Сваривание пластмасс ультразвуком — это распространенный метод сварки полимеров, например, изделий из полипропилена. Ультразвуковая сварка пластмасс прочно заняла свое положение в промышленности, поскольку позволяет сократить расходы, при этом увеличить эффективность и качество сварочных работ.
Источник: http://home.nov.ru/sut-i-osobennosti-ultrazvukovoj-svarki-plastmass/
Содержание
- 1 Принцип действия ультразвуковой сварки и классификация
- 2 Сущность
- 3 Контактная сварка
- 4 Как образуется шов?
- 5 Передаточная сварка
- 6 Изготовление нетканых материалов
- 7 Категории сварки
- 8 Сварка жестких пластмасс
- 9 Ультразвуковая сварка полиэтилена
- 10 Схемы процесса
- 11 Технология УЗС для металлов
- 12 Литература
- 13 Недостатки
- 14 Какие есть параметры у ультразвукового сварочного оборудования
- 15 Соединение пластмасс с металлами
- 16 Специфика применяемого оборудования
- 17 Сферы использования ультразвуковой сварки
- 18 Область применения
Принцип действия ультразвуковой сварки и классификация
С физической точки зрения, ультразвуковая сварка проходит в три стадии:
- нагрев изделий, активизация диффузии в зоне соприкосновения;
- образование молекулярных связей между вязкотекучими поверхностными слоями
- затвердевание (кристаллизация) и образование прочного шва.
Существует несколько классификаций ультразвуковой сварки ультразвуковой сварки.
По степени автоматизации различают:
- Ручная. Оператор контролирует параметры установки и ведет сварочный пистолет по линии шва.
- Механизированная. Параметры задаются оператором и поддерживаются установкой, детали подаются под излучатель.
- Автоматизированная. Применяется на массовом производстве. Участие человека исключается.

Схемы колебательных систем для сварки ультразвуком
По методу подведения энергии к рабочей зоне выделяют:
- односторонняя;
- двусторонняя.
По методу движения волновода классифицируют:
- Импульсная. Работа короткими импульсами за одно перемещение волновода.
- Непрерывная. Постоянное воздействие излучателя, волновод двигается с постоянной скоростью относительно материала.
По споосбу определения количества энергии, затрачиваемой на соединение, существуют:
- по времени воздействия;
- по величине осадки;
- по величине зазора;
- по кинетической сотавляющей.
В последнем случае количество энергии определяется предельной амплитудой смещания опоры.
По способу подачи энергии в рабочую зону различают следующие режимы ультразвуковой сварки:
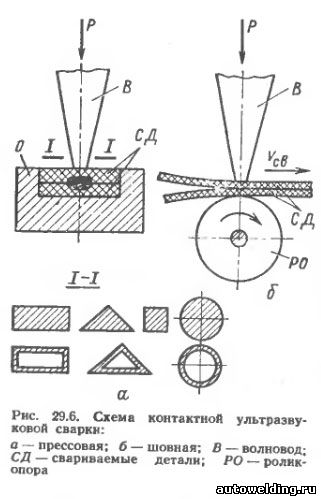
- Контактная. Энергия распределяется равномерно по всему сечению детали. Позволяет сваривать детали до 1,5 толщиной. Применяется для сваривания внахлест мягких пластиков и пленок.
- Передаточная. В случае высоких значений модуля упругости колебания возбуждаются в нескольких точках. Волна распространяется внутри изделия и высвобождает свою энергию в зоне соединения. Используется для тавровых швов и соединений встык жестких пластиков.

Схема точечной ультразвуковой сварки

Схема установки для роликовой сварки ультразвуком
Способ подачи энергии колебаний в зону контакта заготовок определяется модулем упругости материала и коэффициентом затухания механических колебаний на ультразвуковых частотах.
Источник: https://instanko.ru/drugoe/uz-svarka.html
Это интересно: Пайка полипропиленовых труб, таблица температур пайки в зависимости от иных показателей
Сущность
Ультразвуковая сварка осуществляется при помощи непрерывно генерируемого ультразвука частотой 18-180 кГц. мощностью 0,01 — 10 кВт. Сварка происходит при одновременном воздействии на свариваемые поверхности механических ВЧ колебаний, внешнего давления, прикладываемого перпендикулярно к свариваемым поверхностям и теплового эффекта от ВЧ колебаний. Тепловое действие ВЧ ультразвуковых колебаний может сочетаться c дополнительным местным импульсным нагревом заготовок от отдельного внешнего источника теплоты.
При воздействии ВЧ колебаний происходит сухое трение частиц в свариваемых поверхностях. Под действием сухого трения разрушаются поверхностные плёнки (оксидные и их адсорбированных газов). Затем сухое трение сменятся на чистое трение, при котором образуются узлы схватывания. Образуются общие зерна, принадлежащие двум свариваемым поверхностям и общая граница между поверхностными зёрнами.
Типы сварных соединений металлов при ультразвуковой сварке: внахлёстку; по рельефам; с раздавливанием кромок; встык круглого элемента с плоским; крестообразное, круглых элементов; параллельное, круглых элементов; многослойных деталей и плёнок; угловое и др.
Источник: https://ru.wikipedia.org/wiki/%D0%A3%D0%BB%D1%8C%D1%82%D1%80%D0%B0%D0%B7%D0%B2%D1%83%D0%BA%D0%BE%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Контактная сварка
Возможность передачи механической энергии в зону сварки зависит от упругих свойств и коэффициента затухания колебаний свариваемых материалов. Если полимер характеризуется низким модулем упругости и большим коэффициентом затухания, то сварное соединение можно получить лишь на малом удалении от плоскости ввода колебаний. Для равномерного распределения энергии по всей площади контакта свариваемых деталей необходимо, чтобы рабочий торец, соприкасающийся с верхней деталью, имел форму и площадь, идентичную площади и форме плоскости контакта свариваемых деталей. Контактная ультразвуковая сварка обычно применяется для соединения изделий из мягких пластмасс, таких как полиэтилен, полипропилен, поливинил-хлорид, а также пленок и синтетических тканей небольшой толщины — от 0,02 до 5 мм. При этом способе сварки наиболее распространены соединения внахлестку (рис. 29.6).
Источник: https://www.autowelding.ru/publ/1/1/svarka_plastmass_ultrazvukom/2-1-0-231
Как образуется шов?

Работа с металлом не похожа на сварку ультразвуком. Для второй не понадобятся привычные по работе с металлом расходные материалы (проволока, стержни электродов и пр.) и высокое температурное воздействие.
Зато потребуются механическое влияние на место формирования шва и энергия ультразвуковых колебаний.
Образование колебаний начинается с подсоединения генератора к ультразвуковому сварочному аппарату для пластмассы. Преобразователь трансформирует колебания одного вида в другие (ультразвуковые в механические).
Следом происходит подключение колеблющегося параллельно будущем шву волновода.
Он позволяет локально сфокусировать энергию в конкретной точке и создаёт два типа давлений: статическое и динамическое. Они приложены к детали под углом в 90°, и у каждого из них своя роль.
Первое отвечает за получение прочного шва, а второе — за достижение уровня температуры, оптимальной для работы с разными типами пластика и пластмасс.
Технически, возможности этого метода позволяют скреплять пластмассу с деталями различного состава, главное условие — чтобы материал выдерживал воздействие ультразвука.
В теории возможно соединение пластмассы с металлом, несмотря на разницу их температур плавления.
Источник: https://prosvarku.info/tehnika-svarki/ultrazvukovaya-svarka-plastmass
Передаточная сварка
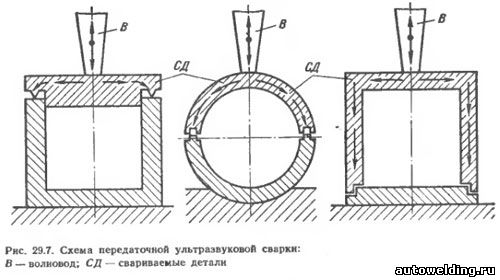
Если полимер обладает высоким модулем упругости и низким коэффициентом затухания, то сварное соединение можно получать на большом удалении от поверхности ввода механических колебаний (рис. 29.7). В этом случае ввод механических колебаний может осуществляться в точке или на небольшом участке поверхности верхней детали. Благодаря хорошим акустическим свойствам материала изделия энергия ультразвуковой волны незначительно ослабляется при проходе через деталь, контактирующую с волноводом, и почти полностью транспортируется к границе раздела свариваемых деталей. Тепловыделение на границе раздела в этом случае зависит от конфигурации изделия, а площадь сварки значительно отличается от площади рабочего торца волновода. Передаточную сварку рекомендуется применять для соединения объемных деталей из жестких пластмасс, таких как полистирол, полиметилметакрилат, капрон, полиамиды, поликарбонат. Наиболее распространены стыковые и тавровые соединения. Удаление поверхности ввода механических колебаний от плоскости раздела свариваемых деталей зависит от упругих свойств материала, мощности ультразвука, подготовки кромок и может составлять от 10 до 250 мм. В случае необходимости передаточной сваркой можно соединять и мягкие термопласты. Для этого свариваемые детали должны находиться в жестком застекленном состоянии, что может быть достигнуто путем охлаждения их до температуры стеклования.
Источник: https://www.autowelding.ru/publ/1/1/svarka_plastmass_ultrazvukom/2-1-0-231
Изготовление нетканых материалов
Разработан новый способ изготовления нетканых материалов, согласно которому волокна холста, ориентированные или распределенные случайно, скрепляются посредством ультразвуковой сварки. При этом холст может состоять из термопластичных волокон (полипропилена, капрона, лавсана, хлорина и др.) или из смечи их с хлопком, вискозой, шерстью и другими нетермопластичными волокнами. В последнем случае размягченная термопластичная составляющая обволакивает нетермопластичные волокна, тем самым образуя прочные соединения. Поскольку волокнистые холсты характеризуются большим коэффициентом затухания, то их скрепление может производиться по схеме контактной ультразвуковой сварки. Для непрерывного осуществления процесса наиболее приемлем способ шовной сварки с шаговым перемещением материала, так как в этом случае предотвращаются деформации и разрывы нескрепленного холста как в процессе сварки, так и в процессе транспортировки готового материала на заданный шаг. При этом сварные швы могут укладываться как в направлении, перпендикулярном продольной оси холста, так и под углом к оси. Протяженные швы могут быть получены при использовании нескольких волноводов, установленных таким образом, чтобы обеспечивалось необходимое перекрытие сварных швов.
Источник: https://xn--80aae1btfegj.xn--p1ai/infotsentr/spravochnik/19-tekhnologiya-ultrazvukovoj-svarki
Категории сварки
Известно несколько вариантов классификаций сварки пластмасс ультразвуком. Каждая из них включает несколько пунктов. Ниже приведены наиболее популярные.
- Классификация по подаче энергии:
- Односторонняя (применяется для соединения толстостенных конструкций).
- Двусторонняя (оптимальна для тонкостенных деталей, но требует добавочного охлаждения).
- Классификация по передвижению волновода:
- Непрерывное (скорость движения волновода не изменяется со временем).
- Прерывное (движения с заранее известными временными промежутками).
- Классификация по движению вдоль шва:
- Ручное (сила, направляющая аппарат, сосредоточена в руках мастера).
- Механическое (сварочный аппарат перемещается вдоль шва автоматически, по ранее сформированным параметрам. Менее сфокусированный, чем ручной, но даёт возможность поменять направление сварного соединения).
- Классификация по типу сварки:
- Контактная (шов формируется по уложенным внахлёст конструкциям. Подходит для деталей толщиной 2 миллиметра и меньше).
- Передаточная (формирование механических колебаний проводится в установленные точки на деталях в таких количествах, чтобы гарантировать равномерное распространение волны ультразвука и, как следствие, прочность и качество соединения. Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).
Источник: https://prosvarku.info/tehnika-svarki/ultrazvukovaya-svarka-plastmass
Сварка жестких пластмасс
Сварка полистирола, сополимеров стирола, полиметилметакрилата, капролона, поликарбоната и других полимеров, имеющих высокий модуль упругости и низкий коэффициент затухания, широко применяется при изготовлении различных объемных деталей и конструкций: от контейнеров и сосудов до товаров народного потребления (спортивных изделий и игрушек). В этом случае ультразвуковая сварка позволяет значительно снизить трудоемкость процесса, увеличить производительность труда, повысить культуру производства и освободиться от применения токсичных клеев, вредных для здоровья человека.
В зависимости от формы изделия и материала может применяться контактная и передаточная сварка или комбинация этих способов. При передаточной сварке нет необходимости разогревать весь объем материала. Сварной шов получается в результате расплавления полимера в зоне контакта деталей. Ясно, что в процессе сварки следует стремиться к концентрации энергии ультразвуковых колебаний непосредственно на стыкуемых поверхностях. Изменением геометрии свариваемых деталей можно концентрировать энергию ультразвуковых колебаний в том или ином сочетании, что позволяет ускорить процесс сварки.
Рекомендуются разнообразные формы и размеры стыков деталей под ультразвуковую сварку в зависимости от конкретных изделий и материалов, но наиболее распространенной является V — образная разделка кромок, которая проста в изготовлении и дает хорошие показатели прочности сварных соединений. Наиболее эффективным углом при вершине V — образного выступа является угол 90°, при котором обеспечивается минимальная площадь контакта деталей перед сваркой.
Малогабаритные детали несложной формы свариваются за один контакт волновода с изделием, причем волновод устанавливается перпендикулярно к свариваемым поверхностям, по оси симметрии. если деталь сложная и длина сварного шва значительная, то количество точек и место введения ультразвуковых колебаний определяется экспериментально. В зависимости от формы литьевого изделия для сварки могут быть использованы волноводы с плоской или фигурной рабочей поверхностью. В последнем случае рабочий торец волновода прилегает к поверхности свариваемых деталей, копируя ее форму. Это необходимо в том случае, когда нужно получить герметичный шов.
Для фиксации деталей могут применяться различные удерживающие устройства: опоры гнездообразные, сферические и т.д. Оптимальный режим сварки: время 3 с; амплитуда 40-40 мкм; усилие сжатия 50-150 Н; частота 22 кГц.
Источник: https://xn--80aae1btfegj.xn--p1ai/infotsentr/spravochnik/19-tekhnologiya-ultrazvukovoj-svarki
Ультразвуковая сварка полиэтилена
Ультразвуковую сварку применяют при изготовлении емкостей, различных контейнеров и труб, предназначенных для хранения пищевых и других промышленных продуктов.
В большинстве случаев при упаковке продуктов в полиэтиленовую тару соединяемые поверхности загрязнены упаковываемым продуктом. Поэтому использование других методов сварки, кроме ультразвукового, в данном случае исключено. Загрязненность свариваемых поверхностей упаковываемым продуктом накладывает специфические требования к процессу ультразвуковой сварки, так как это оказывает влияние на прочность получаемого сварного соединения. Загрязнение поверхности приводит к понижению прочности сварного соединения.
Кроме того, при сварке изделий из полиэтилена следует учитывать особенности хранения и предшествующую обработку соединяемых изделий, которая также влияет на прочностные и эксплуатационные характеристики сварного шва.
Применение предварительной термообработки в интервале температур 50—100°С незначительно влияет на прочность сварных соединений (прочность уменьшается соответственно на 5—9% по сравнению с прочностью образцов, сваренных без предварительной термообработки).
С повышением температуры обработки до 115 °С наблюдается понижение прочности на 17%, и продолжительность сварки при этом увеличивается на 2—3 с.
Значительно влияет на качество сварного шва старение полиэтилена в условиях солнечной радиации. После 30 ч облучения ультрафиолетовыми лучами образец нестабилизированного полиэтилена низкой плотности толщиной 0,7 мм перестает свариваться. Полиэтилен, стабилизированный сажей или парафином, перестает свариваться после 60 ч облучения.
Источник: https://www.autowelding.ru/publ/1/1/svarka_plastmass_ultrazvukom/2-1-0-231
Схемы процесса
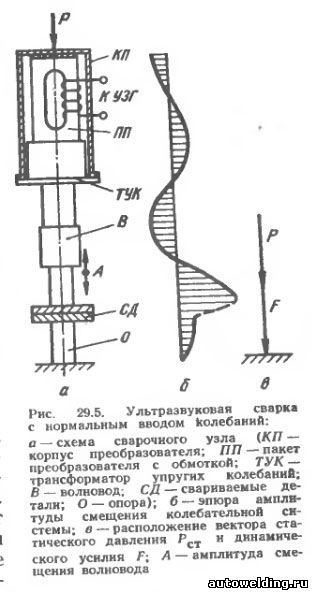
Способ предложен в 1958 г. учеными МВТУ им. Н. Э. Баумана под руководством акад. Г. А. Николаева. Способ ультразвуковой сварки пластмасс заключается в том, что электрические колебания ультразвуковой частоты (18—30 кГц), вырабатываемые генератором, преобразуются в механические продольные колебания магнитострикционного преобразователя, вводятся в свариваемый материал с помощью продольно-колеблющегося инструмента-волновода, расположенного перпендикулярно свариваемым поверхностям (рис. 29.5). Здесь часть энергии механических колебаний переходит в тепловую, что приводит к нагреву зоны контакта соединяемых деталей до температуры вязкотекучего состояния. Надлежащие условия ввода механических колебаний и создание тесного контакта свариваемых деталей, расположенных на опоре, обеспечивается статическим давлением рабочего торца волновода на свариваемые детали. Это давление способствует также концентрации энергии в зоне соединения. Динамическое усилие, возникающее в результате воздействия колеблющегося волновода, приводит к нагреву свариваемого материала, а действие статического давления обеспечивает получение прочного сварного соединения. Механические колебания и давление в этом случае действуют по одной линии перпендикулярно к свариваемым поверхностям. Такая схема ввода энергии применяется для ультразвуковой сварки пластмасс, в отличие от «металлической» схемы, когда механические колебания действуют в плоскости соединяемых поверхностей, а давление прикладывается перпендикулярно к ним. Подвод энергии от волновода может быть односторонним и двусторонним. По характеру передачи энергии и распределению ее по свариваемым поверхностям ультразвуковая сварка делится на контактную и передаточную.
Источник: https://www.autowelding.ru/publ/1/1/svarka_plastmass_ultrazvukom/2-1-0-231
Технология УЗС для металлов
Соединение методом УЗС применяется для различных металлов и сплавов. Данный метод имеет широкие возможности в соединении не только однородных, но и разных материалов (соединение стальной пластины с керамической, проволоки и фольги и т. д.). Применяется в электронике, ювелирном, холодильном, автомобильном, аккумуляторном производствах и др.
Например, для сварки:
- пучков проводов и разъемов в автомобилях;
- деталей при производстве аккумуляторов, электродвигателей, батареек, солнечных батарей;
- трубопроводов в холодильниках, кондиционерах и т. д.
Схема операций технологического процесса:
- подготовка свариваемых поверхностей;
- сборка узлов;
- прихватка;
- сварка;
- правка.
Для сварного изделия разрабатывается технологический процесс. Каждый этап технологии для каждого изделия индивидуален.
Источник: https://instanko.ru/drugoe/uz-svarka.html
Литература
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
- Хмелев В. Н., Хмелев С. С., Сливин А. Н., Абрамов А. Д. Ультразвуковая сварка термопластичных материалов: монография. — Бийск: Изд-во Алтайского гос. технич. ун-та, 2014. — 281 с. — ISBN 978-5-9257-0270-3.
Источник: https://ru.wikipedia.org/wiki/%D0%A3%D0%BB%D1%8C%D1%82%D1%80%D0%B0%D0%B7%D0%B2%D1%83%D0%BA%D0%BE%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Недостатки
![]()
Магнитострикционный преобразователь. 1 — термомеханический преобразователь, 2 — трансформатор упругих колебаний.
- Необходимость использования дорогих генераторов ультразвука, однако с развитием силовой высокочастотной электроники стоимость генераторов ультразвука существенно снизилась;
- Мал диапазон толщин свариваемых материалов, однако подбирая форму свариваемых деталей можно добиться эффекта акустической линзы, фокусирующей ультразвук в зону сварки;
- Необходимость дополнительного внешнего сжатия деталей, однако для большинства других видов сварки пластмасс это тоже необходимое условие.
Источник: https://ru.wikipedia.org/wiki/%D0%A3%D0%BB%D1%8C%D1%82%D1%80%D0%B0%D0%B7%D0%B2%D1%83%D0%BA%D0%BE%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Какие есть параметры у ультразвукового сварочного оборудования
Для работы с ультразвуковым оборудованием следует ознакомиться с основными параметрами, которые можно отрегулировать в зависимости от вашей работы. Итак, вы можете регулировать:
- Амплитуду колебаний торца волновода (этот параметр позволяет настроить время сварки и прочность готового шва)
- Частоту электрических колебаний и силу давления волновода на пластмассу.
- Продолжительность импульса (этот параметр регулирует скорость сварки).
- Статистическое (сварочное) давление (этот параметр зависит от амплитуды колебаний и влияет на качество готового шва).
Также существуют дополнительные параметры. К примеру: температура предварительного разогрева детали, параметры, учитывающие размер и форму деталей, и многие другие.
Для каждого отдельного типа пластмассы и шва, который необходимо получить, устанавливаются свои индивидуальные параметры. Их совокупность называется режимом сварки. Оптимальный режим сварки для тех или иных деталей в промышленных условиях выбирается только после проведенных исследований. Специалисты в лаборатории выполняют соединения с различными режимами и тестируют швы на герметичность, надежность и прочие качества. Конечно, если вы планируете использовать ультразвуковое сварочное оборудование для личных целей, вы не будете проводить исследования. Но мы рекомендуем все же потренироваться на небольших образцах. Лишь пройдя путь проб и ошибок вы сможете найти оптимальные параметры для каждого типа сварки.
Источник: http://home.nov.ru/sut-i-osobennosti-ultrazvukovoj-svarki-plastmass/
Соединение пластмасс с металлами
В последнее время ультразвук применяется не только для сварки пластмасс, но и для соединения пластмасс с металлами и впрессовки металлических изделий в пластмассы.
При соединении металлических изделий с пластмассовыми в металлическом изделии делают отверстие, а в изделии из пластмассы — штифт, выполненный как одно целое с изделием. Металлическое изделие надевают на штифт, а на выступающую часть штифта накладывают ультразвуковой инструмент — волновод, торец которого имеет два сферических углубления, Под действием ультразвука выступающая часть штифта размягчается и деформируется инструментом в две полусферические головки, образующие замковое соединение, напоминающее собой соединение заклепками.
Лебедев Г.А. «Напыление. Сварка. Склеивание».
См. также:
Источник: https://www.autowelding.ru/publ/1/1/svarka_plastmass_ultrazvukom/2-1-0-231
Специфика применяемого оборудования
 Оборудование, применяемое для сварочных работ с ультразвуком, подразделяется на аппараты, которые обеспечивают точечную контурную прессовую, шовную и шовно-шаговую сварку.
Оборудование, применяемое для сварочных работ с ультразвуком, подразделяется на аппараты, которые обеспечивают точечную контурную прессовую, шовную и шовно-шаговую сварку.
Мощность таких машин колеблется в диапазоне от 100 до 1500 Вт, а работают они чаще всего на частоте 20000 – 22000 Гц.
Ключевым элементом конструкции оборудования можно назвать электромеханическую колебательную систему. Ее основным назначением является преобразование задаваемых генератором электрических колебаний в механические при неизменной частоте. Данная система определяет уровень и способ передачи энергии к точке сварки, устанавливает скорость осуществляемых колебаний.
Преобразователь
Важной частью ультразвукового аппарата для сварки является магнитострикционный преобразователь. Обычно его выполняют двухстержневым, используя для этого тонкие металлические пластины из магнитострикционного материала, что позволяет снизить потери.
Наиболее оптимальными материалами, из которых делают преобразователи, считаются сплавы железа и кобальта. Также достаточно часто для комплектации пакетов в магнитострикционных преобразователях используется никель.
Он обладает всеми необходимыми для этого свойствами (достаточное удлинение, высокая прочность, меньше подвержен коррозии и его легко паять). Обычно для охлаждения этого элемента используется проточная вода.
Трансформатор
 Главной функцией трансформатора упругих колебаний является процесс согласования характеристик работы преобразователей и волновода.
Главной функцией трансформатора упругих колебаний является процесс согласования характеристик работы преобразователей и волновода.
Он позволяет повысить частоты колебаний на выходе волновода. Чаще всего применяются ступенчатые трансформаторы, которые обладают высоким коэффициентом усиления (от 4 до 6).
Волновод-инструмент усиливает частоту сдвига выходного торца трансформатора и передает энергию к точке, в которой проводится сварочная работа. Его рабочая поверхность исполняется в той форме, которая оптимально подходит для свариваемой детали и типа применяемой ультразвуковой сварки.
Материал, который применяется для выполнения волновода и трансформатора, обязан иметь хорошие свойства упругости, низкую степень затухания, хорошую степень обрабатываемости с применением резания.
Не менее важной составной частью ультразвуковой машины является и опора. Она применяется с целью фиксации деталей при проведении сварочных работ. Иногда она может использоваться как элемент для нагрева и охлаждения, выполняться в виде датчика для более точного контроля над процессом сварки. Этот элемент оборудования должен иметь возможность для перемещения, для чего используется автоматический привод.
Источник: https://svaring.com/welding/vidy/ultrazvukovaja-svarka
Сферы использования ультразвуковой сварки
Области применения ультразвука для создания сварных соединений определяются исходя из характерных особенностей технологии:
- соединяемые материалы должны быть пластичными;
- их размеры ограничены, прежде всего — толщина;
- температура нагрева намного ниже, чем при использовании «горячих» сварочных технологий.

Применение ультразвуковой сварки в производстве стройматериалов

Использование ультразвуковой швейной машины
Технология проучила широкое распространение в следующих областях:
- приборостроение;
- электроника;
- производство пластиковых оболочек;
- выпуск пластмассовых изделий.
Применяется метод и в других отраслях для присоединения малогабаритных деталей к крупным.
Источник: https://instanko.ru/drugoe/uz-svarka.html
Область применения
В промышленных масштабах метод применяется для производства изделий из полиамида и легкоплавкого пластика:
- оправ для очков;
- упаковок;
- игрушек;
- мелких деталей.
Метод применим для создания полупроводниковых переходов. С помощью ультразвука добиваются прочного соединения разнородных материалов, металлов с различными физическими характеристиками, температурой плавления. Сваркой создают сложные микросхемы в робототехнике, электронике.
Источник: https://instanko.ru/drugoe/uz-svarka.html
Количество использованных доноров: 7
Информация по каждому донору:
- https://instanko.ru/drugoe/uz-svarka.html: использовано 5 блоков из 20, кол-во символов 5056 (20%)
- https://prosvarku.info/tehnika-svarki/ultrazvukovaya-svarka-plastmass: использовано 2 блоков из 8, кол-во символов 2683 (11%)
- http://home.nov.ru/sut-i-osobennosti-ultrazvukovoj-svarki-plastmass/: использовано 2 блоков из 8, кол-во символов 1794 (7%)
- https://ru.wikipedia.org/wiki/%D0%A3%D0%BB%D1%8C%D1%82%D1%80%D0%B0%D0%B7%D0%B2%D1%83%D0%BA%D0%BE%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0: использовано 3 блоков из 8, кол-во символов 2079 (8%)
- https://svaring.com/welding/vidy/ultrazvukovaja-svarka: использовано 1 блоков из 7, кол-во символов 2580 (10%)
- https://www.autowelding.ru/publ/1/1/svarka_plastmass_ultrazvukom/2-1-0-231: использовано 5 блоков из 8, кол-во символов 6536 (26%)
- https://xn--80aae1btfegj.xn--p1ai/infotsentr/spravochnik/19-tekhnologiya-ultrazvukovoj-svarki: использовано 3 блоков из 7, кол-во символов 4359 (17%)