В строительных работах, создании трубопроводных конструкций и промышленности часто используют оцинкованную сталь.
Она легко выдерживает сложные условия внешней среды, так как цинк делает металл устойчивым к окислению и коррозиям.
Источник: https://prosvarku.info/tehnika-svarki/svarka-ocinkovannyh-trub
Содержание
- 1 Способы сваривания труб из оцинкованной стали
- 2 Трудности сваривания
- 3 Можно ли сваривать оцинкованные трубы?
- 4 Методы сварки
- 5 Соединение труб с цинковым покрытием ручной электродуговой сваркой
- 6 Правила выполнения сварочных работ
- 7 Выбор электродов
- 8 Как варить оцинкованные трубы с использованием флюса
- 9 Нюансы процесса
- 10 Заключение
- 11 Последующая обработка стыка
- 12 Нанесение защитного покрытия
Способы сваривания труб из оцинкованной стали
Технология электрического сваривания металлических изделий предполагает нагревание рабочей поверхности шва до 1200 градусов, тогда как температура кипения цинка составляет лишь 906 градусов. Такая разница в показателях в ряде случаев приводит к выгоранию цинкового слоя.
Среди нежелательных последствий процесса сварки оцинкованных труб можно назвать:
- Испарения цинка являются чрезвычайно вредными для здоровья. Если в помещении недостаточно хорошая вентиляция, вдыхаемые пары могут привести к отравлению или временной остановке дыхания работника.
- Слой цинка на сварочном шве нарушается в процессе работы, так что в этом месте могут начаться коррозийные процессы, при этом профильная оцинкованная труба уже не прослужит так долго, как могла бы.
- Если в процессе сварки оцинкованной трубы электродом происходит интенсивное испарение цинка, поверхность трубы может покрыться порами и трещинками. В результате шов будет недостаточно герметичным и прочным.
Таким образом, соблюдение правил безопасности при работе с данными изделиями является обязательным условием. Лицо нужно защитить специальным респиратором и маской из материалов-диэлектриков. На руки надевают прорезиненные перчатки с термоизоляционной тканью сверху.

Если предварительно обработать рабочую поверхность трубы соляной кислотой, можно избежать вспенивания слоя цинка. Обратите внимание, что в идеале желательно не допускать испарения цинкового покрытия, чтобы не лишить трубу защиты от коррозии. Достигнуть этого можно несколькими методами сварки.
Первый метод заключается в механической очистке слоя оцинковки с помощью абразивного круга с наждаком или щетки по металлу. Все дальнейшие сварочные работы будут производиться как с обычными черными трубами. Недостаток данной технологии заключается в устранении защиты от коррозии, которую обеспечивает цинковое покрытие, так что срок службы такого трубопровода существенно сокращается (прочитайте: «Виды технологий сварки труб – преимущества и недостатки способов»). Из-за контакта с жидкостью такая труба быстро начнет ржаветь и очень скоро потребуется ее ремонт или полная замена, что повлечет за собой дополнительные трудовые, материальные и временные затраты.
Альтернативной технологией сварки оцинкованной трубы будет применение специальных флюсов для пайки. В таком случае удалять цинковое покрытие не нужно. Такой метод широко используется в тех ситуациях, когда выполнить зачистку трубы невозможно. Для соединения труб требуется сплав UTP 1 и флюс HLS-B. Примечательно, что флюс при контакте с водой полностью растворяется, он безопасен для здоровья, поэтому такой способ вполне приемлем для сборки водопроводных систем.
Источник: https://trubaspec.com/soedinenie-trub/varianty-svarki-otsinkovannykh-trub-preimushchestva-i-nedostatki-sposobov.html
Это интересно: Как сварить мангал самостоятельно, инструкция, чертежи
Трудности сваривания
 Когда производится сварка оцинкованных труб, то температура в зоне сваривания достигает +1200 ℃. Происходит выгорание цинкового слоя. Этот металл начинает закипать уже при +906 ℃. То есть, получается, что на участке стыка двух труб образуется зона без защиты. Но и это не все отрицательные стороны сварки оцинкованных труб.
Когда производится сварка оцинкованных труб, то температура в зоне сваривания достигает +1200 ℃. Происходит выгорание цинкового слоя. Этот металл начинает закипать уже при +906 ℃. То есть, получается, что на участке стыка двух труб образуется зона без защиты. Но и это не все отрицательные стороны сварки оцинкованных труб.
Газообразный цинк вредное для человека вещество. Попав в дыхательные пути, он приводит к удушью. Поэтому сварка в помещениях без организации хорошо действующей вентиляции запрещена. К тому же по техники безопасности сварщик должен надеть под маску респиратор.
При высокой температуре цинк начинает интенсивно испаряться, что приводит к образованию внутри стали раковин и пор. А это снижение качества места соединения и прочности стыка двух оцинкованных труб.
Источник: https://svaring.com/welding/detali/svarka-ocinkovannyh-trub
Можно ли сваривать оцинкованные трубы?
Трубы из оцинковки сваривать не запрещается. Этот материал используется повсюду — на водо- и газопроводах, в отопительных системах. Сложно представить, чтобы монтаж происходил вовсе без сварки, учитывая столь широкое применение оцинкованного материала в трубопроводах различного назначения. Стыковка этим способом регламентируется СНиП 3.05.01-85 о внутренних санитарно-технических системах.
Трудности сваривания
Главная проблема — во время сварки в районе воздействия горелки выгорает слой защиты из цинкового покрытия. Это провоцирует быстрое развитие коррозии. Есть и другое, не менее существенное затруднение: от нагревания цинк начинает интенсивно испаряться. При попадании в дыхательные пути мастера он вызывает удушье, ожоги слизистой, острое отравление.
Из-за этого сварка оцинкованных труб допускается только на улице или в хорошо вентилируемом помещении, а сварщику предписывается использовать защитную маску.

Способы сварки
С учетом этих особенностей разработаны специальные технологии, предусматривающие полную сохранность оцинкованных труб:
- под флюсом;
- специальными электродами.

С использованием флюса
Точки сварки покрываются особым веществом – флюсом. Он не дает цинковому покрытию выгорать и превращаться в летучий газ. Флюс забирает долю тепла, а цинк под ним плавится, переходит в вязко-жидкое состояние и равномерно обволакивает сварное соединение, соединяя концы оцинкованных отрезков.
Ручная электродуговая
В этом способе сварки оцинкованных поверхностей применяются специальные электроды под высокие токи. Сущность методики – уменьшить время теплового воздействия на соединяемые заготовки, когда цинк за время сварки не достигает точки превращения в газ и не испаряется.

Эта технология чаще всего применяется не только при строительстве газопроводов и строительных конструкций, но и при прокладке водопровода.
Альтернативные способы соединения
Оцинкованные трубы допускается соединять резьбами и муфтами. В последнем случае результат гарантирует 100 % герметичность только при регулярном обслуживании стыков. Нарезать резьбу на оцинкованной трубе не так уж и просто. Есть вариант использовать заводские резьбы и сгоны. Но, опять же, их необходимо приваривать. Все это способно существенно поднять стоимость работ.
Какой способ лучше
Сварка и пайка под флюсом предпочтительнее других способов соединения оцинкованных труб. И вот по каким причинам:
- Работы проводятся быстро, если их выполняют квалифицированные сварщики.
- В сравнении с резьбовым или фланцевым обеспечивается неразъемное соединение, которое не нуждается в дальнейшем обслуживании.
- Сварка позволяет выполнять большие объемы работ за короткий отрезок времени — например, при прокладке многокилометровых трубопроводов.
На оцинкованных трубопроводах разъемное соединение – резьбовое, фланцевое, с помощью компрессионных и накладных муфт – используется не так часто и только в тех случаях, когда сделать нужно немного. Например, при замене радиатора в квартире необходимо удлинить подводку. Тогда на отрезке существующей оцинкованной трубы нарезают резьбу и муфтой, угловыми фитингами присоединяют отрезок другой.
Разъемное соединение вместо сварки используется для подключения к трубопроводу дополнительных устройств, например, счетчиков. Важно понимать, что такое соединение в отличие от сварки и пайки не обеспечивает 100 % герметичности и нуждается в периодическом обслуживании независимо от того, какая рабочая среда циркулирует по оцинкованному трубопроводу – жидкость или газ.
Источник: https://vseotrube.ru/montazh-i-remont/svarka-otsinkovannyh-trub
Методы сварки

Сварка оцинковки может проходить тремя способами:
- Первый заключается в тщательной очистке деталей абразивной наждачкой, жёсткой щеткой или шлифовальным кругом в месте соединения. После обработки трубы сваривают так же, как и другие обычные. Такой способ подойдет, если конструкция не будет контактировать с водой или большим количеством кислорода. Так как слой цинка на месте стыка отсутствует, поверхность соединения не будет антикоррозийной. Такая конструкция долго не проживёт, и вскоре её придется заменить.
- Второй способ — соединение оцинковки с применением сварочного флюса. Нанесение флюса сохраняет целостность антикоррозийного покрытия и не требует от мастера зачистки трубы. Трубы, сваренные таким методом, можно использовать для канализационных и трубопроводных коммуникаций. Любой флюс хорошо растворяется в воде, поэтому уменьшает «вредность» процесса. Перед работой, элементы очищают от загрязнений и пыли с внешней и внутренней стороны.
Концы труб нужно аккуратно прогреть примерно на 30 сантиметров от края. Флюс тоже нагревают до состояния пасты и толстым плотным слоем смазывают им место, на котором будет шов.
Он «принимает» на себя часть напряжения от электрода и не даёт испариться цинку.
Размер сопла горелки при пайке должен быть меньше, чем такой для сварки простой стальной трубы такого же диаметра. Если сопло, которое вы используете, будет слишком большим, соединение перегреется, а на его месте цинк начнет испаряться.
Если не угадать и выбрать слишком маленькое сопло — поверхность заготовки наоборот не нагреется до нужной температуры, а припой не приплавится к ней.

Пайка основана на ацетилкислородном пламени. оно выставляется на переизбыток кислорода, чтобы цинк не начал испаряться. Если во время нагрева припоя подаётся много кислорода, кремний реагирует с ним.
Получается оксид кремния, который препятствует испарению цинка.
- Еще один способ сварки оцинковки — дуговая сварка вручную. Электроды для этого типа сварки оцинкованных труб нужно подбирать с учетом особенностей цинкового покрытия. Чтобы соединить заготовки лучше всего подойдёт электрод с покрытием из рутилового концентрата. Основное покрытие можно использовать только для деталей из стали низкого качества.
Рутиловое покрытие даёт электродным стержням некоторые плюсы:
- процесс их зажигания быстрый и простой,
- дуга от таких электродов ровная, поэтому швы от неё остаются ровные и аккуратные, не трескаются и не образуют поры,
- разбрызгивается материал не сильно.
В рутиловый концентрат добавляют небольшое количество порошка из железа, поэтому процентное содержание углерода в покрытии из цинка уменьшается. Из-за этого в швах образуется меньше трещин.
Мастер, который спаивает оцинкованные трубы, должен быть хоть немного опытным, так как процесс имеет много нюансов и правил. Он также должен учесть, что мощность дуги зависит и от размера электродного стержня.
Лучше всего подбирать средние электроды. Широкие стержни прожигают участок соединение, а тонкие и узкие не смогут сделать шов достаточно прочным.
Несмотря на присутствие цинкового покрытия, шов после сварочных работ всё равно нужно обработать составами против коррозии.
Источник: https://prosvarku.info/tehnika-svarki/svarka-ocinkovannyh-trub
Соединение труб с цинковым покрытием ручной электродуговой сваркой
Чтобы предотвратить возникновение пор в стыковых и угловых швах, можно увеличить ток и сократить скорость сварки. Для этого понадобятся электроды для оцинкованных труб, которые подбираются в зависимости от марки стали. В частности, марка электродов для сварки оцинкованных труб из высокоуглеродистой стали выбирается с рутиловым покрытием. А если сталь для труб использована низколегированная, то вполне подойдут электроды с основным покрытием.
У электродов с рутиловым покрытием есть целый перечень достоинств:
- Благодаря наличию в составе электрода оксида титана, дугу можно зажечь очень легко и быстро, причем неоднократно.
- Сварные швы с такой дугой получаются герметичными, прочными и очень качественными, без каких-либо дефектов.
- При работе практически не возникает брызг, так что потери материала ничтожно малы.
В составе рутилового покрытия электрода могут быть включения порошка железа. Оно способствует снижению удельного веса углерода в слое цинка и повышает устойчивость к растрескиванию.

Стоит отметить, что для выполнения сварочных работ электросваркой, нужен хотя бы минимальный практический опыт (подробнее: «Как варить трубы электросваркой правильно – пошаговое руководство»). Помимо внешнего покрытия электрода на мощность дуги влияет еще и его толщина. В частности, слишком толстый электрод выдаст дугу, которая быстро прожжет материал. Напротив, слишком тонким электродом вряд ли получится выполнить достаточно мощный и качественный шов. Поскольку чаще всего работы выполняются с трубами с толщиной стенок в 1,5-5 мм, оптимальный диаметр электрода составит 2-3 мм.
Немаловажную роль в процессе сварки играет и скорость прохождения электрода по поверхности. Если делать это слишком медленно, велика вероятность прожигания трубы. А если скорость движения электрода выше, чем необходимо, сварной шов получится непрочным. Подобрать оптимальную скорость можно только опытным путем.
Не забудьте по завершению сварочных работ обработать швы составом от коррозии.
Антикоррозийное средство должно соответствовать таким параметрам:
- обладать хорошим сцеплением с поверхностью;
- обеспечивать защиту от окисления на цинковом покрытии;
- быть удобным и простым в нанесении без специальных приспособлений.
Неплохим вариантом для защиты оцинкованных изделий считается специальная краска, содержащая порядка 94 % цинковой пыли. Этот состав легко наносится и хорошо удерживается на вертикальной поверхности благодаря наличию в нем неомыляемых связующих компонентов.
Альтернативным способом антикоррозийной защиты поверхности является наплавка проволоки, в которой содержится 99,99 % цинка, либо цинково-кадмиевых прутков.
Источник: https://trubaspec.com/soedinenie-trub/varianty-svarki-otsinkovannykh-trub-preimushchestva-i-nedostatki-sposobov.html
Это интересно: Сварка рамы грузового автомобиля, этапы выполнения работы
Правила выполнения сварочных работ
Сварка оцинкованных стальных труб требует от сварщика соблюдения ряда требований и знаний. Без них соединение будет ненадёжным или кривым.
Важно, например, минимизировать количество кремния в участке соединенияЮ чтобы сделать шов устойчивым к деформациям и разрушениям. Как мы уже сказали, после работы примените защитный состав для оцинковки.
Это может быть краска с 90-95-процентным содержанием цинкового порошка (пыли) или проволоку из цинка.
Источник: https://prosvarku.info/tehnika-svarki/svarka-ocinkovannyh-trub
Выбор электродов
Процесс сварки оцинкованных труб мало отличается от сварки черного металла. Технологическая особенность работ заключается в сокращении времени сварки при одновременном увеличении силы тока процесса. Достичь этого позволяют электроды с рутиловым покрытием.

Рутиловые электроды
Рутиловые электроды – это электроды, покрытие которых состоит из оксида титана с примесями алюмосиликатов и карбонатов.
Обратите внимание! Сварочные работы рутиловыми электродами можно начинать только после их предварительного прогревания при температуре в 200 градусов и суточной выдержки после.
Преимущества электродов с рутиловым покрытием:
- наличие оксида титана облегчает процесс зажигания электрода в начале работы или при его затухании в процессе работы;
- характеристика сварочной дуги позволяют получить качественный шов, без непровара, трещин, с высокой устойчивостью к износу;
- минимальное разбрызгивание металла уменьшает потери расплавленного металла.
Наличие железного порошка в рутиловом покрытии снижает уровень легирования стали, что повышает прочность полученного соединения.
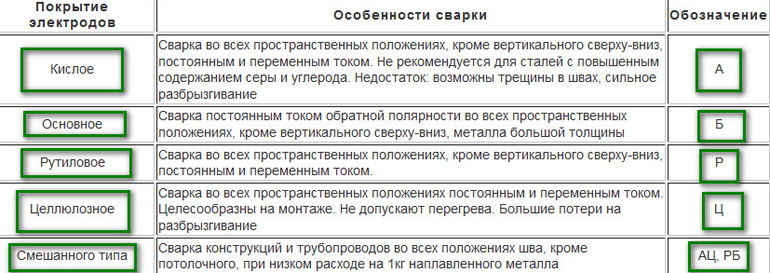
Расшифровка и обозначение электродов
Основные электроды
Электроды с основным покрытие используют для сварки толстостенных труб из низколегированной стали. Порошковое покрытие здесь имеет сложный состав из ферросплавов, фторида кальция, соединений магния.
Процесс варки сопровождается выделением окислов углерода, которые защищают расплавленный металл от разрушающего воздействия кислорода воздуха и водорода.
Источник: https://InfoTruby.ru/soedinenie/svarka-otsinkovannyh-trub
Как варить оцинкованные трубы с использованием флюса
Кромки труб перед соединением предварительно обезжиривают и зачищают до состояния металлического блеска. Проводить очистку нужно не только на наружной поверхности, но и на внутренней. Заготовки предварительно прогревают на 20-30 см в длину с каждой стороны планируемого соединения. Для эффективной сварки изделий с толщиной стенок до 3 мм нет необходимости в определенной подготовке кромок. Ширина зазора между концами при этом равняется 2-3 мм. При более толстых трубах выполняется угол раскрытия кромок 80-90 градусов и притупление высотой 1-1,5 мм. Ширина зазора аналогична.
Флюс нагревают до среднего между жидким и твердым состояния и наносят толстым слоем на поверхность соединения. Количество используемого материала вдвое больше, чем для сварки обычных стальных изделий. Назначение флюса – принять избыточное тепло от сварочного аппарата, что препятствует испарению цинка с кромок.
При нагревании флюс меняет свой цвет с желтого на белый, а когда стык достигает температуры пайки трансформируется в прозрачный. Таким образом, по состоянию флюса можно определить время начала пайки.
Подбирая размер сопла горелки для пайки, нужно отталкиваться от толщины стенки оцинкованного изделия. Соотношение размеров указано в таблице №1.
Таблица 1
| Размер сопла, мм | Оцинкованная труба |
| 1 -2 | диаметр до 250 мм, толщина стенки 2-6 мм. Заполняющие швы в изделиях любого вида |
| 2-4 | диаметр свыше 250 мм и толщина более 2-6 мм |
При пайке оцинковки действует правило: сопло горелки должно быть на размер меньше, чем при стыковке обычной стальной трубы аналогичных размеров.
Для качественной сварки оцинкованной трубы крайне важно выбрать горелку соответствующего размера и правильно отрегулировать пламя
Почему так важно правильно подобрать сопло? Использование чересчур большого варианта приведет к перегреву заготовки, и цинк будет испаряться. Значит, ухудшится ее коррозионная стойкость и прочностные характеристики (расплавленный цинк приведет к образованию пор). В случае недостаточного размера сопла, поверхность металла не нагреется до необходимой температуры, что вызовет прилипание к ней припоя.
Во время пайки применяют ацетиленокислородное пламя, которое выставляют на избыток кислорода. Избыток кислорода необходим для того, чтобы при плавлении припоя в результате реакции с кремнем образовывался его оксид. Именно оксид кремния предотвращает тепловое испарение цинка.
Важно! Нужно хорошо отрегулировать и обеспечить стабильность пламени горелки. Тепло должно быть сфокусировано на кромках и в зазоре между заготовками. Непостоянное пламя приводит к перегреву участка трубы возле соединения.
Для сварки газовой горелкой лучше всего применять технику «влево», т.е расположить пруток перед пламенем. В таком случае огонь попадет на пруток припоя, а не на металлическую поверхность. При исполнении переплавляющего шва горелка должна быть наклонена под углом 70-75º. Для заполняющего прохода угол должен составлять 15-30º. Располагать горелку можно в любом пространственном положении, но наиболее удобное — нижнее, при нем удобно следить за сварочной ванной. Соединение трубы толщиной до 4 мм происходит за один проход. Если значение толщины выше — применяют многопроходную сварку.
После завершения соединения спаянный шов очищают от избытка материала пайки. Снаружи трубу промывают водой и проходят металлической щеткой. Важно не переусердствовать, чтобы не повредить цинковую поверхность. Внутреннюю оболочку нужно залить на сутки водой и промыть.
Правильно выполненная пайка оцинкованных труб позволяет получить соединительные швы, которые не требуют дополнительной антикоррозийной защиты.
Правильно выполненный шов не требует дополнительной обработки
Источник: http://TrubaMaster.ru/svarka/svarka-ocinkovannyh-trub.html
Нюансы процесса
- Соединение труб с цинковым покрытием требует особой аккуратности. Нельзя нагревать участки без флюса, сильно тереть поверхность при зачистке швов.
- Регулировать уровень кислорода, подаваемого в горелку, удобно с помощью трехпозиционного редуктора.
- От скорости движения электрода зависит качество шва, при низкой возможно прогорание, при высокой – непровар.
- Нарушение технологии приводит в разрушениям трубопровода в процессе эесплуатации.
- Категорически запрещена работа без средств защиты органов дыхания или мощной вытяжки, пары цинка ядовиты.
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovannye-truby
Заключение
В заключение подчеркну, что применять сварку в случае с оцинкованными трубами все же можно. Технологии позволяют сохранить защитное покрытие и не подвергнуть трубопровод в точках сварки риску быстрой коррозии. Достаточно следовать правилам и нормам, которые закреплены в СНиП, пользоваться подходящими электродами, флюсами, припоями.
На этом разрешите попрощаться с вами. Надеюсь, статья была полезной. Подписывайтесь на другие наши статьи и делитесь полезными материалами в социальных сетях.
Источник: https://vseotrube.ru/montazh-i-remont/svarka-otsinkovannyh-trub
Последующая обработка стыка
После окончания сварки рекомендуется стык двух оцинкованных труб обработать антикоррозионным составом. Оно должно иметь три основных качества:
- хорошо скрепляться с металлической поверхностью;
- быть устойчивым к коррозионным процессам, хотя бы на уровне цинкового покрытия;
- легко наноситься без использования специального оборудования или инструментов.
Популярностью для покрытия стыка пользуется специальная краска, в состав которой входит более 94% цинковой пыли. По сути, это цинк в виде пыли, в который вносятся неомыляемые связующие компоненты.
Поэтому краска легко наносится кисточками или валиками на любые поверхности: горизонтальные, вертикальные или наклонные, где она хорошо держится и не стекает.
Источник: https://svaring.com/welding/detali/svarka-ocinkovannyh-trub
Нанесение защитного покрытия
Восстановление оцинковки в условиях заводского цеха проводят катодным напылением. Процесс имеет электрохимическую природу, а потому неприменим в полевых условия. При монтаже бытовых коммуникаций альтернативной защитой служит покраска труб. Покрытие требует постоянного контроля и обновления при ржавлении труб.
Более стойкий защитный эффект оказывает краска с содержанием цинковой пыли более 90%. Наносят ее с помощью обыкновенной кисти. Существует способ восстановить цинковое покрытие наплавлением на поверхность стыка химически чистой цинковой проволоки.
Источник: https://InfoTruby.ru/soedinenie/svarka-otsinkovannyh-trub
Количество использованных доноров: 7
Информация по каждому донору:
- https://trubaspec.com/soedinenie-trub/varianty-svarki-otsinkovannykh-trub-preimushchestva-i-nedostatki-sposobov.html: использовано 2 блоков из 5, кол-во символов 5521 (25%)
- http://TrubaMaster.ru/svarka/svarka-ocinkovannyh-trub.html: использовано 1 блоков из 5, кол-во символов 3705 (17%)
- https://vseotrube.ru/montazh-i-remont/svarka-otsinkovannyh-trub: использовано 2 блоков из 6, кол-во символов 4015 (18%)
- https://InfoTruby.ru/soedinenie/svarka-otsinkovannyh-trub: использовано 3 блоков из 7, кол-во символов 2942 (13%)
- https://prosvarku.info/tehnika-svarki/svarka-ocinkovannyh-trub: использовано 3 блоков из 4, кол-во символов 3859 (17%)
- https://svaring.com/welding/detali/svarka-ocinkovannyh-trub: использовано 2 блоков из 7, кол-во символов 1539 (7%)
- https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovannye-truby: использовано 1 блоков из 6, кол-во символов 560 (3%)