
Сварочное оборудование и сварочные материалы – все, что относится к процессу сварки.
К сварочным материалам относится все, что используется по ходу сварочных работ. Если говорить в общем, то это в большей степени расходные материалы.
Источник: https://tutsvarka.ru/oborudovanie/svarochnye-materialy
Содержание
- 1 Типовые требования к сварочному производству
- 2 Виды сварочных материалов
- 3 Внешний осмотр
- 4 Основные контролируемые объекты сварочного производства при проверке
- 5 Для нержавеющих сталей
- 6 Системно-структурный анализ технологического процесса
- 7 Контроль флюса
- 8 Электроды
- 9 Проверка сварных соединений на проницаемость
- 10 Обеспечение качества в процессе производства
- 11 Магнитная дефектоскопия
- 12 Прихватки в сварке
- 13 Радиационный метод
- 14 Оформление документации
Типовые требования к сварочному производству
К сварочному производству предъявляются следующие типовые требования:
— обеспеченность необходимым сварочным оборудованием, технологическим оснащением, механическим специализированным оборудованием и транспортно-складской системой;
— обеспеченность необходимой технической (в т.ч. технологической) документацией;
— обеспеченность квалифицированным (аттестованным) персоналом;
— обеспеченность системой контроля качества продукции (системой обеспечения качества), которая фиксирует качество сварных конструкций и обеспечивает стабильность показателей качества;
— максимально-рациональный уровень механизации и автоматизации сварочных и вспомогательных (сопутствующих) производственных (технологических) процессов.
Источник: https://weldering.com/kontrol-kachestva-proizvodstve
Это интересно: Как выбрать маску для сварки хамелеон, в чем отличительные особенности данных защитных изделий
Виды сварочных материалов
Функции, которые выполняют сварочные материалы, следующие:
- Защита металла с помощью газа или шлака от вредоносного воздействия воздуха.
- Повышение стабильности пламени и всего процесса сварки.
- Измерение размеров формируемого сварочного шва.
- Формирование необходимой металлического состава сварочного шва по заданным свойствам.
- Чистка от примесей шва после сварки.
Виды сварочных материалов можно классифицировать по-разному. По своему составу их можно разделить на две большие группы: имеющие прямое отношение к сварке как химическому процессу и так называемые гаджеты, облегчающие работу сварщика на том или ином этапе.
По функциям сварочные материалы делятся следующим образом:
Электроды и прутки
Электроды бывают плавящимися и неплавящимися. Плавящиеся, в свою очередь, различаются по типу покрытия: смешанному, кислому, основному, рутиловому и т.д. Присадочные прутки помещаются внутри сварного шва. Электроды предназначены для эффективной подачи электрического тока в зону плавления.
Сварочная проволока
Выпускается в трех вариантах: порошковая, активированная, сплошная.
Флюсовые смеси
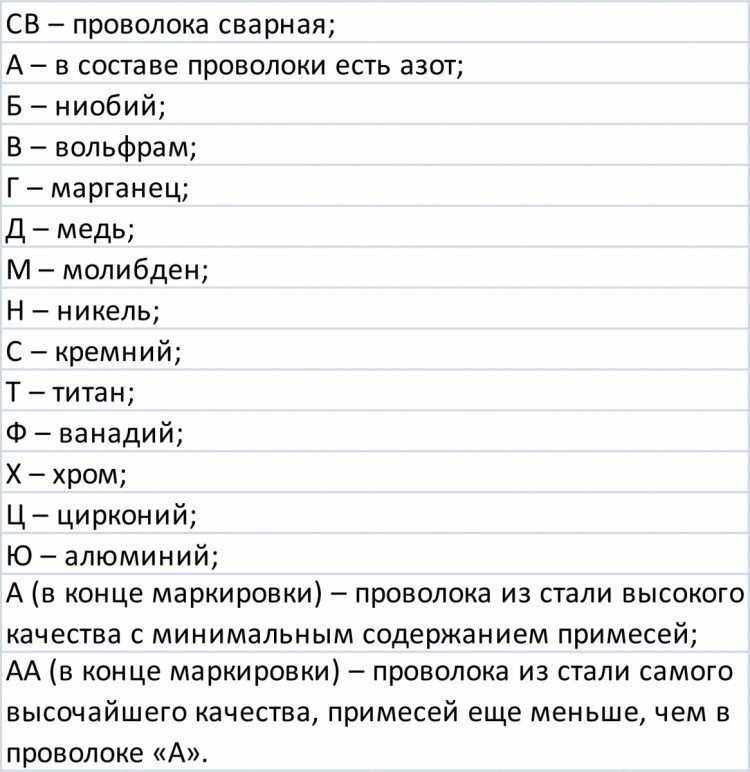
Маркировка сварочной проволоки.
Подразделяются на теплопроводные и защитные. Предназначены для защиты процесса дуговой сварки. Содержат химические компоненты, которые защищают свариваемый металл от воздействия воздуха.
Инертные защитные и горючие газы
Используются для защиты дуги и для поддержки пламени. К инертным газам относятся аргон, гелий и их смеси в различных концентрациях. Углекислый газ и его смеси относятся в к активным видам газов, которые взаимодействуют с металлом или растворяются в нем.
Горючие газы используются в газовой резке и газовой сварке, это ацетилен, водород, кислород и различные смеси.
Подкладки, треугольники и пр
Керамические подкладки бывают разной формы: округлыми, всепозиционными, для конкретных видов швов и т.д. Они облегчают рабочий процесс и способствуют формированию обратного валика в качественном шве.
Источник: https://tutsvarka.ru/oborudovanie/svarochnye-materialy
Внешний осмотр
 Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Любая проверка качества сварных швов начинается с визуального контроля. Осматривают все 100% сварных соединений. Сначала проверяют геометрию и форму шва.
Визуальный контроль помогает выявить, наряду с наружными, часть внутренних изъянов. Так, переменные по габаритам валики швов и неравномерные складки говорят о непроварах, возникающих из-за частых обрывов электрической дуги.
Перед началом работ со сварных соединений удаляют шлак, окалины прочие загрязнения. Чтобы лучше можно было разглядеть дефекты, швы обрабатывают азотной кислотой (10%). Это придает матовость шву, что облегчает поиск изъянов.
После обработки кислотой необходимо провести тщательную протирку спиртом, чтобы предупредить ее вредное влияние на сплав.
Для повышения качества проверки можно использовать фонарь и оптическую лупу. Для контроля геометрических размеров применяют штангенциркуль и шаблоны.
Источник: https://svaring.com/welding/teorija/kontrol-kachestva-svarki
Основные контролируемые объекты сварочного производства при проверке
Выполняется контроль следующих технологических факторов:
1) контроль качества исходных материалов
Качество сварки обеспечивается при условии, что качество исходных материалов удовлетворяет предъявляемым к ним требованиям. Устанавливают соответствие сертификатных данных на все исходные материалы данным, которые требуются согласно техпроцессу сварки конструкций. Проверяют качество:
основного металла:
— литые заготовки (поры, усадочные раковины и трещины);
— прокат (расслоения, различные пробы на неравномерность распределения примесей и т.д.);
электродов:
— равномерность толщины покрытий;
— наличие трещин в покрытиях;
— другие механические повреждения;
— специальные пробы (в т.ч. на содержание водорода);
сварочной проволоки:
— чистота поверхности;
— наличие покрытий;
— наличие расслоений, закатов;
флюсов:
— величина и равномерность размера;
— грануляция частиц;
— инородные включения;
— влажность;
защитных газов:
— наличие вредных примесей;
— наличие влаги.
2) контроль оборудования
— предупредительный контроль — обеспечивается соблюдением графика технического обслуживания оборудования;
— автоматизированный контроль — осуществляется с обратной связью; применяют для высокоскоростных сварочных процессов.
3) контроль технологии изготовления
— контроль подготовки заготовок;
— контроль исправности сварочных приспособлений;
— контроль сборки узлов под сварку;
— контроль состояния сварочных материалов;
— контроль пригодности сварочного оборудования;
— контроль соблюдения установленных режимов сварки.
4) контроль квалификации операторов — необходимо проверять на всех этапах технологического процесса (заготовки, сборки, сварки, контроля качества). Создан высший орган украинской системы подготовки и аттестации кадров сварочного производства — «Украинский аттестационный комитет сварщиков». Разработаны и утверждены «Правила аттестации сварщиков» (10.04.96 г., №61).
Источник: https://weldering.com/kontrol-kachestva-proizvodstve
Для нержавеющих сталей

Электроды и сварочные нити — проволока, для высокотемпературной гранецентрированной модификации железа и его сплавов имеют повышенные требования, чем объясняется их особый контроль.
Последний проводится на жесткой балке тавровой формы либо образце, имеющим шесть слоев наплавки. Используемый образец должен быть подобным типу стали, из которого выполнена свариваемая конструкция.
Электропроводный же стержень берется из выбранной для работы партии и на нем проводится контроль качества.
Шестислойное наплавление ведется в нижнем крайнем положении, причем каждый пласт наплавляется в однонаправленном положении. После остывания предшествующего слоя до +18-20° C, на него накладывают следующий.
После окончания процесса и достижения образцом комнатной температуры, удаляется шлак, и образец осматривается на присутствие горячих трещин — дефектов отливки в форме разрыва либо надрыва тела. При этом прототип ломают по линии контролируемого шва.
Затем первый делится на три равных бруска для изготовления материалов со шлифованной поверхностью — макрошлифов. Их плоская поверхность предназначена для травления деталей соляной кислотой либо щелочью.
После обработки агрессивной средой прототипы сушат, затем исследуют наличие дефектов под лупой с сильным увеличением. Присутствие трещин по границам кристаллов говорит о бракованных электродах. Однако контрольная сварка допускает некоторые дефекты.
Таковыми являются отдельные газовые включения или изгари размером до полутора миллиметров и трех штук на 0,15 м длины излома тавра. Включения не могут превышать одной третьей высоты шва.
По окончании контрольного исследования данных сварочных материалов составляется специальный акт.
Источник: https://prosvarku.info/rashodnye-materialy/kontrol-svarochnyh-materialov
Системно-структурный анализ технологического процесса
Системно-структурный анализ технологических процессов сварочного производства выполняется с целью оценки степени соответствия анализируемого технологического процесса его регламентируемому уровню.
Во время аттестации сварочного производства на соответствие стандартам и с целью оценки технических возможностей стабильного выпуска продукции, отвечающей нормативным документам.
Выполняется и оценивается оптимизация применяемых технологических процессов, анализируется организационное и конструкторско-технологическое обеспечение технологических процессов.
Показатели технологического процесса:
— производительность — среднее количество изделий, выработанных в ходе технологического процесса, за фиксированный промежуток времени;
— средняя доля годных изделий, выпущенных в ходе технологического процесса к общему количеству изготовленных изделий;
— средняя доля бракованных изделий;
— интенсивность срывов технологического процесса — отношение количества операций, при выполнении которых наблюдался срыв, к общему числу операций в единицу времени (срыв — событие, заключающееся в прекращении нормального функционирования системы, непредусмотренное техническими условиями или графиком работы);
— среднее время производительной работы на одной операции;
— среднее время простоев производственной системы на одной операции;
— надёжность технологического процесса — способность функционирования без срывов в течение заданного промежутка времени в соответствующих условиях эксплуатации.
Стандартизация и метрологическое обеспечение средств и методов контроля качества сварных конструкций:
1) стандарты:
— общего назначения;
— на средства контроля;
— на методики контроля различных видов продукции определенными методами;
2) метрологическое обеспечение — установление и применение научных и организационных основ, технических средств, правил и норм, необходимых для достижения единства и требуемой точности измерений;
3) метрологическая проверка — осуществляется при разработке технических заданий на измерительные приборы.
Источник: https://weldering.com/kontrol-kachestva-proizvodstve
Контроль флюса
Качество флюса, поступившего с завода-изготовителя и имеющего сертификат с указанием его химического состава и грануляции, определяют в соответствии с ГОСТ 9087—59 или ТУ путем сварки пластин или стыков труб на режимах, обусловленных технологическим процессом.
Если в швах, наплавленных под слоем флюса, имеются поры или трещины, то тщательно проверяют гранулометрический состав, однородность, объемный вес, влажность и загрязненность флюса (если влажность превышает 0,1%, флюс просушивают).
После такой проверки наплавляют шов под слоем флюса на тавровом образце и исследуют наплавленный металл на содержание углерода и серы путем химического анализа пробы, взятой из верхнего слоя сварного соединения.
При неудовлетворительных результатах контроля проверяемая партия флюса забраковывается или подвергается повторной прокалке с последующей полной перепроверкой, включая определение химического состава флюса.
Таким же образом проверяют качество флюса, предназначенного для сварки конструкций, работающих в тяжелых условиях.
Источник: https://www.autowelding.ru/publ/1/1/kontrol_kachestva_svarochnykh_materialov_i_materialov_dlja_defektoskopii/7-1-0-405
Электроды

Соответствие электродов паспортным данным проверяют на заводе-изготовителе и перед осуществлением работ на производстве или строительной площадке. Освидетельствование стержней из электропроводного материала начинается с внешнего осмотра.
Из каждой партии отбирается на контроль качества по 10-20 сварочных единиц либо 0,5% от партии. Если при испытании обнаруживается повышенное число электродов с изъяном, в брак уходит вся группа.
Механические свойства электропроводных стержней диаметром до 3,0 мм проверяется путем их изгиба, падения на стальную плоскость с высоты 100 см, если толщина электрода превышает указанный размер, высота сокращается вдвое.
Правила контроля качества сварочных материалов предусматривают частичный откол покрытия, однако его общая длина не должна превысить 20 мм, что оговаривается Государственным стандартом 9466—60.
Технические условия допускают также незначительные дефекты площади стержней:
- некоторая шероховатость покрытия, несущественные продольные засечки, задиры, которые имеют глубину, не превышающую четверти покрытия;
- не больше трех локальных впадин на половину толщины обкладки, не длиннее 1,2 см каждая;
- пустоты — до 3 на 10 см длины, причем их диаметр должен быть меньше 2,0 мм, не более половины глубины слоя;
- не более 2 волосяных трещин, характеризующихся длиной до 1,2 см каждая.
Гомогенизированная масса — покрытие, обязано концентрично наноситься относительно стержня. Ее соответствие проверяется по всему сечению, путем проведения надрезов и замером толщины покрытия.
Значение разности толщин не может превышать следующий показатель:
электрод Ø 2,0 мм — 0,080 мм;
- 2,50 — 0,10;
- 3,0 — 0,150;
- 4,0 — 0,20;
- 5,0 — 0,250;
- 6,0 и выше — 0,30 мм.
Слой должен быть водостойким и не крошиться после погружения электрода в жидкость на 24 часа, причем подогрев воды должен составлять +15-25° C. После проведения пробной сварочной операции, стержень с покрытием оценивают по следующим факторам:
- Легкости зажигания электрической дуги.
- Стабильности ее горения.
- Показателю разбрызгивания металла.
- Пропорциональности плавки гомогенизированной массы.
- Отделимости изгари.
На основании полученных данных делается оценка качества сварочных материалов.
Рекомендуется перед началом сварочных процессов, первые подсушивать в специальных печках до +180° C, но не газовыми устройствами. Операция ухудшает эксплуатационные параметры сварочных стержней.
Источник: https://prosvarku.info/rashodnye-materialy/kontrol-svarochnyh-materialov
Проверка сварных соединений на проницаемость
В случае применения сварки при изготовлении резервуаров требуется контроль герметичности. Для этого проводят испытания на непроницаемость соединений. Контроль качества проходит с применением газов или жидкостей.
Суть метода основана на создании большой разности давлений между наружной и внутренней областью емкости. При сквозных изъянах в сварном шве жидкость или газ будут переходить из области с высоким давлением в область с низким давлением.
В зависимости от используемого вещества и способа получения избыточного давления контроль проницаемости осуществляют пневматикой, гидравликой или вакуумом.
Пневматический способ
 Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
Применение пневматического метода контроля качества сварки требует накачивания резервуара каким-либо газом до давления величиной 150% от номинального.
Затем все сварные швы смачивают мыльным раствором. В местах протечек образуются пузыри, что очень легко фиксируется. Для лучшей визуализации используют добавку аммиака, а шов покрывают бинтом пропитанным фенолфталеином. В местах протечек появляются красные пятна.
Если нет возможности накачать емкость, то применяют способ обдува. С одной стороны шов обдувается под давлением не менее 2,5 атмосферы, а с другой обмазывается мыльным раствором. Если имеется брак, то он выявится в виде пузырьков.
Гидравлический способ
При гидравлическом способе контроля качества сварки проверяемая емкость заполняется водой или маслом. В сосуде создается избыточное давление, которое больше номинального в полтора раза.
Затем в течение определенного времени, обычно 10 минут, область вокруг шва обстукивают молотком со скругленным бойком. При наличии сквозного дефекта сварки появится течь. Если избыточное давление невелико, то время выдержки резервуара увеличивают до нескольких часов.
Источник: https://svaring.com/welding/teorija/kontrol-kachestva-svarki
Обеспечение качества в процессе производства
Обеспечение качества продукции в процессе обеспечивается за счет:
1) планирования и организации работ:
— по техническому контролю и испытаниям продукции;
— контролю технологии производства;
— технической диагностике оборудования;
— технической диагностике систем обеспечения;
— контролю состояния производственной среды;
2) метрологического обеспечения производства и качества продукции;
3) контроля и испытаний на различных стадиях производства продукции;
4) контроля технологической дисциплины;
5) проведения профилактики и планово-предупредительных ремонтов оборудования;
6) обеспечения качества изготовления используемого инструмента, оснастки и приспособлений;
7) аттестации производства, технологических процессов, рабочих мест, оборудования, оснастки, инструмента, деталей и сборочных единиц собственного изготовления;
8) обеспечения качества во время внутрицеховой и межцеховой транспортировки;
9) высокой квалификации персонала и производственной дисциплины;
10) функционирования системы учета и оценки затрат на обеспечение качества продукции.
Управление процессами производства необходимо для того, чтобы противодействовать различным факторам, влияющим на производство и приводящим к отклонениям процессов от установленных значений их характеристик. Управление производственным процессом должно образовывать замкнутый цикл и содержать:
— контроль процесса (изделия) для обнаружения отклонений;
— анализ данных, полученных во время контроля, для определения причин отклонения и принятия необходимых корректирующих мероприятий;
— информирование оператора процесса про необходимые корректирующие мероприятия;
— регулирование процесса.
Методы управления процессами производства:
САМОПРОВЕРКА — оператор сам выполняет проверку важных показателей качества после завершения какой-либо операции или работы; может быть визуальной или выполняется с помощью калибров или простейших приборов (главное преимущество — простота и скорость применения);
ВЫБОРОЧНАЯ ПРОВЕРКА — заключается в проверке через некоторые промежутки времени нескольких изделий для того, чтобы удостоверится, что они соответствуют определённым требованиям к их качеству; осуществляется мастерами цехов или специальными контролерами;
КОНТРОЛЬ ПО ЭТАПАМ или КОНТРОЛЬ В ПРОЦЕССЕ ПРОИЗВОДСТВА требует проверки изделия после каждой операции или группы операций, в результате которых в изделии формируются важные характеристики качества; точки контроля располагаются, как правило, непосредственно на месте производства, где детали передаются контролёрам после каждого важного этапа обработки; во время контроля по этапам соответствующие характеристики изделия проверяются по чертежам и техническим условиям;
СТАТИСТИЧЕСКИЕ МЕТОДЫ УПРАВЛЕНИЯ технологическим процессом основываются на том принципе, что все процессы имеют заложенную в них изменчивость; если модель изменчивости может быть создана, то её можно использовать для прогнозирования и индикации моментов, когда процесс требует корректирующего действия, для того, чтобы остаться управляемым; преимущества этих статистических методов заключаются в следующем:
— они дают информацию про вероятность дефектный выходов прежде, чем они будут получены фактически;
— для сохранения высокого уровня качества они не требуют физического контроля каждого изделия или детали.
Методами контроля являются:
— распределение частотности;
— контрольные карты;
— предконтрольные проверки.
Для гарантированного обеспечения качества конечной продукции, состоящей из нескольких деталей и/или узлов, производимых собственным производством, управление качеством должно охватывать различные стадии производства всех этих компонентов и узлов. Для этого создается сеть контрольных пунктов в стратегических точках производства. В каждом контрольном пункте контролируемая характеристика качества должна чётко определяться, а для выполнения этой функции пункты должны обеспечиваться квалифицированным персоналом и соответствующим испытательным оборудованием. Для эффективного функционирования сети контрольных пунктов, они должны быть обеспечены детальными инструкциями.
Несоответствующее изделие должно идентифицироваться с помощью соответствующего кода или знака. При возникновении изделий, несоответствующих требованиям, производственных процесс останавливается. Производитель должен иметь методику физического отделения несоответствующих изделий, которые должны храниться на изолированном участке под контролем для предотвращения использования этих изделий. Выполняется анализ несоответствующих изделий для принятия одного из следующих решений:
— приёмка в существующих условиях (если несоответствие незначительно и не влияет на эксплуатационные показатели конечного продукта; если есть заказчик, то это с ним согласовывается);
— переработка (если имеется возможность исправить несоответствие);
— ремонт (если имеется возможность отремонтировать или повторно обработать изделие);
— пересортица (изделию присваивается низшая категория качества, требованиям которой оно соответствует);
— брак (изделие необходимо изъять, как брак, и передать в отходы).
Источник: https://weldering.com/kontrol-kachestva-proizvodstve
Магнитная дефектоскопия
 Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Явление электромагнетизма используется в магнитных дефектоскопах. Каждый металл имеет свою степень магнитной проницаемости. При прохождении через неоднородные материалы магнитное поле искажается, что говорит о присутствии инородных элементов внутри структуры.
Это используется в приборе для контроля качества сварки. Он вырабатывает магнитное поле, которое проникает в исследуемый металл. Неоднородности фиксируются магнитопорошковым или магнитографическим способом.
В первом случае на сварной шов наносят ферромагнитный порошок. Там где происходит скопление порошка вероятнее всего непровар, нет сплошного соединения. Порошок может быть сухим или влажным, с примесью масла или керосина.
Во втором случае на шов накладывают ферромагнитную ленту. Затем ее пропускают через прибор, где анализируют все аномалии, зафиксированные на ленте, и определяют дефекты сварки.
Магнитный способ контроля качества имеет ограничения, связанные с самим принципом действия прибора. Он может проверять качество сварных соединений только ферромагнетиков, к которым некоторые стали и цветные металлы не относятся. Соответственно, такой способ контроля имеет ограниченное применение.
Источник: https://svaring.com/welding/teorija/kontrol-kachestva-svarki
Прихватки в сварке
Прихватки в сварке можно отнести к вспомогательным приспособлениям временного характера. Это специальные короткие швы, которые расположены по своим правилам и нормам.

Правила выполнения прихваток.
Главная функция прихваток – удержание деталей от смещения с помощью фиксации, уменьшение зазоров между свариваемыми заготовками, снижение возможных деформаций и повышение прочность всей сварной конструкции.
Чаще всего сварка прихватками производится точечным методом со специальными зажимами. Зажимы – отличные помощники в сборке конструкции. Это можно делать как вручную, так и автоматически. Чем сложнее сварочный узел, тем должна быть выше автоматизация его сборки.
Требования к прихваткам:
- Длина прихваток должна быть не больше 20-ти мм, что же касается толщины, то они должны быть ровно в два раза меньше, чем сам сварочный шов.
- Состав электродов прихваток должен полностью соответствовать марке электродов, используемых для дальнейшей сварки.
- Параметры сварочного тока для полного провара мест для захваток должны соответствовать нормам и быть выше на 20%, чем его значение при дальнейшей сварке.
- Локализация прихваток всегда проходит там, где есть риск деформации и где будет максимальное напряжение. Их никогда не размещают в местах пересечения основных швов.
- К моменту основной сварки прихватки должны быть без шлака и капель металла, чтобы участок с их расположением был по возможности ровным.
Источник: https://tutsvarka.ru/oborudovanie/svarochnye-materialy
Радиационный метод
 Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.
Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала.
Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий.
Источник: https://svaring.com/welding/teorija/kontrol-kachestva-svarki
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Помимо журнала, сварочные работы сопровождает схема стыков, прилагаются сертификаты на расходные материалы (электроды, флюс или присадочную проволоку) и акты по контролю качества снаружи изделия.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Источник: https://svaring.com/welding/teorija/kontrol-kachestva-svarki
Количество использованных доноров: 5
Информация по каждому донору:
- https://tutsvarka.ru/oborudovanie/svarochnye-materialy: использовано 3 блоков из 8, кол-во символов 3732 (14%)
- https://prosvarku.info/rashodnye-materialy/kontrol-svarochnyh-materialov: использовано 2 блоков из 8, кол-во символов 4086 (16%)
- https://www.autowelding.ru/publ/1/1/kontrol_kachestva_svarochnykh_materialov_i_materialov_dlja_defektoskopii/7-1-0-405: использовано 1 блоков из 6, кол-во символов 1034 (4%)
- https://svaring.com/welding/teorija/kontrol-kachestva-svarki: использовано 6 блоков из 9, кол-во символов 7209 (28%)
- https://weldering.com/kontrol-kachestva-proizvodstve: использовано 4 блоков из 6, кол-во символов 9944 (38%)