужно произвести тщательную подготовку рабочей поверхности.
Преимущества вязки арматуры:
- простой и дешевый способ соединения;
- исполнитель может не обладать особыми умениями и навыками;
- вязка более безопасный метод, чем сварка;
- конструкция приобретает небольшое количество дополнительной массы;
- нет необходимости в очистке поверхности;
- отсутствие энергозатрат;
- процедура может проводиться в местах без источника питания.
Недостатки:
- качество соединения вязки ниже, чем сварного шва;
- отсутствует жесткость скрепления, поэтому некоторые элементы могут оставаться подвижными;
- материал для вязки, в большинстве случаев, не обладает высокой температурной стойкостью.
Ознакомившись со всем перечнем плюсов и минусов каждого соединения, исполнитель сможет решить – какой способ соединения лучше применить на практике: сварка или вязка.
Источник: https://WeldElec.com/info/kak-pravilno-varit/armatury/
Количество использованных доноров: 8
Информация по каждому донору:
- http://tutmet.ru/svarka-armatury-kontaktnaja-vannym-sposobom-gost.html: использовано 3 блоков из 4, кол-во символов 4068 (12%)
- https://svarkagid.ru/tehnologii/svarka-armatury-vannym-sposobom.html: использовано 1 блоков из 5, кол-во символов 2452 (7%)
- https://viascio.ru/materialy/armatura/tehnologiya-svarki-armatury: использовано 2 блоков из 6, кол-во символов 1993 (6%)
- https://WeldElec.com/info/kak-pravilno-varit/armatury/: использовано 6 блоков из 10, кол-во символов 11052 (32%)
- https://svarkaprosto.ru/tehnologii/svarka-armatury-vannym-sposobom: использовано 3 блоков из 8, кол-во символов 3958 (11%)
- https://svaring.com/welding/vidy/vannaja-svarka-armatury: использовано 2 блоков из 7, кол-во символов 2009 (6%)
- https://zamesbetona.ru/armirovanie/svarka-armatury.html: использовано 2 блоков из 7, кол-во символов 2143 (6%)
- http://strport.ru/instrumenty/svarka-armatury-vannym-sposobom: использовано 3 блоков из 5, кол-во символов 7090 (20%)