Изготовить самодельную точечную сварку несложно самостоятельно.
Производятся похожие механизмы в нескольких вариациях:
- Портативные
- Компактные
- Габаритные
Источник: https://prosvarku.info/apparaty/samodelnaya-tochechnaya-svarka
Содержание
Преимущества точечной сварки
- Скорость. Точечная сварка позволяет достичь результата очень быстро. Из-за экстремальной жары, она соединяет 2 куска металла быстро, равномерно и эффективно. Благодаря этому, процесс не искажает ни один из соединяемых кусков металла, что важно, например, при варке корпусов автомобилей, где часто используется этот тип сварки.
- Дешевизна. Точечная сварка экономит затраты на проведение соединения металлов. Она отлично вписывается в массовое производство и может применяться на роботизированных конвейерах.
- Энергоэффективность. Быстрый процесс экономит электричество и электроэнергию, намного больше, чем другие типы сварки.
- Простота. Точечная сварка является одним из самых старых типов сварки и хорошо известная издревле. Процесс полностью описан и применяется ко многим видам тонких металлов, таких как нержавеющая сталь, никелевые сплавы и титан, в различных областях, например аэрокосмической и автомобильной промышленности.
Источник: http://625-net.ru/tehnologii/622-tochechnaya-svarka-preimuschestva-i-nedostatki.html
Режимы воздействия
Аппараты для точечной сварки способны воздействовать на заготовки одним из двух методов.
Односторонняя точечная сварка
Односторонний режим реализован в моделях, называемых споттерами. Они оснащаются пистолетом со штангой и обратным молотком, на торце которого есть медный электрод в виде треугольной звезды. Прихватившись электросваркой к поверхности, можно совершать обратные удары, вытягивая вмятый металл.
Споттер для односторонней точечной сварки.
Односторонний режим воздействия оправдан в случае затрудненного доступа к обратной стороне конструкции (нужно снимать обшивку дверей, демонтировать крыло машины), или когда изделие слишком большого размера. Еще таким образом можно приварить к поверхности шайбы или гребенку, чтобы воздействовать одновременно на большой участок, дергая сразу за все элементы при помощи крюков.

Работа споттером для односторонней точечной сварки.
Двухсторонняя точечная сварка
Двухсторонняя сварка применяется для присоединения листового металла внахлест. Для этого аппараты снабжаются клещами, обхватывающими изделие. От вылета консолей зависит максимальная удаленность точки соединения от края конструкции. Этот параметр может быть от 12 до 50 см. В таких аппаратах нижняя консоль неподвижная, а верхняя опускается, осуществляя одновременно прижим и разогрев.
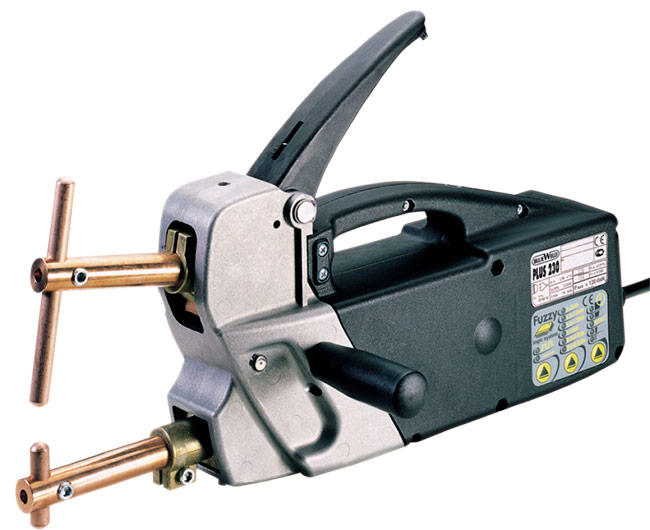
Клещи для двухсторонней точечной сварки.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
Недостатки точечной сварки
- Она может быть слабой. Точечную сварку нельзя использовать для соединения более толстых металлов, так как она не образует хороший проникающий сварной шов. Сваренные таким образом металлы легко разбить.
- Требуется больше места. Точечная сварка требует достаточно места, чтобы завершить проект должным образом, ее трудно выполнить в небольших замкнутых пространствах.
- Может быть некрасива. Обычно ей не пользуются, когда нужно сварить предметы, которые будут часто попадаться на глаза. Чаще ее применяют для внутренних соединений или для временного соединения деталей.
- Процесс может быть опасным. Со сварочными пушками сложнее работать, они могут быть очень тяжелыми и обычно требуют недюжинной силы для использования. Это делает точечную сварку очень опасной. В процессе работы используется большое количество тепла и тока, кроме того, сварщик постоянно находится вокруг опасных искр и сварочных испарений. Он может получить травму глаз от брызг искр, сильные ожоги или придавить руки оборудованием. Для избежания этого всего нужно неукоснительно соблюдать технику безопасности и использовать защитное снаряжение.
Источник: http://625-net.ru/tehnologii/622-tochechnaya-svarka-preimuschestva-i-nedostatki.html
Режим работы
Режим работы аппарата бывает мягкий и жесткий, что зависит от характеристик тока. В первом случае используется невысокая плотность тока, но сварочный цикл выполняется с удлиненной продолжительностью 2-5 секунд. Это разрешает использовать электроды с меньшим сечением (оно может быть равно толщине заготовки) и не сильно давить клещами.
Во втором случае применяют ток большей плотности, а цикл длится короче — 0.2-1.5 с. Такой режим обеспечивает повышенную скорость работы, но требует сильного сдавливания заготовок и диаметра электрода, в несколько раз превосходящего суммарное сечение свариваемых деталей.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
Возможные дефекты
Если вы решили в домашних условиях заниматься сваркой, тогда следует ознакомиться с возможными дефектами и их происхождением, чтобы избежать подобных ошибок. Рассмотрим самые распространенные дефекты, которые могут случиться во время точечной сварки:
- полный или частичный непровар может возникнуть из-за некачественных электродов, которые стоит заменить новыми, малой силой тока, или чрезмерным сжатием. Рассмотреть данную оплошность можно двумя способами: при внешнем осмотре или при использовании специального прибора для контроля сварки (радиационного или ультразвукового;
- трещины во время сварки могут возникать из-за сильного тока или некачественно зачищенных изделий, что из-за возникающего сопротивления нарушает температурный режим сварки;
- разрывы у кромок при сварке внахлест чаще всего происходят из-за того, что мастер слишком близко от края детали располагает сварную точку. То есть, необходимо рассчитывать так, чтобы нахлеста хватило на качественное соединение;
- внутренний выплеск – это такой дефект, при котором расплавленный металл «вылазит» за пределы ядра и создает между заготовками зазор. Основной причиной такой ошибки является длительный импульс или слишком большой ток, из-за чего ядро чрезмерно расплавляется. Чтобы этого избежать, важно ровно устанавливать электроды и контролировать силу тока. Чтобы аппарат настроить, рекомендуется несколько точек попробовать на черновом материале;
- наружный выплеск – это дефект, при котором расплавленная масса «вылазит» наружу. Он возникает в результате недостаточного сжатия деталей. То есть, отсутствует момент ковки, позволяющий соединить заготовки.
- вмятины от электрода остаются из-за малого диаметра электрода или чрезмерного сжатия. Из-за неправильно установленных проводников может увеличиваться зона расплавления, из-за чего возникают дефекты;
- прожог – самая частая ошибка, возникающая у начинающих мастеров при любом виде сварки. Она случается по нескольким причинам: малое усилие сжатия электродов, загрязненная поверхность заготовок или кончика проводника;
- смещение ядра происходит из-за неправильно установленных электродов по отношению у заготовкам;
- трещины внешние и внутренние бывают от сильного тока и длительного импульса или же от несвоевременного ковочного усилия.
Источник: http://home.nov.ru/osobennosti-tochechnoj-svarki/
Максимальный сварочный ток
От максимального сварочного тока зависят возможности оборудования для точечной сварки. Значение 3000 А позволит соединять детали с общим сечением до 3 мм. Аппараты с показателем 6000 А могут сваривать сталь до 4-5 мм. Промышленные станки 10000-16000 А разрешают соединять заготовки до 9 мм (в сумме).
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
Это интересно: Обратная полярность при сварке — особенности применения
Преимущества и недостатки метода
Как делать точечную сварку – разобрались. Сейчас рассмотрим основные достоинства и недостатки, которыми характеризуется данный вид соединения. К преимуществам такого метода относятся следующие факторы:
- в сравнении с другими типами и технологиями этот метод считается самым «культурным» и гигиеничным способом;
- нет необходимости в процессе применять дополнительные материалы – газы, флюсы и так далее;
- нет отходов и шлаков;
- в сварке без газа не выделяются вредные вещества, которые наносят вред здоровью мастера;
- высокий уровень коэффициента полезного действия;
- возможность использования высокопроизводительных многоточечных машин, сборочно-сварочных поточных машин, агрегатов и роботизированных комплексов контактной сварки;
- высокое качество соединений за краткий промежуток времени.
Если соблюдать вне нормы и правила работы с точечной сваркой, тогда можно получить высококачественное соединение отличающееся аккуратностью и надежностью. По статистике, новичкам намного проще научиться точечной сварке, чем набить руку выкладывать различные виды швов.
Кроме преимуществ, есть и ряд недостатков, с которыми необходимо ознакомиться:
- очень сложно реализовать надежное скрепление при плавке разных металлов, точнее, практически невозможно;
- при подаче сильного импульса происходит разбрызгивание металла;
- сложность конструкции сварочной головки и механизма сжатия при одновременной сварке нескольких точек;
- усложнение конструкции электродов и их эксплуатации, особенно при многоточечной сварке.
Источник: http://home.nov.ru/osobennosti-tochechnoj-svarki/
Максимальная толщина свариваемых листов
Важный параметр, показывающий, какое максимальное сечение способен проварить аппарат. Если игнорировать это значение и применять оборудование на более толстых деталях, то качество соединения снижается. Параметр может указываться общий, например «5 мм», или разделяться на две части — «2.5+2.5 мм», что будет означать одно и то же. Есть промышленные версии, которые способны сваривать сразу три листа стали между собой. Тогда это обозначается как «3+3+3 мм».
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
Электроды для точечной сварки
Сделанная в домашних условиях самодельная точечная сварка годится для небольшого объёма работы. Аппарату рекомендуется дать остыть поработав с 10-14 электродами.
Отличие многоточечного оборудования от его аналогов –работа с металлическими заготовками определённой формы и размера.
Многоточечные аппараты встречаются редко, но универсальны для контактного спаривания элементов. Переналадить его под силу только экспертам.
Контактное сваривание деталей невозможно при отсутствии электродов из сплавов, имеющих высокий уровень теплопроводности.
Электроды благоприятствуют сжатию металлов и проводят ток на поверхность элементов. Уровень концентрации тепла зависит от наконечников – тонкие механизмы спешно изнашивают себя и нуждаются в постоянной подточке.
Имеется несколько форм выпускаемых наконечников.
Продолжить срок наконечников возможно, следуя нижеперечисленным советам:
- Электроды подбирают, соответствуя критериям используемого в
работе металла; - Максимально обеспечить их сохранность;
- Для тяжёлой сварки использовать более массивные
наконечники; - Использовать водяную рубашку.
Эксперты советуют не подпиливать наконечники по причине возникновения неровностей, что в целом отрицательно повлияет на качество работы.
Источник: https://prosvarku.info/apparaty/samodelnaya-tochechnaya-svarka
Методы и способы
В основе данного типа сварки лежит уже давно известный и достаточно часто практикуемый метод контактной сварки.
В данном случае сварное соединение на поверхности стали, меди, нержавейки либо каких-то других металлов получается за счет определенного нагрева заготовок.
Это происходит за счет того, что через трансформатор ток поступает на поверхность металла и далее на свариваемую поверхность, в результате чего металл пластически деформируется и под определенным сжимающим усилием прочно фиксируется, образуя однородную структуру.
Получаемый таким образом сварной шов должен обязательно соответствовать ГОСТ и обеспечивать прочность соединения на должном уровне.
В данном типе сварки электроды не только подают ток на поверхность металлов, но и обеспечивают необходимое сжатие, как клещи. В зависимости от металла подбираются электроды, которые могут иметь самый разный состав.
Их размер и диаметр регламентирует ГОСТ. Следует отметить, что точечная сварка алюминия производится электродами с наконечниками, так как плоские могут привести к образованию вмятин.
В любом случае, клещи должны обеспечивать эффективное прижимное усилие, которое обеспечит качественное сжатие поверхностей. Для более точной работы используется конденсаторная сварка.
Конденсаторная сварка является полным аналогом точечной и обеспечивает скрепление мелких деталей. Используется конденсаторная сварка там, где нужна точность — чаще всего в ремонте техники.
При необходимости на металлическую поверхность наложить заплатку, лучше всего воспользоваться сварочным полуавтоматом. Полуавтоматом можно нанести на металл несколько разновидностей швов.
Данное устройство достаточно часто используют для данного типа сварки в автомастерских или в домашних условиях.
Следует отметить, что сварным полуавтоматом можно получить сварной шов точечного типа и о том, как это сделать, рассказывает видео, размещенное ниже. В данном случае в процесс сварки клещи не участвуют, кроме этого, используются обыкновенные электроды.
Видео:
В любом случае получаемое соединение должно обязательно соответствовать ГОСТ и иметь необходимую прочность. Очень часто для сварки стали, меди, нержавейки или алюминия используется лазерная сварка.
В этом случае металл достигает необходимой температуры не через клещи, а посредством специального излучения — именно так происходит лазерная сварка.
Лазерная сварка характеризуется такими параметрами, как мощность излучения, фокусирующим пятном, а также скоростью подачи металлических листов. Следует отметить, что лазерная сварка имеет свой ГОСТ, который и определяет ее режимы работы.
Схема точечной сварки, а также тип точечного соединения и его принцип во многом зависит от используемого оборудования.
Точечная сварка характеризуется крепким швом, который иногда приходится убирать путем высверливания. Сверло применяется обычно в случае ремонта автомобиля. Именно там приходится высверлить шов.
Нужно отметить, что существует специальное сверло для быстрого высверливания точечной сварки. Сверло лучше купить, а не использовать какое-то подходящее на ваш взгляд сверло. Цена на такое сверло невысока.
Работа высверливания должна быть проделана достаточно аккуратно, чтобы можно было в дальнейшем отремонтировать кузов.
Источник: https://rezhemmetall.ru/tochechnaya-svarka-texnologiya-i-instrukciya-po-svarke-svoimi-rukami.html
Рельефный метод
Рельефная сварка нередко применяется в автомобильной промышленности для соединения кронштейнов с листовыми элементами (в частности, рельефным способом крепятся скобы к автомобильному капоту и дверные петли к кабине), а также для фиксации стандартных крепежных изделий — шпилек, болтиков, гаек.

Вне зависимости от типа сварки, поверхности заготовок необходимо очищать от грязи, коррозии, горюче-смазочных материалов. Однако рельефная сварка требует дополнительной подготовки изделий. На них должны быть сделаны с помощью спецоборудования достаточно сложные по форме (допустим, круглые или продолговатые) выступы.
Источник: https://svaring.com/welding/vidy/kontaktnaja-svarka
Напряжение для подключения
Для подключения аппарата к сети требуется однофазное напряжение 220 В или трехфазная линия на 380 В. Это прямо указывается в инструкции к товару и определяет, где его получится использовать. Потребляемая мощность от 3 до 12 кВт подскажет, можно ли включать аппарат в обычную бытовую сеть (обычно свыше 5 кВт лучше не включать, чтобы не расплавить проводку).
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
Это интересно: Сварка полуавтоматом для начинающих: основные аспекты и азы
Оборудование для точечной сварки
Рассматривая оборудование, можно провести следующую классификацию:
- по способу передвижения – мобильные, подвесные, стационарные;
- по способу механизации – ручной и автоматический;
- по расположению электродов – параллельно и друг напротив друга.
Для производственных целей необходимо использовать высококлассное оборудование. Для дома отлично подойдет и самодельная точечная сварка, которую можно собственноручно сделать из любого электрического прибора. Ниже в видео подробно рассказывается, как самостоятельно соорудить сварочный аппарат.
Источник: http://home.nov.ru/osobennosti-tochechnoj-svarki/
Способ управления
Самые дешевые аппараты управляются вручную. В некоторых моделях даже нет возможности выставить силу тока — она всегда работает на максимуме. Оператор сам сдавливает клещи руками и следит за временем соприкосновения электродов, чтобы образовался нужный провар. Для качественного соединения сперва требуется опробовать аппарат на черновых заготовках с такой же толщиной, что и основное изделие. Определив, сколько нужно времени на прижим, можно переходить к сварке. Есть аппараты с регулировкой силы тока, которые немного упрощают работу с металлами разной толщины.
Микропроцессорное (синергетическое) управление значительно облегчает работу. Сварщик указывает на панели тип выполняемого соединения (приварка шайбы, проволоки, сварка внахлест и т. д.), а также толщину изделия. Синергетическое управление само подбирает оптимальные параметры для сварки, подает ток и отключает его. Оператору остается лишь подносить электроды и ставить их в нужное место. Но такие модели стоят гораздо дороже.

Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
Стыковка
 Стыковая контактная сварка, как и рельефная, предполагает предварительную обработку свариваемых краев (торцов).
Стыковая контактная сварка, как и рельефная, предполагает предварительную обработку свариваемых краев (торцов).
Интересно, что существует целых три варианта стыкового метода — с сопротивлением, с непрерывным и с прерывающимся оплавлением. Сварка сопротивлением предполагает, что детали заранее стыкуются и сжимаются, после чего к ним подводят электричество, которое нагревает металл до пластичного состояния.
При двух последних способах детали сначала сильно нагревают, а потом соединяют. Разница же состоит в следующем. При непрерывном оплавлении металлоизделие стабильно нагревают в течение всей процедуры сварки, а при прерывистом – деталь то нагревают, то дают ей остыть.
Это делается в целях экономии ресурсов оборудования. Интересно, что под воздействием электродинамических сил жидкий металл, а также окислы и загрязнения выбрасываются из зоны стыка – в результате получается очень чистое соединение.
Источник: https://svaring.com/welding/vidy/kontaktnaja-svarka
Дополнительные параметры
Если требуется продолжительная работа аппаратом, то обратите внимание на тип охлаждения. Устройства с водяной системой и радиатором быстрее отводят тепло и имеют более продолжительный ресурс.
К споттеру обязательно понадобится пистолет и обратный молоток. Чтобы выполнять сварку используют медные электроды, являющиеся расходными элементами. Для мобильных аппаратов с весом от 13 кг практично приобрести тележку, чтобы перевозить их на колесиках.
Если Вам требуется контактная точечная сварка для домашней мастерской или небольшого производства, то обратите внимание на следующие модели, которые уже опробованы покупателями и получили положительные отзывы.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
Обозначение на чертежах
 В некоторых ситуациях может понадобиться профессиональная схема или чертеж с правильным обозначением контактной сварки.
В некоторых ситуациях может понадобиться профессиональная схема или чертеж с правильным обозначением контактной сварки.
По действующим стандартам таких обозначений может быть несколько. Если речь идет о видимом сплошном шве, то его помечают основной линией, а прочие подобные элементы – тонкой линией. Что касается сплошного скрытого шва, то он должен обозначаться штриховой линией.
Видимые сварные точки на чертеже отмечаются значком «+», а скрытые не отмечаются никак. От всех видимых и скрытых сплошных швов или сварной точки могут идти линии с выноской.
Только на этих линиях или под ними можно писать условные общепринятые обозначения, цифры и литеры, указывать номера госстандартов. К примеру, обозначение точечной контактной сварки на выносной линии обязательно должно содержать большую букву «К» (она указывает на тип сварки – контактная) и маленькую буква «т» (буква указывает на конкретный метод работы – точечный).
Всю ключевую информацию о соединениях, необходимую для чертежей и схем, можно взять из ГОСТа или других надежных источников.
Источник: https://svaring.com/welding/vidy/kontaktnaja-svarka
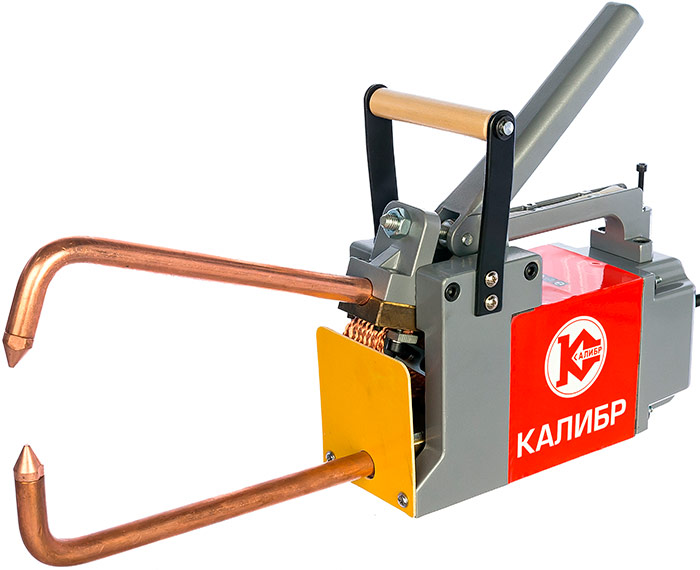
Калибр СВА-1,5 АК
Этот аппарат для выполнения точечной сварки от российского бренда «Калибр». Модель СВА-1.5 АК запитывается от однофазной сети 220 В и потребляет 8 кВт. Корпус защищен от проникновения пыли по стандарту IP20. В комплекте есть рукоятка и запасные наконечники. Управление полностью ручное, где сварщик сам регулирует время прижима и силу тока. Для установки силы прижатия клещей предусмотрен ограничительный болт под подвижной рукояткой.

Плюсы Калибр СВА-1,5 АК
- Мощная возвратная пружина для разведения клещей.
- Крупная рукоятка для быстрой перестановки.
- Получается аккуратная точка, которую не разорвать руками.
- Не требуется механическая обработка соединения.

Минусы Калибр СВА-1,5 АК
- Кабель верхней консоли (косичка) из омедненного алюминия (перегревается).
- Неудобно расположена клавиша включения.
- От веса 16 кг устают руки.
- Требуется проводка с сечением 4 мм², ввиду мощность 8 кВт.
Вывод. Это лучший аппарат по соотношению стоимости и мощности провара. Пользователи в отзывах делятся, что легко сваривают листовой металл 2+2 мм между собой, выполняя 15 точек в минуту. Если требуется соединить проволоку, то модель справится с сечением прутков 5+5 мм. Но подключение нуждается в мощной сети, поэтому для гаража такую точечную сварку выбирать не стоит.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
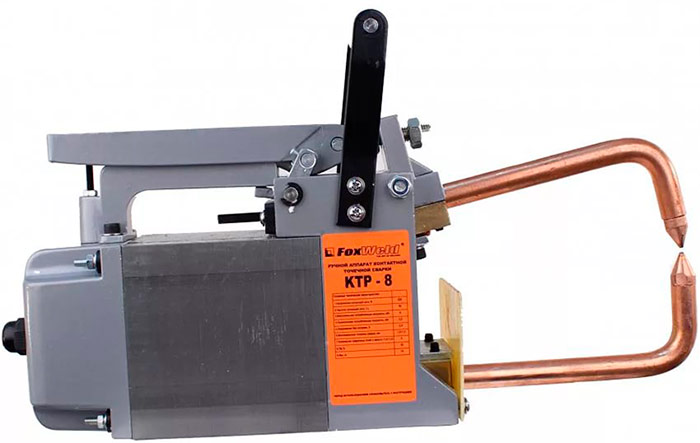
Foxweld КТР-8 3097
На втором месте в рейтинге товар от итальянского бренда Foxweld. Оборудование для точечной сварки имеет два медных кронштейна, рукоятку для прижима, отбойную пластину. Мощность источника тока составляет 8 кВт и аппарат способен варить с 6000 А. Производитель заявляет, что инвертор легко соединит две заготовки с сечением 1.5+1.5 мм. Модель относится к профессиональному классу и имеет защиту корпуса IP21.
Плюсы Foxweld КТР-8 3097
- Большая рукоятка для поднятия аппарата.
- Относительно небольшие габариты 41х10х23 см.
- Вылет электродов 15 см позволяет заводить между ними крупные детали.
- Повышенная мощность сварочного тока.
Минусы Foxweld КТР-8 3097
- Присутствует небольшой люфт, из-за чего электроды не точно сходятся друг с другом.
- Нужно хорошая проводка от 4 мм².
- Тяжело часто переставлять ввиду веса 14 кг.
- Мощность не регулируется.
Вывод. Судя по отзывам, этот аппарат для выполнения точечной сварки большинство пользователей используют для изготовления металлических дверей. Сварщики говорят, что это гораздо удобнее, чем действовать полуавтоматом и после сварки не требуется никакой дополнительной зачистки швов.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
FUBAG TS 2600 38 666
А вот аппарат для точечной сварки, называемый споттер. Он предназначен для выполнения односторонних прихваток на металле с сечением до 1.5 мм. Максимальная сила тока составляет 2800 А. Габариты оборудования — 20х32х18 см. При подключении к однофазной сети, аппарат потребляет 5.4 кВт, поэтому его можно использовать в гараже или на даче. В комплекте к нему прилагается пистолет и штанга с обратным молотком. Есть три электрода «звездочка» и один угольный электрод для разогрева металлической поверхности.

Плюсы FUBAG TS 2600 38 666
- Переключатель для сварки угольными и медными электродами.
- Световая индикация перегрева и наличия сети.
- Четыре режима работы.
- Создает надежное соединение.
Минусы FUBAG TS 2600 38 666
- Большой вес 14 кг неудобно часто переставлять.
- Высокая стоимость.
- Нет регулировки силы тока по амперажу (только по способу сварки).
Вывод. Такая модель разработана для кузовного ремонта автомобилей и способна работать в нескольких режимах: приварка гофрированной проволоки, колец, разогрев поверхность угольным электродом, прихватка «звезды». Обратите внимание на мощный обратный молоток на пистолете. Вес грузика составляет 1.1 кг, что обеспечивает быстрое вытягивание вмятин.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
RedHotDot HAMMER IT 275116
Бренд «Хаммер» выпускается в Италии. Модель IT 275116 выдает максимальную силу тока 3200 А. Это разрешает сваривать листовой металл с сечением 1.5+1.5 мм. Подключение к однофазной сети 220 V и потребление мощности 3 кВт не перегружает бытовую проводку, поэтому использовать аппарат можно даже в гараже. Цифровой дисплей удобен для визуального контроля введенных параметров. Индикатор показывает срабатывание перегрузки. В комплекте к споттеру идет пистолет со сменными насадками.

Плюсы RedHotDot HAMMER IT 275116
- Защита корпуса
- Не создает чрезмерной нагрузки на сеть ввиду мощности 3 кВт.
- Небольшие габариты 30х18х26 см.
- Глубокий провар и крепкое соединение.
Минусы RedHotDot HAMMER IT 275116
- Высокая стоимость.
- Весит более 16 кг.
- Некоторым сварщикам конструкция обратного молотка кажется слабой.
Вывод. Модель для точечной сварки примечательна синергетическим управлением, где сварщик выбирает один из шести режимов, в зависимости от конфигурации привариваемого элемента. На цифровом табло устанавливается толщина металла. Микропроцессор сам подбирает оптимальные параметры для выполнения существующей задачи.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
FoxWeld МТР-25 3373
Далее в рейтинге станок для точечной сварки, который рассчитан на эксплуатацию внутри производственного цеха. Аппарат нуждается в подключении к трехфазной сети на 380 V. Управление у него механическое, а сжимание клещей осуществляется ножным приводом. Руки сварщика могут в это время поддерживать заготовку. Мощность оборудования составляет 25 кВт. Корпус имеет габариты 87х40х121 см и весит 100 кг.

Плюсы FoxWeld МТР-25 3373
- Простая эксплуатация.
- Долгий срок службы.
- При каждодневной работе не ломается.
- Запуск сжимания клещей педалью — руки всегда свободные.
Минусы FoxWeld МТР-25 3373
- Очень высокая стоимость.
- Масса 100 кг требует надежного основания под станком.
- Пользователям не хватает стола под клещами, чтобы переворачивать заготовки.
- Требуется часто затачивать электроды при интенсивном использовании.
Вывод. Мы рекомендуем этот аппарат для выполнения серийной точечной сварки на производстве. Модель имеет сварочный ток 16000 а и способна проварить заготовки с толщиной 2.5+2.5 мм. Одна точка выполняется за 10 секунд, что разрешает поставить сразу 6 швов в минуту. Еще фишкой товара служит водяное охлаждение в системе с радиатором. Оно отводит лишнее тепло и продлевает время беспрерывной работы.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
WIEDER KRAFT WDK-6000
Завершает наш обзор споттер на тележке. Он содержит пистолет для точечкой сварки и обратный молоток. Модель выдает максимальную силу тока 4400 А. Корпус защищен по стандарту IP23, поэтому аппаратом можно работать на улице, когда пошел дождь (закончить выравнивать деталь кузова и убрать в помещение). Входная мощность составляет 11 кВт. Время сваривания можно регулировать от 1 до 10 с. Сварщику не нужно следить за этим — аппарат отключает сварочный ток самостоятельно. Прихватки получаются крепкими и без пережогов.

Плюсы WIEDER KRAFT WDK-6000
- Можно подключать к 220 В.
- Повышенная надежность.
- Восемь режимов сварки.
- Цифровой дисплей и синергетическое управление.
Минусы WIEDER KRAFT WDK-6000
- Высокая стоимость.
- Нет вентилятора охлаждения.
- Нужно предусмотреть место для аппарата с размерами 60х50х95 см.
Вывод. Данный споттер для точечной сварки примечателен исполнением на тележке. При этом источник питания расположен сверху, поэтому для введения настроек не требуется наклоняться. Снизу есть достаточно места для кабелей, расходников и инструмента. Тележка оснащена колесами, где два передних вращаются в стороны на 360 градусов. Это упрощает быстрое перемещение по цеху и отлично подходит для автомастерской, чтобы восстанавливать геометрию кузова, передвигаясь вокруг машины.
Источник: https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html
Количество использованных доноров: 7
Информация по каждому донору:
- http://625-net.ru/tehnologii/622-tochechnaya-svarka-preimuschestva-i-nedostatki.html: использовано 2 блоков из 3, кол-во символов 2097 (4%)
- http://home.nov.ru/osobennosti-tochechnoj-svarki/: использовано 5 блоков из 7, кол-во символов 7948 (15%)
- https://prosvarku.info/apparaty/samodelnaya-tochechnaya-svarka: использовано 5 блоков из 5, кол-во символов 7846 (15%)
- https://svaring.com/welding/vidy/kontaktnaja-svarka: использовано 7 блоков из 9, кол-во символов 7258 (14%)
- https://rezhemmetall.ru/tochechnaya-svarka-texnologiya-i-instrukciya-po-svarke-svoimi-rukami.html: использовано 5 блоков из 6, кол-во символов 11750 (23%)
- https://SdelaySam-SvoimiRukami.ru/3852-prostoy-apparat-dlya-tochechnoy-svarki.html: использовано 3 блоков из 4, кол-во символов 2293 (4%)
- https://srbu.ru/instrumenty-i-oborudovanie/1710-apparaty-tochechnoj-svarki.html: использовано 13 блоков из 14, кол-во символов 12418 (24%)