Работа при помощи полуавтомата ускоряет процесс сварки. Швы накладываются быстрее благодаря бесперебойному способу подачи проволоки. Она играет роль присадочного металла. Благодаря сварке полуавтоматом порошковой проволокой большие объемы металла позволяют создавать длинные швы. У рабочего отпадает необходимость в смене электрода. Шов при этом получается гораздо качественнее и намного лучше.
Источник: https://electrod.biz/vidy/vyipolnyaem-svarku-poroshkovoy-provolokoy.html
Содержание
- 1 Сварка порошковой проволокой
- 2 Общие данные
- 3 Процесс сварки алюминия полуавтоматом
- 4 Требования к расходным материалам и их преимущества
- 5 Особенности дуговой сварки
- 6 Сварка самозащитной порошковой проволокой
- 7 Минусы работы
- 8 Конструкция, принцип работы полуавтоматического сварочного оборудования
- 9 Достоинства и недостатки сварки порошковой проволокой
- 10 Необходимое оборудование и виды проволоки
- 11 Подведём итоги
- 12 Вместо заключения
- 13 Характеристики аппарата
- 14 Подготовка к рабочему процессу
- 15 Настройка
- 16 Возможна ли сварка без газа?
- 17 Работа с инвертором
Сварка порошковой проволокой
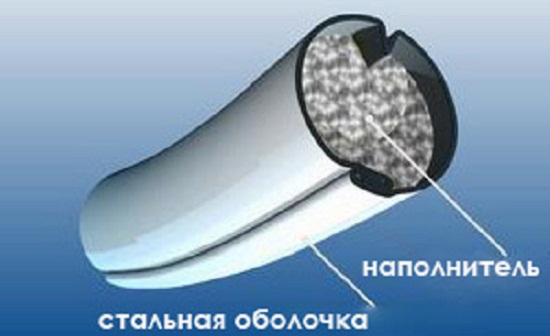
Порошковая проволока, используемая для дуговой сварки – это трубка, где внутренняя часть наполнена металлическим порошком и флюсом. В основу материала входит металлическая лента, обрабатываемая по технологии холодной формовки и заполняемая смесью флюса с порошком. На завершительном этапе производства порошковая проволока растягивается до необходимых параметров.
Порошковая проволока, используемая для сварки без газа, цена которой доступна, классифицируется по назначению, способу используемой защиты, технологии сварки порошковой проволокой в разных пространственных положениях и механическим свойствам. Применяется сварка порошковой проволокой в монтаже низколегированной и низкоуглеродистой стали. Также материал может подразделяться по условиям использования (для простой или специальной сварки – под водой, с принудительным выполнением шва, монтажа арматуры и пр.).
Источник: https://svarkagid.com/poroshkovaja-svarka/
Это интересно: Флюс бура для пайки — преимущества и особенности
Общие данные
Порошковый кабель считается пустым тоннелем, который выпускают из металла. Внутри неё может быть флюс, который соединен с порошком из металла. С этим видом проводов можно работать, если речь идет о полуавтоматике без использования газа.
Если проволока изготовлена в странах СНГ, она нужна для определённой стали. Речь идет о прочном черном металле и низкоуглеродистой вариантах. Остальных видов меньше.
Кабель может иметь специфику работы, либо быть обыкновенным. Проволока – это примесная материя. С ними можно работать, когда есть металлообработка при любых мастерских видах сварки. Общие провода применяют на заводе и для повседневных целей.
Порошковая проволока работает так, что арка зажигается легко и горит стабильно. При этом кабели плавятся медленно и не происходит их разбрызгивания.
Отделение шлака происходит во внутренней части проволоки. Он легко отделяется, когда нужно очистить поверхность. Для этого важно снизить температуру детали. Соединение получится ровным, если у вас уже был опыт работы со сварочным инвертором.
Источник: https://prosvarku.info/prisposobleniya-i-detali/poroshkovaya-svarochnaya-provoloka
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.

Источник: https://instanko.ru/osnastka/poroshkovaya-provoloka.html
Требования к расходным материалам и их преимущества
Проволока порошковая, используемая для дуговой сварки, производится в соответствии с основными требованиями:
- С созданием равномерного плавления материала без крупных брызг;
- Стабильный нагрев и легкое возбуждение дуги;
- Должен получаться аккуратный шов, без дефектов (пор и трещин);
- Образующийся при плавке шлак должен равномерно размещаться по шву и отделяться при охлаждении.
Такие требования являются основными параметрами для сварочных материалов, определяют использование порошковой проволоки при сваривании стали в разных условиях.

Сварка порошковой стали способствует решению проблем строительства и производства, повышает производительность процесса, снижает трудоемкость ручной очистки изделий от брызг. По типу использования и защите от внешних факторов, проволока бывает газо- и самозащитной.
Источник: https://svarkagid.com/poroshkovaja-svarka/
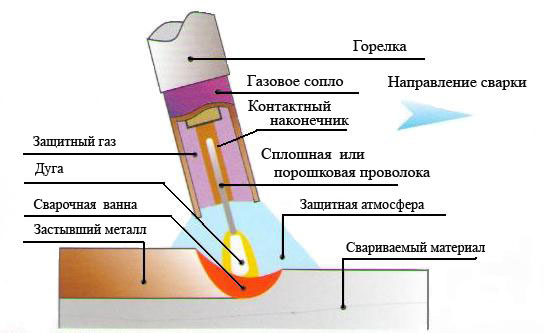
Особенности дуговой сварки
Дуговая техника сварки порошковыми проволоками применяется часто, так как у нее имеется много достоинств. К примеру, проведение сварочных работ с флюсом может быть осложнено точным направлением электрода в необходимую точку. Также надо контролировать формирование шва. Такие сложности часто появляются, если осуществляется порошковая сварка полуавтоматом. Но затруднительной будет сварка порошковой проволокой в защитном газе, так как возможно нарушение защиты из-за сквозняков или засорение сопел, подающих газ.
В этом случае оптимальным вариантом считается сварка порошковой стали без газа и флюса, где не нужен баллон, редукторы, шланги, флюсовая арматура. Потребуется лишь направление электрода в разделку и контроль формирования сварочного шва.
Расплавка порошковой проволоки будет происходить так же, как и было заложено при ее изготовлении. Конструкция материала является основополагающим фактором при его расплавке дугой. Внутри металлической оболочки находится около 70% неметаллических материалов, из-за чего сопротивляемость к току у сердечника будет намного выше, чем у внешнего слоя. Из-за этого металлическое покрытие расплавляется быстрее. Сердечник расплавляется в результате теплового излучения от дуги и теплопередачи от нагретого металла. В результате при сварочных работах внутренний материал будет соприкасаться с ванной расплавленного металла, и поступать в него нерасплавленным.
Технология сварочных работ с применением порошковой проволоки
В основном сварка порошковой проволокой гост выполняется на шланговом полуавтомате. Поэтому человек должен постоянно следить за качеством сварного шва. Технология сварки порошковых металлов и соединения углов и стыков почти не отличается от соединения деталей в защитном газе.
Но у сварки порошковой проволокой есть некоторые особенности – на поверхности сварного шва появляется шлак, который может попадать в зазор между парой кромок спереди сварочной ванны.
Если работы выполняются поэтапно, то перед каждым началом сварки нужно зачищать от шлаков полученный шов. Но у такого процесса, как сварка порошковой проволокой, отзывы пользователей отмечают некоторые недостатки. У самого материала прочность не очень высокая, из-за чего требуется автоматическая подача проволоки с ограниченным сжатием подающими роликами.
При использовании обычной порошковой проволоки диаметром от 2,6 мм, нужно применять дугу с высоким током (для постоянного горения). Поэтому материалом можно пользоваться в нижнем положении и иногда – в вертикальном. Подобное ограничение можно объяснить большим объемом сварочной ванны и образованием на поверхности текучих шлаков.
Следующий недостаток метода основан на вероятности появления пор в сварочном шве (из-за наличия неравномерного заполнения и пустот в пространстве металлической оболочки). В этом случае следует подбирать режимы сварки порошковой проволокой в углекислом газе. Это значительно сократит риск появления пор в сварных швах. Следует учитывать, что от состава наполнителя в основном материале будет зависеть выбор нескольких параметров (тип и полярность сварки порошковой проволокой).
При применении порошковой проволоки в дуговой сварке, цена которой оптимальна, можно пользоваться током высокой плотности (200 А/мм2). Это позволяет плавить много металла и способствует повышению производительности (до 10-11 кг/час) при силе тока 400-500 А. При этом получаются материалы, химический состав которых не удается повторить в обычной промышленности.
Источник: https://svarkagid.com/poroshkovaja-svarka/
Это интересно: Флюс для пайки медных труб — разновидности и особенности
Сварка самозащитной порошковой проволокой
Газозащитная проволока применяется в порошковой сварке полуавтоматом и автоматом для соединения низколегированных и углеродистых сталей в углекислом газе или его сочетании с аргоном. Для этого материала характерной является порошковая сварка с высокой проплавкой, обеспечивающая его использование в производстве нахлестов, стыков и углов за 1 или несколько подходов в автоматическом или полуавтоматическом режиме. Сварка порошковой проволокой в среде с газом характеризуется низким разбрызгиванием, стабильным переносом струи, быстрым отделением корки, стойкостью к появлению шлака и пор.

Условно проволоки подразделяются на следующие виды:
- Для соединения низкоуглеродистых сталей с высоким уровнем наплавки применяется проволока с флюсовым сердечником;
- Для соединения низкоуглеродистых сталей в разных положениях используется проволока с флюсовым сердечником;
- Для монтажа низколегированных сталей применяется проволока с сердечником из металлического порошка;
- Для монтажа низколегированных сталей применяется проволока с флюсовым сердечником;
- Для сваривания низкоуглеродистых сталей применяется проволока с сердечником из металлического порошка.

Порошковая сварка с помощью газозащитной проволоки способствует получению хорошей формы шва и низкого разбрызгивания. Также расходный материал отличается от остальных видов высоким коэффициентом наплавления, оперативностью ведения шва и малым дымлением.
Самозащитная порошковая проволока представляет собой вывернутый электрод. Сварка самозащитной порошковой проволокой может проводиться в ветреную погоду, при экстремальных температурах или на открытом воздухе. В состав сердечника входят диоксидирующие, шлакообразующие и защитные присадки, что исключает использование флюса и газа. Таким образом, проводится сварка порошковой проволокой без газа.
К достоинствам самозащитной проволоки относят следующее:
- Проведение сварки в разных положениях;
- Аккуратное перемещение наплавляемого металла благодаря открытой дуге;
- Проведение жесткого контроля химического состава позволяет получать точный состав шлака;
- Отсутствует дополнительное устройство для поступления газа и флюса;
- Специальное покрытие на проволоке устойчиво к высокому давлению от роликов.
Проволоки классифицируются по общему назначению, могут применяться для соединения труб или металлоконструкций и пр.
Источник: https://svarkagid.com/poroshkovaja-svarka/
Минусы работы

Порошковая проволока имеет недостатки. Они могут быть как важными, так и второстепенными при металлообработке. Но всё же на них нужно обращать внимание.
Мастера отмечают хрупкость проволоки, которая предназначена для арочной металлообработки. Речь идет именно о порошковых видах. Если она заправится в механизм и при этом совершится большое усилие, то она может сломаться.
Еще одним минусом при работе считается ограниченность в размещении. Вы можете проводить металлообработку по вертикали или снизу.
Такое положение вещей объясняется относительным показателем размера ванны при металлообработке. В верхней части металла будет появляться шлак, который собирает свою негативную роль в этом деле.
Вертикальная металлообработка может быть затруднительной. Вопрос не решится даже тогда, если вы уменьшите показатели силы тока.
Это связано с диаметром порошковых проводов и их выпуском от 2,5 мм. Для того, чтобы такая проволока функционировала правильно, нужно применять высокие показатели тока. Кабель при этом будет расплавляться бесперебойно.
Мастера также говорят о том, что соединения получаются низкого качества. Порошковые кабели имеют пустоту внутри. Флюс невозможно поместить внутрь так, чтобы он пролегал к конструкции плотно.
При есть большие поры. Новички, не имеющие большого опыта в сварочном деле, сталкиваются со значительными трудностями.
Источник: https://prosvarku.info/prisposobleniya-i-detali/poroshkovaya-svarochnaya-provoloka
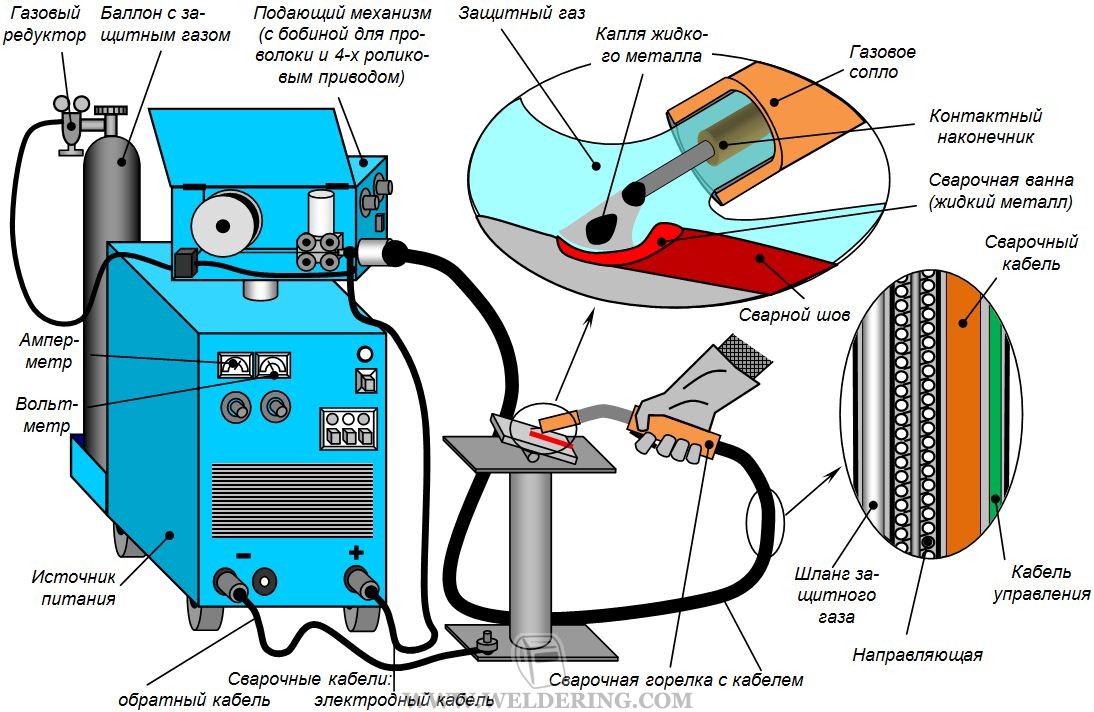
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.

Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Источник: https://instanko.ru/osnastka/poroshkovaya-provoloka.html
Достоинства и недостатки сварки порошковой проволокой
Сварка полуавтоматом без газа имее следующие достоинства:
- иключение энергоемких газовых аппаратов;
- отсуткие трат на заряд баллонов инертным газом;
- возможность применения различных типов проволоки;
Ход работы с трубкой, наполненной порошком, возможен на оцинкованном железе, нержавейке, с углеродистой сталью. Габариты расходных материалов бывают различными. Поэтому способ подходит для соединения тонких или толстых листов железа.
Источником питания для сварки алюминия при помощи полуавтомата будет постоянный ток. К самому листу алюминия нужно подоединить клемму с минусовым обозначением. Основной рабочий элемент — горелка. Ее конструктивные особенности позволяют подавать на сварочную поверхность трубку с порошком.
Из недостатков этого вида работы с полуавтоматом стоит отметить высокую стоимость расходных материалов. Приобретать дорогие ради экономии средств на покупке газового баллона нет необходимости. К примеру, порошок выгодно применять в местах, которые труднодоступны для доставки баллона с газом.
Качество сварных швов не позволяет использовать процесс для соединения труб, которые находятся под давлением. Поверхность шва представляет собой шлаковую корку. Она требует отделения молотком, но только после остывания металла. Чтобы сцепление следующего слоя было хорошим, это действие должно производиться несколько раз подряд.
Работа при помощи трубки образует грубые, некрасивые швы. При некачественной работе сварщика возможны наплывы лишнего расходного материала, а также непровары. Лишний расходный материал требует дополнительной зачистки специальной щеткой по металлу. Качество шва в среде инертного газа получается лучшим. Однако положительные свойства сварки значительно облегчают строительство, а также монтажные работы.
Например, мобильность оборудования позволяет производить работы на большой высоте или в шахтах и туннелях. Однако особенности работы требуют особого обустройства рабочего участка. Организация сварочного процесса должна производиться с учетом соблюдения техники безопасности. Сварщик обязан надевать индивидуальные средства защиты.
Источник: https://electrod.biz/vidy/vyipolnyaem-svarku-poroshkovoy-provolokoy.html
Необходимое оборудование и виды проволоки
Для соединения без газа может подойти любой аппарат с возможностью переключений обратной полярности на прямую. При использовании проволоки с флюсом подбирается сварочный полуавтомат без газа. При этом необходимо соединять клеммы оборудования, как при работе с электродами. Результатом станет повышенная энергия выхода дуги, а также температура в месте шва.
Первоначально выполняют отладку подающего механизма. Возникающие перекосы могут повредить материал, при этом снизится качество соединения. При выборе оборудования учитывают:
- небольшие размеры для быстрого перемещения;
- плавная настройка электрической дуги;
- применение различных материалов.
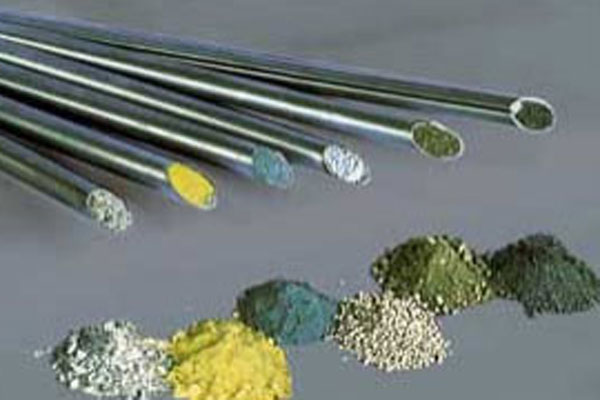
Различают следующие виды проволоки:
- с флюсовым сердечником;
- с металлическим порошковым сердечником.

Проволока для полуавтомата
Настройка оборудования
Подобранные параметры помогут соединить металлические детали качественным швом. Предварительно необходимо:
- определить величину электрического тока для подачи на клеммы оборудования;
- настроить инверторный сварочный аппарат по указанным параметрам;
- на подающем механизме установить набор шестерен;
- на куске металла выполнить пробный шов;
- убедившись в правильной настройке параметров, выполнить соединение металла.
Источник: https://metalloy.ru/obrabotka/svarka/poluavtomatom-bez-gaza
Подведём итоги
Провода, используемые для сварки при помощи полуавтомата, изготавливаются из металла, если речь идет о защитном газе. Они могут быть из флюса, который будет работать по аналогии с газом.
Использование таких проводов приведет к получению некачественных швов. Но иногда порошковые присадки незаменимы в работе.
Во многих случаях у мастера не получается перемещать габаритное устройство. Если металлообработка производится в трудной локации, тогда порошковые кабели будут незаменимыми.
Несмотря на то, что у этой проволоки есть плюсы и минусы в работе, иногда они не сравнимы с другими материалами. Если у вас был опыт работы с такой проволокой, тогда пишите об этом в комментариях. Желаем успехов в работе!
Источник: https://prosvarku.info/prisposobleniya-i-detali/poroshkovaya-svarochnaya-provoloka
Вместо заключения
Сварка полуавтоматом порошковой проволокой без газа — это отличный метод, если нужно произвести работы в труднодоступных местах и нет нужды экономить на газе. Достаточно установить прямую полярность при сварке на вашем аппарате и приступить к работе. Конечно, вам понадобится время, чтобы привыкнуть к такому способу сварки, но это очень полезный опыт.
Преимущества такого метода значительно упрощают сварку в различных ситуациях: начиная от работы на высоте, заканчивая быстрым ремонтом металлических конструкцией с необходимостью постоянно перемещаться. Новичкам может быть труднее на первом этапе, но со временем вы освоитесь и будете чувствовать все особенности «поведения» дуги. Обязательно протестируйте порошковые электроды и расскажите о своем опыте в комментариях. Также делитесь этой статьей в социальных сетях. Желаем удачи!
Источник: http://home.nov.ru/osobennosti-svarki-poroshkovoj-provolokoj/
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Источник: https://instanko.ru/osnastka/poroshkovaya-provoloka.html
Подготовка к рабочему процессу

В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Источник: https://instanko.ru/osnastka/poroshkovaya-provoloka.html
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.
Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Источник: https://instanko.ru/osnastka/poroshkovaya-provoloka.html
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Источник: https://instanko.ru/osnastka/poroshkovaya-provoloka.html
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.

При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Источник: https://instanko.ru/osnastka/poroshkovaya-provoloka.html
Количество использованных доноров: 7
Информация по каждому донору:
- https://svarkagid.com/poroshkovaja-svarka/: использовано 4 блоков из 6, кол-во символов 7594 (28%)
- https://instanko.ru/osnastka/poroshkovaya-provoloka.html: использовано 7 блоков из 16, кол-во символов 7323 (27%)
- http://home.nov.ru/osobennosti-svarki-poroshkovoj-provolokoj/: использовано 2 блоков из 6, кол-во символов 2499 (9%)
- https://prosvarku.info/prisposobleniya-i-detali/poroshkovaya-svarochnaya-provoloka: использовано 3 блоков из 6, кол-во символов 3138 (12%)
- https://electrod.biz/vidy/vyipolnyaem-svarku-poroshkovoy-provolokoy.html: использовано 2 блоков из 3, кол-во символов 2545 (10%)
- https://metalloy.ru/obrabotka/svarka/poluavtomatom-bez-gaza: использовано 2 блоков из 5, кол-во символов 2469 (9%)
- https://svarka-weld.ru/o-svarke-poroshkovoj-provolokoj: использовано 1 блоков из 5, кол-во символов 1162 (4%)