При производстве сварочных работ необходимо надежно закрепить свариваемые детали между собой и удобно расположить. Некоторые виды сварки можно осуществлять только в определенном положении, соответственно должен быть расположен и сварочный стык.
Надежность крепления также важна. Во время сварочных работ по шву возникают большие напряжения, которые должны до конца процесса компенсироваться закрепляющим оборудованием.
Источник: https://svaring.com/welding/prinadlezhnosti/prisposoblenija-dlja-svarki
Содержание
- 1 Виды вспомогательных механизмов
- 2 Как сделать струбцину?
- 3 Изготовление приспособлений для сварки под углом 90°
- 4 Приспособления с магнитами
- 5 Механизированные стенды
- 6 Отечественное и зарубежное производство электродов для сварки
- 7 Правильный подбор марки электродов для дуговой ручной сварки
- 8 Вместо заключения
- 9 Итог
Виды вспомогательных механизмов
Различные механизмы и подсобные детали изготавливают на предприятиях и в домашних условиях. Простейшие из них легко сделать своими руками. В общем случае вспомогательные приспособления для сварки бывают трех видов:
- механизмы для установки, сборки, предварительной фиксации;
- зажимные приспособления;
- комбинированные устройства.

Первый вид приспособлений применяют, чтобы установить детали в нужном для сварки положении. Зажимные сварочные приспособления жестко их фиксируют, не дают соскользнуть, повернуться. Комбинированные устройства выполняют обе функции.
Выбор приспособлений связан с условиями выполнения работ. Он также зависит от требований к точности изготовления заготовок, требований к зазорам, конструкции в целом.
К вспомогательным приспособлениям предъявляют определенные требования. Они должны обеспечивать свободное перемещение свариваемых деталей, вызванное нагревом в зоне сварки.
Если варят крупногабаритные изделия, необходимо обеспечить закрепление только в местах сваривания. Для сварщика должен быть обеспечен свободный доступ к месту сварки. Необходимо также обеспечивать быстрое отведение выделяемой теплоты.
Устройства для варки бывают специальными или универсальными. Например, специальный стенд для сборки и сварки рамных изделий представляет собой стол с фиксаторами.
Универсальные стенды выглядят так же, только имеют дополнительные устройства для крепежа изделия, и за счет этого могут фиксировать большую номенклатуру заготовок.
Источник: https://svaring.com/welding/prinadlezhnosti/prisposoblenija-dlja-svarki
Основные виды сборочно-сварочных приспособлений
Все сборочно-сварочные приспособления можно разделить на два основных вида — установочные и закрепляющие. Особенно удобны механизмы, сочетающие в себе обе эти функции.
Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение — точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Угольники
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Приспособление для сварки труб
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Сварочные приспособления: струбцины и зажимы
Струбцина — универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она — первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма. Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько — различных размеров и конфигураций.
Струбцины Bessey
Струбцина Bessey с регулируемым зевом и наклоняемым упором
Быстрозажимные струбцины Bessey с регулируемым зевом
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Зажимы
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы — самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
Приспособления для сварки: прижимы
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Приспособление для сварки: стяжка
Приспособление для сварки: стяжка
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
Приспособление для сварки: распорка
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.
Источник: http://tool-land.ru/svarochnye-prisposobleniya.php
Как сделать струбцину?

Схема сборки струбцины.
Струбцина является закрепляющим приспособлением. Чтобы ее соорудить, потребуются следующие материалы:
- стальной лист толщиной 1 см;
- 3 гайки;
- некоторое количество шайб с большим диаметром;
- труба, имеющая резьбу с внешней стороны под размер гаек.
Чтобы сделать приспособление своими руками, сначала вырезается полоска из листа стали. Длина его должна быть 500 мм, ширина 40 мм. Далее вырезают 2 полоски. Еще понадобится передвижная планка 100 мм, 2 прямоугольника по 50 мм, чтобы укреплять передвижные элементы, небольшая деталь для обеспечения опоры на основной части струбцины.
К этой части приваривают дополнительную, делая между ними букву Г. На короткую часть нужно приварить деталь для опоры. 3 гайки соединяются вместе, шайбы тоже. Гайки ставят ребром к перемещающейся части, приваривают их. К стержню можно прикрепить деревянную ручку, которая вверху закрепляется гайкой.
Все элементы сваривают по внешней стороне частей. Между ними вставляется полоска струбцины. Когда сварка элементов выполнена, к ним прикрепляется передвижная планка. На конце стержня из металла плашмя приваривают большие шайбы.
Источник: https://masterinstrumenta.ru/svarka/prisposobleniya-dlya-svarki.html
Приспособления для сварки труб
Сварка торцов труб является часто выполняемой операцией — как в производстве, так и в домашних условиях. Разработано множество приспособлений для сварки труб, облегчающих эту работу и обеспечивающих ее надлежащее качество. Центраторы (так называются эти устройства) обеспечивают соосность свариваемых труб и совмещение их торцевых кромок. По конструкции они бывают наружными и внутренними, первые используются гораздо чаще.
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
Приспособление для сварки труб: звенный центратор
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) — для труб диаметром от 10 до 70 мм.
Приспособления для сварки труб: центратор-струбцина СМ151 и центратор-струбцина ЦС3
Струбцина для труб Bessey
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Самодельное устройство для сварки труб
Или таким:
Самодельное устройство для сварки труб
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Источник: http://tool-land.ru/svarochnye-prisposobleniya.php
Изготовление приспособлений для сварки под углом 90°
Ручная дуговая сварка: 1-электрод; 2-покрытие электрода; 3-газовая защита.
Сварочные магниты, которые удерживают соединяемые трубы под прямым углом, нужны для упрощения сварки. Понадобятся следующие материалы:
- лист металла квадратной формы, стороны которого 20-25 см;
- труба с сечением квадратным;
- 3 гайки и 3 болта;
- болт (диаметр 4 см) и гайка 3,5 см;
- цилиндр из стали с диаметром 5 мм;
- дрель, сверло.
К квадрату из металла нужно приварить своими руками 2 куска трубы длиной 200 и 150 мм. Затем делаются 2 дополнительных детали из данных труб. Первая – П-образной формы из отрезков 100 мм. Вторая – трапеция с размерами 11,5 и 5,4 см.
Прижимы с магнитами необходимо собрать последовательным подсоединением составляющих.
Они будут хорошими сварными магнитами.
Теперь вам стало известно о приспособлениях для сварки и их устройство. Желаем вам удачи в выполнении сварочных работ и в правильном применении необходимых приспособлений, чтобы делать различные соединения, будь то угловые или тавра.
Источник: https://masterinstrumenta.ru/svarka/prisposobleniya-dlya-svarki.html
Приспособления с магнитами
Магнитные прижимы относят к установочно-крепежным механизмам. Это значит, что они позволяют правильно расположить детали и закрепить их. Осуществляется данная операция с помощью сильных магнитных элементов.
Какие же преимущества обеспечивает данное приспособление для сварки? Давайте разберемся.
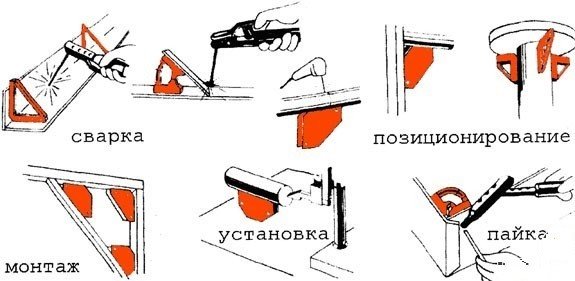
Сварка с помощью магнитных уголков.
К основным достоинствам можно отнести:
- возможность быстрого соединения деталей;
- установка деталей под разными наклонами за счет использования магнитного уголка для сварки;
- значительное уменьшение времени на подготовительные работы;
- небольшие габариты;
- наличие в некоторых моделях активатора магнитного поля;
- возможность быстрой и легкой чистки магнитов.
Главным недостатком подобных приспособлений является ограничение их применения в зависимости от материала. Немагнитные металлы, дерево и т.п. не позволяют применять магниты.
С другой стороны, магнитные сварочные приспособления позволяют закреплять детали под любым углом друг другу, и они являются более универсальными, чем, например, струбцины.
Магнитные прижимы являются действительно удобными механизмами, которые позволяют исключить громоздкие фиксаторы и необходимость использования контактной сварки.
Кроме того, в интернете можно найти большое количество обзоров, посвященных изготовлению самодельных приспособлений для сварочных работ. Например, можно самостоятельно сделать магнитный угольник для сварки своими руками или магнитную массу на сварку.
Источник: https://tutsvarka.ru/oborudovanie/prisposobleniya-dlya-svarki
Механизированные стенды
При сварке много времени уходит на подготовительные работы. В этих условиях роль устройств механизации не менее важна, чем сама сварка. Зачастую она вообще незаменима.
Использование стендов, стеллажей и плит позволяет прочно крепить заготовки. Изделие предварительно собирают, и затем уже фиксируется на стенде в требуемой позиции. Стенды часто используют при сварке габаритных, плоских деталей, которые фиксируют электромагнитами или другими прижимами.
Источник: https://svaring.com/welding/prinadlezhnosti/prisposoblenija-dlja-svarki
Это интересно: Какие запчасти для сварочных аппаратов могут понадобиться?
Отечественное и зарубежное производство электродов для сварки
Время чтения: 5 минут
Как известно, материал для сварочных работ должен быть качественным и изготовленных из чистого сырья. Только так удастся добиться стабильного горения дуги при ручной дуговой сварке. Конечно, профессионалы способны сформировать качественный шов, используя даже дешевые расходники для сварочных работ. Но так мастеров единицы. Поэтому важно правильно выбрать производителя электродов.
Источник: http://home.nov.ru/svarochnye-materialy-kratkij-obzor-statej/
Газовые линзы
При аргонодуговой сварке большое влияние на качество защиты оказывает скорость истечения газа из горелки и форма свариваемых изделий. Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая — вследствие подсоса воздуха в сопло и турбулентности газового потока.
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы — корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Газовая линза
Поток газа с использованием газовой линзы (слева) и без линзы (справа)
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Источник: http://tool-land.ru/svarochnye-prisposobleniya.php
Правильный подбор марки электродов для дуговой ручной сварки
Время чтения: 10 минут
Эта большая статья — находка для начинающего сварщика. Там мы подробно рассказываем абсолютно все, что вам необходимо знать. Как правильно выбрать расходные материалы для различных типов металлов? Какие сварочные материалы для дуговой сварки лучше приобрести, а от каких отказать? Важно ли учитывать покрытие, если вы выбираете сварочные расходники? На эти, и многие другие вопросы мы постарались ответить в этом материале.
Источник: http://home.nov.ru/svarochnye-materialy-kratkij-obzor-statej/
Приспособления для вторичной защиты при аргонодуговой сварке
При сварке титана требуется защита не только непосредственно зоны расплавленного металла, но и прилегающих к ней областей. Это вызвано тем, что титан при температуре выше 400°C начинает активно вступать в реакцию с газами, содержащимися в воздухе, в результате чего повышается его хрупкость и снижается прочность. Чтобы не допустить этого, применяется т.н. вторичная защита, целью которой является исключение контакта с воздухом тех зон металла, которые могут иметь температуру выше 400°C.
В качестве основного устройства для вторичной защиты используется металлический кожух («сапожок»), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва. Чтобы «сапожок» качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу. Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
Сапожок для сварки
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и «сапожок», но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Приспособление для вторичной защиты при сварке
Приспособление для вторичной защиты при сварке
Приспособление для вторичной защиты при сварке (Huntingdon Fusion Techniques)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Источник: http://tool-land.ru/svarochnye-prisposobleniya.php
Вместо заключения
Прочтите их, чтобы знать все о современных сварочных материалах, представленных на рынке. В своих статьях мы перечисляем не только достоинства, но и недостатки тех или иных сварочных материалов. Так что вы можете сделать свой вывод исходя из нашего опыта и сторонних отзывов в интернете.
Ну а если вы уже обладаете опытом, то ниже в комментариях вы можете поделиться своими личными рекомендациями по выбору и применению сварочных материалов. Ваше мнение наверняка будет полезно для всех начинающих сварщиков. Желаем удачи в работе!
Источник: http://home.nov.ru/svarochnye-materialy-kratkij-obzor-statej/
Итог
Подготовка к сварочным работам зачастую занимает значительно больше времени, нежели непосредственно процесс соединения частей конструкции. Для обеспечения высокого качества детали необходимо надежно и правильно выставлять под сварку в соответствии с чертежами.
Для этих целей широко используются: струбцины для сварки, сварочные клещи, клещи для контактной сварки, сварочные зажимы и т.д. Правильно установить части конструкции можно не только с помощью механизмов, но и с использованием точечной сварки.
Источник: https://tutsvarka.ru/oborudovanie/prisposobleniya-dlya-svarki
Количество использованных доноров: 5
Информация по каждому донору:
- http://tool-land.ru/svarochnye-prisposobleniya.php: использовано 5 блоков из 7, кол-во символов 11441 (46%)
- https://tutsvarka.ru/oborudovanie/prisposobleniya-dlya-svarki: использовано 4 блоков из 8, кол-во символов 3720 (15%)
- https://svaring.com/welding/prinadlezhnosti/prisposoblenija-dlja-svarki: использовано 5 блоков из 7, кол-во символов 4478 (18%)
- http://home.nov.ru/svarochnye-materialy-kratkij-obzor-statej/: использовано 6 блоков из 7, кол-во символов 3281 (13%)
- https://masterinstrumenta.ru/svarka/prisposobleniya-dlya-svarki.html: использовано 2 блоков из 4, кол-во символов 2199 (9%)