Когда необходимо сформировать неразъемное соединение деталей из нержавеющей стали, меди, титана, алюминия, а также ряда других металлов цветной группы и сплавов на их основе, чаще всего используется сварка аргоном. Процесс ее выполнения является достаточно трудоемким и специфическим.
Процесс сварки в среде аргона
Источник: http://met-all.org/obrabotka/svarka/svarka-argonom.html
Содержание
- 1 Сварка аргоном
- 2 Виды сварочного оборудования
- 3 Розжиг дуги при разных электродов
- 4 Преимущества
- 5 Основа
- 6 Этапы ручной аргонодуговой сварки
- 7 Выбор режима сварки
- 8 Преимущества и недостатки сварки в защитной среде аргона
- 9 Заключение
- 10 Рекомендации по выбору режимов
- 11 Режимы аргонодуговой сварки листовой стали неплавящимся электродом
- 12 Выводы
- 13 Как выбрать присадочный материал
- 14 Выбор способа сварки в зависимости от толщины свариваемого алюминия
- 15 Как происходит процесс сварки
Сварка аргоном
Основная проблема сварочного процесса аргоном возникает тогда, когда сварочная ванна начинает кипеть. Это случается из-за того, что металлы нагреваются недостаточно хорошо.
Чтобы сгладить этот негативный эффект, сварщики используют флюсы и присадочные проволоки (или гранулированные материалы). Эти расходники улучшают плавление под сварочной дугой.
С ними вы сделаете свой труд легче, а сварное соединение получится крепким и плотным.
Достоинства

Если учесть все рекомендации для сварки аргоном и не нарушать технологию сварки, на выходе можно получить качественный и прочный шов.
Перечислим основные «за» для этой методики:
- Сварочный процесс не слишком трудоёмкий и проходит быстро;
- Швы, выполненные этим методом, могут пригодиться в конструкции для любой сферы;
- Зажигание дуги проходит недолго и легче, чем с некоторыми другими вариантами сварки;
- Если использовать удлинённую присадочную проволоку, даже самое длинное соединение можно будет выполнить без перерыва;
- -Детали из металла можно нагреть газовой горелкой для облегчения сварки.
Недостатки

Нет сварочной технологии без минусов, и у аргоно дуговой есть следующие:
- Сварка методом TIG дороже в сравнении с обыкновенной электродуговой. Себестоимость первой будет минимум в десять раз больше;
- Работа с газовыми баллонами опасна, а эта методика без него не обходится;
- Мастер рискует столкнуться с кипением сварочной ванны и разбрызгиванием металла деталей. Это в первую очередь опасно для участков тела, которые не защищены. Также это неэкономно и ухудшает качество швов;
- Материалы, которые нужны для аргоно дуговой сварки, продаются не в каждом магазине, поэтому найти их будет сложно.
Но эти недостатки встречаются только, если мастер нарушил инструкции и ГОСТы. В правильной работе они сведены к минимуму и не имеют значения на фоне того, насколько хорошим получится сам результат.
Поэтому подойдите к сварке серьезно, и вы сможете аннигилировать такие недочёты.
Источник: https://prosvarku.info/tehnika-svarki/kak-svarit-chernyj-metall-argonom
Виды сварочного оборудования
Для сварки аргоном применяется несколько типов оборудования:
- Ручной процесс — сварщик держит горелку и присадочный материал.
- Полуавтоматический процесс — присадочный материал и газ подаются автоматически в горелку, которую мастер ведет вдоль шва вручную.
- Полностью механизированный процесс – в рабочей области человек отсутствует, подача присадочного материала и ведение горелки осуществляется оператором дистанционно.
- Роботизированный процесс — оператор только вводит программу, а система ЧПУ исполняет ее.
Большое преимущество метода — возможность соединять материалы, сварка которых другими методами затруднительна.
Это могут быть и разнородные металлы на производстве, и стык труб в домашней системе отопления.
Источник: https://instanko.ru/osnastka/svarka-argonom.html
Розжиг дуги при разных электродов
При расплавляющихся электродах розжиг дуги происходит во время соприкосновения электрода с изделием. Электродная проволока при касании металлической поверхности начинает искрить и вокруг нее происходит испарение паров железа. Они влияют на степень ионизации аргона, понижая ее, поэтому розжиг дуги происходит с легкостью.
При использовании неплавящихся электродов розжиг дуги таким способом невозможен, т. к. чистый аргон имеет высокий показатель ионизации, поэтому для розжига требует более сильную искру. При касании вольфрамового электрода поверхности металла ее невозможно получить. Кроме того, при касании происходит загрязнение поверхности и ее существенное оплавление. Поэтому для разжигания дуги при вольфрамовом электроде применяют вспомогательный прибор, называемый осциллятором. С помощью него на электрод после включения устройства подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и поверхностью изделия и последующим розжигом дуги.
Для выполнения шва используется аргонодуговая сварка с переменным током и выпрямленным (постоянным) током.
Если аргонодуговая сварка проводится в режиме переменного тока, то осциллятор впоследствии после розжига дуги в дальнейшем играет роль стабилизатора, подающего импульсы в моменты замены полярности, это обеспечивает стабильное горение сварочной дуги.
При сварке с использованием постоянного тока на анодном и катодном конце величина выделяемого тепла разная. При его значении менее 300 ампер до 70% выделяемого тепла образуется на аноде и только 30% приходится на катод.
Для обеспечения большого нагрева металла, приводящего к его расплавлению и исключения перегрева электрода, применяют прямой вид полярности. Тогда изделие служит анодом, а электрод — катодом. Такую схему используют для всех металлических сплавов за исключением алюминиевых. Для них применяют сварку с переменным током, чтобы эффективней удалить окисный поверхностный слой.
Сварка аргоном наиболее понятна при выполнении работы в ручном режиме, поэтому лучше рассмотреть подробно этот вариант соединения металлических деталей.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-argonom.html
Преимущества

Шов при сварке тонкого металла аргоном
- Здесь легко проходит сваривание тонких листов, а также уменьшается вероятность появления бракованных изделий;
- Полученные швы могут применяться практически в любой сфере;
- Сам процесс сваривания более простой в осуществлении;
- Практически отсутствуют проблемы с зажиганием дуги;
- Благодаря использованию длинной проволоки, любой шов может получиться непрерывным;
- Возможность подогревать металл газом горелки;
- Требуется не столь тщательная подготовка металла под сварку.
Источник: https://svarkaipayka.ru/tehnologia/svarka-metalla/svarka-chernogo-metalla-argonom.html
Основа
Главной проблемой является кипение сварной ванны. Оно происходит потому, что металл становится слабо нагретым. Для решения этой проблемы нужно верно выбирать присадочный материал, а еще применять флюс, который помогает раскалить заготовку. Когда сваривают тонкий металл аргоном процесс идет быстрее, поскольку отсутствует риск прожечь деталь, а соединение образуется гораздо качественнее. Процесс технологии должен осуществляться по ГОСТу 14771-76.

Преимущества
- Несложный процесс сварки тонкого металла, а также уменьшается шанс в образовании брака;

- Применение полученных швов почти в любых сферах;
- Процесс сварки весьма легкий в реализации;

- Отсутствие неудач при попытках зажечь дугу;
- Могут осуществляться непрерывные швы благодаря длине проволоки;
- Можно осуществлять подогрев металла газом горелки;

- Минимальные подготовительные работы с металлом для сваривания.
Недостатки

- Сваривание стали аргоном является весьма дорогим процессом, в отличие других его разновидностей, стоимость превышает простую дуговою несколько раз;

- Увеличивается риск в работе из-за использования газа;
- Иногда происходит вскипание сварной ванны, и впоследствии разбрызгивание металла в разные стороны, что приводит к некачественному соединению и созданию опасных условий;
- Некоторые приспособления сложно доступные, в отличие от обычной сварки.

Качественное соединение сильно зависит от верно выбранного материала для последующего сварочного процесса. Сваривать углеродистую сталь считается сложнее, чем высоколегированную, однако применяются одинаковые методы выбора. Поскольку сваривание стали аргоном только прибавляет дополнительную защиту, а свойства шва зависят от применяемых приспособлений. Чтобы осуществить наилучшее качество, требуется выявить точный состав предстоящего для сварки металла, где проволока должна идентично соответствовать ему. Но такое не часто удается осуществить, в связи с этим допускается использование распространенных — используемых марок проволоки для данного процесса.
По рекомендациям мастеров используется проволока Св-08Г2С. Также может применяться 12Х18Н10Т, СА20ХМА и 20ХГ, выбор зависит от состава металла.
Совершая выбор, обычно смотрят на свойства кипучести, если на проволоке значение КП, это означает, что металл подвергается кипению. Когда сваривают черный металл аргоном, это и является главной проблемой, поэтому эти материалы ненужно приобретать. Так же очень важен выбор, касающийся толщины диаметра проволоки, который подбирают в соответствии с толщиной металла для сваривания. Проволоку можно применять толще, если предстоит столкнуться с трудно плавящимся металлом. Если сваривают тонкий металл аргоном, допускается увеличение не больше 0.5 мм.
Что бы сваривание стало качественнее, требуется правильно соблюдать выставленные режимы, которые будут соответствовать данной толщине материала.
Источник: https://svarkagid.com/svarka-chernogo-metalla-argonom/
Этапы ручной аргонодуговой сварки
Для проведения сварки в аргоновой среде используют неплавящиеся электроды. Для работы потребуется:
- источник питания;
- горелка с вольфрамовым электродом;
- газовый баллон с аргоном;
- присадочная проволока.
Схема выполнения сварочных работ с использованием неплавящегося вольфрамового электрода в среде защитного газа изображена на рисунке:
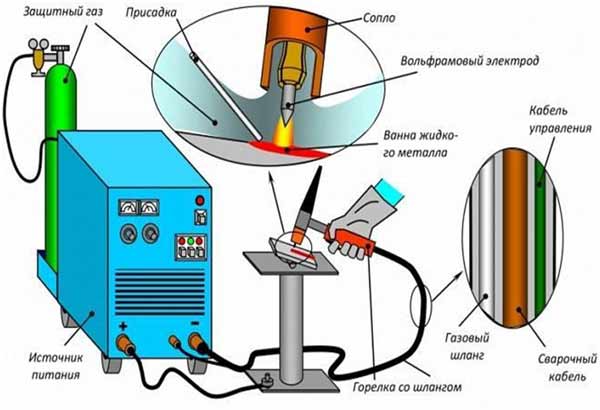
Электрод располагается в держателе горелки и выступает на 2-5 мм вперед.
Его диаметр подбирают, ориентируясь на характер сварного шва и толщину соединяемых металлических деталей. Вокруг держателя электрода расположено сопло для подачи аргона в область сварки в момент проведения работ.
Сварка с поддувом аргона должна проводиться в такой последовательности:
- очистка поверхности зоны сварки;
- приведение горелки в рабочее положение: подача аргона для создания защитного слоя и розжиг дуги;
- процесс выполнения сварного шва.
Тщательную очистку кромочной поверхности соединяемых деталей от загрязнений и окисной пленки необходимо провести перед тем, как приступать к процессу сварки. Для этого используют механический или химический способом очистки с последующим обезжириванием поверхностей.
Затем приводят оборудование в рабочее состояние: подключается источник питания к электросети, к детали, подлежащей сварке, с помощью кнопок управления на горелке подается защитный газ, а сама деталь подключается к «массе». С помощью высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия. Причем газ подается заранее секунд на 20 перед подачей тока для обеспечения защитного слоя.
Важно!Нельзя допускать касания вольфрамового электрода свариваемой поверхности, он должен располагаться на минимальном расстоянии в 2 мм от нее, чтобы создать малую сварочную дугу. В этом случае она обеспечивает максимальное проплавление металла по толщине.
Сразу после разжигания дуги сварщик приступает к созданию сварного шва в зоне, защищенной аргоном. Аргонная сварка проводится так:
Горелкой, находящейся в правой руке, сварщик медленно ведет дугу строго по линии шва, а левой рукой навстречу движению горелки подает присадочную проволоку в зону сварки. Проволока должна всегда располагаться перед горелкой под небольшим углом от 15о до 30о градусов к свариваемой поверхности, а электрод горелки составлять с ней угол около 90о.
Важно!Нельзя допускать резкую подачу присадочной проволоки при выполнении ручных сварочных работ, т. к. это ведет к образованию брызг расплавленного металла и неаккуратной линии шва.
После окончания работы, подача аргона не должна прекращаться сразу, чтобы не допустить окисления еще не остывшего металла шва.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-argonom.html
Выбор режима сварки
После того, когда вы имеете представление об аргонной сварке, нужно правильно сделать настройки аппарата, в каком режиме ему работать. Для этого существуют специальные учебные заведения, где режимы изучают на протяжении нескольких месяцев, но времени для обширной теории у нас нет, поэтому приступим в самым действенным советам.
Что такое режим сварки? Это правильный выбор полярности тока и его направленное движение, а также контроль силы тока. В зависимости от типа и размера металла все характеристики относительны. Если вы работаете со сталью, то настройте прямую полярность и постоянный ток. Если вам необходимо сварить алюминиевые детали, то полярность должна быть обратная при постоянном токе.
С силой тока все понятно, чем толще металл, тем крупнее диаметр электрода, а соответственно, больше сила тока. Но это только на словах. На практике с этим возникают сложности, как впрочем, со всеми новыми начинаниями. Новичкам следует обратиться к нормативным источникам, а бывалые мастера устанавливают этот параметр интуитивно. Со временем, у начинающих тоже все получится. Приведем несколько примеров, чтоб вы знали от чего оттолкнуться.

При толщине металла до 1 мм, используйте диаметр электрода 1,6, а силу тока установите в 40 Ампер. При толщине 1,5-2,0 мм, электрод должен быть 2 мм, ток в пределах 80-120А.
Немаловажный факт контроля расхода газа. Но это скорее относится к производству. Для сокращения этого показателя советуем использовать ламинарный поток, когда газ поступает равномерно в сварочную ванну, не перемешивается с воздухом и не пульсирует.
Источник: https://svarka-weld.ru/svarka-argonom-osobennosti-i-tekhnologiya-processa
Преимущества и недостатки сварки в защитной среде аргона
Сварка, выполняемая в среде защитного газа аргона, имеет как преимущества, так и недостатки, которые обязательно следует учитывать. К достоинствам данной технологии относят:
Пример шва, выполненного сваркой в среде аргона
- возможность получения качественного и надежного сварного соединения, что обеспечивается эффективной защитой области выполнения сварочных работ;
- незначительный нагрев соединяемых деталей, что дает возможность использовать данную технологию для сварки деталей сложной конфигурации (при этом они не деформируются);
- возможность использования для соединения деталей из материалов, которые невозможно варить другими способами;
- значительное возрастание скорости выполнения сварочных работ за счет использования высокотемпературной электрической дуги.
Недостатками данной технологии являются:
- использование сложного сварочного оборудования;
- необходимость в специальных знаниях и достаточном опыте выполнения подобных работ.
Использование сварки аргоном позволяет получать качественные и надежные сварные соединения, характеризующиеся равномерной проплавкой соединяемых деталей. Применяя данную технологию, можно сваривать детали из цветных металлов небольшой толщины даже без применения присадочной проволоки.
Источник: http://met-all.org/obrabotka/svarka/svarka-argonom.html
Заключение
Варить детали из черных металлов и тонких железных листов несложно. Да, опытный сварщик справится с этой задачей быстрее новичка. Но последний, зная правила сварки и выбора оборудования, сможет научиться сварке аргоном за пару дней.
Аргонодуговая сварка дорогая по себестоимости, но она полностью оправдывает себя получающимися швами. Выполненные по инструкциям соединения получаются прочными и ровными. Также эта технология имеет нюансы, про которые лучше не забывать.
Если вы только знакомитесь с ней, не варите конструкции с ходу. Для начала найдите ненужные детали из черного металла и практикуйтесь на них, пока не будете довольны результатом. После тренировки вероятность успеха будет намного выше.
Аргон не просто так применяют для соединения металлических элементов. Метод зарекомендовал себя как надёжный и относительно лёгкий. Если вы когда-нибудь сваривали черный металл аргоном, то вы знаете, о чем мы говорим. Желаем удачи!
Источник: https://prosvarku.info/tehnika-svarki/kak-svarit-chernyj-metall-argonom
Рекомендации по выбору режимов
Чтобы сварка с применением аргона была выполнена качественно, необходимо правильно выбрать ее режимы.
Важными параметрами при выполнении сварки по данной технологии являются полярность и направление движения электрического тока. На их выбор оказывают влияние свойства материалов, которые предстоит сваривать. Переменный ток или обратную полярность выбирают, когда необходимо выполнить сварку деталей, изготовленных из алюминия, бериллия, магния и других цветных металлов. Объясняется этот выбор тем, что при использовании таких параметров электрического тока происходит эффективное разрушение оксидной пленки, которая всегда присутствует на поверхности данных материалов.
Нюансы работы с аргонной сваркой
Характерным примером является сварка алюминия, оксидная пленка на поверхности которого имеет очень высокую температуру плавления. При сварке деталей из данного металла на токе обратной полярности эффективное разрушение оксидной пленки происходит за счет того, что ионы аргона активно бомбардируют поверхность соединяемых деталей. Аргон превращается в токопроводящую плазму, которая не только упрощает выполнение сварочных работ, но и значительно повышает их качество. Если сварка деталей из данного металла выполняется на переменном токе, то для достижения такого эффекта соединяемые детали должны выступать в роли катода.
Для сварки в среде защитных газов часто применяется такое дополнительное оборудование, как осциллятор. При выполнении сварки с использованием переменного тока он облегчает процесс зажигания сварочной дуги, а когда она загорится, выступает в роли стабилизатора.
В тот момент, когда происходит смена полярности переменного тока, может произойти деионизация (а значит, и затухание) сварочной дуги. Чтобы такого не случилось, осциллятор в моменты смены полярности электрического тока формирует электрические импульсы и подает их на сварочную дугу.
Типы соединений тонколистового металла при аргонодуговой сварке
Значение сварочного тока выбирают в зависимости от ряда параметров: свойств обрабатываемого материала, геометрических размеров заготовок, а также размеров используемых электродов. Для выбора данного параметра лучше всего использовать данные, содержащиеся в специальной литературе.
Немаловажным параметром является расход защитного газа аргона, выбираемый в зависимости от того, с какой скоростью выполняется подача присадочного материала и какой скоростью обладают сносящие воздушные потоки. Минимальным значение данного параметра будет в том случае, если сварка выполняется внутри помещений, в которых отсутствуют сквозняки. Если же процесс происходит на открытом воздухе, где нередки сильные порывы бокового ветра, необходимо не только увеличить расход аргона, но и использовать для его подачи в зону сварки специальные конфузорные сопла, газ из которых подается через мелкоячеистые сетки.
В защитную газовую смесь, кроме аргона, часто добавляют кислород в небольших количествах (3–5%). Кислород в данном случае вступает в реакцию с различными вредными примесями, которые могут присутствовать на поверхности соединяемых деталей (влага, грязь и др.). В результате такого взаимодействия вредные примеси сгорают либо переходят в шлак, всплывающий на поверхность сварного шва.
Следует иметь в виду, что нельзя использовать кислород при выполнении сварки меди, поскольку в результате получается оксид меди. Данное соединение, вступая в реакцию с водородом, содержащимся в окружающем воздухе, образует водяной пар, стремящийся выйти наружу из металла сварного шва. Все это приводит к появлению множества пор в формируемом сварном шве, что самым негативным образом сказывается на его качественных характеристиках.
Источник: http://met-all.org/obrabotka/svarka/svarka-argonom.html
Режимы аргонодуговой сварки листовой стали неплавящимся электродом
При сварке методом TIG крайне важно правильно выбрать значение силы тока. Если она будет недостаточной, дуга начнет блуждать, а от чрезмерно высоких значений начнет плавиться электрод. В большинстве случаев верной будет такая зависимость силы сварочного тока от диаметра электрода:
| Диаметр электрода, мм | Сила постоянного тока, А | Сила переменного тока, А |
| 1,0 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2,0 | 65-160 | 50-100 |
| 3,0 | 140-180 | 100-160 |
| 4,0 | 250-340 | 140-220 |
| 5,0 | 300-400 | 200-280 |
| 6,0 | 350-450 | 250-300 |
Напряжение дуги зависит от ее длины. Для получения наиболее равномерных и аккуратных швов необходима низковольтная дуга, то есть стабильная и как можно более короткая. Оптимальная длина – 1,5-3,0 мм, что соответствует напряжению в 11-14 В.
Поджиг дуги может производиться как классическим контактным, так и бесконтактным способом. Последний предполагает генерирование высокочастотного импульса сварочным аппаратом и необходим в том случае, когда короткое замыкание вольфрамового электрода на поверхность заготовки может нарушить ее свойства, например, при сварке коррозионностойких и легированных сталей.
Источник: https://instanko.ru/osnastka/svarka-argonom.html
Выводы
Надеемся, что наша статья помогла вам разобраться в преимуществах и особенностях аргонной сварки. Ее уникальность в том, что благодаря такой технологии, можно сваривать материалы, которые недоступны качественному соединению другими видами сварки. Например, сварка черного металла, автомобильных дисков или сварка труб аргоном выполняется только при соблюдении данного метода.
Источник: https://svarka-weld.ru/svarka-argonom-osobennosti-i-tekhnologiya-processa
Как выбрать присадочный материал
Для аргонодуговой сварки неплавящимся электродом используют присадочные прутки и проволоки без флюсовых оболочек, так как роль защиты сварочной ванны играет инертный газ. При этом материал может включать щелочные, щелочноземельные и цветные металлы для снижения пористости шва, сдерживания разбрызгивания, защиты прутков от коррозии и др. Широкое распространение получили такие модели присадок:
- Св.-08Г2С – стальной пруток с содержанием кремния и марганца, используется для сварки низко- и среднеуглеродистых сталей, в том числе для конструкций, работающих под нагрузкой;
- ER 70S-6 – импортный омедненный пруток для сталей с любым содержанием углерода, не требует зачистки перед подачей в сварочную ванну;
- ER-308 (и его отечественные аналоги: СВ-06Х19Н9Т, СВ-01Х19Н9, СВ-04Х19Н9) – стойкий к химическим средам пруток для сварки нержавеющих сталей, предотвращает развитие межкристалльной коррозии, включает кремний и марганец;
- ER-316 и Св-04Х19Н11М3 – прутки для сварки хром-никель-молибденовых сталей с высоким пределом текучести и низким показателем относительного удлинения.
Толщина присадочного материала зависит от толщины свариваемых заготовок, способа обработки их кромок и выбранной силы тока.

Примерная стоимость проволоки для сварки ER 70S-6 на Яндекс.маркет
Для сваривания листовой стали толщиной менее 1 мм используются 1,0-миллиметровые прутки, заготовкам толщиной 1,0-2,5 мм соответствуют прутки диаметром 1,6 мм, скорость их подачи составляет 0,3 м/мин. Толстолистовые заготовки сваривают с использованием прутков диаметром 2,0-4,0 мм.
Источник: https://instanko.ru/osnastka/svarka-argonom.html
Выбор способа сварки в зависимости от толщины свариваемого алюминия
Сварка алюминия в аргоне может производиться плавящимся и неплавящимся электродом. Неплавящийся электрод может использоваться при ручной, полуавтоматической и автоматической сварке. Для повышения стабильности дуги рекомендуется использовать осцилляторы или импульсные возбудители. Таким способом целесообразно сваривать металл толщиной до 10-12мм. Для больших толщин он экономически неприемлем из-за низкой производительности, а также из-за сильного перегрева зоны термического влияния, поэтому, применяется сварка плавящимся электродом.
Для сварки металла толщиной 0,5-2,0мм применяют, как правило, однопроходную сварку без присадочного металла на съёмных или остающихся подкладках. При этом не рекомендуется выводить конец присадочного прутка за пределы газовой защиты, чтобы избежать его окисления. Длина дуги не должна превышать 2,5мм.
Сварка металла толщиной 6-8мм производится «левым способом» для уменьшения перегрева свариваемого металла.
Для сварки металла, толщиной 8-12 мм уже рекомендуется использовать плавящиеся электроды. Но если сварка плавящимися электродами невозможна, то применяют «правый» способ сварки для облегчения наблюдения за процессом.
Источник: https://instanko.ru/osnastka/svarka-argonom.html
Как происходит процесс сварки
Перед тем как приступать к TIG-сварке листового черного металла, поверхности стыка защищают механическим инструментом и обезжиривают. В случае необходимости проводится разделывание кромок, а также прогрев заготовок до температуры около 200℃. Дальнейший алгоритм включает такие операции:
- Обеспечение подачи защитного газа в зону стыка.
- Поджиг дуги в начале шва контактным или бесконтактным методом.
- Ведение электрода под прямым углом к оси заготовок или лучше с уклоном в 10-15° назад с одновременной подачей присадочного прутка под углом 45° к электроду.
- Одно- или многопроходная проварка шва стабильной непрерывной дугой длиной 1,5-3,0 мм.
- Обрыв дуги и прекращение подачи защитного газа через 15-30 секунд.
В случае необходимости проводится защита шва от быстрого остывания или последующая термообработка сваренных заготовок. С поверхности шва механически удаляются шлаки и другие загрязнения.
Источник: https://instanko.ru/osnastka/svarka-argonom.html
Количество использованных доноров: 7
Информация по каждому донору:
- https://prosvarku.info/tehnika-svarki/kak-svarit-chernyj-metall-argonom: использовано 2 блоков из 6, кол-во символов 2888 (11%)
- https://svarka-weld.ru/svarka-argonom-osobennosti-i-tekhnologiya-processa: использовано 2 блоков из 7, кол-во символов 1998 (8%)
- https://instanko.ru/osnastka/svarka-argonom.html: использовано 6 блоков из 11, кол-во символов 7116 (28%)
- https://svarkaipayka.ru/tehnologia/svarka-metalla/svarka-chernogo-metalla-argonom.html: использовано 1 блоков из 3, кол-во символов 510 (2%)
- https://svarkagid.com/svarka-chernogo-metalla-argonom/: использовано 1 блоков из 3, кол-во символов 2845 (11%)
- http://met-all.org/obrabotka/svarka/svarka-argonom.html: использовано 3 блоков из 6, кол-во символов 5315 (21%)
- https://WikiMetall.ru/metalloobrabotka/svarka-argonom.html: использовано 2 блоков из 6, кол-во символов 4764 (19%)