 При сварке металлов, их совместимость с составом наплавляемых стержней определяют по маркировке электродов, которая в обязательном порядке наносится на упаковку. Чем точнее подобраны по элементам материалы, тем прочнее окажется соединение. Важно уметь правильно прочитать зашифрованную в буквенно-цифровых обозначениях информацию, в которой заложены сведения о назначении и химическом составе электродов и их покрытия.
При сварке металлов, их совместимость с составом наплавляемых стержней определяют по маркировке электродов, которая в обязательном порядке наносится на упаковку. Чем точнее подобраны по элементам материалы, тем прочнее окажется соединение. Важно уметь правильно прочитать зашифрованную в буквенно-цифровых обозначениях информацию, в которой заложены сведения о назначении и химическом составе электродов и их покрытия.
Источник: https://pochini.guru/sovety-mastera/oboznacheniya-elektrodov
Содержание
- 1 Как обозначается вид в маркировке
- 2 Какие параметры зашифрованы в маркировке?
- 3 По марке
- 4 Из чего состоит плавящийся электрод?
- 5 Определение свойств изделия по шифру
- 6 Виды стержней для ручной сварки
- 7 Состав
- 8 Какие бывают электроды
- 9 Пример расшифровки
- 10 Как правильно подобрать силу тока
- 11 Не стандартные маркировки
Как обозначается вид в маркировке
Первые несколько номерных и буквенных знаков, что расположены на этикетке к электроду несут информацию про вид стержня. В примере, что вы можете видеть выше стоит шифровка Э-50-А.
Стоит знать, что электрод с таким стержни будет хорош для низколегированной или легированной крепкой стали. Шифровка электродов, чтобы сваривать, имеет в себе такие обозначения.
- Знак э. Таким знаком на электроде обозначают дуговой вид сварки. Номерной знак, в нашем примере это цифра 50. Такой рубеж выдержки, а если написано к примеру » 50 кГс на квадратный миллиметр».
- Буквенный знак A. Он несёт информацию про то, что соединение гибкое и у него высокая ударная вязкость. Думаю все эти обозначения очень лёгкие и их вам удастся просто не забыть и держать в голове. Вы просто можете записать это в тетрадь и прочитать несколько раз, и все легко запомнится, каждый буквенный и номерной знак.
Далее переведём нашу статьи на уже другие виды электродов. Надеемся вам удастся бес проблемно запомнить и следующие знаки, если вы не обладаете сильной памятью, то просто запишите в блокнот. Эти шпаргалки помогут вам на следующих этапах.
Приступим, для того чтобы сварить сталь с низколегированными и углеродистыми характеристиками вам станут необходимы электроды со стержнями Э-38, Э-150, Э- 42,Э-100, Э-46, Э- 85,Э-50, Э-70, Э-42А, Э-60, Э-46А, Э-55, Э-50.
Помните о том, что буквенный знак Э имеет в себе информацию про предел прочности, если сталь очень прочная, тогда значение этой буквы должно быть большое.
Когда вам предстоит работа со сталью, что стойкая к температурам, то следует использовать такие электроды. Э-10-Х-5МФ, Э09-М, Э10-ХЗ-М1 — БФ, Э09МХ, Э09-Х1МФ,Э05Х2М.
А если предстоит работа с металлами низколегированными, что имеют некоторые особенности про работе с ними, вам предлагают очень много разновидностей электродов, конечно есть и те, что приобрели наибольшую популярность, такие как: Э12Х13, Э12Х11НВМФ, Э06Х13Н, Э12Х11НМФ.
В том случае если нужно сделать ещё один шар по верху, нужно быть внимательным, ведь такое соединения имеет некоторые нюансы, так что рекомендовано применять электроды Э30Г2ХМ, Э10Г2, Э16Г2ХМ, Э12Г4, Э12Г4, Э15Г5, и это лишь самые популярные электроды, а кроме них существует ещё более сорока видов.
Мы смогли разобраться в видах, Но это лишь малая часть того, что нам нужно знать, существует ещё масса признаков для разделения и классификации электродов по большому количеству особенностей.
Источник: https://prosvarku.info/elektrody/markirovka-ehlektrodov
Это интересно: Сварочные вольфрамовые электроды — всё, что вы хотели знать
Какие параметры зашифрованы в маркировке?
В наборе цифр и букв, которые можно увидеть на упаковке с прутками, зашифрована вся информация об их параметрах и назначении. Вот какие характеристики указаны в маркировке:
- тип — обозначение величины временного сопротивления (Э46, Э50, Э60 и т. д.)
- марка — краткое название завода-изготовителя;
- диаметр — обозначение диаметра стержня;
- назначение — вид работ, для которых могут использоваться электроды;
- толщина покрытия — обозначение обмазки (бывает 4 видов);
- индекс — параметры металла (здесь показано несколько параметров — ударная вязкость, толщина и др.);
- покрытие — обозначение типа покрытия, нанесенного на сердечник электрода (рутиловое, кислое, целлюлозное, основное);
- положение — в каких положениях можно работать электродами;
- сварочный ток — значения тока, необходимые для работы;
Помимо вышеуказанных параметров, в маркировку могут быть включены и другие характеристики. К примеру на упаковке может быть отмечено, что товар является хрупким или его следует беречь от сырости.
Чтобы было проще разобраться, давайте на примере рассмотрим параметры и их обозначение.
Источник: http://instrument-blog.ru/svarka/markirovka-elektrodov-polnaya-informatsiya.html
По марке
Следующий набор букв и цифр — это марка электрода (не путайте с понятием маркировка). Марка может быть установлена ГОСТом или запатентована производителем (как в случае с электродами ESAB и их маркой «ОК»). При этом стержню могут соответствовать сразу несколько марок. Это обширная тема, поэтому мы посвятили ей отдельную статью.
Источник: http://home.nov.ru/vsyo-o-markirovke-elektrodov/
Марка электрода
Каждому типу электрода может соответствовать одна или несколько марок.
Источник: http://tool-land.ru/markirovka-elektrodov.php
Из чего состоит плавящийся электрод?
Как уже упоминалось, сварочные детали делятся на плавящиеся и неплавящиеся. В первом случае, в пачке таких деталей есть внутренний стержень и внешний слой. По требованию Госстандартов, при производстве данного типа сварочных деталей, необходимо использовать материалы с углеродом и разным количество примесей.

Вольфрамовые электроды для сварки.
Кроме этого можно применять медь, различные цветные сплавы, алюминий. Несколько свариваемых частей должны быть изготовлены из одинакового материала. В редких случаях можно приваривать чугунные изделия со сталью и медь с железом.
Всё это влияет на маркировки электродов для сварки. Расшифровка электрода помогает специалисту подобрать правильную деталь под оборудование, чтобы работа в результате получилась качественной и достаточно надежной.
Стрежень вместе с внешним слоем производится, учитывая свариваемый металл, поскольку его состав в процессе изменяется. Марка электродов позволяет разобраться, какую деталь необходимо подобрать под один или иной случай.
Рассматриваемые детали могут способствовать удержанию дуги, помогать расплавить минеральный компонент поверхности, изготавливать защитный газ, возникающий вследствие горения натуральных компонентов поверхности, а также окисляет либо легирует металл.
Источник: https://tutsvarka.ru/oborudovanie/elektrody
Диаметр электрода
Диаметр электрода (мм) соответствует диаметру металлического стержня.
Источник: http://tool-land.ru/markirovka-elektrodov.php
Определение свойств изделия по шифру
Для лучшего запоминания следует наглядно провести расшифровку электродов по обозначению. Для примера можно взять изделие с таким кодом:
Э46-ЛЭЗМР-3С-Ø-УД
Е 43 1 (3)-РЦ13
Раскладка установления свойств по маркировке:
-
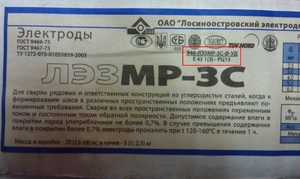 тип электрода Э — известный символ, 46 — разрывная нагрузка сваренного шва, кг/мм2;
тип электрода Э — известный символ, 46 — разрывная нагрузка сваренного шва, кг/мм2; - марка: ЛЭЗ — Лосиноостровский электродный завод, МР-3С — собственно и есть марка изделия, установленная изготовителем;
- диаметр указывается цифрой или значком Ø, что говорит о наличии таблички с размерами или о надписи в печати;
- назначение электрода и мощность его покрытия: У — сваривать углеродистую и низколегированную стали; Д — обмазка толстая;
- индекс Е 43 1 (3) указывает характеристики обрабатываемых металлов, значение определяют по ГОСТу 9467−75;
- вид покрытия — Р (рутиловое), Ц — целлюлозное;
- положение электрода при сварке — 1, значит, любое; 3 — рекомендуемый сварочный ток, его можно узнать из таблицы.
Сегодня имеется большой выбор изделий для соединения любых металлов посредством электрической дуги. Пользуясь маркировкой, всегда можно подобрать именно тот электрод, который нужен.
Источник: https://pochini.guru/sovety-mastera/oboznacheniya-elektrodov
Это интересно: Как выбрать электроды для сварки труб, виды и особенности
Виды стержней для ручной сварки
 Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди — в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Электроды для производства работ методом дуговой сварки подразделяют на плавящиеся и несгораемые. Первые изготавливают из стали, чугуна, меди — в зависимости от соединяемых металлов, и используют в качестве катода или анода, присадочного материала. Плавящийся электрод состоит из внутреннего стержня, структура которого обусловлена свойствами свариваемых металлов, и внешней оболочки. Покрытие электрода (есть виды и без него) многофункционально: удержание дуги, добавка в сплав необходимых химических элементов для раскисления и легирования металла, образование газового облака, защищающего шов от окисления.
Несгораемые электроды изготавливают из тугоплавких веществ — это уголь, графит или вольфрам. С их помощью разжигают и удерживают дугу, а наполнение шва металлом осуществляют ручной подачей в зону нагрева плавкого материала.
Множество вариантов исполнения покрытых электродов в различных сочетаниях веществ, взаимодействующих при сварке, обусловило появление нескольких классификаций, помогающих ориентироваться при выборе нужных композиций. По назначению различают:
- сплавы углеродистые и с небольшим количеством примесей;
- наплавочные электроды с особыми свойствами;
- стали повышенной прочности;
- материал с расширенным набором лигатур.
Другие параметры обозначают деление: по толщине слоя покрытия (тонкие, средние и толстые), роду тока (постоянный и переменный), составу обмазки (кислотный, основной, рутиловый) и пространственному расположению электрода. Сечение стержня и качество шва также имеют свою шифровку.
Источник: https://pochini.guru/sovety-mastera/oboznacheniya-elektrodov
Состав
По строению электрод представляет собой стержень, обмазанный специальным составом. Стержень изготавливается из специальной сварочной проволоки, которая плавится в процессе работы и образует сварочный шов. Процесс происходит под действием электрического тока. Плавление обмазки идет с выделением газа, который закрывает зону сварки от проникновения кислорода. Обмазка, когда расплавляется, образует тонкую пленку, которая защищает сварочный шов от появления окислов.

Рисунок 8 — Состав электрода
Чаще всего применяется проволока СВ-08А по ГОСТ 2246-70. Она отличается небольшим содержанием углерода и встречается в марках: МР, УОНИ, АНО, ОЗС. По соотношению веса элементов электрод на 80% состоит из стержня и на 20% из обмазки.
Источник: https://instanko.ru/osnastka/markirovka-elektrodov.html
Какие бывают электроды
Электроды, применимые для работ с ручной дуговой сваркой разделяются на плавящиеся и неплавящиеся. Стержни, плавящиеся при сварке, изготавливают из чугуна, стали, меди или другого металла, в зависимости от материала. Они играют роль анода или катода, а также выполняют функцию присадочного материала. Бывают покрытые или непокрытые.
Покрытие в плавящихся стержнях выполняет много функций от удержания дуги, до формирования газового облака, препятствующего окислению шва. Неплавящиеся электроды для сварки, изготавливают из различных тугоплавких материалов – графит, вольфрам или уголь. Служат они для розжига и удержания дуги, а заполнение шва присадками выполняется с помощью ручной подачи плавкого материала.

Источник: https://instanko.ru/osnastka/markirovka-elektrodov.html
Группа индексов, указывающих характеристики металла шва или наплавляемого металла
Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2).
Характеристики металла шва электродов для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа
В условном обозначении электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) первый индекс двузначного числа соответствует среднему содержанию углерода в шве в сотых долях процента; последующие индексы из букв и цифр показывают содержание элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (3,5 кгс·м/см2). Например, Е-12Х2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20°С имеет ударную вязкость 34 Дж/см2 (3,5 кгс·м/см2).
Характеристика металла шва электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа
В условном обозначении электродов для сварки теплоустойчивых сталей содержатся два индекса: первый указывает минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (3,5 кгс·м/см2); второй индекс — максимальную температуру, при которой регламентированы показатели длительной прочности металла шва.
Характеристики металла шва электродов для сварки теплоустойчивых сталей
Электроды для сварки высоколегированных сталей кодируются группой индексов, состоящей из трёх или четырёх цифр:
- первый индекс характеризует стойкость металла шва к межкристаллитной коррозии;
- второй указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва (жаропрочность);
- третий индекс указывает максимальную рабочую температуру сварных соединений, до которой допускается применение электродов при сварке жаростойких сталей;
- четвертый индекс указывает содержание ферритной фазы в металле шва.
Характеристики металла шва электродов для сварки высоколегированных сталей
Условное обозначение электродов для наплавки поверхностных слоев состоит из двух частей. Первый индекс указывает среднюю твёрдость наплавленного металла и выражается дробью: в числителе — твёрдость по Виккерсу, в знаменателе — по Роквеллу.
Характеристики наплавленного металла электродов для наплавки поверхностных слоев
Второй индекс указывает, что твёрдость наплавленного металла обеспечивается: без термической обработки после наплавки — 1, после термической обработки — 2.
Например: Е-300/32-1 — твердость наплавленного слоя без термообработки.
Источник: http://tool-land.ru/markirovka-elektrodov.php
Пример расшифровки
Итак, возьмем данную маркировку:
Для удобства, сразу разобьем этот код на составляющие:
- оранжевый цвет — это тип электрода;
- желтым выделена марка;
- зеленым — диаметр;
- красным — толщина обмазки и назначение стержня;
- черным и серым — индекс;
- синим — покрытие;
- розовым — положения и ток.
При расшифровке маркировок, сразу мысленно разделяйте весь набор цифр на несколько блоков. Так вам будет гораздо легче ориентироваться.
Итак, что указано в данной маркировке?
- Э46 — “Э” — электрод, “46” — прочность (кг/кв. мм.);
- ЛЭЗМР-3С — производитель (ЛЭЗ — Лосиноостровский электродный завод) и марка “МР-3С”;
- Ø — диаметр. Здесь значок указан без цифры, значит параметр указан на упаковке отдельно.
- УД — “У” — для работы с углеродистой сталью, “Д” — толстое покрытие.
Толщина покрытия отмечается буквами М (тонкое), С (среднее), Д (толстое), Г (особо толстое).
- Е43 1(3) — “Е” — начало индекса, цифры далее — обозначение параметров ГОСТ — сопротивление (430 Н/кв. мм.), удлинение (20%), минимальная температура работы (-20°С).
Буква “Е” в начале индекса также означает, что электрод плавящийся.
- РЦ — “Р” — рутиловое покрытие, “Ц” — целлюлозное. В данном случае покрытие комбинированное — рутилово-целлюлозное.
В этой таблице представлены обозначения других покрытий:
- 13 — “1” — возможность сварки в любом положении, “3” — обозначение тока. В данном случае рекомендуется использовать напряжение в 50В.
Здесь можно посмотреть обозначение положений:
В этой таблице можно посмотреть расшифровку обозначений тока:
Источник: http://instrument-blog.ru/svarka/markirovka-elektrodov-polnaya-informatsiya.html
Как правильно подобрать силу тока
Качество сварного шва зависит от стабильного горения дуги. Оно обеспечивается соответствием электрода типу тока, полярности подключения и режимам сварки. При использовании инвертора, у которого на выходе постоянный ток, пользуются двумя схемами:
- Прямая полярность. В этом случае минус подключается к электроду, а плюс идет на массу.
- Обратная полярность. Все наоборот: минус – к массе, а плюс к держаку.
Выбор схемы подключения зависит от необходимой силы проварки металлов. Прямая обеспечивает более высокий нагрев, а при обратной полярности температура более низкая. Следовательно, тонкие листы хорошо соединятся с током обратной полярности, и не будет прожогов. Такая схема используется и для высоколегированных сталей, чувствительных к сильному нагреву. Расходники с основной обмазкой работают только от постоянного тока, остальным подойдет и переменный, и постоянный. Сварочные трансформаторы переменного тока при использовании электродов с кислой, рутиловой и целлюлозной обмазкой дают стабильное горение дуги и высококачественный шов.
Протекание сварочных работ и конечный результат во многом зависят от силы тока.
| Диаметр электрода, мм | 2 | 2,5 | 3 | 4 | 5 | 6 |
| Сила тока, А | 55-65 | 65-80 | 70-130 | 130-160 | 180-210 | 210-240 |
Существует четкая взаимосвязь между диаметром электрода, силой тока и толщиной свариваемых листов, которых нужно придерживаться.
От табличных данных существуют и отклонения. Так, маркой МР с сечением 2 мм можно работать при токе 40 А, а УОНИ справятся и при 30 А. Точные характеристики всегда есть на упаковке.
Источник: https://instanko.ru/osnastka/markirovka-elektrodov.html
Не стандартные маркировки

Вы наверняка обратили свое внимание, что мы нечего не сказали про букву Е, когда речь шла про группы индексов маркировки.
Так вот она говорит о том, что электрод плавиться и имеет покрытие. Это также маркировка, что является международной.
Источник: https://prosvarku.info/elektrody/markirovka-ehlektrodov
Обозначение характеристик сварочного тока и напряжения холостого хода источника питания
Характеристики сварочного тока и напряжения холостого хода источника питания
Цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Источник: http://tool-land.ru/markirovka-elektrodov.php
Количество использованных доноров: 7
Информация по каждому донору:
- https://prosvarku.info/elektrody/markirovka-ehlektrodov: использовано 2 блоков из 13, кол-во символов 2716 (15%)
- http://home.nov.ru/vsyo-o-markirovke-elektrodov/: использовано 1 блоков из 13, кол-во символов 340 (2%)
- http://tool-land.ru/markirovka-elektrodov.php: использовано 4 блоков из 11, кол-во символов 3389 (19%)
- https://instanko.ru/osnastka/markirovka-elektrodov.html: использовано 4 блоков из 11, кол-во символов 4144 (24%)
- http://instrument-blog.ru/svarka/markirovka-elektrodov-polnaya-informatsiya.html: использовано 2 блоков из 4, кол-во символов 2638 (15%)
- https://tutsvarka.ru/oborudovanie/elektrody: использовано 1 блоков из 6, кол-во символов 1295 (7%)
- https://pochini.guru/sovety-mastera/oboznacheniya-elektrodov: использовано 3 блоков из 5, кол-во символов 3085 (18%)
Как много, оказывается, тонкостей при выборе нужного электрода. Как говорится, век живи — век учись!