Сварка профильной трубы в домашних условиях в процессе монтажа канализации либо водопровода представляет собой, вопреки сложившемуся мнению, совсем не сложную задачу.
Источник: http://tutmet.ru/svarka-profilnoj-truby-kakimi-jelektrodami-varit.html
Содержание
- 1 Преимущества и виды металлических профильных труб
- 2 Сварка профильной трубы своими руками
- 3 Обобщенно о сварке профильной трубы
- 4 2 Как варить профильную трубу ручной дуговой сваркой?
- 5 Рекомендации по выполнению сварки
- 6 Аппараты для сварки профильных труб
- 7 Особенности профильных труб и области их применения
- 8 Виды сварочных работ для соединения профильных труб
- 9 Какими электродами варить профильную трубу?
- 10 Подведем итог
- 11 Сварка профильной трубы: правила формирования надежного соединения
- 12 Как сварить профильную трубу – свои секреты
- 13 Выполняем дуговую сварку
Преимущества и виды металлических профильных труб
Производятся данные изделия из углеродистой стали или нержавейки. Сечение труб колеблется в диапазоне миллиметров, а толщина стенок миллиметров.
Популярность данных изделий обусловлена множеством факторов. В их числе:
- доступная стоимость;
- малая подверженность металла деформациям;
- относительно небольшая масса. По сравнению с пластиковыми аналогами вес данных изделий, конечно же, больше, но, как показывает практика, это не критично;
- равномерная толщина стенок;
- долговечность и превосходная надёжность в процессе службы.
Помимо этого, использование металлических профильных труб, позволяет создавать конструкцию с требуемыми техническими характеристиками. И не имеет значения, насколько она необычна и сложна. В любом случае срок эксплуатации системы будет весьма продолжительным. Дополнительным аргументом в пользу такого выбора является то, что сварка профильной трубы – объективно недорогой и простой процесс.
Профильные трубы выпускаются в самых разных размерах и служат как основой для зданий, так и для простых конструкций типа ограждения
Сегодня в промышленности применяются следующие виды данной продукции металлургической отрасли:
- трубы бесшовные горяче- и холоднодеформированные;
- электросварные холоднодеформированные;
- электросварные.
Источник: http://TrubaMaster.ru/svarka/svarka-profilnoj-truby.html
Сварка профильной трубы своими руками
Особое значение в применении сварки играют профильные трубы, которые часто приходится соединять с ее помощью. В большинстве случаев, данный тип труб выполнен, либо из нержавеющей, либо углеродистой стали. Такие изделия из металла имеют несколько преимуществ в своем применении:
- Большой выбор типов, форм и размеров;
- Масса как отдельно взятой трубы, так и целых конструкций не велика. Это позволяет соединять их в сложные конфигурации, не создавая существенной нагрузки на несущие элементы;
- Можно выбрать сразу несколько стандартных видов. Это позволяет в дальнейшем самостоятельно провести монтаж конструкции.
Самое главное при самостоятельном креплении профильной трубы – это правильно подобранная температура. Дело в том, что температурный режим определяет качество, с которым изделия будут сварены. Этот показатель зависит от толщины стенок заготовки. Также следует помнить, что при торцевом соединении углы свариваемых элементов имеют большое напряжение.
Источник: https://viascio.ru/materialy/printsipy-svarivaniya-profilnyh-trub
Обобщенно о сварке профильной трубы
Приведем общие сведения, которые должен уяснить мастер при работе с трубным прокатом:
- под воздействием высокой температуры трубы с профильным сечением в большей мере деформируются, чем круглые изделия;
- при расплавлении металла внутреннее пространство трубного проката может заполниться и перекрыться, если же пустотелость изделия крайне необходима, важно контролировать отсутствие капелек металла внутри трубы;
- при торцевом соединении металлопроката с профильным сечением из-за неравномерного нагрева или неправильного формирования валиков может появиться высокое напряжение на углах изделия.
Толщина стеночек металлопроката меняется в довольно широком диапазоне значений, но именно сварка тонкостенных труб требует от мастера наличия определенных знаний и навыков.

Способы сварки профильных труб.
Работа с тонким металлом не так проста в сравнении со сваркой инвертором толстостенных труб, так как при работе нужно учитывать ряд важных моментов:
- для создания сварных соединений на металлопрокате требуется ток от 10 до 60 А;
- электроды для сварки тонкостенного профиля должны иметь диаметр 0,5-2 мм, но никак не более;
- шов выполняется в один проход;
- качество соединения во многом определяется скорость сваривания;
- мастер должен успеть осуществить сварку профиля до того момента, пока рабочие кромки не остынут.
При внимательном изучении описанных рекомендаций, сварка ворот своими руками из профильной трубы не составит труда даже для малоопытного мастера. Если же выполнять такую работу без знания специфики металлопроката, конструкции не получатся надежными, прочными и долговечными.
Не менее важно при работе с профильными трубами не ошибиться с выбором электрода, так как от этого зависят эксплуатационные параметры сварного шва.
Сварщик должен обратить особое внимание на сечение сварной проволоки: чрезмерно тонкий электрод станет причиной нестабильности горения дуги, а электрод с большим сечением может прожигать тонкостенное изделие.
Подбор диаметра сварной проволоки нужно осуществлять с учетом толщины стеночек металлопроката:
- если сечение трубы металлопроката не превышает 2-х мм, актуален электрод с диаметром 1,5 мм;
- профильная труба с сечением 2-3 мм варится электродом с диаметром 2 мм;
- металлопрокат с сечением 4-6 мм требует применения сварной проволоки с диаметром 4 мм.
Важно! Электроды бывают двух видов: плавящиеся и неплавящиеся. Последние используются при сварке металлопроката исключительно в тандеме со специальными присадками из сплавов олова, латуни и других металлов высокой мягкости с примесями фосфатов.
Сварка фермы или иного рода конструкций из металлического профиля может осуществляться разными способами, но наиболее популярны из них следующие варианты:
- электродуговая;
- газовая.
Расскажем об этом более подробно далее.
Источник: https://tutsvarka.ru/vidy/svarka-profilnoj-truby
2 Как варить профильную трубу ручной дуговой сваркой?
Профильную трубу разрешено сваривать под любым нужным углом, тавровым соединением, стыком, внахлест. Специалисты советуют формировать шов в нижнем положении (так в большинстве своем и поступают сварщики). Но при необходимости создания шва в труднодоступных, очень неудобных и узких местах, можно использовать и другие положения – горизонтальное, вертикальное, потолочное.
Выбор режима сварки осуществляется с учетом следующих показателей:
- величина напряжения на дуге;
- скорость, с которой движется сварочный электрод;
- при постоянном токе – полярность;
- сила тока.
Последний из показателей зависит от сечения электрода. Для максимальной эффективности сварочных работ всегда рекомендуется стремиться к достижению наибольшей разрешенной величины силы тока. Но при этом не стоит забывать, что качество шва ухудшится, если вы превысите допустимое ее значение. Если сварка делается встык, вести дугу следует таким образом, чтобы металл не проседал, а кромки успевали оплавляться.
При этом важно контролировать поступление присадки в нужном объеме, достаточном для расплавления электрода.
Еще один совет от профессионалов касается сварки труб с небольшой толщиной стенок. Соединять такие изделия необходимо на обратной полярности. Данное требование вызвано тем, что анод нагревается сильнее, нежели катод, а значит, при несоблюдении рекомендованной полярности есть вероятность (и очень высокая) прожога трубы. А вот перед сваркой металла с относительно большой толщиной (от 4 мм и выше) обязательно следует заняться подготовкой кромок изделия.
Чтобы сталь качественно сплавилась, потребуется их разделать. Обработка кромок также не позволяет увеличиваться напряжению в металле, зато дает возможность накладывать более двух слоев швов на высоком уровне качества. Величина угла разделки кромок варьируется в пределах 25–50 градусов. Выбирать конкретную величину необходимо с учетом методики сварки, вида соединения и толщины трубы.
Многие задаются вопросом о том, какими электродами варить профильную трубу. Все электроды делятся на плавящиеся и неплавящиеся. Вторые используются с присадочной проволокой, они обеспечивают идеальный контакт соединяемых изделий, как следствие, создается безупречно прочное соединение. Но применять их можно только в том случае, когда производится сварка труб и фитингов к ним с аналогичными диаметрами.
В остальных ситуациях используются плавящиеся электроды. Причем их диаметр определяется, исходя из показателя толщины металла. Например, электроды с диаметром до 2 мм оптимально подходят для соединения 1,5-миллиметрового материала. Важно, кроме этого, правильно устанавливать на сварочной установке силу тока, чтобы тонкий металл при сильном воздействии не прожегся. А сварка нержавеющей стали, из которой также делаются профилированные трубы, требует применения электродов особого вида.
Источник: http://tutmet.ru/svarka-profilnoj-truby-kakimi-jelektrodami-varit.html
Рекомендации по выполнению сварки
При сваривании труб своими руками нужно соблюдать несколько правил:
- Чтобы сделать ровный срез, нужно пользоваться болгаркой с соответствующим диском. Неровности можно исправить напильником или наждачной бумагой.
- Окалины, ржавчину убирают машинкой для шлифовки.
- Проверить размеры элементов. Для этого нужно сложить их вместе на верстаке.
Когда сварка окончена, требуется дать швам остыть, очистить их от шлака.
Как варить тонкие трубы?
Тонкостенные изделия должны свариваться одним швом, без дополнительных точек. Для этого нужно закрепить две детали напротив друг друга на расстоянии 2–3 мм и начать выполнять работы.
Соединение под прямым углом
Не многие начинающие сварщики знают, как сварить профильную трубу под 90 градусов. Сначала нужно ровно обрезать трубки. Далее детали зажимаются в тисках под нужным углом. Проводится точечная черновая сварка по контуру будущего шва. Далее нужно сверить размеры, чтобы угол остался в исходном положении. После этого обварить детали по намеченному контуру сплошным швом.
 Сварка под прямым углом
Сварка под прямым углом
Источник: https://trubyda.ru/svarka/profilnyh-trub
Аппараты для сварки профильных труб
Выполнять соединение металлических труб можно с помощью двух основных видов аппаратов:
- Дуговой сварки;
- Газовой сварки.
Каждая из них имеет свои преимущества и недостатки. Принято считать, что газовая сварка более универсальная в своем применении. Она может справиться с самыми разнообразными задачами и различными типами металла. Но такой тип сварочного аппарата не каждый может себе позволить.
Более распространенным типом считается обычная дуговая сварка. Поэтому все, что потребуется для успешного крепления профильных труб:
- учитывать толщину стенки изделия;
- подобрать оптимальный диаметр электрода;
- выставить правильное напряжение на аппарате.
Источник: https://viascio.ru/materialy/printsipy-svarivaniya-profilnyh-trub
Особенности профильных труб и области их применения
Главной полезной особенностью всех профильных материалов является их прочность. Благодаря этому свойству их применяют для строительства торговых павильонов. Сварка квадратных труб позволяет сооружать опоры для заборов, уменьшая при этом вес самих заборов, что придает конструкциям дополнительную прочность.
Для профильных труб характерна высокая устойчивость. Благодаря этому свойству возможна сварка лестницы из профильной трубы.
Полезной особенностью изделий является их легкость в процессе монтажа. Их удобно переносить и перевозить.
Материал труб имеет покрытие, защищающее их от действия коррозии.
Область применения изделий широка и включает работы при строительстве заборов, опор для них, гаражей и гаражных ворот, торговых павильонов, лестниц с перилами. При таком процессе как сварка ворот из профильной трубы рекомендуется использовать квадратные профтрубы. Этот вид материала отличается особой прочностью и устойчивостью при эксплуатации.
Профтрубы 20*20 применяют при строительстве беседок, а изделия размером 40*40 – при создании щитов и строительных лесов. Такие сооружения отличаются хорошим сопротивлением на изгиб. Профтрубы с небольшим сечением используют для изготовления палаток, спортивного инвентаря, маленьких бытовых приборов.
Применяются трубные материалы из профиля при создании кондиционеров, мебели и холодильных аппаратов.
Оборудование для сваривания
Выбор оборудования, которым проводится сварка профильной трубы, зависит от ее метода. Стандартно применяется оборудование:
- электроды;
- фиксирующее приспособление для трубных материалов;
- аппарат для сваривания;
- наждачная бумага;
- защитные перчатки с маской;
- металлическая щетка.
Отдельным моментом является выбор электродов и аппарата. Сварка тонкостенных профильных труб проводится электродами, обладающими диаметром 1,5 мм. Электрод со значительным диаметром в 2 мм применяется, когда требуется сварка профильной трубы 2 мм. Для толстостенного 5-миллиметрового профиля используется 4-миллиметровый электрод.
Применяемый вид аппарата зависит от способа, которым осуществляется сварка профильной трубы. На практике применяют несколько вариантов:
- газовый метод;
- электродуговой способ;
- контактный метод.
Газовая сварка профильной трубы
Перед данным видом сваривания происходит обязательное обезжиривание деталей, а кромки труб смазывают специальной пастой для предотвращения возникновения окиси в ходе сваривания.

Газовая сварка профильной трубы
При сваривании газовым методом используют газовый баллон, содержащий кислородно-ацетиленовую смесь.
При сваривании между трубных изделий подается присадка. Пламя расплавляет присадку и металлические трубы, формируя шов. Горелку необходимо направлять справа налево. Если свариваются толстостенные трубы, то движения горелки должны быть слева направо.
«Важно!
При газовом методе сваривания необходимо следить за тем, чтобы в конструкции отсутствовали перекосы.»
Электродуговой способ
Сварка профильной трубы электродуговым способ считается наиболее эффективным вариантом. Метод особенно результативен при проведении работ в труднодоступных местах. При электродуговой сварке, когда толщина трубных изделий превышает 4 мм, требуется предварительная подготовка кромки.

Электродуговая сварка профильной трубы
Сварочный процесс электродуговым способом включает этапы:
- обезжиривание и очистка труб;
- подбор электрода, исходя из толщины трубного материала;
- подбор присадочной проволоки, выполненной из того же материала, что и трубные изделия, диаметр которой соотносится с толщиной изделий;
- электрод держится близко к ванне для сваривания с целью лучшего качества шва;
- присадка с электродом движутся исключительно вдоль шва;
- проволока движется впереди горелки и подается в сварочную зону плавно;
- сваривание заканчивается постепенно, начиная со снижения силы тока, после чего отключается электричество и подача защитного газа через 11 секунд.
Для данного вида сваривания имеет значение выбор электрода и применяемая сила тока. Например, сварка профильной трубы 2 мм инвертором осуществляется за счет электрода, имеющего диаметр 2 мм. От сечения электрода зависит сила применяемого тока. Она колеблется в диапазоне 21-90 Ампер.
Контактный метод
Контактное сваривание применяется только на специальном оборудовании. В домашних условиях подобный тип сваривания не практикуется. Метод эффективен, когда проводится сварка ферм из профильной трубы.
«Обратите внимание!
Суть метода заключается в давлении электродов на свариваемые изделия.»
При нем не используются присадки. При сваривании происходит небольшая деформация изделий от давления электродов и возрастание температуры в месте шва от пропускания тока на небольшой промежуток времени. В итоге получается соединение неразъемного типа с качественным соединением кромок. Указанный способ эффективен, когда проводится сварка профильных труб под прямым углом.
Общая технология процесса
Для всех методов сваривания существуют общие рекомендации:
- при необходимости сохранения просвета внутри трубного материала рекомендуется не допускать попадания внутрь него расплавленного металла;
- температура сваривания устанавливается, исходя из толщины стенок изделий и подбираемых электродов (слишком толстый электрод прожигает изделие, а слишком тонкий не обеспечивает шву качества, что особенно важно, когда проводится сварка прямоугольных труб);
- при сваривании изделий торцевым соединением на их концах возникает высокое напряжение;
- трубные материалы небольшой толщины варятся в один шов;
- сварка профильной трубы проводится неплавящимися электродами с применением аргона в качестве защитного газа;
- сварочный шов после остывания требует зачистки из-за высокой подверженности коррозии;
- любая сварка профильной трубы сопровождается возникновением шлака, который важно вовремя сбивать.
В заключение
Сварка профильной трубы подразумевает обязательную подготовку инструментов и изделий в виде их обезжиривания. Помимо этого требуется соблюдение технологии процесса, исходя из нюансов конкретно применяемого способа сваривания профильных изделий.
Известны способы, как соединить профильные трубы без сварки. Для монтажа конструкций небольших размеров применяются фитинги, устанавливаемые на торцевых частях изделий. Также используются краб-системы, состоящие из оцинкованного металла листового типа 1,5-миллиметровой толщины. Соединение изделий без сваривания возможно при помощи муфт и фланцев с прокладками, сделанными из резины.
Источник: https://svarkaipayka.ru/tehnologia/svarka-trub/svarka-profilnoy-trubyi.html
Виды сварочных работ для соединения профильных труб
От толщины стенок зависит как способ сварки, так и особенности подготовительного этапа работ:
- Для труб с толщиной стенок от 4 мм и выше, концы изделий обрабатывают фаскоснимателем – под углом от 25 до 50 градусов. Это позволит в будущем создавать несколько слоев сварки, что обеспечивает шву надежность и прочность.
- Тонкие трубы варятся одним швом. Чтобы он получился идеальным, рекомендуется жесткая фиксация изделия. Зажимы снимаются только после полного остывания шва.
- При большом диаметре и толщине, срезы сначала прихватывают по линии соприкосновения и только затем производят основное сваривание.
- Скорость работ должна соответствовать плавке металла без его растекания.
Обратите внимание! Во время работы важно следить, чтобы шлак и капли не попадали в отверстие. Жидкий металл может попасть во внутреннюю часть трубы, что уменьшит ее пропускную способность, здесь будет скапливаться налет, что неизбежно приведет к коррозии.
Для сваривания профильных труб применяют следующие виды сварочных работ:
- контактная сварка;
- электродуговая;
- газовая.
Электродуговая сварка
Особенность этого вида сварочных работ в том, что он дает возможность соединять трубы даже в труднодоступных местах. Выполняется с помощью сварочного аппарата и электродов.
При горении элемент начинает плавиться, расплавляя и обволакивая срезы стыков.

Последовательность работы:
- После соприкосновения с электрода с поверхностью, как только появилась дуга, инструмент быстро отводят на несколько миллиметров выше среза.
- Движения производят плавно вдоль линии соприкосновения, без пропусков, чтобы металл успевал оплавиться, но не стекал каплями.
- По технологии предусмотрено постоянное горение, перерывы позволительны только для смены электрода.
- В конечной точке дугу придерживают пару секунд, чтобы исключить возникновение трещин или расслоения.
Для бытовых, то есть обладающих небольшой мощностью, электросварочных аппаратов, достаточно иметь подключение к однофазной проводке.
Сварочный трансформатор способен преобразовывать переменный ток из домовой сети в постоянный, что и необходимо для сварки. Однако оборудование не в состоянии поддерживать постоянство или стабильность дуги, поэтому часто к нему приобретается выпрямитель.
Для начинающих наиболее удобно производить дуговую сварку с помощью инвертора, потому что в таком случае предусмотрено изменение импульсного режима, при котором исключается залипание электрода, это обеспечивает постоянную силу тока, что стабилизирует длину электрической дуги.

Дуговая сварка дает возможность соединять трубы разными способами: внахлест, встык, под углом, тавровым швом. При этом качество соединения целиком зависит от выбора электрода.
Выбор электродов
Для профильных труб используются электроды, имеющие характеристики, соответствующие металлам или сплавам, а также толщине изделий. От правильно подобранных параметров зависит прочность и качество шва.

Существует два основных вида электродов: плавящиеся и неплавящиеся, для которых дополнительно применяются с присадкой из проволоки оловянной или латунной с добавлением фосфатов.
Диаметр электрода всегда подбирается в соответствии толщиной стенок труб и их диаметром.
Электрод должен быть всегда меньше или равняться толщине профиля:
- диаметр расходника 1,5 мм подходит для изделий толщиной до 2 мм;
- 2 мм – для труб, толщиной от 2 до 3 мм;
- 4 мм — для толщины стенок от 4 до 6 мм.
Важно! При высоких значениях тока дуга появляется на близких расстояниях электрода от поверхности. Без навыка определения длины дуги и необходимой сноровки можно легко прожечь тонкий металл.
Газовая сварка
Используется в случаях, когда нет возможности подключения сварочного оборудования к электричеству. Способ небезосновательно считается затратным: необходимо приобретение баллонов с ацетиленом и кислородом. Также требуется опыт работы.

Газовая сварка подходит для соединения труб со средней или толстой стенками. Тонкие изделия не поддаются обработке – расплавляются, деформируя металл, шов не получается без пропусков.
Для проведения работ необходимо иметь:
- баллон с ацетиленом (бутаном или пропаном) и кислородом;
- редуктор,
- газовую горелку и к ней набор наконечников;
- присадки;
- флюсовый порошок;
- шланги необходимой длины для подачи газа к месту сварки.
Перед сваркой подготовленные срезы покрывают флюсом. Соединение происходит с помощью присадочной проволоки. Тонкостенные трубы рекомендуется по технологии соединять справа налево, с введением присадки вслед за пламенем горелки. Для более 5 мм – уже слева направо и присадочный материал прокладывается перед горелкой.
После окончания работы и остывания швов, их зачищают и покрывают антикоррозийным составом.
Контактная сварка
Метод контактной сварки требует применения специального оборудования. В процессе соединения труб происходит пропускание электротока путем давления электродов на металлическую поверхность, в результате этого металл деформируется и образуется очень прочный шов. Такую сварку проводят для соединения конструкций промышленных объектов.
Источник: https://InfoTruby.ru/soedinenie/svarka-profilnyh-trub
Какими электродами варить профильную трубу?
Так, как для изготовления профильных труб используют конструкционную сталь обычного образца, можно воспользоваться стандартными, самыми распространенными электродами. К примеру, марка ОМА-2 идеально подойдет для данной цели. В состав изделий данной марки входят концентрат титана и ферромарганец.
Видео — Применение различных электродов:
Также многие опытные сварщики рекомендуют использовать электроды с маркировкой на упаковке МТ-2. Они, как правило, задействуются вместе со сварочными выпрямителями. Основной критерий при выборе – устойчивая дуга и равномерный расход присадочных материалов.

Разновидности электродов
Источник: https://viascio.ru/materialy/printsipy-svarivaniya-profilnyh-trub
Подведем итог

Главное его преимущество заключается в том, что вы можете «варить» изделие под любым углом. Контактный метод должен осуществляться только специалистами.
Какой метод вы бы не выбрали, не забывайте о подготовке метала перед сваркой. Недостаточное внимание к этому этапу чревато значительным снижением качества шва.
Источник: https://prosvarku.info/tehnika-svarki/svarka-profilnoj-truby
Сварка профильной трубы: правила формирования надежного соединения
Основное правило применение дуговой сварки заключается в правильном соединении элементов и аккуратном их фиксировании точечным методом. Когда все изделия на месте и плотно прижаты друг к другу, необходимо просто приварить несколько точек по всему периметру, чтобы конструкция не распалась.
После этого можно приступать к обвариванию всех деталей. Линия сварного шва ведется плавно. Присадочный материал должен ложиться равномерно. При использовании обычных электродов новичкам можно вести дугу из стороны в сторону в небольшом диапазоне. Не все профессионалы применяют такой подход, но для начинающих специалистов метод вполне подойдет.
Самое главное во время данного процесса – формировать аккуратный валик из обрабатываемого материала. Сформируется ровная линия сварного шва.
Источник: https://viascio.ru/materialy/printsipy-svarivaniya-profilnyh-trub
Как сварить профильную трубу – свои секреты
Первым советом будет тщательная зачистка поверхностей и самое главное – идеально ровный срез обеих сторон, которые будут соединяться.
Специалисты с многолетним опытом всегда советуют новичкам придерживаться нескольких основных пунктов. Их эффективность неоднократно была применена на практике.
Итак, основные моменты соединения, известные только «бывалым»:
- Основная проблема неопытных сварщиков в том, что они забывают проверять правильность всей конструкции. Всегда контролируйте геометрию металла. Их часто начинает крутить во время сварки. Особенно это касается профильных труб.
- Качество шва и его надежность напрямую зависит от скорости, с которой производится сваривание элементов. Скорость должна быть такой, чтобы специалист успел скрепить изделия до остывания разогретой кромки.
- Для профильных труб не используют пропанобутановые, а также ацетиленовые горелки. Их температура слишком высока.
Источник: https://viascio.ru/materialy/printsipy-svarivaniya-profilnyh-trub
Выполняем дуговую сварку
Изначально следует занести изделия в специально подготовленное помещение. Все концы труб, которые будут соединяться обезжириваются. Фаскосниматель применяется только в том случае, если толщина профильной трубы составляет более 4 мм. После применения данного приспособления можно сделать шов в несколько слоев. Он будет достаточно прочным.
Если же толщина трубы меньше – одного шва сварки будет достаточно. Все детали необходимо закрепить в специально предназначенном для этого столе. Если его нет, тогда воспользоваться помощью еще одного или нескольких людей. Сварка профильной трубы при этом будет выполнена эффективно.
Определенная толщина материала, марка и толщина сечения электрода устанавливает напряжение, с которым нужно выполнять процесс сваривания.
Шлак следует время от времени сбивать, чтобы избежать преждевременного появления коррозии.
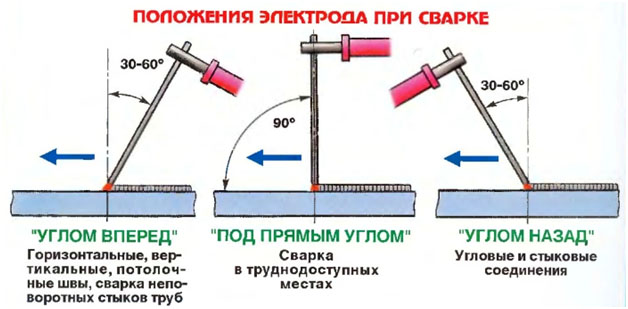
Варианты положений электрода
Источник: https://viascio.ru/materialy/printsipy-svarivaniya-profilnyh-trub
Количество использованных доноров: 8
Информация по каждому донору:
- https://svarkaipayka.ru/tehnologia/svarka-trub/svarka-profilnoy-trubyi.html: использовано 1 блоков из 3, кол-во символов 6377 (24%)
- https://tutsvarka.ru/vidy/svarka-profilnoj-truby: использовано 1 блоков из 6, кол-во символов 2828 (10%)
- http://tutmet.ru/svarka-profilnoj-truby-kakimi-jelektrodami-varit.html: использовано 2 блоков из 4, кол-во символов 3035 (11%)
- https://InfoTruby.ru/soedinenie/svarka-profilnyh-trub: использовано 1 блоков из 4, кол-во символов 5027 (19%)
- https://prosvarku.info/tehnika-svarki/svarka-profilnoj-truby: использовано 2 блоков из 6, кол-во символов 1530 (6%)
- https://trubyda.ru/svarka/profilnyh-trub: использовано 3 блоков из 6, кол-во символов 1860 (7%)
- http://TrubaMaster.ru/svarka/svarka-profilnoj-truby.html: использовано 1 блоков из 4, кол-во символов 1296 (5%)
- https://viascio.ru/materialy/printsipy-svarivaniya-profilnyh-trub: использовано 6 блоков из 10, кол-во символов 5044 (19%)