Углекислота для сварки металлов широко используется в качестве защитного газа. Он подается через специальное сопло в горелке полуавтоматического аппарата и надежно защищает сварочную зону от кислорода и азота воздуха, а также от водяных паров.
Источник: https://svarka.guru/vidy/thermo/gazovaya/dlya-chego-nuzhna-uglekislota.html
Содержание
- 1 Суть сварки в углекислоте
- 2 Специфика технологии
- 3 Особенности сварки в углекислом газе
- 4 Преимущества использования углекислоты
- 5 Сварка полуавтоматом
- 6 Компоненты для углекислотного сваривания
- 7 Сварочный полуавтомат инвертор
- 8 Сварка полуавтомат конструкция и принцип работы
- 9 Запорно-регулирующая аппаратура для баллонов
- 10 Подготовка к работе
- 11 Особенности заправки
- 12 Настройка и подключение сварочного оборудования
- 13 Подготовка металлов для сварки в CO2
- 14 Расход углекислоты при сварке для сварочного полуавтомата
- 15 Плюсы и минусы
- 16 Увеличение производительности при работе в среде СО2
Суть сварки в углекислоте
Углекислотный газ частично распадается на углерод и кислород, находясь под воздействием большой температуры. Впоследствии формируется смесь из нескольких газов одновременно: кислорода, углерода и углекислого газа. В совокупности эти газы защищают сварочную зону от негативного влияния окружающей среды, ведь в сварочном цеху или в гараже практически невозможно установить идеальные условия для сварки. Кроме того, смесь трах газов взаимодействует c железом, что также улучшает качество готового шва.
Углекислый газ обладает свойством сильного окисления металла, что может привести к потере качества работы. Чтобы устранить окислительные процессы в сварочную проволоку в избыточном количестве вводят кремний и марганец, их оксиды высвобождаются во время сварки и благодаря своим свойствам подавляют окислительные процессы. Они вступают в реакцию друг с другом, а не растворяются в сварочной ванне, тем самым формируется надежное соединение, не подверженное окислению.
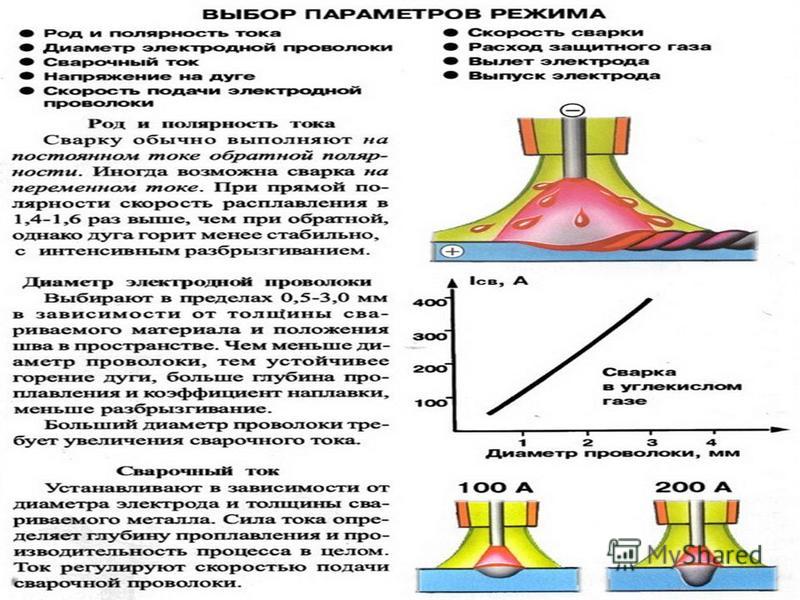
Для сварки в углекислоте используется сварочный полуавтомат. Режим работы полуавтомата выбирается исходя из толщины металла. Ниже вы можете видеть таблицу с рекомендуемыми параметрами для сварки тонких металлов.
Источник: http://home.nov.ru/primenenie-uglekislogo-gaza-dlya-svarki-poluavtomatom/
Это интересно: Осциллятор для сварки — принцип работы и применение
Специфика технологии
 Сварка в атмосфере углекислого газа — разновидность электродуговой. Постоянный разряд электродуги выделяет большое количество тепловой энергии, которая разогревает и расплавляет металл заготовки. Ток идет через заготовку, воздушный промежуток и неплавкий вольфрамовый электрод.
Сварка в атмосфере углекислого газа — разновидность электродуговой. Постоянный разряд электродуги выделяет большое количество тепловой энергии, которая разогревает и расплавляет металл заготовки. Ток идет через заготовку, воздушный промежуток и неплавкий вольфрамовый электрод.
Сварочный материал в виде проволоки подается в рабочую зону отдельно, она не служит проводником. Подача осуществляется с постоянной скоростью подающим механизмом, встроенным в полуавтоматический сварочный аппарат.
Для того, чтобы защитить сварочную ванну от воздействия кислорода и водорода воздуха, а также водяных паров, в рабочую зону подается защитная атмосфера, состоящая из углекислого газа. Его облако вытесняет воздух и предотвращает нежелательные химические реакции
Источник: https://svarka.guru/vidy/thermo/gazovaya/dlya-chego-nuzhna-uglekislota.html
Особенности сварки в углекислом газе
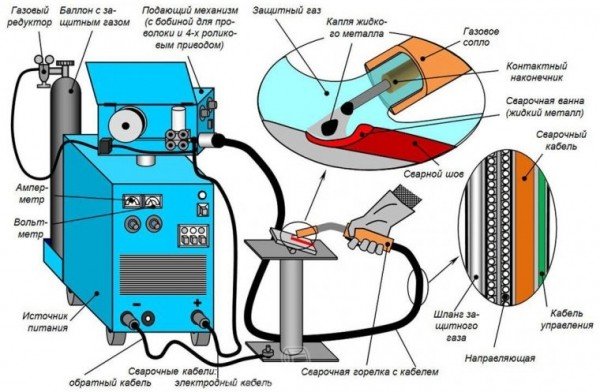
Схема полуавтоматической сварки.
Главным преимуществом работ в углекислотной атмосфере по сравнению со сваркой полуавтоматом без газа является хороший контроль над процессом варки. При использовании защитного газа оператор хорошо видит горение дуги и наблюдает за самим процессом варки.
Если же использовать проволоку с флюсом, то область сварки покрывается густым дымом, ограничивающим обзор и не позволяющим полноценно контролировать сварочный процесс.
Проведение сварочных работ в среде углекислого газа при помощи полуавтоматической аппаратуры обладает следующими преимуществами:
- Полноценное использование энергии электрической дуги, обеспечивающее впечатляющую скорость варки.
- Высокое качество полученных сварных швов.
- Возможность сварки в различных пространственных положениях.
- Низкое потребление сварщиком газа при сварке полуавтоматом.
- Сравнительно невысокая стоимость сжиженного углекислого газа.
- Возможность соединения материалов любой толщины.
- Проведение работ на весу.
- Высокая производительность труда.
- Практически полное отсутствие повреждения детали.
При ремонте кузовов автомобилей локальный нагрев, который возникает при полуавтоматической сварке, позволяет аккуратно отремонтировать изделие, без серьезных повреждений лакокрасочного покрытия. - Отсутствие необходимости в подаче и отводе флюса.
Недостатки сварки в среде углекислого газа также имеют место быть.
К таковым относятся:
- Низкое качество продаваемых углекислотных смесей.
- Более слабое, по сравнению с использованием аргоновых смесей, качество сварных швов.
- Невозможность работы со всеми металлами.
- Сложности в очистке аппаратуры после использования углекислоты.
- Серьезный износ комплектующих в случае выставления неверных параметров сварки.
В целом, полуавтоматическая сварка с углекислым газом – это очень простой процесс, быстро освоить который может даже новичок.
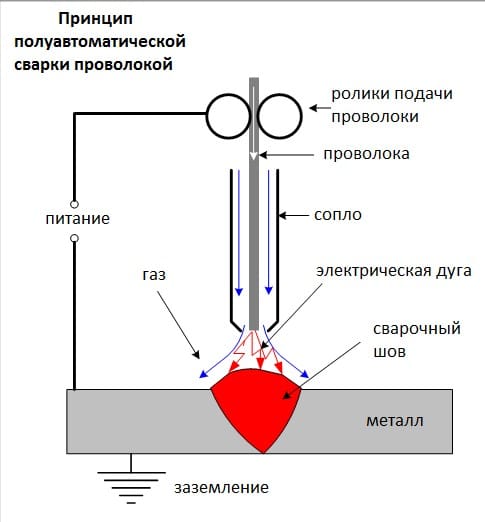
Принцип полуавтоматической сварки проволокой.
Характерной особенностью технологии углекислотной сварки являются:
- Проведение процесса на обратной полярности постоянного тока.
Подобный подход позволяет получить стабильную электрическую дугу и избежать различных деформаций. Кроме этого, обратный ток серьезно снижает расход присадочной проволоки, что позволяет использовать сварочный полуавтомат в экономном режиме. - Возможность использования прямой полярности тока для наплавки металла.
При совершении подобных работ коэффициент полезного действия в наплавке материалов выше. - Возможность проведения работ с проволочным сварочным аппаратом, питаемым от сети переменного тока.
Для использования такого функционала необходимо использовать осциллятор.
Режимы полуавтоматической сварки в углеродно-кислородной кислородной атмосфере разделяются на:
- сварку с принудительными короткими замыканиями;
- работу с переносом крупных капель;
- сварку с непрерывным горение электрической дуги.
Нормы расхода углекислого газа при использовании полуавтоматической аппаратуры составляют:
- 8-9 литров в минуту при варке проволокой от 0.8 до 1 миллиметра диаметром.
- 9-12 литров при 1.2 миллиметровой проволокой.
- 12-14 литров при соединении изделий при помощи присадочной проволоки с диаметром 1.4 миллиметра.
- 15-18 литров при качественной проварке деталей проволокой 1.6 миллиметра.
- 18-20 литров при сварке толстой двухмиллиметровой проволокой.
При сварке черных металлов углекислота сварочного полуавтоматического аппарата уходит со скоростью примерно 8-9 литров в минуту.
Кроме диаметра проволоки на расход газа влияет: метод варки, сила тока и скорость выполнения работ.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Преимущества использования углекислоты
Во время работы с полуавтоматом желательно использовать защитный газ, благодаря которому результат получается более качественным. Информацию о нем можно почерпнуть в статье: сварочная смесь или углекислота – выбираем защитный газ для сварки.
Применение СО2 имеет неоспоримые преимущества:
- узкая зона термического воздействия позволяет сваривать даже сверхтонкие детали;
- производительность аппарата увеличивается в несколько раз;
- дуга становится стабильнее (в сравнении со сваркой без защитных газов), а разбрызгивание металла уменьшается;
- шов получается высокого качества, даже без дополнительной подгонки деталей;
- углекислота является более доступным газом, чем современные сварочные смеси.
Но CO2 имеет и ряд недостатков:
- дуга недостаточно стабильна по сравнению с использованием надежных защитных газовых смесей;
- разбрызгивание металла все равно остается большим по сравнению с защитными газовыми смесями;
- увеличивается время на процесс зачистки;
- увеличивается расход на присадочные материалы.
Качество швов, полученных с использованием углекислоты и сварочной смеси
Иногда нет смысла использовать дорогие защитные смеси, если работа не требует особой точности, и отличного качества шва. Но идеальные швы сделать не получится, либо же потребуется масса усилий.
Изучить, как правильно вести сварку полуавтоматом с углекислотой, на самом деле не так сложно. Тем более, что применение газа несколько упрощает рабочий процесс, добавляя ему стабильности, и уменьшая трудоемкость. Конечно, заправка газового баллона требует дополнительных финансовых вложений, однако, в итоге, сварщик получает ряд преимуществ, которые быстро окупают затраты. А прочитать подробнее про другие технические газы вы можете в этом разделе.
Источник: http://xn--80affkvlgiu5a.xn--p1ai/kak-pravilno-vesti-svarku-poluavtom/
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Источник: http://postroyka-dom.com/svarka-poluavtomatom/
Это интересно: Что такое редуктор для сварочной смеси и как его выбрать?
Компоненты для углекислотного сваривания

Баллон для хранения углекислоты
Проволока для сварки полуавтоматом. Применяется как электрод. Для каждого случая, в зависимости от того какой металл мы будем паять, проволоку необходимо выбирать индивидуально.
Отталкиваясь от толщины свариваемого металла, мощности полуавтомата и его прочих особенностей, диаметр проволоки может изменяться в диапазоне от 0.5 до 3 мм. На практике лучший результат показывает медная проволока, её мы и рекомендуем использовать.
Пускать в дело необходимо исключительно чистый материал, без следов ржавчины, коррозии, загрязнений, которая хранилась в надлежащих условиях.
В противном случае эту проволоку использовать нельзя, если вы не хотите в результате получить плохое качество соединения. Рекомендуется вымачивать проволоку в серной кислоте, а после несколько часов удерживать при высокой температуре.
Углекислый газ СО2. Собственно, наш главный гвоздь программы и самый важный компонент. Углекислота для сварки полуавтоматом безвредна для человека и бесцветна.
Перемещается и хранится СО2, как правило, под давлением в специальных черных емкостях и с одноименной маркировкой. Вот несколько практических и просто полезных советов по эксплуатации:
- для особо важных и сложных работ используйте емкость с 99%-ым содержанием диоксида углерода, в остальных случаях ёмкостей с 98%-ым содержанием будет предостаточно;
- учтите, что излишняя влага отрицательно скажется на общем качестве сваривания. Чтобы от неё избавиться, поставьте ёмкость в вертикальное положение на один час, за это время влага осядет на дно;
- перед началом сварки полуатоматом выпустите немного газа из ёмкости, чтобы избавится от, вредных для сварки, примесей азота, содержащиеся в ней.
Источник: https://prosvarku.info/tehnika-svarki/uglekislota-dlya-svarki-poluavtomatom
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Источник: http://postroyka-dom.com/svarka-poluavtomatom/
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.
Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.
Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;
• для сварочных работ с защитными газами;
• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;
полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;
соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:
отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:
дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.
высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.
Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Источник: http://postroyka-dom.com/svarka-poluavtomatom/
Запорно-регулирующая аппаратура для баллонов
 При работе с оксидом азота используют специальную запорно-распределительную арматуру. Редуктор понижает входное давление со 100 атм. до рабочего значения в 3 атм.
При работе с оксидом азота используют специальную запорно-распределительную арматуру. Редуктор понижает входное давление со 100 атм. до рабочего значения в 3 атм.
Он снабжен двумя манометрами: на выходе и на входе, по которым сварщик следит за значением давления.
Редуктор снабжен двумя фильтрами, задерживающими примеси.
Установка необходимого рабочего давления осуществляется вращением рукоятки регулятора.
С помощью накидных гаек устройство присоединяется к баллону и к шлангу, снабжающему потребителя.
Предохранительный клапан при возникновении нештатной ситуации сбрасывает избыток давления в атмосферу.
Все устройств, связанные с углекислым газом — баллоны, редукторы, шланги — маркируются черным цветом.
Источник: https://svarka.guru/vidy/thermo/gazovaya/dlya-chego-nuzhna-uglekislota.html
Подготовка к работе
Панель управления сварочным полуавтоматом без газа содержит несколько элементов управления, среди которых:
- переключатель сварочного тока полуавтомата;
- регулировка скорости подачи присадочной проволоки;
- таймер включения и отключения для точечной пайки;
- крепление для сварочного пистолета.
Все сварочные аппараты, позволяющие проводить соединение металлов в углекислоте, в процессе подготовки к работе должны пройти череду этапов:
- Проверка заземления аппаратуры.
Согласно пожарной безопасности и стандарту ГОСТ все сварочное оборудование должны быть присоединено к заземляющему проводнику. - Проверка сети.
Полуавтоматы очень уязвимы к различным отклонениям напряжения в электрической сети. - Выбор режима работы.
Настройка аппаратуры производится под конкретный вид сварочных работ. - Диагностика работоспособности горелки и системы подачи присадочной проволоки.
- Проверка качества проволоки.
Присадочный материал не должен иметь отслоений, повреждений и вмятин.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Особенности заправки
Углекислотный баллон для полуавтомата заряжают двумя методами:
- перепусканием из емкости хранилища через редуктор и расходомер в заправляемый баллон;
- закачкой в заправляемый баллон с помощью компрессора.

Независимо от способа наполнения важно точно установить вес пустого баллона. Взвесив баллон после заполнения, можно точно установить количество закачанного СО2.
Заправка баллонов оксидом углерода, в отличие от ацетилена или кислорода, не требует чрезвычайных мер предосторожности. Однако расслабляться при этом нельзя: в случае массовой утечки углекислый газ образует атмосферу, непригодную для дыхания. Поэтому необходимо тщательно проверять состояние баллонов, арматуры и шлангов на отсутствие механических повреждений.
При заправке способом «баллон в баллон» тот баллон, из которого заправляют, рекомендуют перевернуть дном вверх и следить за его температурой.
Источник: https://svarka.guru/vidy/thermo/gazovaya/dlya-chego-nuzhna-uglekislota.html
Настройка и подключение сварочного оборудования
Качественная сварка в углекислом газе возможно лишь при предварительной тонкой настройке аппаратуры.

Проволока с наполнителем для полуавтоматической сварки.
Перед началом сварочных работ сварщикам необходимо:
- Вставить присадочную проволоку.
- Проверить подающие ролики.
Комплектующие должны быть совместимы с используемым присадочным материалом. Если ролики установлены от неправильной проволоки, то следует заменить ведущий компонент. - Установить проволоки в соответствующую борозду.
- Закрепить регулировочный валик.
Поджимать нужно не прилагая лишних усилий, поскольку при чрезмерном нажатии проволока будет серьезно деформироваться и затруднять работу сварочной дуги. - Разложить подающий рукав.
- Снять сопла и наконечник.
- Проконтролировать, чтобы присадочная проволока вышла на 10-15 сантиметров из горелки.
- Надеть наконечник и сопло.
- Присоединить баллон с сжиженным газом к аппарату через редуктор.
- Зафиксировать подводящий шланг при помощи хомутов.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Подготовка металлов для сварки в CO2
Сварка полуавтоматом с углекислотой позволяет варить металлы любой толщины.
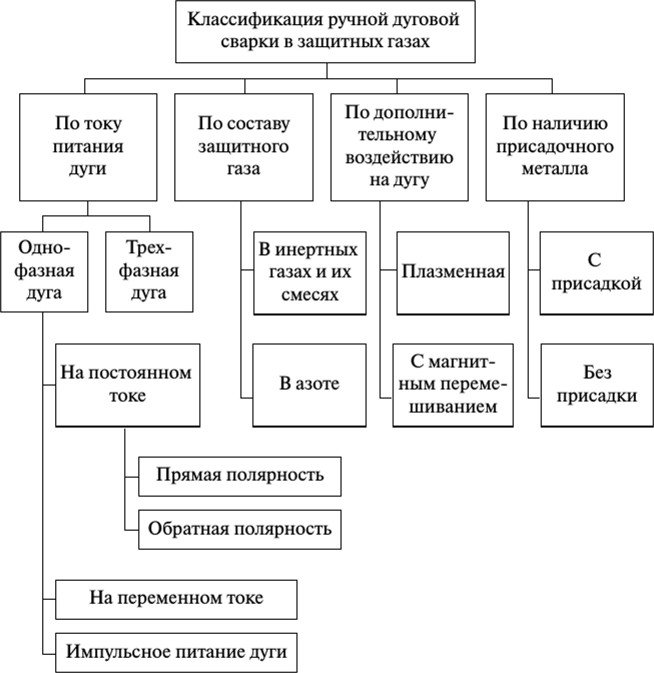
Классификация ручной дуговой сварки в защитном газе.
Тонкости подготовки изделий к варке зависят от толщины металла:
- Тонкие металлические листы до 1 миллиметра сваривают с использованием отбортовки кромок.
Допускается отсутствие подобной обработки, но в таком случае зазор между свариваемыми поверхностями не должен быть более 0.5 миллиметров. - Листы толщиной от 1 до 8 миллиметров можно сваривать без разделки кромок.
Максимально допустимый зазор составляет 1 миллиметр. - Более толстый металл, толщиной до 12 миллиметров требует дополнительной обработки в виде проведения V-образной разделки.
- Изделия, толщиной свыше 12 миллиметров, рекомендуется сваривать, предварительно выполнив X-образную разделку.
Перед непосредственным выполнением работ, изделия должны подвергнуться таким процедурам:
- Полная очистка свариваемых кромок.
Снятие загрязнения и окалин можно осуществить при помощи дробеструйной или пескоструйной установки. Если таковых не имеется, можно очистить поверхности при помощи простой наждачной бумаги. - Прихватывание поверхностей.
Предварительное приваривание в нескольких местах производится электродами Э42 или Э42А.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Расход углекислоты при сварке для сварочного полуавтомата
Сварка полуавтоматом в среде углекислого газа требует постоянного присутствия углекислоты в специальном баллоне.
В большинстве случаев, количество используемого при варке газа зависит от таких параметров:
- качество присадочного материала;
- погодные условия;
- вид свариваемых металлов.
Кроме этого, в формулах расчета фигурирует толщина проволоки и рабочий ток. Стандартный сорокалитровый баллон содержит порядка 25 килограмм углекислоты. При подключении емкости к полуавтомату, благодаря химической реакции сварщик может получить до 510 литров рабочей газовой смеси из одного килограмма углекислоты.
Расход защитного газа СО2 при полуавтоматической сварке при идеальных условиях составляет примерно 8-9 литров газа в минуту, что позволяет обеспечить до 24 часов беспрерывной работы.
Режимы сварки в среде защитных газов для цветных металлов предполагают значительно больший расход смеси:
- Соединение алюминиевых изделий потребляет до 15-20 литров газовой смеси.
- Процесс образования шва между медными деталями забирает около 12 литров в минуту.
- На соединение изделий из магния потребуется до 14 литров смеси в минуту.
- Расход на варку никеля составляет 10-12 литров.
Важно отметить, что во время подготовки оборудования допускается расход защитного газа вплоть до 10% от общего объема, запасенного на проведение всех работ.

Порошковая самозащитная проволока.
Теоретический расчет расхода сварочной проволоки при работе полуавтоматической аппаратуры должен учитывать следующие параметры:
- тип свариваемого металла;
- диаметр проволоки;
- наличие или отсутствие защитного газа;
- характеристики сварочной аппаратуры;
- место выполнения работы, например, для потолочной сварки расход материала выше, а для полувертикальной – ниже.
Как правило, расход присадочного компонента не превышает 1.5% от все массы конструкции. Перед тем, как варить сваркой, необходимо тщательно просчитать количество требуемых для работы материалов, дабы не прерывать сварочный процесс.
Расход проволоки для сварки без газа зависит от:
- качества используемых компонентов;
- толщины проволоки;
- вида металлического изделия.
Источник: https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza
Плюсы и минусы
Работа в атмосфере СО2 имеет следующие преимущества перед другими видами сварки:
- надежная защита сварной зоны от химически активных веществ;
- дешевизна;
- возможность варить «на весу», без использования подкладочных пластин;
- устойчивая дуга на тонкостенных заготовках;
- рациональное использование тепловой энергии электродуги.
Кроме достоинств, методу присущ и ряд недостатков:
- низкая пригодность для работы с высоколегированными сплавами и цветными металлами;
- сложность проведения многослойной сварки;
- опасность удушья при работе в непроветриваемых объемах.
Длительно время подготовки и запуска процесса делает его малопригодным для небольших объемов сварочных работ, которые нужно выполнить быстро.
Источник: https://svarka.guru/vidy/thermo/gazovaya/dlya-chego-nuzhna-uglekislota.html
Увеличение производительности при работе в среде СО2
Выполняя сварочные работы полуавтоматическим аппаратом в среде углекислого газа, можно повысить производительность несколькими способами:
Увеличить силу тока
При нижнем положении сварки можно увеличить сварочный ток, тем самым повысив КПД. При вертикальном или потолочном положении шва силу тока можно увеличивать только при ускоренной кристаллизации металла.
Увеличение вылета электрода
При применении тонкой проволоки можно повысить производительность, увеличив ее вылет. Такой метод дает возможность повысить скорость плавления электрода. Это увеличивает количество металла, попадающего в сварочную ванну за определенный промежуток времени.
При увеличенном вылете электрода может возникнуть самопроизвольная подача проволоки. Во избежание этого нужно использовать специализированные наконечники. Они изготавливаются из фарфора или керамики.
Источник: https://promzn.ru/obrabotka-metalla/poluavtomaticheskaya-svarka-v-srede-uglekislogo-gaza.html
Количество использованных доноров: 8
Информация по каждому донору:
- http://home.nov.ru/primenenie-uglekislogo-gaza-dlya-svarki-poluavtomatom/: использовано 1 блоков из 5, кол-во символов 1207 (4%)
- https://tutsvarka.ru/vidy/svarka-poluavtomatom-bez-gaza: использовано 5 блоков из 11, кол-во символов 9033 (27%)
- https://prosvarku.info/tehnika-svarki/uglekislota-dlya-svarki-poluavtomatom: использовано 1 блоков из 5, кол-во символов 1726 (5%)
- https://svarka.guru/vidy/thermo/gazovaya/dlya-chego-nuzhna-uglekislota.html: использовано 6 блоков из 10, кол-во символов 3962 (12%)
- https://promzn.ru/obrabotka-metalla/poluavtomaticheskaya-svarka-v-srede-uglekislogo-gaza.html: использовано 2 блоков из 9, кол-во символов 1835 (6%)
- https://electrod.biz/oborudovanie/poluavtomat/svarka-poluavtomatom-s-uglekislotoy.html: использовано 3 блоков из 5, кол-во символов 5119 (16%)
- http://postroyka-dom.com/svarka-poluavtomatom/: использовано 3 блоков из 7, кол-во символов 6069 (18%)
- http://xn--80affkvlgiu5a.xn--p1ai/kak-pravilno-vesti-svarku-poluavtom/: использовано 3 блоков из 5, кол-во символов 4012 (12%)