Сварка латуни в домашних условиях, а также в производственных цехах осложнена тем, что при выполнении такого процесса отмечаются немалые испарения цинка.
Источник: http://tutmet.ru/svarka-latuni-argonom.html
Содержание
- 1 Особенности сварочных работ со сплавами меди
- 2 Свойства
- 3 Особенности при сварке латуни
- 4 Подготовка деталей к сварке
- 5 Трудности
- 6 2 Дуговая сварка сплавов меди и цинка, электроды для нее
- 7 Сварка изделий из латуни с помощью газа
- 8 3 Сварка латуни аргоном – эффективная современная технология
- 9 Особенности сварки латунных изделий в среде аргона
- 10 Электродуговая сварка
- 11 Безопасность
- 12 Итог
- 13 Полезные советы
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий

Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению.
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Источник: https://svaring.com/welding/soedinenie/svarka-latuni
Свойства
Латунь как вид цветных металлов, используется часто. Она состоит преимущественно из меди и цинка. Причём, доля последнего может превышать 50% всего состава. Цинк улучшает свойства латуни, делая материал удобным для применения, а цену – доступной.
Основными элементами состава латуни есть медные и цинковые заготовки. Но при выработке этого металла в специальных индукционных печах используют разные легирующие добавки: олово, алюминий, свинец, кремний.
Они существенно улучшают характеристики латуни, делают её более комфортной в применении: метал легче обрабатывать, стойкость к коррозии увеличивается, а сам цинк испаряется меньше.
Да, легирующие компоненты положительно влияют на свойства латуни. Но каково бы нибыло их количество, в процессе сварки все равно возникают трудности. О том, каковы причины осложнений и как сними бороться, мы и расскажем ниже.
Источник: https://prosvarku.info/tehnika-svarki/svarka-latuni-doma
Особенности при сварке латуни
Основная трудность, с которой сталкиваются при сварке латунных изделий, характеризуется большой разностью значений температур плавления меди и цинка. Так, плавление меди начинается при 1080⁰ C, а цинка всего от 420⁰ C, при этом точка кипения последнего составляет 905⁰ C. Поэтому процесс сварки происходит при интенсивном кипении цинка, что сопровождается его частичным выгоранием и частичным испарением в месте термического нагрева.

Сварочный шов
Сварка латуни также сопровождается образованием соединения кислорода и цинка или окислением последнего по формуле 2Zn+O2=2ZnO. Оксид цинка в виде пленки белого цвета образуется непосредственно в зоне термической обработки и покрывает участки металла в районе сварного шва, тем самым препятствуя свободному сплавлению латунных деталей.
Для термической обработки латуни также характерен процесс поглощения свободного водорода, который при попадании в расплавленный металл не успевает вовремя выделиться и застывает, тем самым способствуя образованию газовых пузырей и пор в структуре сварного шва, тем самым значительно снижая его прочность.
Таким образом, если обобщить трудности, с которыми придется столкнуться при сварке латуни, то можно выделить:
- испарение и выгорание цинка,
- окисления цинка с образованием оксидной пленки,
- образование пористости и трещин в месте сварки.
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-latuni.html
Подготовка деталей к сварке
Для любого вида сварки свариваемый металл предварительно необходимо подготовить. У латунных заготовок необходимо тщательно зачищать кромки, на них содержатся плотный слой окислов. Для работы применяют новые стальные щетки, на которых нет частичек стали, наждачную бумагу или шлифовальную машинку. Некоторые предпочитают работать напильником.
Разделку заготовок проводят, ориентируясь на их толщину:
- детали толщиной от 1,6 до 6 мм предварительно не разделывают;
- тонкостенную латунь (до 1,5 мм) отбортовывают, чтоб улучшить качество соединения;
- кромки заготовок, толще 6 мм, предварительно притупляют: делают Х-образную разделку под двухсторонний провар стыка.
Необходимо придерживаться нескольких правил укладки заготовок:
- детали толще 1,5 мм укладывают с зазором 2 мм, когда расстояние между деталями небольшое, а шов длинный, металл неравномерно прогревается, в нем возникают внутренние напряжения, они становятся причиной трещин;
- используя специальные подкладки, зазор между деталями можно увеличить, толщина диффузного слоя станет больше.
Важно правильно установить детали относительно друг друга, от этого напрямую зависит качество шва. Тонкие заготовки предварительно не прогревают, металл быстро нагревается.
Источник: https://svarkaprosto.ru/tehnologii/kak-svarit-latun
Трудности

Некоторые особенности латуни мешают добиться хорошего качества работы. У новичков швы получаются нестойкие и пористые независимо от того, где реализовался процесс (дома или в специальном помещении).
Основное препятствие – это быстрое испарение цинка в процессе сварки. Так как цинк плавится уже за 400 градусов по Цельсию, высокие температуры во время сварки способствуют выработке некоторых летучих веществ.
Они взаимодействуют с кислородом, оставляя на поверхности налёт в виде белого порошка.
Именно этот налёт мешает специалисту сделать ровный качественный шов. Чтобы решить эту проблему, вам нужно правильно выбрать режим сварки.
Источник: https://prosvarku.info/tehnika-svarki/svarka-latuni-doma
Это интересно: Сварка нержавейки своими руками — особенности и нюансы
2 Дуговая сварка сплавов меди и цинка, электроды для нее
Чаще всего для такого процесса используют электроды с ЗТ-покрытием. Их стержень сделан из бронзы, содержащей марганец и кремний (1 и 3 % соответственно), а покрытие из:
- порошкового алюминия (2,5 %);
- серебристого графита (16 %);
- марганцовой руды (17,5 %);
- ферросилиция (32 %);
- плавикового шпата (13 %).
Сварочный процесс данными электродами осуществляется при обратной полярности постоянным током. Причем для уменьшения выгорания цинка применяется короткая дуга. С обратной стороны под стык подкладывают асбестовую прокаленную подкладку, которая защищает его от вытекания металла. Разделка кромок не предусматривается, если свариваются листы толщиной менее 4 мм.
После выполнения сварочных мероприятий производится обязательная проковка шва с последующим его отжигом, позволяющим обеспечить мелкозернистую структуру металла и сделать его химический состав однородным. Отжиг ведется при температурах около 635 °С.
Допускается также дуговая сварка латунных поверхностей угольным электродом (прямая полярность, постоянный ток) с использованием специальных флюсов. К наиболее распространенному флюсу, который применяется многими предприятиями, относят состав БЛ–3:
- древесный уголь – 2,5 %;
- хлористый натрий – 12,5 %;
- криолит – 35 %;
- хлористый калий – 50 %.
Режим сварки с помощью угольного электрода зависит от толщины латуни. Так, для соединения изделий толщиной до 3 мм применяется ток от 180 до 200 А (сечение электрода – 6 мм), до 5 мм – ток от 240 до 270 А (10 мм), до 10 мм – от 400 до 450 А (18 мм), от 14 до 16 мм – ток до 550 А (20-миллиметровый электрод).
Добавим, что латунные изделия толщиной от 10 и более миллиметров сваривают с предварительным подогревом до 350 градусов, меньшей толщины – без подогрева.
Источник: http://tutmet.ru/svarka-latuni-argonom.html
Сварка изделий из латуни с помощью газа
Технология газовой сварки применяется в том случае, когда отсутствует электричество или электродуговая сварка не обеспечивает получение ожидаемого результата. Процесс газосварки гарантирует прочность шва, но имеет существенный недостаток – большое испарение цинка. Для уменьшения объёма выделяющегося цинка применяется окислительное пламя. Благодаря пламени на поверхности образуется плёнка оксида цинка, препятствующая поступлению вещества в воздух.
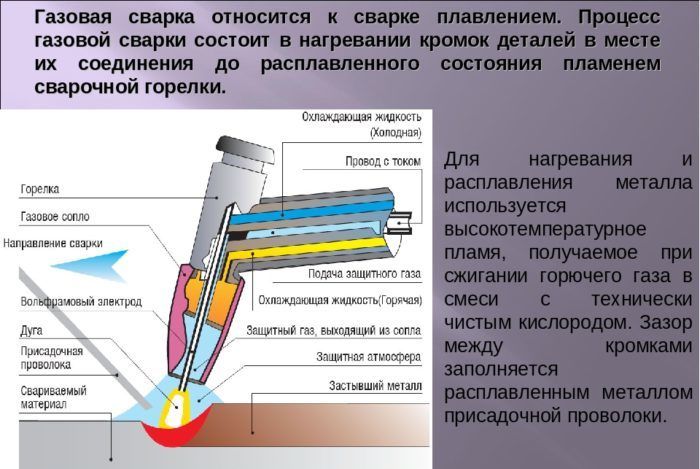
Газовая сварка
Сварочное пламя влияет на прочность шва, поэтому мощность пламени подбирается исходя из оптимального расхода ацетилена. Во избежание перегрева металла такой расход должен составлять от 100 до 120 дм³/ч на миллиметр толщины поверхности. Сварочное пламя направляется на присадочный материал, расположенный под прямым углом к мундштуку. Конец присадочного прутка следует постоянно держать в пламени. Скорость сварки должна быть максимальной.
В процессе газовой сварки используется самофлюсующаяся присадочная проволока, дополнительного применения флюса при этом не требуется. Можно применять кремнистую латунную проволоку, благодаря которой повышаются прочность и плотность шва. Сечение присадки выбирается в зависимости от параметров соединяемого сплава.
Шлаки, которые образуются при сварке, смываются водой. После сварки для обеспечения плотности, прочности, мелкозернистости шва осуществляется его проковка и последующий отжиг с постепенным охлаждением.
С осторожностью следует создавать потолочные швы, учитывая текучесть расплавленного материала. Мощность пламени при этом должна быть снижена.
Сущность газовой сварки
Источник: https://promzn.ru/obrabotka-metalla/osobennosti-svarki-latuni.html
3 Сварка латуни аргоном – эффективная современная технология
Перед аргонодуговой сваркой необходимо тщательно зачищать латунные поверхности до тех пор, пока на них не появится характерный металлический блеск. Использование азотной кислоты позволяет удалить все окислы с детали из латуни, а после этого ее желательно обдать горячей водой и хорошо высушить.
Описываемый тип сварочного процесса рекомендован для соединения латуней относительно большой толщины (не менее 5 мм). Электрод устанавливают в горелку (в токопроводящий механизм), аппарат включается и начинается операция сварки, которая сопровождается необычным треском, который вызывается выделением паров цинков.
Латунь соединяют электрической дугой отдельными валиками, а не методом сплошной варки, при которой есть очень высокая вероятность появления дырки на изделии. Когда заваривается кратер, рекомендуется уменьшать (постепенно) напряжение дуги, повышая ее длину, а затем медленно убирать ее на финальной стадии процесса в сторону.
Аргонодуговую сварку можно выполнять и своими руками, но при этом данный процесс должен осуществляться либо на улице, либо в оборудованных специальным образом помещениях, оснащенных мощными вытяжками, способными удалять ядовитые пары цинка. Не всегда указанные условия могут быть соблюдены домашними умельцами, поэтому самостоятельная сварка латунных изделий не рекомендуется.
Достоинства применения аргонодуговой сварки:
- не нужны электроды с дорогостоящим покрытием и флюсы;
- сварочный процесс признается по-настоящему качественным и одним из наиболее чистых;
- хорошая скорость выполнения операции;
- возможность получать конструкции высокого уровня эстетичности;
- защита кромки от разрезов;
- выдувание струей аргона отходов процесса.
Источник: http://tutmet.ru/svarka-latuni-argonom.html
Особенности сварки латунных изделий в среде аргона
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.
Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки. Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни. При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
Производить сварку изделий из латуни в домашних условиях можно, однако следует принимать во внимание высокую опасность паров цинка для здоровья. Именно поэтому выполнять такой процесс, если в ваших домашних условиях нет рабочего места с вытяжной вентиляцией, лучше всего на открытом воздухе. В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
Источник: http://met-all.org/cvetmet-splavy/latun/svarka-latuni-argonom.html
Электродуговая сварка
Варить латунь можно электродуговой сваркой. Условия получения качественного шва:
- за один проход проваривается латунь толщиной не более 3 мм, толстые заготовки сначала проходят короткими стежками, затем хорошо прогревают, чтобы не возникали трещины и поры, после этого быстро делают финишный слой;
- внутренние напряжения в шве снимают прогревом готового соединения до 600–650°С, структура металла после такого отжига становится мелкозернистой;
- для уплотнения валика швы обязательно проковывают молотком, толстые соединения – в разогретом виде;
- желательно предварительно прогревать заготовки до 200-300°С;
- тонкостенный металл проходят одним швом, чтобы избежать прожогов.
Для сварки латуни нужен постоянный ток, прямой полярности, короткая дуга. Варят металл из нижнего положения. Стандартная скорость образования валика – 30 см за минуту, максимальный ампераж рабочего тока – 250 А (для толстых заготовок).
Сварить латунь можно двумя видами электродов:
- Графитовыми (угольными), они нужны для поддержания дуги при заделке зазора между заготовками. Присадка при сварке тонких деталей не применяется, для соединения толстых элементов применяют многокомпонентную наплавочную проволоку на основе меди и цинка в обмазке из буры или другого флюса.
- Латунными с содержанием цинка (до 40%), марганца, алюминия, других металлов. Их используют как наплавочный материал. Стержень соответствует проволоке ЛК 80-3 или КМц 3-1 (бронзовый сплав). Обмазка содержит марганцевую руду, концентрат титана, борный шлак.
Выбор электродов зависит от химического состава деталей, их толщины. Перед работой их в течение получаса необходимо прокалить при температуре 200°С.
Источник: https://svarkaprosto.ru/tehnologii/kak-svarit-latun
Безопасность

Техника безопасности — это гарант вашего здоровья, если что-то пойдёт не так. Процесс сварки латуни сам по себе не опасен для мастера, даже если выполняется в не специализированных условиях, например, в домашней мастерской или гараже.
Но пренебрегать основными правилами защиты не стоит. Сварщик должен подобрать одежду из плотной ткани, спецобувь, которая не проводит ток, а также защитные маску и перчатки.
А вот что может навредить, так это испарения цинка, которые выделяются в процессе плавки! Чтобы обезопасить свои дыхательные пути всегда работайте в респираторе.
Источник: https://prosvarku.info/tehnika-svarki/svarka-latuni-doma
Итог
Подведем черту. Для сварки латуни вам нужны полуавтомат, сварочная латунная проволока и небольшой баллон с аргоновым газом. Относительно, это лёгкий вид сварки.
Поэтому сложности обычно появляются лишь у новичков. Не отчаивайтесь если что-то пошло не так.
Сварка латуни в домашних условиях – это преимущество. Ведь вам не нужно беспокоиться о контроле качества, неукоснительно придерживаться ГОСТов.
Следовательно, это хороший шанс попрактиковаться, чтобы достичь качественного результат в дальнейшем.
Источник: https://prosvarku.info/tehnika-svarki/svarka-latuni-doma
Полезные советы
Когда варится латунный сплав, выгорает цинк, образуя токсичный оксид, его можно узнать по мелким хлопьям белого цвета. Процесс сопровождается потрескиванием. В домашних условиях необходимо применять средства индивидуальной защиты, хорошо вентилировать помещение, а лучше работать на открытом воздухе. Как и при любых сварных работах, нужно соблюдать технику безопасности, надевать одежду из плотной негорючей ткани. Огнетушитель нужно держать под рукой.
Вместо сварки нередко применяют пайку латуни паяльной лампой. В качестве присадки используют оловянный припой, как флюс – буру. Расплавленное олово заполнит трещину, у диффузного слоя будет бронзовый оттенок.
Источник: https://svarkaprosto.ru/tehnologii/kak-svarit-latun
Количество использованных доноров: 7
Информация по каждому донору:
- https://svaring.com/welding/soedinenie/svarka-latuni: использовано 1 блоков из 7, кол-во символов 1457 (6%)
- https://svarkaprosto.ru/tehnologii/kak-svarit-latun: использовано 3 блоков из 7, кол-во символов 3588 (16%)
- http://met-all.org/cvetmet-splavy/latun/svarka-latuni-argonom.html: использовано 2 блоков из 4, кол-во символов 3855 (17%)
- https://WikiMetall.ru/metalloobrabotka/svarka-latuni.html: использовано 3 блоков из 5, кол-во символов 2850 (12%)
- http://tutmet.ru/svarka-latuni-argonom.html: использовано 3 блоков из 5, кол-во символов 3655 (16%)
- https://promzn.ru/obrabotka-metalla/osobennosti-svarki-latuni.html: использовано 2 блоков из 4, кол-во символов 3187 (14%)
- https://prosvarku.info/tehnika-svarki/svarka-latuni-doma: использовано 5 блоков из 6, кол-во символов 4421 (19%)