Среди доступных сварочных аппаратов для покупки и начального практического обучения, сварщикам самоучкам наиболее подходящими будут недорогие, надежные, легкие и надежные модели, обладающие главным и неоспоримым свойством – удобством в работе.
Такими почти идеальными свойствами обладают современные аппараты электродуговой сварки, созданные по новым технологиям, и вобравшими в себя практически все наиболее значимые инновации – сварочные инверторы.
Как и любая другая электросварка, сварочный инвертор применяется для простого и надежного соединения между собой металлических конструкций.
Очертить более точно область применения такой технологии довольно сложно, поскольку практически повсеместно применимы сварные соединения – в строительстве, машиностроении, сельском хозяйстве и быту, в общем, там, где необходимо легко и просто соединить между собой металл.
Источник: https://househill.ru/instrument/svarka-invertorom.html
Содержание
- 1 Что такое сварочный инвертор и как он работает
- 2 Необходимые материалы/инструменты/защита
- 3 Общее описание порядка сварки инвертором
- 4 Внешний осмотр сварочного инвертора
- 5 Способы сварки
- 6 Как правильно подобрать электрод
- 7 Техника безопасности
- 8 Пошаговая инструкция для новичков
- 9 Контроль дугового промежутка
- 10 Подбор диаметра электрода
- 11 Сварка инвертором в различных пространственных положениях
- 12 Отличия прямой и обратной полярности при сварке инвертором
- 13 Как резать металл электродом
- 14 Преимущества и недостатки
- 15 Частые ошибки новичков
- 16 Советы и возможные ошибки
- 17 Подведем итоги
- 18 Распространенные дефекты сварки инвертором у новичков
- 19 Полезные функции инвертора для новичков
- 20 Несколько советов от профессионалов
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.

Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
О выборе сварочных инверторов для дома и дачи читайте тут.
Источник: https://stroychik.ru/tools/svarka-invertorjm-dlya-nachinayushhix
Необходимые материалы/инструменты/защита
 Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
Непосредственно для работы, начинающему сварщику понадобятся в качестве инструментов:
- Сварочный инвертор с комплектом проводов (с клеммой «массы» и электрододержателем.
- Расходные материалы – сварочные электроды для ручной электродуговой сварки (для начала в качестве тренировки подойдут диаметром 3 мм).
- Щетка по металлу.
- Небольшой молоток (как правило, в комплекте инвертора идет такой молоточек, но лучше купить специальный молоток сварщика – с пружинной ручкой и заостренными концами с плоским и пикообразным).
- Зажимы для прижатия свариваемых деталей.
В качестве материалов для начального обучения подойдут:
- Металлические железные предметы – трубы, полосы металла, строительная арматура.
Внимание! Делая первые шаги, важно знать, что для сварки алюминия, чугуна, нержавеющей стали, нужны особые электроды и очень уверенные навыки проведения сварочных работ.
Ну и главное, для проведения работ нужны специальные защитные доспехи:
- Обязательно маска со специальным светофильтром, задерживающим яркий свет от сварочной дуги.
- Защитные перчатки – ведь дело придется иметь с расплавленным металлолом.
- Специальный костюм, желательно из огнестойкого брезента.
- Рабочие ботинки на толстой и прочной подошве с высокими берцами – простой и надежный способ сохранить стопы от ожогов.
Источник: https://househill.ru/instrument/svarka-invertorom.html
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Источник: https://instrumentiks.ru/sovety/svarka-invertorom
Внешний осмотр сварочного инвертора

Вес агрегата напрямую зависит от мощности. В торговой сети представлен большой выбор вариантов от 3 до 7 кг. Для переноса предусмотрена ручка или наплечный ремень. Если предполагается разъездной характер работы, то не помешает транспортировочный кейс. Для охлаждения силового блока предусмотрен вентилятор и специальные отверстия в корпусе. На панели предусмотрены регуляторы, индикаторы и переключатели:
- тумблер для подачи питания;
- ручки для регулирования напряжения и силы тока;
- индикаторы, информирующие о подключении к сети и перегреве силового блока;
- выходы «+» и «-».
Источник: https://vtmstol.ru/blog/svarka-invertorom-dlya-nachinayushhix
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
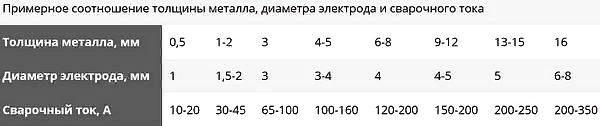
Это интересно: Как правильно выбрать сварочный ток и диаметр электрода?
Как правильно подобрать электрод
Подбор электрода по диаметру производится в соответствии с толщиной свариваемого металла. Кроме того, от этого параметра зависит величина тока сварки, которая ограничена конструктивными особенностями конкретного инвертора. При увеличении диаметра электрода или уменьшении значения сварочного тока падает его плотность, что делает дугу нестабильной и может привести к возникновению различных дефектов. Размерный ряд диаметров электродов для ручной сварки дискретный, поэтому обычно под конкретный электрод методом пробы подбирают величину тока из табличного диапазона (см. таблицу ниже).
Для того чтобы с помощью инвертора правильно сваривать различные виды металлов, необходимо разбираться в типах покрытия электродов. Каждое из них предназначено либо для работы с конкретными группами металлов и сплавов, либо для сварки с определенной пространственной ориентацией.
Назначение, диаметр, состав покрытия, ориентация и ряд других параметров входят в стандартную маркировку электродов.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Техника безопасности
Сварочный инвертор – электрический прибор, и поэтому запрещается производить работы при высокой влажности, под открытым небом во время дождя.
Работать необходимо только в защитной маске, в специальном огнестойком костюме и обуви, в сварочных перчатках-крагах. Рабочее место должно быть просторным, на рабочем месте не должно быть горючих и взрывоопасных материалов, жидкостей, баллонов.
Запрещается проводить сварочные работы с предметами, имеющими опасное содержимое – в канистрах, бензобаках, различными боеприпасами.
Источник: https://househill.ru/instrument/svarka-invertorom.html
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.


Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
-
Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
-
Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
-
Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.

Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Источник: https://vtmstol.ru/blog/svarka-invertorom-dlya-nachinayushhix
Контроль дугового промежутка

Схема сварочной дуги
Говорить о начальных навыках сварщика с уверенностью можно тогда когда выработается навык правильного формирования и удержания дугового промежутка – сварочной дуги.
По сути, это несложный процесс, главное в нем понимание того, что дуга будет постоянной и наиболее качественно расплавлять электрод при правильном, немного медленном движении держателем.
Во многом, это достигается методом проб и ошибок – закрепленный навык появится тогда, когда при движении электрода начнет формироваться однородный шов, соединяющий обе соединяемых детали.
Источник: https://househill.ru/instrument/svarka-invertorom.html
Подбор диаметра электрода
Сварка инвертором дается легко, если научиться выбирать диаметр электрода в согласии с установленной силой тока и толщиной сторон свариваемого изделия. Слишком тонкие элементы будут перегреваться на большом токе, что накалит ручку держателя и доставит дискомфорт сварщику. Завышенный диаметр не даст нужной степени проплавления и будет постоянно прилипать.
Осваивая сварку инвертором новичку можно выбирать диаметр электрода ориентируясь на толщину металла:
| Толщина металла, мм | Диаметр электрода, мм |
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Источник: https://instrumentiks.ru/sovety/svarka-invertorom
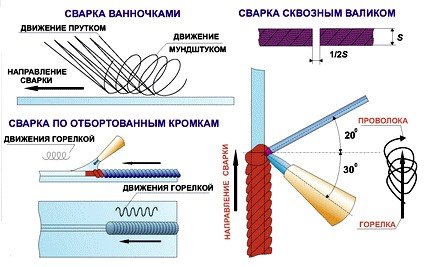
Сварка инвертором в различных пространственных положениях
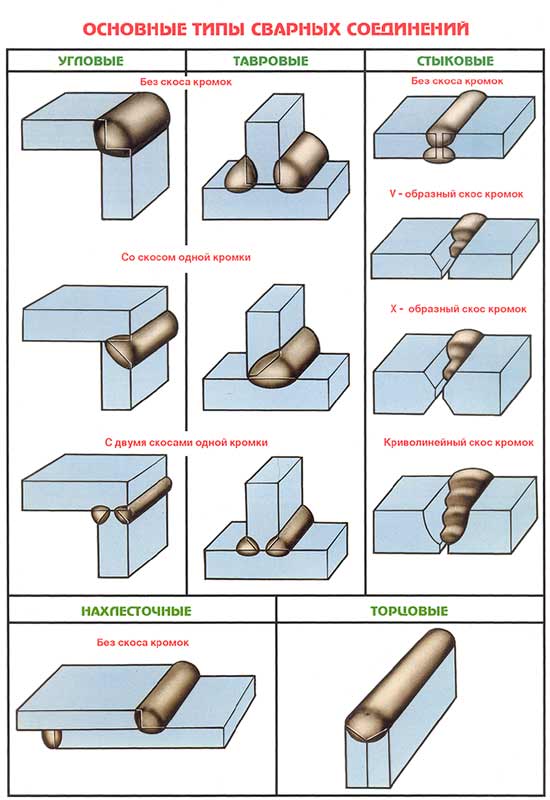
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения. Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз.
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Источник: https://instrumentiks.ru/sovety/svarka-invertorom
Отличия прямой и обратной полярности при сварке инвертором
В сварочной дуге электрический ток — это поток электронов, перемещающихся в плазме от отрицательного электрода (катода) к положительному (аноду). При этом примерно одна треть тепловой энергии аккумулируется на катоде, а две трети — на аноде. По этой причине при сварке инвертором полярность напрямую влияет на то, где будет большее выделение тепла: на свариваемой детали или на электроде. Стандартной считается прямая полярность, когда электрод подключен к минусовой клемме инвертора, а заготовка — к плюсовой (см. рис. ниже). При таком режиме сварки происходит глубокое проплавление свариваемого металла с образованием стабильной сварочной ванны и более медленное расходование электрода. Этим способом сваривают большинство мало- и среднеуглеродистых конструкционных сталей, а также изделия из чугуна.
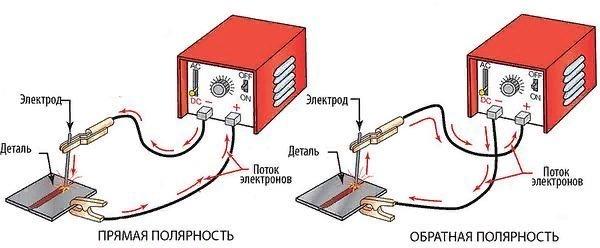
При сварке с обратной полярностью электрододержатель соединен с плюсовым контактом инвертора, а клемма массы — с минусовым. В этом случае отрыв электронов происходит от металла заготовки, а их поток направлен в сторону электрода. Вследствие этого на нем выделяется большая часть тепловой энергии, что позволяет вести сварку инвертором с ограниченным нагревом свариваемой детали. Этот режим применяют при сваривании деталей из тонкого металла, нержавеющих сталей и металлов с низкой устойчивостью к повышенным температурам. Кроме того, обратная полярность используется при необходимости увеличить скорость плавления электрода, а также когда инвертором сваривают детали в газовой среде или с использованием флюсов.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Как резать металл электродом
Электродуговые аппараты (в том числе и инверторы) применяют не только для сварки, но и для резки металла. Для этих целей предпочтительнее использовать специализированные электроды марки ОЗР-1, хотя в принципе подойдут и обычные, для сварки с обратной полярностью. Так же, как и при сварке, во время резки движение электрода выполняется углом вперед, при этом сварочный ток подбирается на 20÷50 % больше номинального. Поэтому, если инвертор планируется не только для сварки, но и для резки металла, необходимо приобретать аппарат, рассчитанный на большие сварочные токи. К примеру, при резке инвертором низкоуглеродистой конструкционной стали толщиной до 20 мм электродом Ø3 мм рабочий ток будет находиться в диапазоне от 150 до 200 А.
У всех современных инверторов в системе управления «зашиты» три неотключаемые функции, которые предназначены для оптимизации процесса сварки. В их число входит и форсаж дуги, разрушающий сплошной поток жидкого металла. А какое воздействие эти функции оказывают на процесс резки? Если кто-нибудь знает ответ на этот вопрос, поделитесь, пожалуйста, информацией в комментариях.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html
Преимущества и недостатки
 Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
Приступая к работе инверторным сварочным аппаратом, нелишне кроме инструкции по эксплуатации ознакомиться еще с более глубокими публикациями по вопросам электросварочного оборудования, во всяком случае, нужно четко осознавать все плюсы и минусы таких инструментов.
К «плюсам» сварочных инверторов однозначно относятся:
- Малый вес.
- Возможность работы при довольно низком напряжении в сети, электроника отлично держит дугу даже при 160-180 вольт в электросети.
- Плавная регулировка электротока, выдаваемого аппаратом.
- Возможность работать практически со всеми типами электродов.
- Легкий и эффективный розжиг дуги.
- Возможность настройки на работу с различными материалами, как по толщине сращиваемого металла, так с различными металлами – например, алюминием, чугуном.
- Практически полное отсутствие скачков напряжения при работе даже на перегруженных сетях.
К сожалению, имеются и минусы, но они в большинстве не связаны с непосредственной эксплуатацией инструмента:
- Высокая по сравнению с трансформаторными моделями цена.
- Требовательность к условиям работы – положительная температура, приемлемая влажность, незначительная запыленности.
- Дороговизна ремонта – используемые электронные компоненты чаще всего ремонтируются или в специализированных сервисных центрах, или дешевле купить новый инвертор.
Суть технологии сварочного инвертора состоит в том, что переменный ток электрической сети посредством работы электронных компонентов преобразуется сначала в постоянный ток, а потом еще одни раз в переменный, но уже с другими качественными показателями – высокой частотой (порядка 20 000–50000Гц) и большой силой тока – 100–200 Ампер, но при этом с небольшим напряжением порядка 60-90 В.
Источник: https://househill.ru/instrument/svarka-invertorom.html
Частые ошибки новичков
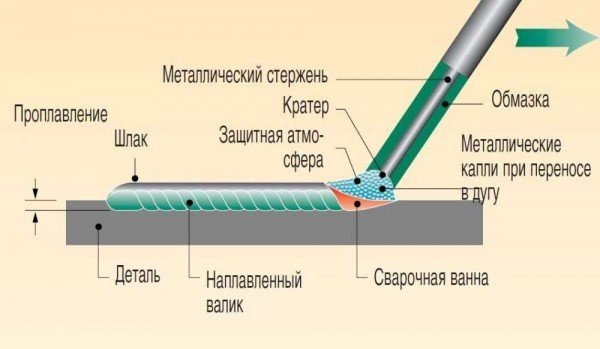
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Советы и возможные ошибки

Начиная использовать сварочный инвертор, нужно самое главное – запастись терпением, не одна пачка электродов уйдет перед тем, как получится действительно красивый шов.
Но вот стремиться к этому нужно с первого включения аппарата и здесь во многом помогут следующие моменты:
- На начальном этапе достаточно научится держать дугу, чтобы электрод равномерно прогревался.
- На первых занятиях рекомендуется сначала научиться формировать горизонтальный шов, а уже потом разнообразить задачи – сваривая вертикальные и потолочные элементы.
- Важно взять за привычку очищать от ржавчины и налета места соединения.
Источник: https://househill.ru/instrument/svarka-invertorom.html
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Источник: https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Источник: https://instrumentiks.ru/sovety/svarka-invertorom
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.
Источник: https://instrumentiks.ru/sovety/svarka-invertorom
Несколько советов от профессионалов
Любой начинающий сварщик делает много ошибок. Это нормально для процесса обучения. Но некоторых из них можно избежать, если следовать советам от опытных мастером:
- Во время процесса сварочный шов должен быть виден сварщику. В этом случае удастся избежать прожига металла и получить максимально качественное соединение.
- Первые шаги в освоении профессии следует делать на горизонтальных поверхностях. Расположив детали удобно на столе, новичок сможет быстрее освоить азы профессии. После можно приступать к круговым швам, и только потом можно начинать сваривать в вертикальном положении.
- Начинать следует с листами металла, положенными внахлест. Так легче получить первые навыки и при этом не приварить заготовки к рабочей поверхности стола.
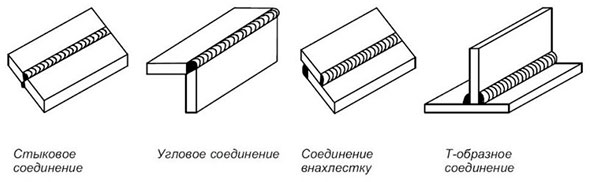
- Угловые соединения непросто выполнить качественно. Возможен слив расплавленного металла на одну из сторон. Чтобы упростить решение задачи, следует расположить заготовки «лодочкой», когда сварной шов находится в самой нижней точке по отношению к поверхностям заготовок.
- Сложнее всего наносить вертикальные швы. Важно всегда операцию выполнять снизу-вверх и никогда в обратном порядке.
- Полученные дефекты несложно отремонтировать. Для этого накладывают шов еще раз целиком или же исправляют бракованную часть шва.
- Проварить толстый металл будет проще, если с обеих сторон снять фаску. Еще один прием – расположить поверхность на небольшом расстоянии одна от другой (примерно, 0,5 мм).
Источник: https://vtmstol.ru/blog/svarka-invertorom-dlya-nachinayushhix
Количество использованных доноров: 6
Информация по каждому донору:
- https://stroychik.ru/tools/svarka-invertorjm-dlya-nachinayushhix: использовано 1 блоков из 4, кол-во символов 1399 (4%)
- https://tutsvarka.ru/vidy/svarka-invertorom-dlya-nachinayushhih: использовано 3 блоков из 10, кол-во символов 4684 (14%)
- https://instrumentiks.ru/sovety/svarka-invertorom: использовано 8 блоков из 12, кол-во символов 11817 (34%)
- https://vtmstol.ru/blog/svarka-invertorom-dlya-nachinayushhix: использовано 5 блоков из 12, кол-во символов 7391 (21%)
- https://WikiMetall.ru/metalloobrabotka/svarka-invertorom-dlya-nachinayushhih.html: использовано 3 блоков из 8, кол-во символов 3721 (11%)
- https://househill.ru/instrument/svarka-invertorom.html: использовано 6 блоков из 9, кол-во символов 5596 (16%)