Газовой сваркой называют процесс соединения металлов при нагреве свариваемых кромок высокотемпературным пламенем, образующимся при сгорании смеси горючего газа и кислорода. Кислород в данном случае выполняет функцию катализатора.
Источник: https://www.navigator-beton.ru/articles/gazovaya-svarka.html
Содержание
- 1 Проволока для стали
- 2 Кислород
- 3 Классификация и маркировка
- 4 Сварочная проволока для газовой сварки чугунов
- 5 Применение проволки для газовой сварки
- 6 Профессия газосварщик
- 7 Газы-заменители ацетилена
- 8 Наличие меди в сварочной проволоке
- 9 Алюминиевая сварочная проволока
- 10 Производители сварочной проволочной продукции
- 11 Назначение флюсов для газовой сварки
- 12 Сварочная проволока из нержавейки
- 13 Заключение
- 14 Сварочная легированная проволока
Проволока для стали
Предприятия, ремонтные организации чаще всего используют своеобразный электрод для образования электрического разряда и источника металла — холоднотянутую сварочную проволоку, предназначенную для соединения элементов из металла.
Материал имеет такой же стандарт изготовления, как для ручной дуговой сварки.
Поэтому, приобретать подобные электроды можно для газовой и РД сварки.
Прутки изготавливаются из низкоуглеродистой стали, с добавлением легирующих примесей, которые увеличивают физическое, механическое сопротивление шва.
Однако для соединения ответственных материалов, стоит использовать электроды из низколегированной стали.
Для получения лучшего результата при сварке или наплавлении шва, рекомендуется использовать проволоку с добавлением марганца, кремнемарганцевых примесей.
Таковыми представлены низкоуглеродистые легированные электроды типа СВ08ГС, СВ08ГА, СВ08Г2С и СВ10Г2.
Приведенные марки характеризуются высокой устойчивостью к механическому деформированию.
Вариантом для соединения деталей из низколегированной стали будет сварочная проволока с подобным химическим составом, некоторым добавлением хрома.
Высоколегированные же элементы следует соединять электродами с легирующими добавками, которых насчитывается более 80 видов.
Источник: https://prosvarku.info/rashodnye-materialy/vybiraem-svarochnuyu-provoloku-dlya-gazovoj-svarki-razlichnyh-splavov
Это интересно: Расчет расхода сварочной проволоки на 1 метр шва, таблица
Кислород
При обычной температуре и давлении газ не имеет цвета и запаха. Для сварочных работ востребован технический кислород, добытый из воздуха и обработанный в воздухоразделительных установках, трех сортов:
- высшего, чистота по объему – 99,5%;
- 1-го – 99,2%;
- 2-го – 98, 5% .
Остаток составляют аргон и азот.
При смешении горючих газов или паров горючих жидкостей с кислородом в определенных пропорциях начинается интенсивное горение с выделением большого количества тепла.
Для хранения технического кислорода используют специальные окрашенные в голубой цвет баллоны объемом 40 дм3 (40 л). Надпись «Кислород» сделана черным. Масса такого баллона без колпака и башмака составляет 60 кг.
Внимание! При использовании кислородных баллонов необходимо соблюдать предельную осторожность из-за высокого давления внутри них. Есть еще одна опасность – высокая активность газа при контакте с органическими веществами (маслами или жирами). Чистый кислород – очень сильный окислитель, который при взаимодействии с углеводородами вызывает возгорание с большим выделением тепла, что провоцирует взрыв.
Сколько кислорода содержится в баллоне 40 л?
Номинальное давление газа в баллоне при +20°C – 14,7 МПа (по ГОСТу 5583). В таких условиях в него вмещается 6,3 м3 кислорода, по массе – 8,3 кг.
Источник: https://www.navigator-beton.ru/articles/gazovaya-svarka.html
Классификация и маркировка
Прежде чем выбрать вид присадочного компонента, следует четко понять, какие материалы буду свариваться. Существует несколько групп проволок, в составе которых присутствуют легирующие элементы.
Подобная классификация включает:
- присадки, содержащие незначительное количество углерода;
- присадочные материалы, имеющие в составе небольшое количество легирующих металлов;
- высоколегированные присадки.
Маркировка сварочной проволоки зависит, в первую очередь, от марки свариваемой стали и атмосферы, в которой будут проводиться работы.
Стальная присадочная проволока является одной из самых популярных и востребованных.

Присадочные прутки для сварки.
В соответствии с государственным стандартом в зависимости от диаметра сварочная проволока делится на:
- Диаметром от 0.3 до 1.6 миллиметров.
Омедненная проволока с таким сечением применяется при сварке металлических деталей сварочным полуавтоматом в защитной атмосфере. - Диаметром от 1.6 до 12 миллиметров.
Подобный вариант присадочного материала может использоваться для создания сварочных электродов. - Диаметром от 2 до 6 миллиметров.
Такой тип проволок применяется во время сварочных работ с флюсом.
Маркировочный номер присадочного материала необходим для указания состава присадки.
В соответствии с государственным стандартом, проволочная присадка маркируется следующим образом:
- первые цифры – это диаметры в миллиметрах;
- следующие за цифрами буквы – это назначение присадки;
- дальнейший указатель показывает содержание углерода в долях процента;
- четвертый блок обозначений – это показатель легирующих компонентов;
- пятый блок несет информацию о применении присадки, например, буква Э означает для электрода, а сварочная присадка обозначается буквой О.
Например, проволочная присадка, промаркированная как 3СВ-08А-0-Ш ГОСТ 2247-70, расшифровывается следующим образом: 3 – это диаметр 3 миллиметра, СВ – это проволока сварочная, 08А – 0.08% углерода, 0 – омедненная присадка, Ш – электрошлаковый переплав и ГОСТ 2246-70 – это обозначение государственного стандарта, которому соответствует данный расходный материал.
Источник: https://tutsvarka.ru/oborudovanie/svarochnaya-provoloka
Сварочная проволока для газовой сварки чугунов
Присадочные прутки из чугуна для газовой сварки и наплавки изготавливают в соответствии с требованиями ГОСТ2671. Чугунные прутки изготавливаются двух марок: марка А, применяемая при горячей сварке, с общим подогревом всего свариваемого изделия и марки Б, которая применяется при сварке с местным подогревом и для изготовления электродных чугунных стержней.
Кроме этих марок существуют марки чугунных прутков НЧ-1 и НЧ-2, которые используют в случае низкотемпературной газовой сварки литых изделий, а также марки БЧ и ХЧ, которые применяют для выполнения износостойких наплавок.
Источник: https://taina-svarki.ru/sposoby-svarki/gazovaya-svarka/svarochnaya-provoloka-dlya-gazovoy-svarki.php
Применение проволки для газовой сварки

Для выполнения газовой сварки не нужно дорого оборудования и сетевого подключения к электропитанию. Однако во время этого процесса скорость нагревания металла заметно ниже, чем при дуговой, а зона воздействия тепла, наоборот, больше. Все это может привести к быстрому короблению деталей.
Производительность выполнения работ тем ниже, чем толще соединяемый металл. При этом проволока для газовой сварки используется самая обычная.
Единственное условие – приближенность к металлу, с которым проводятся работы, но температура расходного материала не должна превышать температуру плавления металла.
Чаще всего для газовой среды уместно проводить работу проволокой из:
- Углеродистой стали.
- Низколегированной стали.
- Алюминия, а также его сплавов.
- Меди и соединений с ним.
Источник: https://metallmaster.org/shkola-svarschika/svarochnaya-provoloka.html
Это интересно: Сварочный карандаш — особенности и применение
Профессия
газосварщик
Присадочными материалами являются проволока, прутки (стержни), полоски металла, близкие по свойствам свариваемому металлу. При проведении сварки они обеспечивают дополнительный металл для заполнения зазора между свариваемыми кромками и образования сварного шва требуемой формы.
Основным присадочным материалом служит сварочная проволока.
Требования к присадочной проволоке:
- по своим свойствам и характеристикам присадочная проволока должна быть идентична свариваемому металлу;
- необходимо, чтобы поверхность проволоки была чистой и гладкой, без трещин, расслоений, раковин, окалины, ржавчины и других дефектов;
- на поверхности низкоуглеродистой и легированной проволоки не допускается наличия технологической смазки, за исключением мыльной, не содержащей графит и серу.
Присадочная проволока для сварки углеродистых и легированных сталей. При сварке сталей в качестве присадочного материала применяют холоднотянутую сварочную проволоку, соответствующую ГОСТ 2246-70 (табл. 5.5).
Таблица 5.5 Сварочная проволока для сварки стали
Обозначение сварочной проволоки состоит из букв Св (сварочная) и написанного через дефис буквенно-цифрового обозначения марки стали. Диапазон диаметров сварочных проволок 0,3… 12,0 мм. Диаметр проволоки проставляют перед буквами Св. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки свидетельствует о повышенной чистоте металла с точки зрения содержания серы и фосфора. Двойная буква А указывает на пониженное содержание серы и фосфора по сравнению с проволокой, в обозначении которой используется одна буква А.
Пример. ЗСв-08Г2СА — сварочная проволока (Св) диаметром 3 мм из низколегированной стали марки 08Г2С с пониженным содержанием серы и фосфора (А).
После обозначения марки стали через дефис могут быть написаны следующие заглавные буквы: Э — проволока предназначена для изготовления электродов; О — омедненная проволока; БД — полученная вакуумно-дуговым переплавом, Ш — электрошлаковой выплавкой, ВИ — вакуумно-индукционным способом.
Присадочные прутки для сварки чугуна. Для газовой сварки серого чугуна выпускают чугунные прутки (табл. 5.6) диаметром 4, 6, 8, 10, 12 и 16 мм.
Таблица 5.6 Присадочные прутки для газовой сварки и пайко-сварки чугуна
Пример. 4ПЧ-2 — чугунный пруток диаметром 4 мм марки ПЧ-2.
Маркировку торца прутков выполняют краской черного (ПЧ-1), белого (ПЧ-2), красного (ПЧ-3), синего (ПЧН-1), коричневого (ПЧН-2), желтого (ПЧИ) или зеленого (ПЧВ) цвета.
Присадочная проволока для сварки меди и ее сплавов. Для газовой сварки меди, медно-никелевых сплавов, бронз и латуни применяют сварочную проволоку, отвечающую ГОСТ 16130 — 90 (табл. 5.7). Ее диаметр составляет 0,8…8 мм.
Таблица 5.7 Присадочная проволока для газовой сварки меди и ее сплавов
Условное обозначение присадочной проволоки из меди или ее сплава представляет собой последовательность символов, записанных в определенном порядке, соответствующем классификации этих материалов по следующим признакам:
- способу изготовления (холоднодеформированная (тянутая) — Д; горячедеформированная (прессованная) — Г);
- форме сечения (изготавливают проволоку исключительно круглого сечения — КР);
- механическим свойствам (мягкая — М, твердая — Т);
- виду поставки (мотки (бухты) — БТ, катушки — КТ, барабаны — БР, сердечники — СР, немерной длины — НД).
Пример. ДКРТ2,ОБТБрОЦ4-3 — сварочная проволока, холоднодеформированная (Д), круглая (КР), твердая (Т), диаметром 2,0 мм, в мотках (БТ), из бронзы марки БрОЦ4-3.
Присадочная проволока для сварки алюминия и его сплавов. При сварке алюминия и его сплавов используют тянутую и прессованную проволоку из алюминия и алюминиевых сплавов (табл. 5.8), отвечающую ГОСТ 7871 — 75. Ее диаметр составляет 0,8… 12,5 мм.
Таблица 5.8 Присадочная проволока для газовой сварки алюминиевых сплавов
При маркировке проволоки приняты условные обозначения, характеризующие:
- способ изготовления (тянутая — В, прессованная — П);
- вид обработки (нагартованная — Н, отожженная — М);
- вид поставки (мотки (бухты) — БТ, катушки — КТ).
Пример. П.СвАМц.Н4,б5 х БТ — прессованная (П), сварочная (Св), проволока из алюминиевого сплава марки АМц, нагартованная (Н), диаметром 4,65 мм, в бухте (БТ).
Контрольные вопросы
- При соприкосновении кислорода с какими веществами возникает самовоспламенение?
- В каком состоянии находится ацетилен в баллонах?
- Какое содержание ацетилена в воздухе наиболее взрывоопасно?
- Какова максимальная температура ацетиленокислородного пламени?
- Почему технический пропан нельзя применять при сварке в подвалах, колодцах и приямках?
- В каком виде поставляется карбид кальция?
- Почему карбид кальция необходимо хранить в герметичной упаковке?
- Какие средства пожаротушения необходимо использовать при возгорании карбида кальция?
- Каково назначение флюса при газовой сварке?
- Какими свойствами должны обладать флюсы, предназначенные для сварки алюминия и его сплавов?
- Каково назначение присадочных материалов?
- Какими свойствами должны обладать присадочные материалы?
Источник: http://tepka.ru/gazosvarka/20.html
Газы-заменители ацетилена
Для сварки металлов может использоваться не только ацетилен, но и другие газы, а также пары горючих жидкостей.
Определение!
Для сварки металлов и сплавов могут применяться газы, которые способны давать температуру пламени, в два раза превышающую Tпл обрабатываемых материалов.
Газы-заменители, производимые в промышленных масштабах, как правило, дешевле ацетилена и просты в приобретении, поэтому способны значительно снизить стоимость и упростить сварочные работы. Но, по сравнению с ацетиленом, все они имеют более низкую температуру сгорания. Поэтому их применение обычно ограничивается областями, в которых слишком высокая температура пламени не требуется:
- сварка легкоплавких цветных металлов (алюминия и магния), их сплавов, свинца;
- высоко- и низкотемпературная пайка;
- поверхностная закалка;
- сварка тонколистового стального проката;
- поверхностная и разделительная кислородная резка.
Особенно широко газы-заменители применимы в ходе кислородной резки, при которой температура пламени не сказывается на качестве процесса, а только определяет время предварительного прогрева материала.
Могут ли для газосварки использоваться пропан и метан?
Эти газы могут применяться для сварки, но только при условии дополнительного использования кремний- и марганецсодержащей проволоки. Кремний и марганец выполняют роль раскислителей. При сварке чугуна и цветных металлов этими газами необходимо применять флюсы.
Источник: https://www.navigator-beton.ru/articles/gazovaya-svarka.html
Наличие меди в сварочной проволоке

Сварочная проволока омедненная гарантирует бесперебойную работу сварочного аппарата любого типа, где обязательно будет ровно гореть дуга при любых режимах сварки.
Преимущества:
- Использование омедненных расходных материалов даст возможность минимизировать разбрызгивание металла в среде защищенных газов.
- Понизить расход самых разных наконечников.
Чаще всего она продается рядно намотанная на пластиковые кассеты. Так выполненная упаковка позволяет экономить расходные материалы и повышает производительность труда работника.
Источник: https://metallmaster.org/shkola-svarschika/svarochnaya-provoloka.html
Алюминиевая сварочная проволока

Проволока сварочная алюминиевая нашла широкое применение при полуавтоматической сварке алюминиевых профилей и конструкций, где обязательное содержание меди или/и кремния более 3 %.
В ней меди должно быть не больше 5 и не меньше 3 %. Большое количество алюминия дает такие характеристики:
- Высокую прочность;
- Отличную коррозийную стойкость;
- Цвет при анодировании, как у основного металла.
Успешно применяются такие расходные материалы во время проведения работ в автомобильной индустрии и судостроении. Для рядового потребителя она доступна в катушках по 400 – 1 000 граммов с обязательной рядностью намотки.
Источник: https://metallmaster.org/shkola-svarschika/svarochnaya-provoloka.html
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Источник: http://strport.ru/instrumenty/kak-vybrat-provoloku-dlya-svarki
Производители сварочной проволочной продукции
Основные марки сварочной проволоки выпускаются такими производителями:
- СварМонтажСтрой.
Одно из самых известных российских производств, специализирующееся на выпуске присадочной проволоки различных марок для любых видов сварки. Современное оборудование и использование европейских технологий изготовления позволяют предприятию выпускать изделия, соответствующие высочайшим стандартам качества. - ООО Петромет.
Предприятие, относящееся к Ленинградскому заводу, занимается выпуском проволок марок Св01Х18Н10, Св-15ХМА и других. - ООО Велд-Метиз.
- ОАО Волгоградский сталепроволочноканатный завод.
Нержавеющая проволока, произведенная сталепроволочноканатным заводом, соответствует государственным стандартам и может использоваться при выполнении сварочных работ полуавтоматическим устройством. - ОАО Западно-Сибирский металлургический комбинат.
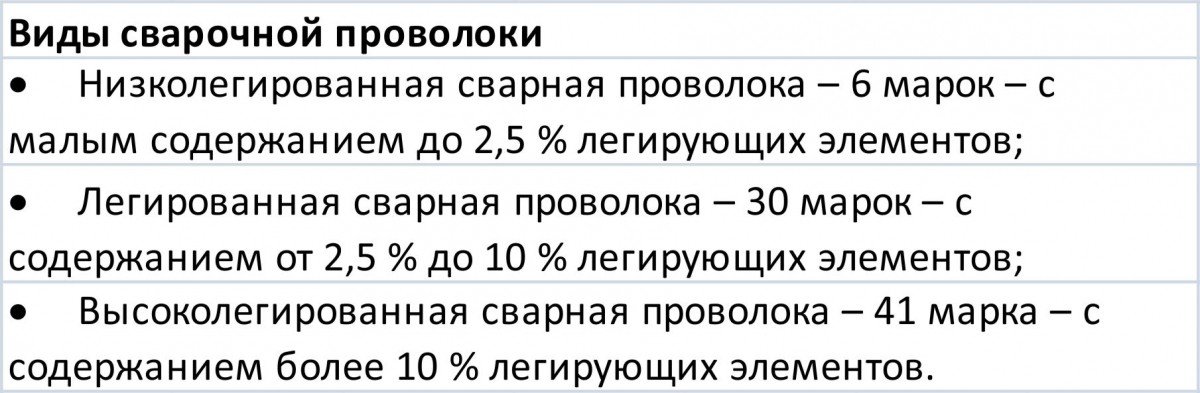
Таблица видов сварочной проволоки.
Присадочные материалы для сварочного полуавтомата, производимые данными предприятиями, делятся на 77 разновидностей. Многие производители покрывают сварочную присадочную проволоку медью, что позволяет обеспечить более качественный сварной шов и уменьшить разбрызгивания капель расплавленного металла.
Источник: https://tutsvarka.ru/oborudovanie/svarochnaya-provoloka
Назначение флюсов для газовой сварки
При нагревании во время сварочного процесса медь, алюминий, магний и сплавы на их основе интенсивно взаимодействуют с кислородом воздуха или сварочного пламени. В результате на металлической поверхности образуются оксиды, температура плавления которых превышает температуру плавления основного металла. Оксидная пленка значительно усложняет сварку.
Предотвратить появление поверхностных оксидных пленок помогают специальные пасты или порошки, то есть флюсы. Эти составы наносятся предварительно на кромки свариваемых элементов и сварочную проволоку (прутки). При нагреве флюсы образуют легкоплавкие шлаки, предотвращающие образование тугоплавких оксидов. Функции флюсов выполняют: прокаленная бура, борная кислота, оксиды и соли лития, бария, калия, фтора, натрия и другие. Вид состава определяется свойствами свариваемого металла. База флюса для кислородной резки – железный порошок.
Флюсы также могут использоваться для специальных легированных сталей и чугуна. Для обычных «черных» сталей не применяются.
Источник: https://www.navigator-beton.ru/articles/gazovaya-svarka.html
Сварочная проволока из нержавейки

Проволока сварочная нержавеющая нужна для соединения рядовых нержавеющих сталей и их производных в защитной газовой среде. Ее наплавление обеспечит высокую стойкость к коррозии, а также защиту от трещин.
Рядная намотка при качественном исполнении в совокупности с идеальной чистотой и ровностью поверхности должны обеспечить:
- Стабильное горение дуги;
- Малое разбрызгивание металла;
- Ровный и качественный шов.
Бухты со сварочной проволокой нержавейкой производят от 500 граммов до 5 килограмма стоят в среднем от 400 рублей за килограмм. Благодаря защите от коррозии, могут использоваться на протяжении нескольких лет.
Источник: https://metallmaster.org/shkola-svarschika/svarochnaya-provoloka.html
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Источник: http://strport.ru/instrumenty/kak-vybrat-provoloku-dlya-svarki
Заключение
Использование сварочной проволоки – это обязательный атрибут полуавтоматической сварки. Все виды сварочной проволоки подразделяются на множество категорий в зависимости от вида металла, из которого изготовлено соединяемое изделие.
Большинство проволок, идеально подходящих для варки алюминия, нержавейки и никеля иностранного производства, а лучшие образцы для варки стали изготовлены отечественными заводами.
Практически все выполненные в России присадочные материалы имеют свое обозначение по ГОСТ и могут быть расшифрованы по общим правилам.
Источник: https://tutsvarka.ru/oborudovanie/svarochnaya-provoloka
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Источник: http://strport.ru/instrumenty/kak-vybrat-provoloku-dlya-svarki
Сварочная легированная проволока
 Сварочная легированная проволока выпускается намотанная на катушки, ее вес от 400 граммов до 6 килограммов.
Сварочная легированная проволока выпускается намотанная на катушки, ее вес от 400 граммов до 6 килограммов.
С ее помощью можно проводить сварочные работы в различных газовых смесях, в том числе углекислом газе и под флюсом. Это идеальная проволока для аргонной сварки.
Если выпускают ее на заводе в соответствии со всеми ГОСТами, то после холодного деформирования, она может быть успешно применена во всех отраслях машиностроения, металлургии, судо- и вагоностроении.
Легирующими элементами в таких электродах выступают следующие металлы:
- Никель;
- Вольфрам;
- Марганец;
- Хром;
- Титан;
- Молибден.
Наличия в ней марганца, хрома и никеля позволяет проводить работы с высокоуглеродистыми нержавеющими сталями.
Если нет возможности сделать обычную шовную сварку, используется точечная контактная сварка. Это надежный быстрый метод соединения металлических изделий.
Источник: https://metallmaster.org/shkola-svarschika/svarochnaya-provoloka.html
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Источник: http://strport.ru/instrumenty/kak-vybrat-provoloku-dlya-svarki
Количество использованных доноров: 7
Информация по каждому донору:
- https://prosvarku.info/rashodnye-materialy/vybiraem-svarochnuyu-provoloku-dlya-gazovoj-svarki-razlichnyh-splavov: использовано 1 блоков из 5, кол-во символов 1269 (6%)
- https://metallmaster.org/shkola-svarschika/svarochnaya-provoloka.html: использовано 5 блоков из 9, кол-во символов 3512 (15%)
- https://taina-svarki.ru/sposoby-svarki/gazovaya-svarka/svarochnaya-provoloka-dlya-gazovoy-svarki.php: использовано 1 блоков из 5, кол-во символов 652 (3%)
- https://www.navigator-beton.ru/articles/gazovaya-svarka.html: использовано 4 блоков из 6, кол-во символов 3994 (17%)
- https://tutsvarka.ru/oborudovanie/svarochnaya-provoloka: использовано 3 блоков из 7, кол-во символов 3905 (17%)
- http://tepka.ru/gazosvarka/20.html: использовано 1 блоков из 2, кол-во символов 5003 (22%)
- http://strport.ru/instrumenty/kak-vybrat-provoloku-dlya-svarki: использовано 6 блоков из 10, кол-во символов 4504 (20%)