Широко известен и применяется способ сварки полуавтоматом в защитной газовой атмосфере. Полуавтомат сварочный без газа также способен выполнять качественные швы. Для этого требуется специальная сварочная проволока, точная настройка режимов сварки и аккуратность в обращении со сварочным материалом. Способ используют как профессионалы, так и любители на дому.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/poluavtomat-bez-uglekislogo-gaza.html
Содержание
- 1 Возможна ли сварка без газа?
- 2 Что такое полуавтоматическая сварка в среде углекислого газа?
- 3 Режимы полуавтоматической сварки в среде защитных газов
- 4 Процесс сварки алюминия полуавтоматом
- 5 Технология
- 6 Применение сварки полуавтоматом без газа обычной проволокой
- 7 Подготовка к работе
- 8 Сварочный полуавтомат без газа
- 9 Характеристики аппарата
- 10 Работа с инвертором
- 11 Подготовка металлов для сварки в CO2
- 12 Расход углекислоты при сварке для сварочного полуавтомата
- 13 Техника безопасности
- 14 Заключение
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Источник: https://prosvarku.info/tehnika-svarki/svarka-poluavtomatom-bez-gaza-s-obychnoj-provolokoj
Что такое полуавтоматическая сварка в среде углекислого газа?
Сварка полуавтоматом без газа и с газом используется в таких промышленных отраслях:
- судостроение и судоремонтные работы;
- кузовные работы;
- строительство трубопроводов;
- монтажные работы;
- производство котлов и габаритной аппаратуры;
- сваривание поверхностей при стальном литье.
Принцип действия полуавтоматической сварки заключается в следующем: в зону сварки из баллона подводится углекислый газ, который распадается на угарный газ и кислород под действием высокой температуры от электрической дуги.
Угарный газ идеально подходит для защиты поверхности от окисления, однако, смесь углекислого газа и кислорода способствуют выгоранию легированных добавок и углерода из соединяемых изделий. Такой процесс приводит к падению качества шва и образованию в нем большого количества пор.
Для нейтрализации недостатков сварки в углекислой среде используют специальный присадочный материал. Проволока, используемая при варке в защитном газе, представляет собой сплав на основе кремния и марганца.
Наиболее популярными марками присадочной проволоки являются: Св-08ГС, Св-08Г2С. Присадки значительно активнее железа и окисляются первыми, тем самым перетягивая на себя кислород и не давая ему разрушить сварной шов при выполнении механизированной сварки.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Режимы полуавтоматической сварки в среде защитных газов
Углекислотная сварка позволяет соединять множество видов металлов и сплавов.
Выбор режима работы аппаратуры зависит от толщины свариваемого металла, например, сварка труб должна производится при таких настройках:
- диаметр проволоки – 1.2 миллиметра;
- сварочный ток – 130-170 ампер;
- напряжение дуги – 21-21.5 вольт;
- скорость подачи присадочного материала – 150-250 метров в час;
- расход газа – 6-7 литров в минуту;
- вылет электрода 10-13 сантиметров.
По данным выше можно сделать вывод, что баллон на 10 литров при испарении, образующий порядка 5 кубических дециметров газа, сможет обеспечить около 6 часов беспрерывной работы сварочного аппарата. Наиболее оптимальные параметры рабочего давления углекислоты следует подбирать в зависимости от свариваемых материалов.
Сварочные работы в труднодоступных местах могут осуществляться при помощи присадочной проволоки с флюсом. Такой подход позволяет обойтись без тяжелого баллона с сжиженной углекислотой.

Чертеж полуавтоматической сварки с защитным газом.
С каждым сварочным аппаратом поставляется документация, в которой четко описаны оптимальные режимы работы техники. Кроме этого, в сопроводительных бумагах обычно имеются данные о настройке устройства в зависимости от толщины свариваемых изделий.
При проведении работ следует помнить следующие правила:
- при увеличении сварочного тока увеличивается глубина сварного шва;
- напряжение дуги напрямую зависит от длины;
- скорость подачи присадочного элемента следует откалибровать так, чтобы обеспечивалось стабильное горение сварочного разряда;
- вылет электрода напрямую влияет на качество шва, а, следовательно, следует эмпирически вычислить оптимальные параметры.
Большинство современных полуавтоматических сварочных устройств собраны на базе инверторного источника питания. Такая конструкция позволяет подключать аппаратуру в сеть переменного тока.
При подключении инверторной сварки не требуется использование специальной аппаратуры, поскольку в самом источнике питания установлены все требуемые выпрямитель и высокочастотный трансформатор.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
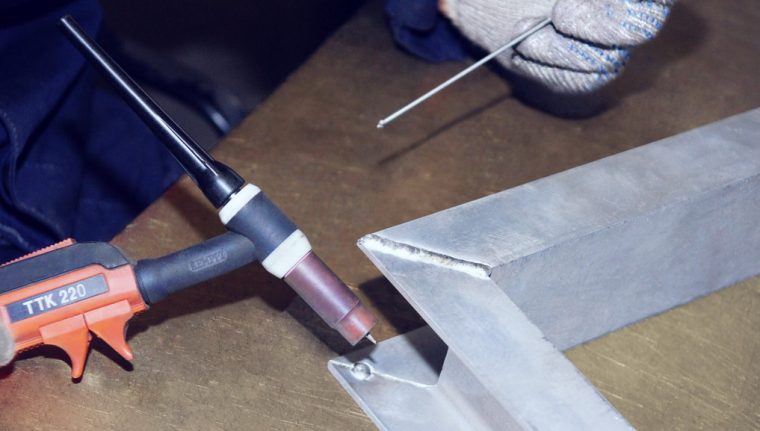
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Источник: https://electrod.biz/oborudovanie/poluavtomat/kak-varit-bez-gaza.html
Технология

Итак, эффекта от присадочного материала без использования газа вы не добьётесь, в этом случае нужен провод с «начинкой» из флюса. Техника такой пайки несложная, похожая на обычную сварку электродугой вручную.
Но между ними есть и различия. Какие правила технологии надо знать, чтобы не усугубить ситуацию?
Аппарат должен питаться постоянным током с обратной полярностью. Также подходит и переключения между видами тока (переменный/постоянный). Производители создают порошковую проволоку, которая подходит именно для работы с постоянным током.
Но есть и такие, которые делают проволоку для переменного, и вы можете её купить, если это нужно. Но марок подобного материала мало, поэтому найти его сложно, а разбрызгивание металла в этом случае увеличится.
В сертификате проволоки производитель должен обозначить её вылет из мундштука. Он зависит от диаметра и в среднем равен пятнадцати-двадцати миллиметрам.
Во время работы меняться вылет не должен, чтобы соединение шло стабильно. Рекомендации по настройкам аппарата, силе тока и напряжению тоже должны быть в паспорте.
Канал для горелки, который направляет ход материала, должен быть шире радиуса самой проволоки на 1-2 миллиметра. Например, у вас есть порошковый прут с сечением в 3 мм, значит ширина канала будет 4-5 мм.
Наконечник канала выбирайте медный, длиной в 40-45 миллиметров.
Перематывать порошковый присадочный материал не нужно, бухта, внутри которой он продается, подходит для использования прямо из неё. Но перед работой бухты нужно прокаливать в печи.
Оставьте бухту на три часа в электропечи и раскалите до 200-250 градусов Цельсия. Проволоки с органическими «вкраплениями» можно применять без прокаливания. Параметры последнего тоже указываются в паспорте материала или сертификате продавца.
Чтобы сформировать ровные швы при помощи горелки, делайте ею колеблющиеся движения.
Источник: https://prosvarku.info/tehnika-svarki/svarka-poluavtomatom-bez-gaza-s-obychnoj-provolokoj
Применение сварки полуавтоматом без газа обычной проволокой
Возможен такой вариант соединения деталей, как сварка порошковой проволокой без газа. автомата. Стержень такой проволоки для автомата заполнен флюсовым порошком, который при нагревании до высокой температуры формирует небольшую газовую среду, какой вполне достаточно для расплавления металлического изделия.
Необходимо обратить внимание, что в период сваривания швов, расположенных вертикально, теплообмен осуществляется снизу вверх. Поэтому сварочную головку необходимо водить от верхней части образца к его нижней части, так можно удерживать в сварочной ванне некоторое тепло. Рекомендуется также головку пистолета немного держать под небольшим наклоном к верхней части образца, и движения выполнять в быстром режиме.
Сварка полуавтоматом флюсовой проволокой без газа имеет свои преимущества:
- мобильность оборудования. Нет необходимости за собой носить дополнительные инструменты: газовый баллон, редуктор, резиновые рукава;
- существует возможность применения проволоки любого химического состава.
Но, как и у любого другого инструмента, присутствуют и свои недостатки:
- качественная сварочная проволока стоит не дешево, если, конечно же, не брать во внимание китайского производителя;
- при подборе сварочного агрегата и самой проволоки необходимо повышенное внимание.
Важно не забывать
Сварка полуавтоматом без газа обычной проволокой, как и для газового сварочного оборудования, требует правильного обустройства рабочего участка, в целом организации сварочного процесса, а также соблюдения техники безопасности непосредственно при осуществлении работ. У сварщика обязательно должны быть в наличии индивидуальные средства защиты.
Источник: https://electrod.biz/oborudovanie/poluavtomat/kak-varit-bez-gaza.html
Подготовка к работе
Панель управления сварочным полуавтоматом без газа содержит несколько элементов управления, среди которых:
- переключатель сварочного тока полуавтомата;
- регулировка скорости подачи присадочной проволоки;
- таймер включения и отключения для точечной пайки;
- крепление для сварочного пистолета.
Все сварочные аппараты, позволяющие проводить соединение металлов в углекислоте, в процессе подготовки к работе должны пройти череду этапов:
- Проверка заземления аппаратуры.
Согласно пожарной безопасности и стандарту ГОСТ все сварочное оборудование должны быть присоединено к заземляющему проводнику. - Проверка сети.
Полуавтоматы очень уязвимы к различным отклонениям напряжения в электрической сети. - Выбор режима работы.
Настройка аппаратуры производится под конкретный вид сварочных работ. - Диагностика работоспособности горелки и системы подачи присадочной проволоки.
- Проверка качества проволоки.
Присадочный материал не должен иметь отслоений, повреждений и вмятин.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.
Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.
Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Источник: http://postroyka-dom.com/svarka-poluavtomatom/
Характеристики аппарата
 Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/poluavtomat-bez-uglekislogo-gaza.html
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
 При сварке без газа применяется прямая полярность
При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/poluavtomat-bez-uglekislogo-gaza.html
Подготовка металлов для сварки в CO2
Сварка полуавтоматом с углекислотой позволяет варить металлы любой толщины.
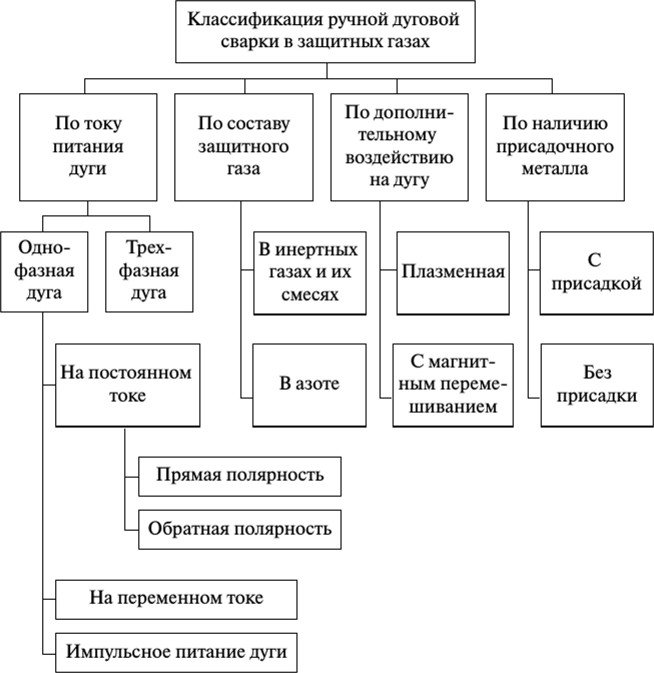
Классификация ручной дуговой сварки в защитном газе.
Тонкости подготовки изделий к варке зависят от толщины металла:
- Тонкие металлические листы до 1 миллиметра сваривают с использованием отбортовки кромок.
Допускается отсутствие подобной обработки, но в таком случае зазор между свариваемыми поверхностями не должен быть более 0.5 миллиметров. - Листы толщиной от 1 до 8 миллиметров можно сваривать без разделки кромок.
Максимально допустимый зазор составляет 1 миллиметр. - Более толстый металл, толщиной до 12 миллиметров требует дополнительной обработки в виде проведения V-образной разделки.
- Изделия, толщиной свыше 12 миллиметров, рекомендуется сваривать, предварительно выполнив X-образную разделку.
Перед непосредственным выполнением работ, изделия должны подвергнуться таким процедурам:
- Полная очистка свариваемых кромок.
Снятие загрязнения и окалин можно осуществить при помощи дробеструйной или пескоструйной установки. Если таковых не имеется, можно очистить поверхности при помощи простой наждачной бумаги. - Прихватывание поверхностей.
Предварительное приваривание в нескольких местах производится электродами Э42 или Э42А.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Расход углекислоты при сварке для сварочного полуавтомата
Сварка полуавтоматом в среде углекислого газа требует постоянного присутствия углекислоты в специальном баллоне.
В большинстве случаев, количество используемого при варке газа зависит от таких параметров:
- качество присадочного материала;
- погодные условия;
- вид свариваемых металлов.
Кроме этого, в формулах расчета фигурирует толщина проволоки и рабочий ток. Стандартный сорокалитровый баллон содержит порядка 25 килограмм углекислоты. При подключении емкости к полуавтомату, благодаря химической реакции сварщик может получить до 510 литров рабочей газовой смеси из одного килограмма углекислоты.
Расход защитного газа СО2 при полуавтоматической сварке при идеальных условиях составляет примерно 8-9 литров газа в минуту, что позволяет обеспечить до 24 часов беспрерывной работы.
Режимы сварки в среде защитных газов для цветных металлов предполагают значительно больший расход смеси:
- Соединение алюминиевых изделий потребляет до 15-20 литров газовой смеси.
- Процесс образования шва между медными деталями забирает около 12 литров в минуту.
- На соединение изделий из магния потребуется до 14 литров смеси в минуту.
- Расход на варку никеля составляет 10-12 литров.
Важно отметить, что во время подготовки оборудования допускается расход защитного газа вплоть до 10% от общего объема, запасенного на проведение всех работ.

Порошковая самозащитная проволока.
Теоретический расчет расхода сварочной проволоки при работе полуавтоматической аппаратуры должен учитывать следующие параметры:
- тип свариваемого металла;
- диаметр проволоки;
- наличие или отсутствие защитного газа;
- характеристики сварочной аппаратуры;
- место выполнения работы, например, для потолочной сварки расход материала выше, а для полувертикальной – ниже.
Как правило, расход присадочного компонента не превышает 1.5% от все массы конструкции. Перед тем, как варить сваркой, необходимо тщательно просчитать количество требуемых для работы материалов, дабы не прерывать сварочный процесс.
Расход проволоки для сварки без газа зависит от:
- качества используемых компонентов;
- толщины проволоки;
- вида металлического изделия.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Техника безопасности
Сварочные работы – это достаточно опасный процесс, зависящий от внимательности, профессионализма и оснащения мастера.
Лучший вариант защиты для проведения сварки с проволокой включает:
- Глазную защиту.
Для полной защиты зрения оператора сварочной установки следует экипировать специальными защитными очками и маской. - Фильтрацию воздуха.
При выполнении сварочных работ с использованием флюсовой проволоки необходимо обеспечить специалиста соответствующей защитой. От вредных испарений химических элементов могут помочь респираторы или фильтрующие маски. - Защиту от капель расплавленного металла.
Не стоит пренебрегать рабочей спецодеждой, поскольку капля раскаленного металла может серьезно травмировать мастера.

Таблица расхода защитного газа и скорость подачи проволоки.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
- Выполнение сварочных работ исключительно с деревянного помоста.
Использование металлических настилов строго запрещено. - Свет, используемый для освещения места варки, должен питаться от сети 12 с напряжением 12 вольт.
- Страховка мастера должна быть выполнена с использованием веревок, закрепленных на поясе.
Для обеспечения подвижности мастера длина страховочных тросов должна быть не менее двух метров. - Рабочее место сварщика должно быть укомплектовано вытяжными системами, позволяющими эффективно очищать воздух и убирать вредные примеси.
Некоторые флюсы, используемые при сварке без газа, при попадании в дыхательные пути могут вызвать серьезные отравления. - Перемещение сварочных заготовок должно производится строго в рабочих перчатках.
- Проведение работ на открытой местности во время выпадения осадков строго запрещено.
Технология полуавтоматической сварки среде углекислого газа позволяет обеспечивать качественное соединение материалов. Однако, при недостаточно хорошей проветриваемости рабочего места, углекислый газ может вызвать удушье мастера и вызвать серьезные проблемы со здоровьем.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Заключение
Сварка без газа – это отличный вариант для небольших мастерских. Подобная технология позволяет не переживать об остатке углекислоты в баллоне.
Однако, к специальным флюсосодержащим проволокам, благодаря которым доступна сварка без газа, имеются определенные требования: высокое качество, совпадение заявленного состава и целостность полости с флюсом.
По сравнению со сваркой в атмосфере углекислого газа, безгазовый вариант позволяет выполнять работу даже в самых труднодоступных местах из-за отсутствия необходимости в переноске тяжелой емкости.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Количество использованных доноров: 6
Информация по каждому донору:
- https://prosvarku.info/tehnika-svarki/svarka-poluavtomatom-bez-gaza-s-obychnoj-provolokoj: использовано 3 блоков из 5, кол-во символов 3885 (13%)
- https://electrod.biz/oborudovanie/poluavtomat/kak-varit-bez-gaza.html: использовано 2 блоков из 4, кол-во символов 2700 (9%)
- http://postroyka-dom.com/svarka-poluavtomatom/: использовано 3 блоков из 7, кол-во символов 5596 (19%)
- https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza: использовано 7 блоков из 11, кол-во символов 10513 (36%)
- https://svarka.guru/oborudovanie/vidy-apparatov/poluavtomat-bez-uglekislogo-gaza.html: использовано 3 блоков из 9, кол-во символов 2384 (8%)
- https://WikiMetall.ru/metalloobrabotka/svarka-poluavtomatom-bez-gaza-obyichnoy-provolokoy.html: использовано 2 блоков из 5, кол-во символов 4182 (14%)