Электронно-лучевая сварка — это надежный способ соединения тугоплавких материалов с разной температурой плавления, сокращенно ЭЛС. Технология развивается с середины прошлого века и с успехом используется в авиационной, космической промышленности. Там, где необходимо особо точное и крепкое соединение компонентов.
Источник: https://WikiMetall.ru/metalloobrabotka/elektronno-luchevaya-svarka.html
Содержание
- 1 История
- 2 Принцип действия
- 3 Сущность
- 4 Мат. часть процесса
- 5 Преимущества
- 6 Преимущества и недостатки
- 7 Конструкция установок
- 8 Рабочие установки
- 9 Параметры режима лучевой сварки и типы сварных соединений
- 10 Сущность процесса ЭЛС
- 11 Подведем итоги
- 12 Результаты
- 13 Технология электронно-лучевой сварки
- 14 Виды сварочных лучевых установок
- 15 Видео: Электронно-лучевая сварка
- 16 Этап 2
- 17 Литература
- 18 Оборудование и технология метода ЭЛС
- 19 Оборудование ЭЛС
История
Первая установка для электронно-лучевой сварки была создана в МЭИ в 1958 году. В настоящее время выпускаются установки ЭЛУ-27, ЭЛСТУ-60, MEBW-60 и др.
Источник: https://ru.wikipedia.org/wiki/%D0%AD%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%BD%D0%BD%D0%BE-%D0%BB%D1%83%D1%87%D0%B5%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Это интересно: Что такое диффузионная сварка?
Принцип действия
Лучевая сварка в целом — это метод создания неразрывно-монолитного соединения металлов воздействием на их стыки высокоэнергетического луча. При этом природа луча может быть различной.
В электронно-лучевой сварке луч представляет собой плотно скомпонованный поток быстро движущихся электронов, которым сообщается большая кинетическая энергия. При столкновении с металлической поверхностью эта энергия переходит в теплоту, вызывая расплавление металлов.

Воздействие возможно как непрерывным, так и импульсным лучом. В последнем случае частота импульсов обычно находится в диапазоне от 100 до 500 Гц.
Существует и такое понятие, как сварка световым лучом. Изредка так ошибочно называют электронно-лучевую сварку. На самом деле этот термин к ней неприменим, поскольку электронный луч не относится к видам светового излучения, так как невидим.
Свет — это диапазон электромагнитных излучений, видимых человеческому глазу. Сваркой световым лучом правильнее называть лазерную сварку. Лазерный луч действительно представляет собой поток когерентного светового излучения.
Для инициирования электронного потока используются специальные установки — электронные пушки. Луч инициируется мощным электрическим полем, напряжение которого достигает 100 кВ.
При этом в установке создается максимально приближенное к абсолютному вакууму состояние. Из нее выкачивают воздух, создавая давление порядка 10 в минус 4…10 в минус 6 степени мм рт. ст. Это практический предел вакуума, которого можно достичь в промышленности.

Вакуумирование установки необходимо для того, чтобы электроны не теряли кинетическую энергию, сталкиваясь с атомами воздуха. Оно дает приятный побочный эффект — в результате этого происходит дегазация шва. Сварочное соединение не насыщается элементами атмосферного воздуха либо защитных газов.
Данные обстоятельства ведут к тому, что электронно-лучевая сварка имеет широкий спектр достоинств — но в то же время и несколько существенных недостатков, которые ограничивают повсеместное распространение данного метода.
Источник: https://svaring.com/welding/vidy/elektronno-luchevaja-svarka
Сущность
Электронно-лучевая сварка проводится электронным лучом в вакуумных камерах. Размеры камер зависят от размеров свариваемых деталей и составляют от 0.1 до нескольких сотен кубических метров.
Плавление металла при электронно-лучевой сварке и образование зоны проплавления обусловлено давлением потока электронов в электронно-лучевой пушке, выделением теплоты в объеме твердого металла, реактивным давлением испаряющегося металла, вторичных и тепловых электронов и излучением.
Сварка производится непрерывным или импульсным электронным лучом. Импульсные лучи с большой плотностью энергии и частотой импульсов 100—500 Гц используются при сварке легкоиспаряющихся металлов, таких как алюминий, магний. При этом повышается глубина проплавления металла. Использование импульсных лучей позволяет сваривать тонкие металлические листы.
В камере, формирующей электронный луч, откачивается воздух вплоть до давлений 1—10 Па. Это приводит к высокой защите расплавленного металла от газов воздуха.
Источник: https://ru.wikipedia.org/wiki/%D0%AD%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%BD%D0%BD%D0%BE-%D0%BB%D1%83%D1%87%D0%B5%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Мат. часть процесса
Электронно лучевая сварка — это технологически сложный процесс, предъявляющий высокие требования к оборудованию. Установки отличаются производительностью, мощностью, управлением и объемом, но неизменно имеют в составе: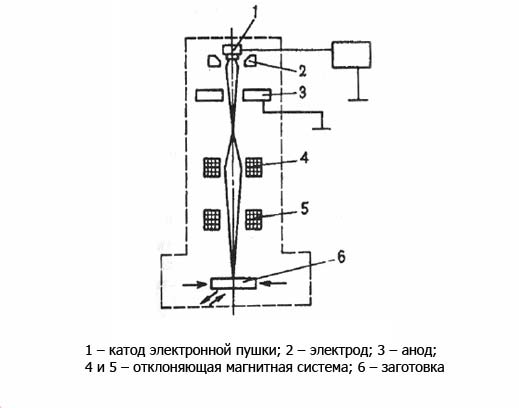
- электронную пушку, которых может быть несколько;
- вакуумную камеру;
- блок управления;
- смотровое окно для наблюдения за процессом (или монитор).
В электронно лучевой пушке для сварки формируется поток электронов, который производится катодом, подогреваемым спиралью. Около катода расположены дополнительные электроды, которые предварительно фокусируют электроны, формируя луч. На катод подается отрицательное напряжение. На ускоряющий электрод, размещенный на расстоянии нескольких сантиметров от катода, прикладывается положительное напряжение. Высокая разность потенциалов разгоняет электроны до скорости выше 100 000 км/с. В связи с тем, что электроны имеют свойство взаимно отталкиваться, их необходимо сфокусировать электромагнитной фокусирующей системой. Для точного управления лучом в электроннолучевой пушке установлена электромагнитная отклоняющая система.
Все процессы происходят в вакуумной камере. Безвоздушная среда:
- уменьшает потери энергии электронов от ударов об молекулы воздуха;
- почти полностью снижается вероятность возникновения оксидной пленки на свариваемых материалах;
- предотвращает образование дугового разряда.
Для сварки может применяться постоянное или импульсное напряжение с частотой 100-500 Гц. Использовать импульсное напряжение эффективнее, особенно при варке легкоиспаряющихся металлов: алюминий или магний. Энергия луча не тратится на ионизацию паров.
При правильно выборе частоты и скважности колебаний можно сваривать тонкие листы.
Источник: https://WikiMetall.ru/metalloobrabotka/elektronno-luchevaya-svarka.html
Преимущества
Технология электронно-лучевой сварки обладает рядом существенных преимуществ, если сравнивать ее с другими методиками соединения металла. Среди основных плюсов стоит отметить:
- Здесь очень высокий коэффициент полезного действия, что позволяет тратить в 10, а то и в 15 раз меньше энергии, чем это требуется для ручной электродуговой сварки;
- Благодаря высокой концентрации энергии, здесь можно всего за один проход сварить металл толщиной до 20 см, тогда как при использовании других методов потребовалась бы многослойная сварка;
- Это весьма безопасный способ применения сварки, который не подвергает жизнь человека сильно большой опасности;
- Здесь отсутствует процесс насыщения расплавленного металла сварочными газами, а также теми, которые находятся в атмосфере.
Недостатки
Несмотря на ряд явных преимуществ, которые существенно выделяют методику среди остальных, здесь есть и свои недостатки:
- Процесс в рабочей камере невозможен без создания вакуума вокруг места сварки;
- В корне шва могут образовываться полости и не провары, который приводят к ухудшению эксплуатационных характеристик;
- Оборудование обладает высокой стоимостью и для многих сфер является недоступным;
- Настройка происходит очень долго, так что далеко не всегда удобно создавать швы таким способом.
Режимы
Для проведения качественного процесса сваривания, следует учитывать все особенности настроек, а также металла, с которым ведется работа. К основным параметрам, которые определяют режим, относятся:
- Ускоряющее напряжение;
- Величина тока в выпускаемом луче;
- Скорость передвижения пучка по поверхности свариваемой заготовки;
- Точность фокусирования луча;
- Продолжительность пауз и импульсов;
- Степень вакуумизации.
Сами режимы для каждого типа свариваемого металла выглядят следующим образом:
|
Вид металла |
Толщина заготовки, мм | Режим сваривания |
Ширина шва, мм |
||
| Напряжение ускоряющее, кВ | Величина тока на луче, мА | Скорость сварки, м/ч | |||
| Вольфрам |
0,5 |
19 | 45 | 60 | |
| 21 | 77 | 50 |
1,5 |
||
| Тантал | 2 | 50 | 50 |
1,5 |
|
| Сталь марки 18-8 |
1,5 |
19 | 55 | 65 | |
| 21 | 270 | 50 | |||
| 21 | 500 | 20 |
– |
||
| Сплав молибдена и вольфрам |
0,5 + 0,5 |
19 | 47 | 44 | |
Технология
Электронно-лучевая сварка осуществляется при помощи пучка электрона, который распространяется в вакуумной камере.
«Важно!
Какими размерами должна обладать камера, зависит от того, какие габариты у свариваемой детали.»
Минимальный размер составляет от 10 квадратных сантиметров, а максимальный может превышать несколько сотен кубических метров. Образование зоны проплавления, а также само расплавление металла в определенном месте осуществляется при помощи давления потока, которое получается в электронно-лучевой пушке. Когда данный поток под давлением воздействует на поверхность, то выделяется кинетическая энергия, поглощаемая металлом, что приводит к повышению его температуры. Со временем это расплавляет конкретный участок.
Данный процесс сопровождается реактивным давлением испаряющегося металла, излучением, а также выделением тепловых и вторичных электронов. Сварка производится при помощи импульсного или непрерывного луча. Если применяются импульсные лучи, у которых наблюдается более высокая плотность излучаемой энергии, а также повышенная частота, достигающая до 500 Гц, то их применяют для сваривания легко испаряющихся металлов. К ним можно отнести алюминий и магний. Данная технология позволяет максимально увеличить глубину проплавляемого металла, но при необходимости, таким методом можно сварить и тонкие листы. В камере, где производится сварка, давление понижается до 1-10 Па, так что газы воздуха практически ни как не влияют на качество соединения.

Схема электронно-лучевой сварки
Используемое оборудование
Одной из главных особенностей, которым обеспечивается электронно-лучевая сварка, является принцип действия ее оборудования. Для этого используются специально разработанные установки. Среди всех вариантов используемого оборудования можно выделить специализированные и универсальные установки, которые работают с давлением от 1 до 10 Па. Также встречаются установки промежуточного вакуума, давление в которых достигает до 10 Па. Также может проводиться сварка в защитном газе, но тогда в камере давление значительно выше и составляет чуть более 100 Па.
Помимо этого можно выделить различные типы по конструкции. Это могут быть камерные установки, которые устанавливаются внутри какой-либо камеры, где есть возможность выкачивать воздух. Также есть установки с локальным вакуумированием, которые создают герметичную зону с вакуумом в месте непосредственного сваривания, а не во всем пространстве вокруг.

Пример оборудования для электронно-лучевой сварки
Практически все установки содержат в своем составе такие конструкционные элементы как:
- Блок питания;
- Электронная пушка.
Заключение
На данный момент электронно-лучевая сварка является современным высокотехнологичным способом соединения металла. Несмотря на свою сложность и дороговизну, он обеспечивает высокое качество и достаточную глубину проварки, что недостижимо для других способов. Это и обуславливает узость его применения.
Источник: https://svarkaipayka.ru/tehnologia/termicheskaya/elektronno-luchevaya-svarka.html
Это интересно: Аргонная сварка — обучение для начинающих
Преимущества и недостатки

Электронно-лучевая сварка имеет много плюсов, которые послужили распространению этого метода:
- Тепло, используемое при этом виде сварки, выделяется в 5 раз меньше, чем у иных технологий. Это помогает деталям сохранять форму, потому что на них распространяется небольшой объём тепла.
- Благодаря технологии можно варить детали всех размеров. У вас получится работать как с керамикой, так и вольфрамом. Возможна настройка фокусировки луча и прогрев области, диаметр которой не превышает 1 мм.
- Шов при этой технологии получается ровным. На это не влияет выбор вида металла. При работе с любым материалом качество шва будет высоким. ЭЛС помогает улучшить особенности вашего металла. Работая по этой технологии, получается варить разные сплавы, даже устойчивые к коррозии.
- Сварка использует немного электрической энергии при работе. Можно не отделять кромки, если такая возможность не представилась. Это поможет работать со многими видами металла.
Если говорить о минусах технологии, то их немного. Могут появиться дыры в корне соединения, когда вы работаете с высокими теплопроводными характеристиками. Это может сказаться на качестве сварочных швов.
Эту технологию не всегда можно применять. Используйте электронно-лучевое сваривание, когда работаете в труднодоступных местах. Но если сварка происходит в рабочих условиях – применяйте другой метод сварки.
Источник: https://prosvarku.info/tehnika-svarki/ehlektronno-luchevaya-svarka
Конструкция установок
Установка электронно-лучевой сварки может быть смонтирована стационарно, либо располагаться внутри вакуумной камеры. Она всегда включает в себя, кроме камеры:
- катод и анод;
- механизм транспортировки (самой пушки или деталей);
- насос для нагнетания вакуума;
- систему электромагнитного отклонения луча;
- систему позиционирования электронного пучка;
- различные вспомогательные устройства и систему управления на основе соответствующего ПО.
 В качестве примера можно привести установку ЭЛТУ-60. Этот аппаратный комплекс отечественного производства (НИТИ «Прогресс) предназначен для однопроходной сварки различных, в том числе разнородных металлов и сплавов. Имеет ограничение по толщине — до 30 мм.
В качестве примера можно привести установку ЭЛТУ-60. Этот аппаратный комплекс отечественного производства (НИТИ «Прогресс) предназначен для однопроходной сварки различных, в том числе разнородных металлов и сплавов. Имеет ограничение по толщине — до 30 мм.
Область, в которой используется эта и аналогичные установки — создание воздушных и космических кораблей, изготовление турбин, ядерная энергетика, массовое изготовление подшипников, конструирование сложных электровакуумных приборов, а также другие области особо ответственного назначения.
Источник: https://svaring.com/welding/vidy/elektronno-luchevaja-svarka
Рабочие установки

В 21 веке можно купить как местное, так и зарубежное оборудование. Оно будет разным по свойствам и качеству. Но стоит учитывать, что каждая вторая модель включает в себя пушки с косвенным или прямым катодным каналом.
Российские и украинские модели для сварки не яркие по дизайну, но при этом на отлично решают все задачи. Это куда важнее внешней картинки.
Есть модели, которые оснащены лучевыми пушками, находящимися в камере. Их работа направлена на металлообработку лучом, имеющим сложную траекторию движения.
Благодаря активному применению компьютерных технологий, человеческий фактор уходит на второй план. Сварочное оборудование тому подтверждение. Из-за режима работы на автопилоте сварщик может не переживать за качество работы.
Ещё одним преимуществом электронно-лучевой сварки считается простота работы. Сварщиков не нужно долго обучать технологии: достаточно раз запрограммировать механизм, и луч будет располагаться в определенном месте.
Оператору остается только следить за фокусировкой или корректировать мощность луча каждый раз, когда он приступает к работе. Помимо этого от мастера не требуется никаких действий.
Источник: https://prosvarku.info/tehnika-svarki/ehlektronno-luchevaya-svarka
Параметры режима лучевой сварки и типы сварных соединений
Для качественной обработки поверхности материала следует рассмотреть основные параметры проведения электронной лучевой сварки. Они следующие:
- Степень вакуумизации. Вышеприведенная информация определяет то, что при сварке в условиях вакуума существенно повышается эффективность процесса.
- Показатели подаваемого тока в луче могут варьировать в большом диапазоне. Это связано с тем, что для толстых заготовок повышается показатель силы тока.
- Скорость передвижения луча по поверхности определяет производительность технологии. Кроме этого, скорость передвижения увеличивается для исключения вероятности прожига металла.
- Точность фокусировки луча также определяет эффективность процедуры. Этот показатель зависит от того, какое применяется оборудование.
- Продолжительность пауз. Некоторые технологии предусматривают прерывистое воздействие светового импульса.
Читать также: Сталь 30х13 характеристики применение

Образцы электронно-лучевой сварки
Основные параметры можно найти в специальных таблицах. Применяемое оборудование позволяет вводить основные параметры.
Источник: https://instanko.ru/elektroinstrument/elektronno-luchevaya-svarka.html
Сущность процесса ЭЛС
Электронная пушка применяется в качестве генератора светового пучка. К ее особенностям отнесем следующие моменты:
- В качестве генератора пучка и его перенаправления устанавливаются электроды и катоды.
- Для того чтобы сфокусировать луч устанавливается оптический элемент. В зависимости от типа оборудования он может изготавливаться из различных материалов.
- В качестве питания применяется бытовая сеть. Увеличить напряжение и другие параметры можно за счет встроенного трансформатора.
Технология электронно лучевой сварки предусматривает фокусирование луча за счет магнитной линзы. При касании электроны соударяются на большой скорости с небольшой поверхностью, при возникновении трения вырабатывается тепловая энергия. На этом этапе пучок кинетическая энергия становится тепловой, повышается пластичность обрабатываемого материала, и он плавится.
Процесс электронно лучевой сварки связан с применением специального оборудования. Оно позволяет получить качественное соединение, которое будет выдерживать существенное механическое воздействие и окружающей среды.
Существенно снизить потери энергии можно при проведении рассматриваемого процесса в условиях вакуума. За счет этого исключается вероятность термической деформации. Вакуумная среда выполняет несколько основных функций, которые должны учитываться:
- Если сравнивать применение вакуумной среды с газовой или флюсом, то она защищает обрабатываемую поверхность более эффективно.
- Обеспечивается высокая химическая защита катода.
- Снижается потеря кинетической энергии. Это связано с тем, что частицы сфокусированного луча не соприкасаются с молекулами воздуха.
- Повышается эффективность дегазации сварочной ванной. Вакуумная среда исключает вероятность появления оксидной пленки.

Однако, применение вакуумной среды существенно повышается стоимость процедуры. Это связано с тем, что специальное оборудование обходится достаточно дорого.
Источник: https://instanko.ru/elektroinstrument/elektronno-luchevaya-svarka.html
Подведем итоги
Несмотря на то, что электронно-лучевая сварка – дорогое удовольствие, она позволяет работать с металлом любой сложности. Её нужно выбирать по причине технологичности и ответов на сварочные запросы.
Процесс сварки будет более экономным и доведенным до автоматизма.
Если вы однажды работали с электронно-лучевой сваркой – напишите в комментариях. Желаем успехов в работе!
Источник: https://prosvarku.info/tehnika-svarki/ehlektronno-luchevaya-svarka
Результаты
- Сварено 4 детали.
- Раковины от микровзрывов отсутствуют от всех деталях.
- Качество сварки хорошее, проверено изготовлением микрошлифа на детали (см. Рис.10) и давлением жидкости 550 атм., поданной в полость ø 10+0,018 в течение 3 минут – деталь не разрушилась, течи не наблюдались.
- Биения ø16 и ø28 относительно ø53, полученные после сварки, показаны на Рис.11 и в табл. 2. Возможные причины: биение резьбы в детали поз1. Относительно конуса под сварку, в результате чего при затяжке возникла изгибающая нагрузка и при сварке на 1 переходе деталь согнуло. При последующей механообработке на первой токарной операции деталь базировали по ø53 и выставляли биение ø28 до 0,35 мм. Заложенных припусков оказалось достаточно. Возможные меры:
— переходы сварки выполнить в обратном направлении – сварка на торце, сварка под углом, сварка центральной части;
-предусмотреть методы обеспечения биения резьбы М5 относительно конуса в пределах 0,1 мм.
-предусмотреть в первой операции выставление биения ø28 детали до 0,35 max
- Требуется предусмотреть обжимки для затяжки деталей при сборке под сварку (в процессе сварки несколько деталей раскрутились после 1 перехода).
- Размеры 3 и 12 (см.Рис.9) в допуске.
- После сварки было изготовлено 3 детали (покрытие на деталях не выполнялось)
- Под дальнейшие испытания в составе агрегата.

Источник: https://instanko.ru/elektroinstrument/elektronno-luchevaya-svarka.html
Технология электронно-лучевой сварки
Техника ЭЛС
 Электронно-лучевую сварку можно выполнять в нижнем положении вертикальным лучом, а также её можно применять при сварке вертикальных и горизонтальных швов на вертикальной стене. В этом случае электронный луч будет горизонтальным.
Электронно-лучевую сварку можно выполнять в нижнем положении вертикальным лучом, а также её можно применять при сварке вертикальных и горизонтальных швов на вертикальной стене. В этом случае электронный луч будет горизонтальным.
Сварка в нижнем положении рекомендуется при сваривании сталей толщиной до 40мм, или при сварке титановых и сварке алюминиевых сплавов толщиной до 80мм. С помощью горизонтального луча можно проварить металл толщиной до 400 мм со сквозным проплавлением. Для однопроходной ЭЛС конструкция должна учитывать глубокое проникновение луча в металл. На рисунке слева даны распространённые примеры конструкций, свариваемые электронным лучом.
Зазор в стыке составляет 0,1-0,2мм при сварке металла толщиной до 30мм. При сварке металла с толщиной более 30мм, величина зазора составляет 0,3мм. В общем случае, диаметр луча должен быть больше величины зазора.
Технологические приёмы ЭЛС
При электронно-лучевой сварке есть ряд специальных приёмов, позволяющих улучшить качество сварного шва:
1. Сварка наклонным лучом (отклонение луча составляет порядка 5-7°) позволяет уменьшить такие дефекты в сварном шве, как поры и несплошность металла, а также позволяет добиться равномерной кристаллизации металла.
2. Для легирования металла шва и для восполнения испаряющихся в процессе сварки элементов, используют присадку.
3. Для улучшения отхождения газов и пара из металла, сварку ведут на дисперсной прокладке из гранул или мелко нарубленной сварочной проволоки. Толщина прокладки составляет 40мм.
4. Сварку в узкую разделку (0,8-8мм) выполняют в нижнем положении за счёт наплавки присадочного материала в прямоугольную разделку кромок.
5. Сварку ведут тандемом из двух электронных пушек разной мощности. Более мощная пушка выполняет проплавление, а менее мощная пушка формирует корень канала, либо хвостовую часть ванны.
6. Для проверки позиционирования луча и очистки свариваемых кромок применяют предварительные проходы лучом.
7. Двустороннюю сварку выполняют одновременно с двух сторон стыка или последовательно, примерно на половину толщины металла.
8. В процессе сварки применяют развёртку электронного луча, тем самым создают лучшие газо- и гидродинамические условия формирования канала. Развёртка может быть продольная, поперечная, Х-образная, по окружности, по эллипсу и др. Двойное преломление луча в процессе развёртки позволяет качественнее проварить корень шва и снизить дефекты в нём.
9. Для сварки одновременно двух и более стыков выполняют расщепление луча с помощью отклоняющей системы.
10. Для управления теплоотдачей в сварной шов используют модуляцию тока луча, чаще всего с частотой 1-100Гц.
11. По окончании сварки выполняют так называемый «косметический» проход. Это повторный проход, который призван устранить дефекты сварного шва как внешние, так и внутренние.
Источник: https://taina-svarki.ru/sposoby-svarki/elektronno-luchevaya-svarka-tehnologiya-defekty-i-oborudovanie.php
Виды сварочных лучевых установок
Электронно лучевые установки бывают камерными (обрабатываемые изделия помещаются целиком в камеру) и бескамерные (вакуум создается локально, только в месте сварки).

Камерная электронно лучевая установка
По величине рабочего ускоряющего напряжения установки делятся на:
- низковольтные (10-30 кВ);
- средние (40-60 кВ);
- высоковольтные (100-200 кВ).
Промышленность производит универсальные установки и специализированные. Универсальные системы можно применять для ремонтной и экспериментальной сварки изделий. Специализированные системы настраиваются на изготовление однотипных деталей.
Системы могут применяться не только для сварки металлов, в том числе тугоплавких, но и для обработки керамики, стекла, алмазов и других материалов. Установки можно использовать для:
- сварки;
- резки;
- гравировки;
- сверления;
- легирования
- напыления.
Некоторые агрегаты оснащаются механизмом горизонтального вращения для обработки деталей трубчатой формы.
Современные установки отличаются особой точностью позиционирования луча, поэтому они с успехом используется в микроэлектронике. Например, аппарат MEBW-60, который производит предприятие Focus, может сваривать детали из нержавеющей стали толщиной от 0,02 мм. Максимальная толщина стыка до 12 мм.
Источник: https://WikiMetall.ru/metalloobrabotka/elektronno-luchevaya-svarka.html
Видео: Электронно-лучевая сварка
Дополнительные материалы по теме:
Источник: https://taina-svarki.ru/sposoby-svarki/elektronno-luchevaya-svarka-tehnologiya-defekty-i-oborudovanie.php
Этап 2
Для обеспечения провара всех швов была пересмотрена конструкция детали, в частности схемы расположения сварных швов (см. Рис.8). Тонкими линиями на рисунке показан контур детали.
В связи с эффектом вытеснения сталью 12Х18Н10 стали10864 длина детали позиция 3 была уменьшена с 12 мм на 0,8 мм, а деталей позиция 2 и 4 соответственно каждая увеличена на 0,4 мм (см. Рис.9) для обеспечения чертежных размеров.

Заготовки под сварку были изготовлены согласно приведенным эскизам. Припуски под дальнейшую обработку показаны на рис. 8.
Источник: https://instanko.ru/elektroinstrument/elektronno-luchevaya-svarka.html
Литература
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. — М.: Машиностроение, 1978 (1-4 т).
- Электронно-лучевая сварка/О. К. Назаренко, А. А. Кайдалов, С. Н. Ковбасенко и др./Под ред. Б. Е. Патона.— Киев: Наукова думка, 1987.— 256 с.
- З. Шиллер, У. Гайзиг, З. Панцер. Электронно-лучевая технология. — М.: Энергия, 1980. — 528 с.
Источник: https://ru.wikipedia.org/wiki/%D0%AD%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%BD%D0%BD%D0%BE-%D0%BB%D1%83%D1%87%D0%B5%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0
Оборудование и технология метода ЭЛС
Существует несколько видов оборудования для электронно-лучевой сварки, которые характеризуются мощностью пучка, величиной ускоряющего напряжения и, как следствие, толщиной свариваемых деталей. Большое значение имеет размер камеры и степень создания вакуума в её пределах, поскольку при низком уровне откачки насосами воздуха происходит значительное рассеивание пучка электронов. В воздушной среде работа может происходить только с тонкостенными деталями и на малых расстояниях от источника до свариваемого материала. Для качественного соединения требуется также точное позиционирование места сварки относительно излучателя и его фокусировка.
В схему оборудования для электронно-лучевой сварки входят следующие элементы:
- блок питания установки;
- вакуумная камера со шлюзами и насосами, обеспечивающими скоростную откачку воздуха;
- блок управления пушки;
- катод с управляющими электродами и юстировочными катушками;
- анод и расположенные за ним фокусирующие катушки;
- отклоняющие катушки;
- координатный стол для точного позиционирования свариваемых заготовок.
Важно обеспечивать при работе минимальный зазор между деталями и чистоту поверхности от всевозможных загрязнений.
Наиболее эффективным технологическим способом является полное проплавление соединяемого стыка, которое сводит к минимуму возникновение дефектов шва. Также используют способ развёртки пучка электронов с различной амплитудой и частотной регулировкой, что позволяет улучшить качество, уменьшить перегрев деталей и сформировать стабильный шов с учётом свойств конкретного металла.
Заготовки большой толщины могут свариваться наклонным пучком электронов с углом отклонения от 4о до 7о. Этот способ подразумевает двустороннюю, либо многопроходную сварку.

Источник: https://instanko.ru/elektroinstrument/elektronno-luchevaya-svarka.html
Оборудование ЭЛС
Устройство любой промышленной установки включает несколько обязательных элементов:
- пушка – генератор плотного луча;
- блок электропитания, обычно они подключаются к стандартной сети 220 В, дополнительно встраивается трансформатор;
- электронный блок управления, визуально контролировать процесс варки нельзя, нужна точная контролирующая аппаратура;
- вакуумная система, различается по мощности.

В зависимости от назначения, установки способны образовывать криволинейные стыки, проваривать металл на всю глубину. Различают:
По типу вакуумирования:
- камерные установки электронно-лучевой сварки предусматривают размещение деталей в камере, из нее полностью откачивают воздух;
- локальные – изолируют только зону сварки, вакуум создается в небольшом объеме.
По параметрам разряжения:
- специализированные установки создают разряжение до 10-2Па;
- универсальные установки ЭЛС рассчитаны на максимальное давление до 10Па;
- с параметрами так называемого промежуточного вакуума, давление инертного газа – от 10 до 100 Па;
- ЭЛС с защитной атмосферой, в зону стыка аргон нагнетается под давлением свыше 100 Па.
Электронная пушка во всех установках устроена по одному принципу. Поток электронов создается между:
- катодом, он бывает двух видов: плазменный (косвенного накала) или прямого накаливания (по сути, катод – это спираль из вольфрама, тантала или другого тугоплавкого сплава);
- анодом, его делают их меди или стальной.
Поток меняет направление, отклоняется в одну или другую сторону, когда на управляющем электроде меняется потенциал.
На установках ЭЛС проводят сварку тугоплавких сплавов, стык проваривается насквозь за один проход. Метод электронно-лучевой сварки применяется в наукоемких областях, бытового распространения не получил из-за сложности и высокой стоимости оборудования.
Источник: https://svarkaprosto.ru/tehnologii/elektronno-luchevaya-svarka
Количество использованных доноров: 8
Информация по каждому донору:
- https://ru.wikipedia.org/wiki/%D0%AD%D0%BB%D0%B5%D0%BA%D1%82%D1%80%D0%BE%D0%BD%D0%BD%D0%BE-%D0%BB%D1%83%D1%87%D0%B5%D0%B2%D0%B0%D1%8F_%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B0: использовано 3 блоков из 10, кол-во символов 1494 (5%)
- https://svarkaipayka.ru/tehnologia/termicheskaya/elektronno-luchevaya-svarka.html: использовано 1 блоков из 3, кол-во символов 4915 (16%)
- https://prosvarku.info/tehnika-svarki/ehlektronno-luchevaya-svarka: использовано 5 блоков из 7, кол-во символов 5275 (17%)
- https://svarkaprosto.ru/tehnologii/elektronno-luchevaya-svarka: использовано 1 блоков из 6, кол-во символов 1785 (6%)
- https://instanko.ru/elektroinstrument/elektronno-luchevaya-svarka.html: использовано 7 блоков из 22, кол-во символов 8171 (26%)
- https://taina-svarki.ru/sposoby-svarki/elektronno-luchevaya-svarka-tehnologiya-defekty-i-oborudovanie.php: использовано 2 блоков из 9, кол-во символов 3074 (10%)
- https://WikiMetall.ru/metalloobrabotka/elektronno-luchevaya-svarka.html: использовано 3 блоков из 5, кол-во символов 3246 (10%)
- https://svaring.com/welding/vidy/elektronno-luchevaja-svarka: использовано 2 блоков из 5, кол-во символов 3032 (10%)
Мне, как инженеру по эксплуатации специальных энергетических установок в прошлом, очень интересно было узнать о современных методах сварки с помощью электронного луча. Конечно, наука не стоит на месте. И это отрадно! Суть процесса ЭЛС описана понятно и достаточно подробно.